
Experimental Production of Iron-Bearing Sinters Using Chars from Waste Car Tires



Abstract
1. Introduction

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Combustible Material | Calorific Value (MJ/kg) |
|---|---|
| Biomass | 15.1 |
| Paper/cardboard | 17.4 |
| Textiles | 18.4 |
| Hard coal | 26.4 |
| Anthracite | 27.8 |
| Coke breeze | 28.5 |
| Coke | 29.5 |
| Waste tires | 31.4 |
| Crude oil | 39.5 |
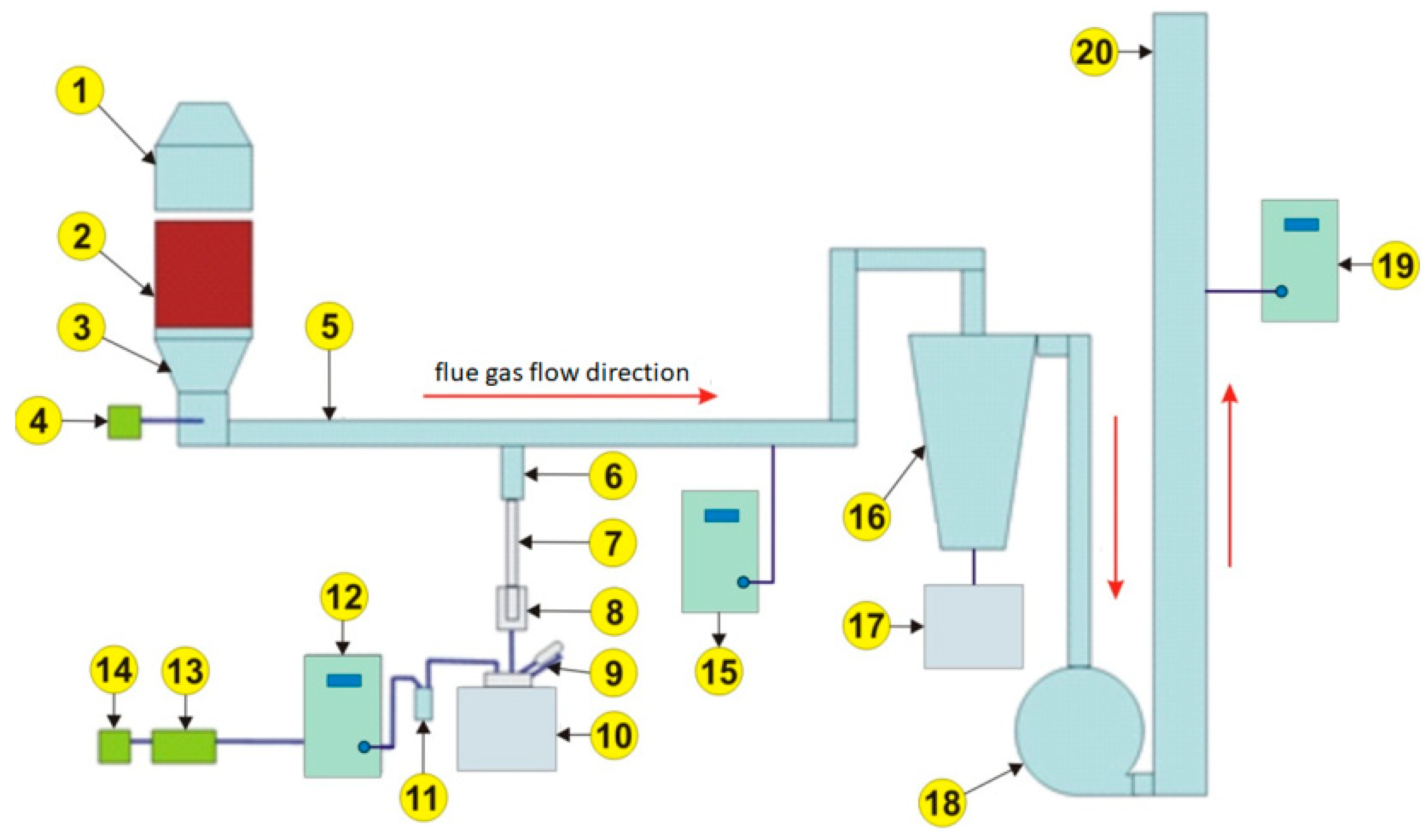
2. Materials and Methods

| 1. Natural gas burner | 11. Moisture absorber |
| 2. Sintering bed | 12. Suction pump with control system |
| 3. Temperature measurement | 13. Exhaust gases analyzer GA40Tplus |
| 4. Dust collection before the ceramic filter input | 14. Exhaust gases analyzer GA20 |
| 5. Flue gas pipeline | 15. Analyzer—continuous raw gas analysis |
| 6. Collection point (stub pipe) | 16. Ceramic filter |
| 7. Thermostated probe | 17. Dust collection from ceramic filter tank |
| 8. Cellulose filter (filter cup) | 18. Fan |
| 9. Absorber of organic compounds | 19. Analyzer—continuous cleaned gas analysis |
| 10. Condenser with bottle for condensate | 20. Stack |
3. Results and Discussion
4. Conclusions
- Char from waste tires applied as a partial coke breeze substitute should have high C content, but the Zn and S content should be low. It was assumed that because of the Zn content of TC1 (1.93 %m/m) and TC2 (2.27 %m/m), the contribution of char in the fuel should not exceed 20 %m/m.
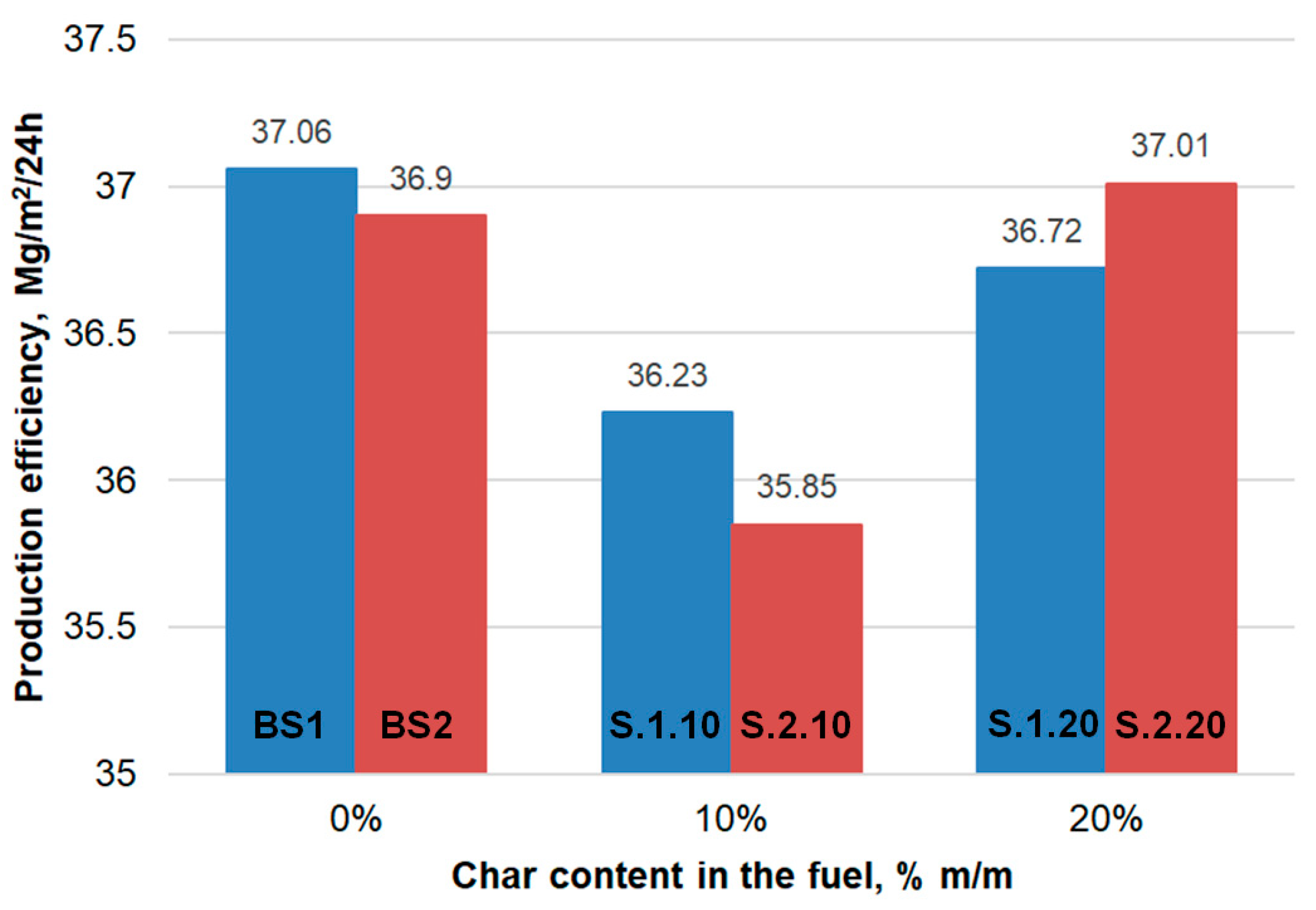
- A 20 %m/m contribution of TC1 in the fuel blend led to a decrease in production efficiency of 0.34 Mg/m2/24 h in comparison with coke breeze. In the case of a 20 %m/m contribution of TC2, the production efficiency increased by 0.11 Mg/m2/24 h, which could be because of the higher permeability of the input material (better use of the heat from the char).
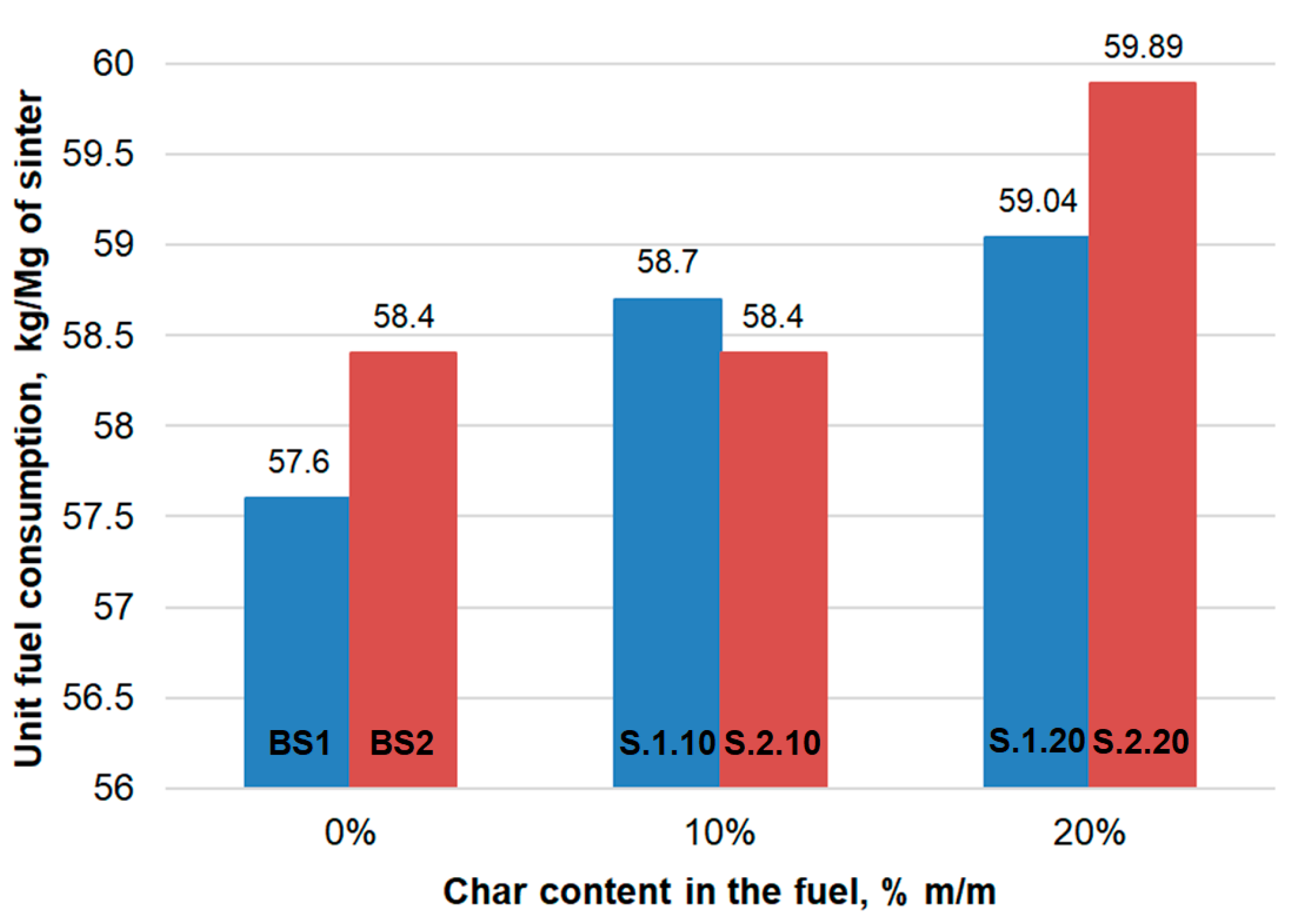
- A slight increase in unit fuel consumption was noted. In the case of a 10 %m/m contribution of TC1, consumption increased by 1.1 kg/Mg of sinter, and in the case of a 20 %m/m contribution, it increased by 1.44 kg/Mg. In the case of a 10 %m/m contribution of TC2, the fuel consumption remained at the same level, whereas a 20 %m/m contribution increased the consumption by 1.49 kg/Mg of sinter.
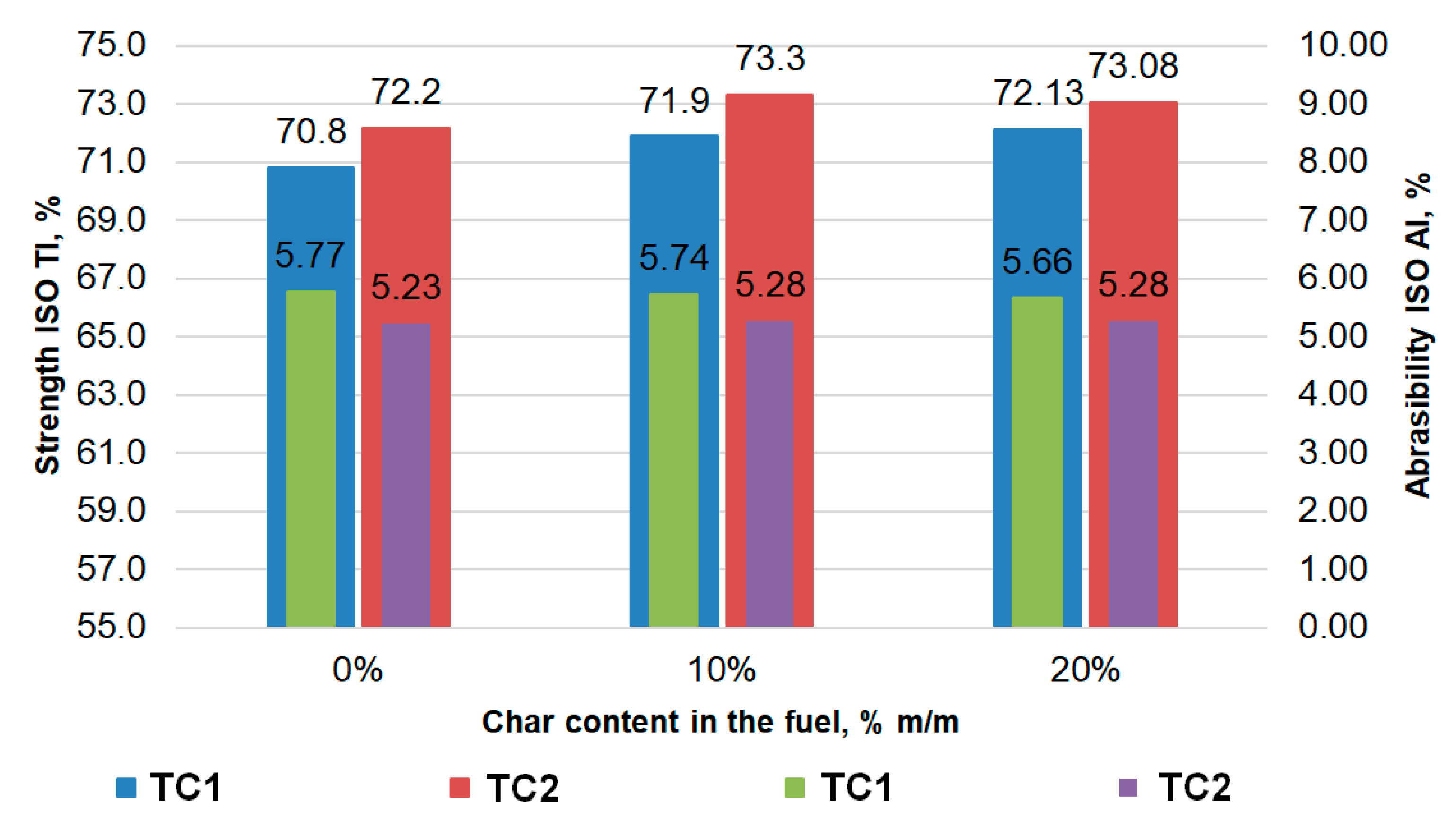
- Sinters produced using char from waste tires had very suitable granularity and strength properties. ISO TI strength and ISO AI abrasibility were at the same level or slightly higher than for the basic blends.
- The results of the chemical analyses of sinters produced using char were very similar to those of the basic blends, apart from the sulfur and zinc content. In the sinter with TC1, the sulfur content increased from 0.015 %m/m (for basic sinter BS1) to 0.024 %m/m (for sinter S1.20). In basic sinter BS1, the zinc content was 0.012 %m/m and increased to 0.037 %m/m for sinter S1.20. For TC2, the increase in the sulfur content was from 0.025 %m/m (for basic sinter BS2) to 0.032 %m/m (for sinter S2.20). The increase was even more noticeable in the case of the zinc content, with the basic sinter containing 0.011 %m/m Zn and the sinter with the addition of 20 %m/m of char TC2 containing 0.049 %m/m.
- The high zinc content of sinters produced from blends of coke breeze and char means that only 10 %m/m of char from waste tires can be added to the fuel mass in order to ensure that the zinc content equals 0.015–0.020 %m/m. Of the tested chars, TC1 is better because the Zn and S content is lower, and the high oil content can be reduced by adding hydrated lime as a sorbent.
- The experiments performed showed that char from waste car tires can actually be used in the process for the production of iron-bearing sinters. Even a 10 %m/m contribution of such combustible waste in the input fuel blend for the sintering process allows a huge amount of char from waste car tires to be managed, which at present is otherwise challenging.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wasielewski, R.; Stelmach, S. Odzysk energii w przemysłowych procesach spalania i współspalania zużytych opon samochodowych. Arch. Gospod. Odpad. Ochr. Sr. 2009, 11, 63–72. [Google Scholar]
- Basel Convention. Revised Technical Guidelines for the Environmentally Sound Management of Used and Waste Pneumatic Tyres; Basel Convention: Basel, Switzerland, 2011. [Google Scholar]
- Stelmach, S.; Sobolewski, A.; Wasielewski, R. Wybrane aspekty pirolizy zużytych opon samochodowych. Inżynieria Chem. Proces. 2005, 26, 801–816. [Google Scholar]
- Januszewicz, K.; Kardaś, D.; Klein, M.; Klugmann-Radzemska, E. Thermogravimetric analysis/pyrolysis of used tyres and waste rubber. Physicochem. Probl. Miner. Process. 2017, 53, 802–811. [Google Scholar]
- Martinez, J.; Puy, N.; Murillo, R.; Garcia, T.; Navarro, M.; Mastral, A. Waste tyre pyrolysis—A review. Renew. Sustain. Energy Rev. 2013, 23, 179–213. [Google Scholar] [CrossRef]
- Stelmach, S. Potencjalne metody zagospodarowania karbonizatów z opon samochodowych. Arch. Gospod. Odpad. 2011, 13, 37–52. [Google Scholar]
- Glushankova, I.; Ketov, A.; Krasnovskikh, M.; Rudakova, L.; Vaisman, I. End of life tires as a possible source of toxic substances emission in the process of combustion. Resources 2019, 8, 113. [Google Scholar] [CrossRef]
- Stelmach, S.; Wasielewski, R. Technologie termochemicznej konwersji zużytych opon samochodowych. In Innowacyjne i Przyjazne dla Środowiska Systemy Przeróbcze Surowców Mineralnych w Aspekcie Zrównoważonego Rozwoju; Klich, A., Ed.; Instytutu Techniki Górniczej KOMAG: Gliwice, Poland, 2009; pp. 101–112. [Google Scholar]
- Morawski, T. Powstanie Zakładów Koksowniczych “Przyjaźń”—Przedsiębiorstwa państwowego, jego funkcjonowanie i konieczność naprawy. Czas. Tech. Organ Krak. Tow. Tech. Miesięcznik Poświęcony Zagadnieniom Tech. 2004, 124, 3–12. [Google Scholar]
- Niesler, M.; Nowak, M. Ocena możliwości wykorzystania paliwa alternatywnego z opadów komunalnych w procesie spiekania rud żelaza. Pr. Inst. Metal. Żelaza 2014, 3, 18–26. [Google Scholar]
- Suopajärvi, H.; Salo, A.; Paananen, T.; Mattila, R.; Fabritius, T. Recycling of coking plant residues in a Finnish steelworks—Laboratory study and replacement ratio calculation. Resources 2013, 2, 58–72. [Google Scholar] [CrossRef]
- Stecko, J.; Stachura, R.; Niesler, M.; Bernasowski, M.; Klimczyk, A. Utilisation of metallurgical sludge by multi-layer sintering. Ironmak. Steelmak. 2018, 45, 779–786. [Google Scholar] [CrossRef]
- Stanek, W.; Szega, M.; Blacha, L.; Niesler, M.; Gawron, M. Exergo-ecological assessment of auxiliary fuel injection into blast-furnace. Arch. Metall. Mater. 2015, 60, 711–719. [Google Scholar] [CrossRef]
- Niesler, M.; Stecko, J.; Stelmach, S.; Kwiecińska-Mydlak, A. Biochars in iron ores sintering process: Effect on sinter quality and emission. Energies 2021, 14, 3749. [Google Scholar] [CrossRef]
- Niesler, M.; Stecko, J.; Łabaj, J.; Blacha, L.; Smalcerz, A. Application of anthracite dust in the processing of steel dusts. Metalurgija 2022, 61, 244–246. [Google Scholar]
- Niesler, M.; Stecko, J.; Łabaj, J.; Smagór, A.; Blacha, L. Application of waste athracite dust in the process of copper matte smelting. Metalurgija 2022, 61, 273–276. [Google Scholar]
- Niesler, M.; Stecko, J. Możliwości badawcze i zastosowania linii do półprzemysłowej symulacji procesu spiekania surowców i odpadów. Pr. Inst. Metal. Żelaza 2015, 2, 121–128. [Google Scholar]
- Kamińska, E.; Michalski, R.; Wojciechowski, A. Wybrane metody zagospodarowania zużytych opon. Polimery 2012, 57, 656–660. [Google Scholar]
- Figa, J.; Stelmach, S.; Wasielewski, R. Próby wytwarzania granulowanych adsorbentów na bazie karbonizatów ze zużytych opon samochodowych. Arch. Gospod. Odpad. Ochr. Środowiska 2006, 4, 107–114. [Google Scholar]
- Figa, J.; Jastrząb, K.; Stelmach, S. Adsorbenty węglowe otrzymane ze zużytych opon przeznaczone do usuwania rtęci z gazów spalinowych. In Węgiel Aktywny w Ochronie Środowiska i Przemyśle; Dębowski, Z., Ed.; Politechniki Częstochowskiej: Częstochowa, Poland, 2008; pp. 157–168. [Google Scholar]
- Baran, P.; Czarna-Juszkiewicz, D.; Kunecki, P.; Panek, M.; Wdowin, M.; Żmuda, R. Charakterystyka odpadu po pirolizie opon oraz analiza potencjalnego wykorzystania. Zesz. Nauk. Inst. Gospod. Surowcami Miner. Energią PAN 2018, 107, 19–31. [Google Scholar]
- Ischia, M.; Maschio, R.; Rada, E.; Ragazzi, M. Energy recovery from tyre waste through thermal option. UPB Sci. Bull. Ser. D Mech. Eng. 2012, 74, 201–210. [Google Scholar]
- Dębek, C. Modification of pyrolytic oil from waste tyres as a promising method for light fuel production. Materials 2019, 12, 880. [Google Scholar] [CrossRef]
- Reoil Sp. z o.o. Available online: https://reoil.pl/ (accessed on 18 October 2022).
- Niesler, M.; Stecko, J. Recykling zaolejonych odpadów żelazonośnych w procesie spiekania. Pr. Inst. Metal. Żelaza 2010, 1, 189–193. [Google Scholar]
- ISO 3271:2015; Iron Ores for Blast Furnace an Direct Reduction Feedstocks—Determination of the Tumble an Abrasion Indices. ISO: Geneva, Switzerland, 2015.
- Mochón, J.; Cores, A.; Ruiz-Bustinza, I.; Verdeja, L.F.; Robla, J.I.; Garcia-Carcedo, F. Iron ore sintering. Part 2. Quality indices and productivity. Dyna 2014, 81, 168–177. [Google Scholar] [CrossRef]




| Parameter | Coke Breeze (CB) %m/m | Tire Char (TC1) %m/m | Tire Char (TC2) %m/m |
|---|---|---|---|
| Al2O3 1 | 3.36 | 0.43 | 1.20 |
| CaO | 1.55 | 1.95 | 1.30 |
| Cd | <0.01 | <0.01 | <0.01 |
| Co | <0.01 | <0.01 | <0.01 |
| Cu | <0.01 | <0.005 | 0.02 |
| Fe | 1.73 | 0.36 | 0.39 |
| K | 0.039 | 0.16 | 0.09 |
| MgO | 0.48 | 0.065 | <0.01 |
| Na | 0.12 | 0.06 | 0.13 |
| Ni | <0.01 | <0.01 | 0.02 |
| Pb | <0.01 | 0.020 | 0.002 |
| SiO2 | 6.24 | 2.76 | 14.10 |
| Zn | <0.01 | 1.93 | 3.09 |
| C 2 | 81.0 | 76.00 | 74.50 |
| S | 0.9 | 2.27 | 2.69 |
| Cl 3 | 0.083 | 0.40 | 0.08 |
| Hg (ppm) | n.t. | <0.1 | <0.1 |
| Oil 4 | <0.01 | 16.5 | 0.45 |
| Chemical Component | Unit | Component of Sintering Blend | ||||
|---|---|---|---|---|---|---|
| Krivbas Ore | KR Concentrate | Quicklime | Limestone | Dolomite | ||
| Fe | %m/m | 61.65 | 65.72 | 0.63 | 1.25 | 2.21 |
| Fe2+ | %m/m | 0.57 | 27.00 | 0.00 | 0.50 | 0.80 |
| SiO2 | %m/m | 9.97 | 8.00 | 0.50 | 0.94 | 0.86 |
| CaO | %m/m | 0.081 | 0.140 | 95.40 | 53.92 | 31.60 |
| Al2O3 | %m/m | 0.68 | 0.17 | 0.07 | 0.34 | 0.19 |
| MgO | %m/m | 0.120 | 0.351 | 0.300 | 0.590 | 20.34 |
| S | %m/m | 0.012 | 0.035 | 0.000 | 0.149 | 0.030 |
| K2O | %m/m | 0.013 | 0.021 | 0.000 | 0.000 | 0.000 |
| Na2O | %m/m | 0.210 | 0.027 | 0.000 | 0.000 | 0.000 |
| Cl | %m/m | 0.240 | 0.014 | 0.000 | 0.013 | <0.010 |
| Zn | %m/m | 0.005–0.006 | 0.003 | 0.020 | 0.010 | 0.100 |
| Parameter | Unit | Comparative Blend (BM1) | TC1 Contribution in the Fuel, %m/m | |
|---|---|---|---|---|
| 10 (BM1.10) | 20 (BM1.20) | |||
| KRIVBAS 59% | kg (wet) | 47.39 | 47.39 | 47.39 |
| KR concentrate | kg (wet) | 60.88 | 60.88 | 60.88 |
| Limestone | kg (wet) | 15.98 | 15.98 | 15.98 |
| Dolomite | kg (wet) | 5.88 | 5.88 | 5.88 |
| Quicklime | kg (wet) | 1.87 | 1.87 | 1.87 |
| Sinter return | kg (dry) | 56.2 | 56.2 | 56.2 |
| Solid fuel mass—sum (CB + TC1) | kg (wet) | 6.95 | 6.95 | 6.96 |
| Solid fuel mass—sum (CB + TC1) | kg (dry) | 6.13 | 6.20 | 6.27 |
| Solid fuel mass—CB | kg (dry) | 6.13 | 5.52 | 4.90 |
| Solid fuel mass—TC1 | kg (dry) | 0.00 | 0.69 | 1.37 |
| Fuel contribution in the blend | %m/m | 4.91 | 4.91 | 4.91 |
| Blend mass in the bed | kg (wet) | 186.30 | 185.40 | 186.07 |
| Moisture content in the blend | %m/m | 6.92 | 6.90 | 6.91 |
| Blend permeability (flow resistance) | s | 5.30 | 5.20 | 5.27 |
| Parameter | Unit | BM1 | BM1.10 | BM1.20 |
|---|---|---|---|---|
| Products | ||||
| BS1 | S1.10 | S1.20 | ||
| Sintering process parameters | ||||
| Sintering time | min | 21.92 | 22.27 | 22.10 |
| Production efficiency | Mg/m2/24 h | 37.06 | 36.23 | 36.72 |
| Unit consumption of coke breeze | kg/Mg of sinter | 57.6 | 52.2 | 46.1 |
| Unit consumption of char | kg/Mg of sinter | 0.0 | 6.5 | 12.9 |
| Total fuel consumption | kg/Mg of sinter | 57.6 | 58.7 | 59.04 |
| Maximal exhaust gases temperature | °C | 350.5 | 364.6 | 361.4 |
| Sinter mass | ||||
| Sinter mass (>5 mm) | kg | 107.4 | 106.6 | 105.5 |
| Sinter return | kg | 51.3 | 51.2 | 53.0 |
| Return: 3–5 mm | kg | 25.0 | 24.4 | 26.6 |
| Return: 1–3 mm | kg | 14.6 | 15.2 | 16.7 |
| Return: <1 mm | kg | 11.7 | 11.6 | 9.6 |
| Sinter sum (return + sinter > 5 mm) | kg | 158.7 | 157.7 | 158.5 |
| Sinter screen analysis | ||||
| >40 mm | %m/m | 13.19 | 14.88 | 12.4 |
| >25 mm | %m/m | 22.29 | 22.43 | 25.6 |
| >15 mm | %m/m | 22.69 | 22.87 | 23.8 |
| >10 mm | %m/m | 18.31 | 16.89 | 16.7 |
| >5 mm | %m/m | 23.52 | 22.93 | 21.4 |
| Median | mm | 18.02 | 18.84 | 19.4 |
| Sinter strength | ||||
| Strength ISO TI | %m/m | 70.81 | 71.89 | 72.1 |
| Abrasibility ISO AI | %m/m | 5.77 | 5.74 | 5.70 |
| Drop breakability | %m/m | 32.32 | 32.44 | 33.5 |
| Mechanical drop strength | %m/m | 81.81 | 81.78 | 80.7 |
| Reduction degradation index (RDI) | ||||
| <3.15 mm | %m/m | 19.2 | 19.1 | 18.3 |
| Reducibility index (RI) | ||||
| dR/dt(O/Fe = 0.9) | %/min | 1.01 | 1.01 | 1.13 |
| Parameter | Unit | BM2 | BM2.10 | BM2.20 |
|---|---|---|---|---|
| Products | ||||
| BS2 | S2.10 | S2.20 | ||
| Sintering process parameters | ||||
| Sintering time | min | 21.78 | 22.51 | 21.44 |
| Production efficiency | Mg/m2/24 h | 36.90 | 35.85 | 37.01 |
| Unit consumption of coke breeze | kg/Mg of sinter | 58.4 | 52.2 | 47.2 |
| Unit consumption of char | kg/Mg of sinter | 0.0 | 6.2 | 12.7 |
| Total fuel consumption | kg/Mg of sinter | 58.4 | 58.4 | 59.89 |
| Maximal exhaust gases temperature | °C | 357.8 | 357.1 | 363.7 |
| Sinter mass | ||||
| Sinter mass (>5 mm) | kg | 106.2 | 105.5 | 102.8 |
| Sinter return | kg | 51.1 | 52.4 | 52.5 |
| Return: 3–5 mm | kg | 24.6 | 25.1 | 25.4 |
| Return: 1–3 mm | kg | 14.8 | 15.4 | 15.9 |
| Return: <1 mm | kg | 11.8 | 11.9 | 11.2 |
| Sinter sum (return + sinter > 5 mm) | kg | 157.3 | 157.9 | 155.3 |
| Sinter screen analysis | ||||
| >40 mm | %m/m | 10.32 | 12.32 | 12.26 |
| >25 mm | %m/m | 20.84 | 22.66 | 23.94 |
| >15 mm | %m/m | 23.83 | 23.78 | 23.03 |
| >10 mm | %m/m | 20.19 | 18.02 | 17.09 |
| >5 mm | %m/m | 24.82 | 23.23 | 23.68 |
| Median | mm | 16.68 | 18.13 | 18.41 |
| Sinter strength | ||||
| Strength ISO TI | %m/m | 72.17 | 73.33 | 73.08 |
| Abrasibility ISO AI | %m/m | 5.23 | 5.28 | 5.28 |
| Drop breakability | %m/m | 32.46 | 33.19 | 33.81 |
| Mechanical drop strength | %m/m | 81.47 | 80.49 | 80.81 |
| Reduction degradation index (RDI) | ||||
| <3.15 mm | %m/m | 13.9 | 13.7 | 13.0 |
| Reducibility index (RI) | ||||
| dR/dt(O/Fe = 0.9) | %/min | 1.01 | 1.08 | 1.14 |
| Parameter | Unit | BS1 | S1.10 | S1.20 |
|---|---|---|---|---|
| Fe | %m/m | 54.63 | 54.59 | 54.70 |
| Fe2+ | %m/m | 8.13 | 7.60 | 6.60 |
| SiO2 | %m/m | 9.253 | 9.253 | 9.22 |
| CaO | %m/m | 10.78 | 10.65 | 10.61 |
| Alkalinity (CaO/SiO2) | - | 1.17 | 1.15 | 1.15 |
| Al2O3 | %m/m | 0.66 | 0.65 | 0.64 |
| TiO2 | %m/m | 0.015 | 0.015 | 0.014 |
| MgO | %m/m | 1.38 | 1.31 | 1.29 |
| P | %m/m | 0.026 | 0.026 | 0.027 |
| Mn | %m/m | 0.024 | 0.025 | 0.024 |
| S | %m/m | 0.017 | 0.019 | 0.024 |
| K2O | %m/m | 0.027 | 0.026 | 0.025 |
| Na2O | %m/m | 0.031 | 0.039 | 0.031 |
| Zn | %m/m | 0.012 | 0.023 | 0.037 |
| Cl | %m/m | 0.0117 | 0.0063 | 0.0083 |
| Parameter | Unit | BS2 | S2.10 | S2.20 |
|---|---|---|---|---|
| Fe | %m/m | 53.85 | 53.90 | 53.84 |
| Fe2+ | %m/m | 7.59 | 6.65 | 6.33 |
| SiO2 | %m/m | 9.880 | 9.70 | 9.80 |
| CaO | %m/m | 11.45 | 11.47 | 11.44 |
| Alkalinity (CaO/SiO2) | - | 1.16 | 1.18 | 1.17 |
| Al2O3 | %m/m | 0.54 | 0.53 | 0.52 |
| TiO2 | %m/m | 0.012 | 0.012 | 0.013 |
| MgO | %m/m | 1.34 | 1.30 | 1.34 |
| P | %m/m | 0.019 | 0.020 | 0.019 |
| Mn | %m/m | 0.024 | 0.024 | 0.023 |
| S | %m/m | 0.025 | 0.029 | 0.032 |
| K2O | %m/m | 0.018 | 0.017 | 0.019 |
| Na2O | %m/m | 0.041 | 0.037 | 0.037 |
| Zn | %m/m | 0.011 | 0.028 | 0.049 |
| Cl | %m/m | 0.0132 | 0.0123 | 0.0130 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Niesler, M.; Stecko, J.; Gierad, D.; Nowak, M.; Stelmach, S. Experimental Production of Iron-Bearing Sinters Using Chars from Waste Car Tires. Processes 2023, 11, 231. https://doi.org/10.3390/pr11010231
Niesler M, Stecko J, Gierad D, Nowak M, Stelmach S. Experimental Production of Iron-Bearing Sinters Using Chars from Waste Car Tires. Processes. 2023; 11(1):231. https://doi.org/10.3390/pr11010231
Chicago/Turabian StyleNiesler, Marian, Janusz Stecko, Damian Gierad, Martyna Nowak, and Sławomir Stelmach. 2023. "Experimental Production of Iron-Bearing Sinters Using Chars from Waste Car Tires" Processes 11, no. 1: 231. https://doi.org/10.3390/pr11010231
APA StyleNiesler, M., Stecko, J., Gierad, D., Nowak, M., & Stelmach, S. (2023). Experimental Production of Iron-Bearing Sinters Using Chars from Waste Car Tires. Processes, 11(1), 231. https://doi.org/10.3390/pr11010231