


Comparison of Experimental Results from Operating a Novel Fluidized Bed Classifier with CFD Simulations Applying Different Drag Models and Model Validation †



Abstract
1. Introduction
2. Cold-Flow Experimental Setup
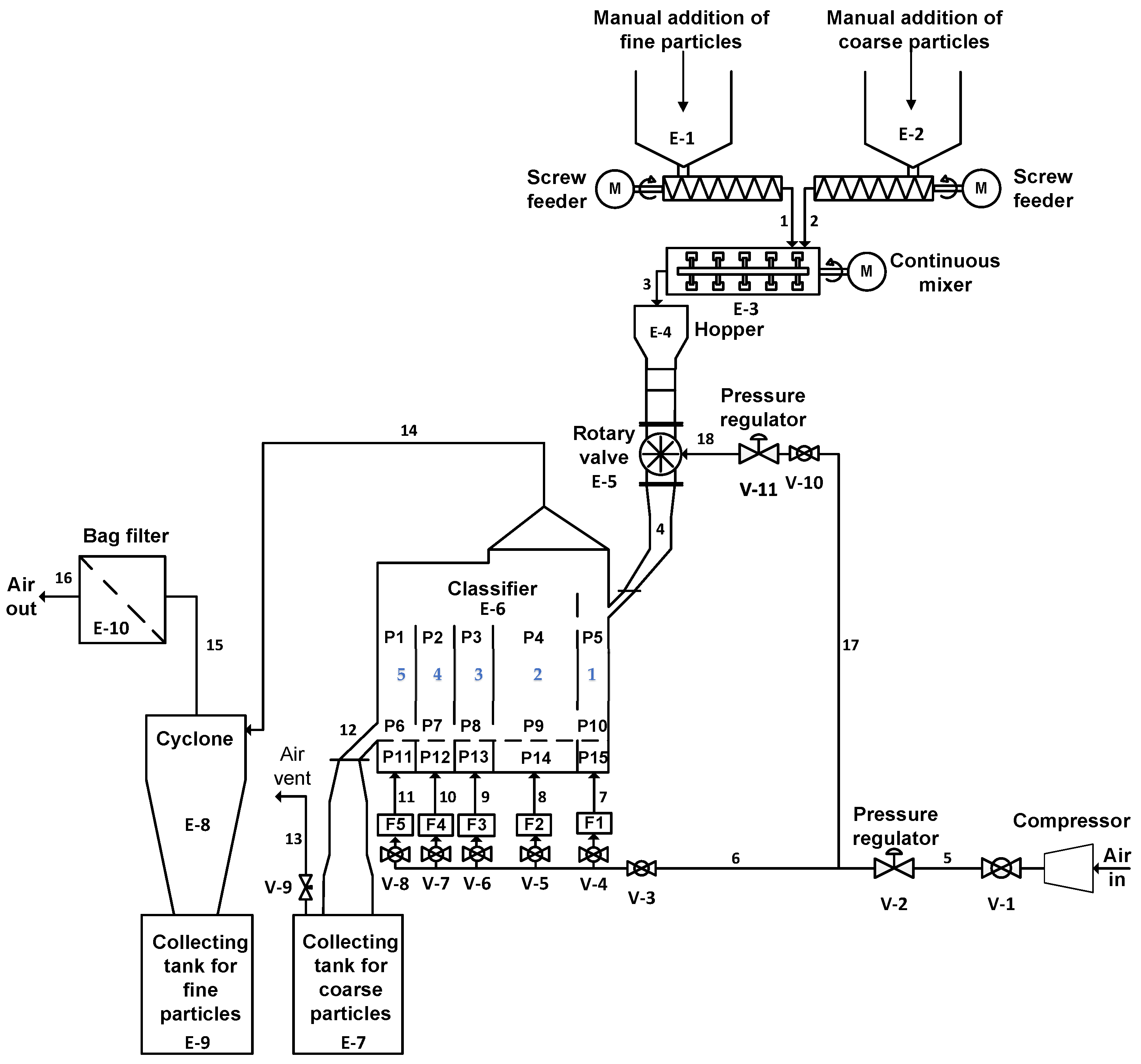
2.1. Fluidized Bed Classifier
2.2. Cylindrical Fluidized Bed Rig
3. CFD Model Description
3.1. The Gas Phase
3.2. The Particulate Phase
3.2.1. Acceleration Model
3.2.2. Blended Acceleration Model
- Here is the modified acceleration due to contact stresses. The modified acceleration is the most important term for the BAM. is defined as [41],
3.3. Drag Models Used in the Study
3.3.1. The WenYu Model
3.3.2. The Ergun Model
3.3.3. The WenYu/Ergun Model
3.3.4. The Turton and Levenspiel Model
3.3.5. The Richardson, Davidson, and Harrison Model
3.3.6. The Haider-Levenspiel Model
3.3.7. The EMMS Model
3.3.8. Drag Model Summary
3.4. Computational Model, Mesh, and the Geometry
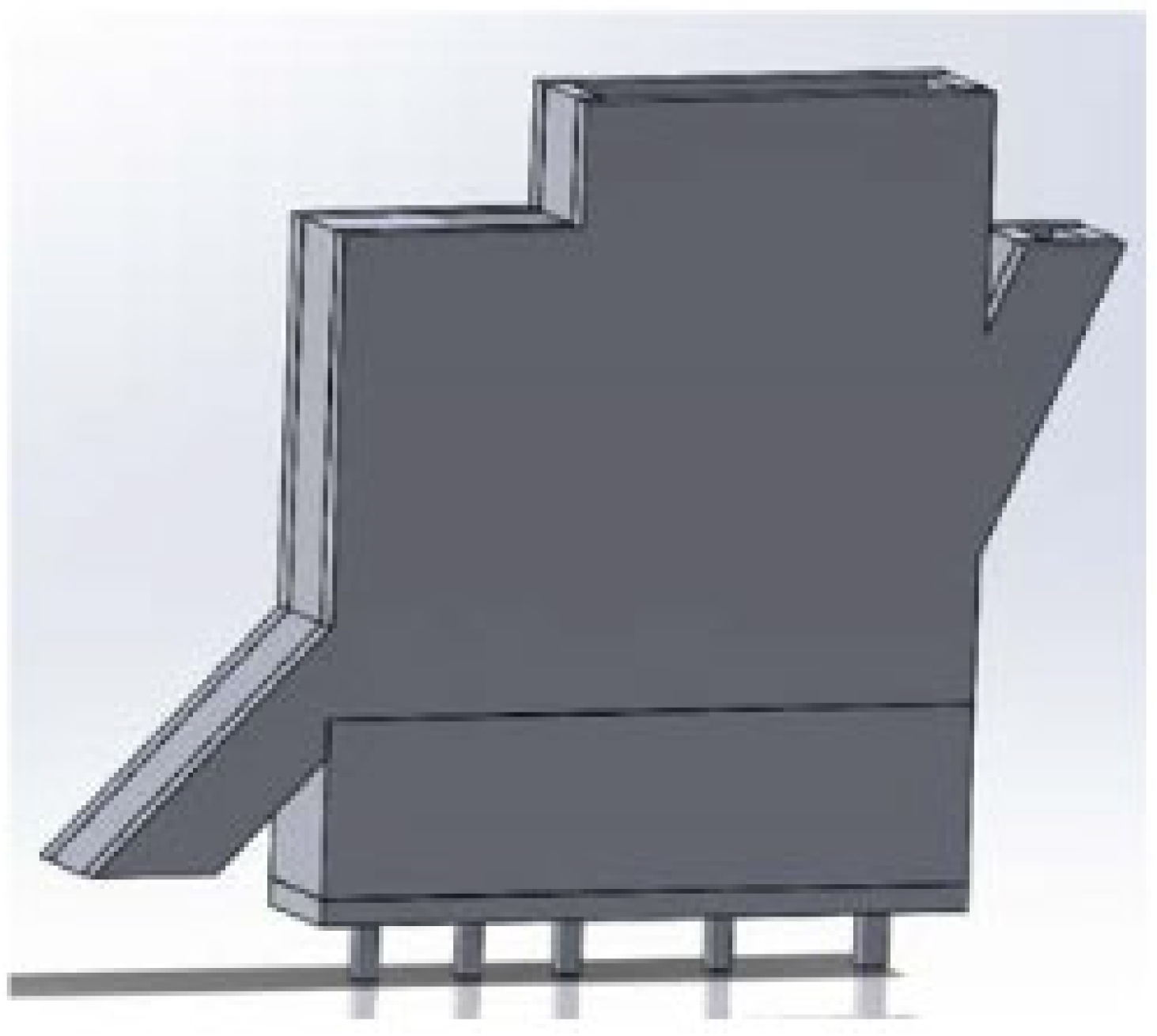
3.4.1. Fluidized Bed Classifier
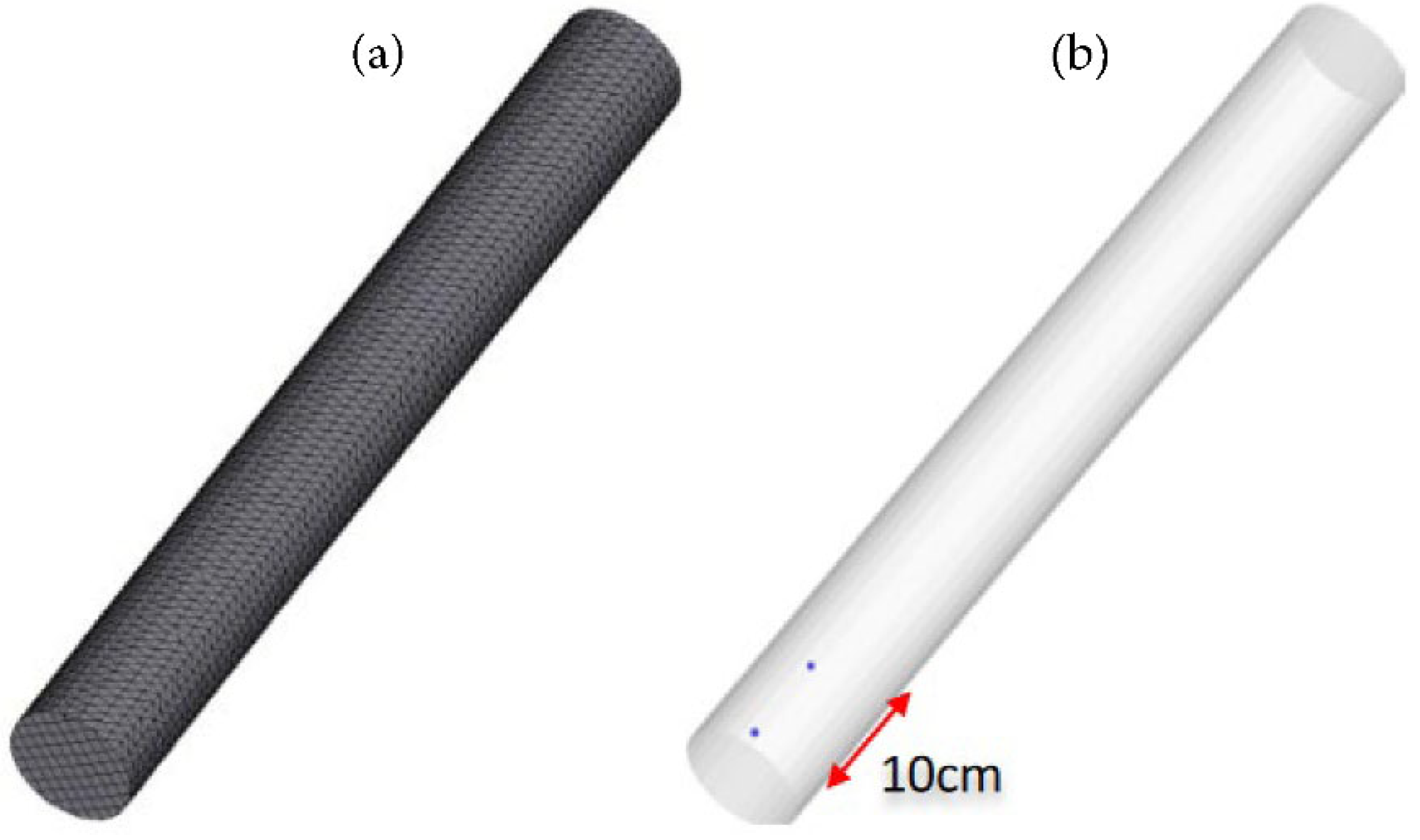
3.4.2. Cylindrical Fluidized Bed Rig
4. Case Definitions for Experiments with the Fluidized Bed Classifier
5. Results and Discussion
WenYu/Ergun Drag Model Validation for Fluidization
6. Conclusions
- (1)
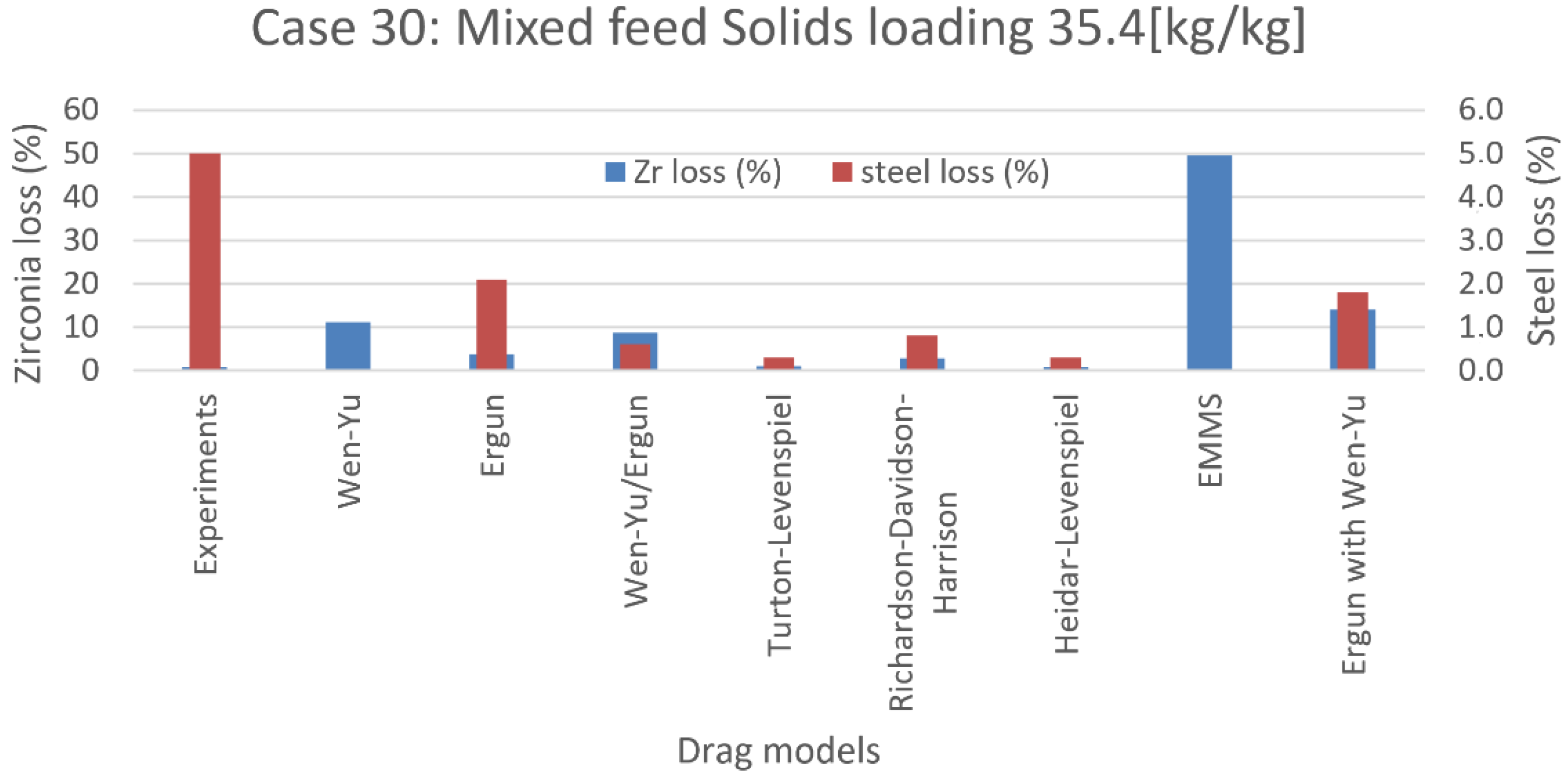
- CFD simulations with a particle mixture containing 72 wt% steel and 28 wt% zirconia were best predicted when using the Ergun drag model for steel particles and the WenYu drag model for zirconia particles. Even if the exact particle losses were not predicted rwell, Barracuda® was able to predict the general gas–solids flow behavior and proved to be a useful tool in the design of the novel classifier. Based on the experimental observations and the CFD simulations, several possible improvements to the classifier design can suggested, as mentioned in Section 5.
- (2)
- The CFD model was further validated with a Wenyu and Ergun model combination for fluidization experiments done with a cylindrical bed. The results were compared with the CFD simulations run on simulation cases. The Linier coefficient of the Ergun drag model, which is used as part of the WenYu and Ergun blended drag model, was altered for the validations. The CFD predictions were matched with experimental data when . The experimental value and the CFD predictions of the minimum fluidization velocity were then 0.015 and 0.016 m/s, respectively. This shows that correct prediction of the fluidization behavior of Geldart A particles is possible using drag model adjustment. The potential drawback is that the adjusted model may be valid only for the studied air flow rates. Further studies are needed to investigate a wider range of air flows, as a further increase of the airflow will increase the pressure drop, as particle entrainment will start. Graphical observations from bed behavior at minimum fluidization conditions illustrate the real conditions.
- (3)
- Barracuda® simulations were performed with the BAM (at model, and the predications for the fixed bed pressure drop were very accurate compared to the experimental observations, but the pressure drop after the fluidization was slightly over predicted. One of the reasons for this could be that in a real system, air finds open passages to escape, and this leads to a lower stabilized fixed bed pressure drop after the minimum fluidization conditions have been reached. With the BAM model, this minimizes the ability of Barracuda to create such open channels in the simulated system, since the particles in a close-pack bed tend to move together when the BAM is enabled.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jayarathna, C.K.; Chladek, J.; Balfe, M.; Moldestad, B.M.E.; Tokheim, L.-A. Impact of solids loading and mixture composition on the classification efficiency of a novel cross-flow fluidized bed classifier. Powder Technol. 2018, 336, 30–44. [Google Scholar] [CrossRef]
- Chladek, J.; Jayarathna, C.K.; Moldestad, B.M.E.; Tokheim, L.-A. Fluidized bed classification of particles of different size and density. Chem. Eng. Sci. 2018, 177, 151–162. [Google Scholar] [CrossRef]
- Strelow, M.; Schlitzberger, C.; Röder, F.; Magda, S.; Leithner, R. CO2 Separation by Carbonate Looping Including Additional Power Generation with a CO2-H2O Steam Turbine. Chem. Eng. Technol. 2012, 35, 431–439. [Google Scholar] [CrossRef]
- Reyes-Urrutia, A.; Venier, C.; Mariani, N.J.; Nigro, N.; Rodriguez, R.; Mazza, G. A CFD Comparative Study of Bubbling Fluidized Bed Behavior with Thermal Effects Using the Open-Source Platforms MFiX and OpenFOAM. Fluids 2021, 7, 1. [Google Scholar] [CrossRef]
- Venier, C.M.; Reyes Urrutia, A.; Capossio, J.P.; Baeyens, J.; Mazza, G. Comparing ANSYS Fluent® and OpenFOAM® simulations of Geldart A, B and D bubbling fluidized bed hydrodynamics. Int. J. Numer. Methods Heat Fluid Flow 2019, 30, 93–118. [Google Scholar] [CrossRef]
- Soria, J.; Gauthier, D.; Falcoz, Q.; Flamant, G.; Mazza, G. Local CFD kinetic model of cadmium vaporization during fluid bed incineration of municipal solid waste. J. Hazard. Mater. 2013, 248–249, 276–284. [Google Scholar] [CrossRef]
- Andrews, M.J.; O’Rourke, P.J. The multiphase particle-in-cell (MP-PIC) method for dense particulate flows. Int. J. Multiph. Flow 1996, 22, 379–402. [Google Scholar] [CrossRef]
- Snider, D.M. An Incompressible Three-Dimensional Multiphase Particle-in-Cell Model for Dense Particle Flows. J. Comput. Phys. 2001, 170, 523–549. [Google Scholar] [CrossRef]
- Snider, D.M.; Clark, S.M.; O’Rourke, P.J. Eulerian–Lagrangian method for three-dimensional thermal reacting flow with application to coal gasifiers. Chem. Eng. Sci. 2011, 66, 1285–1295. [Google Scholar] [CrossRef]
- Wang, H.; Qiu, G.; Ye, J.; Yang, W. Experimental study and modelling on gas–solid flow in a lab-scale fluidised bed with Wurster tube. Powder Technol. 2016, 300, 14–27. [Google Scholar] [CrossRef]
- Vivacqua, V.; Vashisth, S.; Hébrard, G.; Grace, J.R.; Epstein, N. Characterization of fluidized bed layer inversion in a 191-mm-diameter column using both experimental and CPFD approaches. Chem. Eng. Sci. 2012, 80, 419–428. [Google Scholar] [CrossRef]
- Vashisth, S.; Ahmadi Motlagh, A.H.; Tebianian, S.; Salcudean, M.; Grace, J.R. Comparison of numerical approaches to model FCC particles in gas–solid bubbling fluidized bed. Chem. Eng. Sci. 2015, 134, 269–286. [Google Scholar] [CrossRef]
- Stroh, A.; Alobaid, F.; Hasenzahl, M.T.; Hilz, J.; Ströhle, J.; Epple, B. Comparison of three different CFD methods for dense fluidized beds and validation by a cold flow experiment. Particuology 2016, 29, 34–47. [Google Scholar] [CrossRef]
- Fotovat, F.; Abbasi, A.; Spiteri, R.J.; de Lasa, H.; Chaouki, J. A CPFD model for a bubbly biomass–sand fluidized bed. Powder Technol. 2015, 275, 39–50. [Google Scholar] [CrossRef]
- Liang, Y.; Zhang, Y.; Li, T.; Lu, C. A critical validation study on CPFD model in simulating gas–solid bubbling fluidized beds. Powder Technol. 2014, 263, 121–134. [Google Scholar] [CrossRef]
- Lim, J.-H.; Bae, K.; Shin, J.-H.; Kim, J.-H.; Lee, D.-H.; Han, J.-H.; Lee, D.H. Effect of particle–particle interaction on the bed pressure drop and bubble flow by computational particle-fluid dynamics simulation of bubbling fluidized beds with shroud nozzle. Powder Technol. 2016, 288, 315–323. [Google Scholar] [CrossRef]
- Weber, J.M.; Layfield, K.J.; Van Essendelft, D.T.; Mei, J.S. Fluid bed characterization using Electrical Capacitance Volume Tomography (ECVT), compared to CPFD Software’s Barracuda. Powder Technol. 2013, 250, 138–146. [Google Scholar] [CrossRef]
- Snider, D.; Banerjee, S. Heterogeneous gas chemistry in the CPFD Eulerian–Lagrangian numerical scheme (ozone decomposition). Powder Technol. 2010, 199, 100–106. [Google Scholar] [CrossRef]
- Alobaid, F. An offset-method for Euler–Lagrange approach. Chem. Eng. Sci. 2015, 138, 173–193. [Google Scholar] [CrossRef]
- Abbasi, A.; Ege, P.E.; de Lasa, H.I. CPFD simulation of a fast fluidized bed steam coal gasifier feeding section. Chem. Eng. J. 2011, 174, 341–350. [Google Scholar] [CrossRef]
- Kraft, S.; Kirnbauer, F.; Hofbauer, H. CPFD simulations of an industrial-sized dual fluidized bed steam gasification system of biomass with 8 MW fuel input. Appl. Energy 2017, 190, 408–420. [Google Scholar] [CrossRef]
- Thapa, R.K.; Frohner, A.; Tondl, G.; Pfeifer, C.; Halvorsen, B.M. Circulating fluidized bed combustion reactor: Computational Particle Fluid Dynamic model validation and gas feed position optimization. Comput. Chem. Eng. 2016, 92, 180–188. [Google Scholar] [CrossRef]
- Loha, C.; Chattopadhyay, H.; Chatterjee, P.K. Three dimensional kinetic modeling of fluidized bed biomass gasification. Chem. Eng. Sci. 2014, 109, 53–64. [Google Scholar] [CrossRef]
- Rodrigues, S.S.; Forret, A.; Montjovet, F.; Lance, M.; Gauthier, T. CFD modeling of riser with Group B particles. Powder Technol. 2015, 283, 519–529. [Google Scholar] [CrossRef][Green Version]
- Wang, Q.; Yang, H.; Wang, P.; Lu, J.; Liu, Q.; Zhang, H.; Wei, L.; Zhang, M. Application of CPFD method in the simulation of a circulating fluidized bed with a loop seal, part I—Determination of modeling parameters. Powder Technol. 2014, 253, 814–821. [Google Scholar] [CrossRef]
- Wang, Q.; Niemi, T.; Peltola, J.; Kallio, S.; Yang, H.; Lu, J.; Wei, L. Particle size distribution in CPFD modeling of gas–solid flows in a CFB riser. Particuology 2015, 21, 107–117. [Google Scholar] [CrossRef]
- Chen, C.; Werther, J.; Heinrich, S.; Qi, H.-Y.; Hartge, E.-U. CPFD simulation of circulating fluidized bed risers. Powder Technol. 2013, 235, 238–247. [Google Scholar] [CrossRef]
- Shi, X.; Sun, R.; Lan, X.; Liu, F.; Zhang, Y.; Gao, J. CPFD simulation of solids residence time and back-mixing in CFB risers. Powder Technol. 2015, 271, 16–25. [Google Scholar] [CrossRef]
- Qiu, G.; Ye, J.; Wang, H. Investigation of gas–solids flow characteristics in a circulating fluidized bed with annular combustion chamber by pressure measurements and CPFD simulation. Chem. Eng. Sci. 2015, 134, 433–447. [Google Scholar] [CrossRef]
- Solnordal, C.B.; Kenche, V.; Hadley, T.D.; Feng, Y.; Witt, P.J.; Lim, K.S. Simulation of an internally circulating fluidized bed using a multiphase particle-in-cell method. Powder Technol. 2015, 274, 123–134. [Google Scholar] [CrossRef]
- Shi, X.; Wu, Y.; Lan, X.; Liu, F.; Gao, J. Effects of the riser exit geometries on the hydrodynamics and solids back-mixing in CFB risers: 3D simulation using CPFD approach. Powder Technol. 2015, 284, 130–142. [Google Scholar] [CrossRef]
- Clark, S.; Snider, D.M.; Spenik, J. CO2 Adsorption loop experiment with Eulerian–Lagrangian simulation. Powder Technol. 2013, 242, 100–107. [Google Scholar] [CrossRef]
- Ullah, A.; Hong, K.; Chilton, S.; Nimmo, W. Bubble-based EMMS mixture model applied to turbulent fluidization. Powder Technol. 2015, 281, 129–137. [Google Scholar] [CrossRef]
- Ryan, E.M.; DeCroix, D.; Breault, R.; Xu, W.; Huckaby, E.D.; Saha, K.; Dartevelle, S.; Sun, X. Multi-phase CFD modeling of solid sorbent carbon capture system. Powder Technol. 2013, 242, 117–134. [Google Scholar] [CrossRef]
- Lu, H.; Guo, X.; Jin, Y.; Gong, X.; Zhao, W.; Barletta, D.; Poletto, M. Powder discharge from a hopper-standpipe system modelled with CPFD. Adv. Powder Technol. 2017, 28, 481–490. [Google Scholar] [CrossRef]
- Chu, K.; Chen, J.; Yu, A. Applicability of a coarse-grained CFD–DEM model on dense medium cyclone. Miner. Eng. 2016, 90, 43–54. [Google Scholar] [CrossRef]
- Cho, H.; Cha, B.; Ryu, J.; Kim, S.; Moon, I. CPFD Simulation for Particle Deposit Formation in Reactor Cyclone of RFCC. In Computer Aided Chemical Engineering; Iftekhar, A.K., Rajagopalan, S., Eds.; Elsevier: Amsterdam, The Netherlands, 2012; Volume 31, pp. 915–919. ISSN 1570-7946. [Google Scholar]
- Jiang, Y.; Qiu, G.; Wang, H. Modelling and experimental investigation of the full-loop gas–solid flow in a circulating fluidized bed with six cyclone separators. Chem. Eng. Sci. 2014, 109, 85–97. [Google Scholar] [CrossRef]
- O’Rourke, P.J.; Zhao, P.; Snider, D. A model for collisional exchange in gas/liquid/solid fluidized beds. Chem. Eng. Sci. 2009, 64, 1784–1797. [Google Scholar] [CrossRef]
- Gidaspow, D. Multiphase Flow and Fluidization: Continuum and Kinetic Theory Description; Academic Press, Inc.: London, UK, 1993; ISBN 0-12-282470-9. [Google Scholar]
- O’Rourke, P.J.; Snider, D.M. A new blended acceleration model for the particle contact forces induced by an interstitial fluid in dense particle/fluid flows. Powder Technol. 2014, 256, 39–51. [Google Scholar] [CrossRef]
- O’Rourke, P.J.; Snider, D.M. An improved collision damping time for MP-PIC calculations of dense particle flows with applications to polydisperse sedimenting beds and colliding particle jets. Chem. Eng. Sci. 2010, 65, 6014–6028. [Google Scholar] [CrossRef]
- O’Rourke, P.J.; Snider, D.M. Inclusion of collisional return-to-isotropy in the MP-PIC method. Chem. Eng. Sci. 2012, 80, 39–54. [Google Scholar] [CrossRef]
- Harris, S.E.; Crighton, D.G. Solitons, solitary waves, and voidage disturbances in gas-fluidized beds. J. Fluid Mech. 1994, 266, 243–276. [Google Scholar] [CrossRef]
- Wen, C.Y.; Yu, Y.H. Mechanics of fluidization. Chem. Eng. Prog. Symp. 1966, 162, 100–111. [Google Scholar]
- Patel, M.K.; Pericleous, K.; Cross, M. Numerical Modelling of Circulating Fluidized Beds. Int. J. Comput. Fluid Dyn. 1993, 1, 161–176. [Google Scholar] [CrossRef]
- Ergun, S. Fluid flow through packed columns. Chem. Eng. Prog. 1952, 48, 89. [Google Scholar]
- Beetstra, R.; van der Hoef, M.A.; Kuipers, J.A.M. Drag force of intermediate Reynolds number flow past mono- and bidisperse arrays of spheres. AIChE J. 2007, 53, 489–501. [Google Scholar] [CrossRef]
- Pitault, I.; Nevicato, D.; Forissier, M.; Bernard, J.-R. Kinetic model based on a molecular description for catalytic cracking of vacuum gas oil. Chem. Eng. Sci. 1994, 49, 4249–4262. [Google Scholar] [CrossRef]
- Turton, R.; Levenspiel, O. A short note on the drag correlation for spheres. Powder Technol. 1986, 47, 83–86. [Google Scholar] [CrossRef]
- CPFD Software. Barracuda Virtual Reactor User Manual; CPFD Software, L.L.C.: Albuquerque, NM, USA, 2017. [Google Scholar]
- Davidson, J.F.; Harrison, D. Fluidization; Academic Press: New York, NY, USA, 1971. [Google Scholar]
- Haider, A.; Levenspiel, O. Drag coefficient and terminal velocity of spherical and nonspherical particles. Powder Technol. 1989, 58, 63–70. [Google Scholar] [CrossRef]
- Yang, N.; Wang, W.; Ge, W.; Wang, L.; Li, J. Simulation of Heterogeneous Structure in a Circulating Fluidized-Bed Riser by Combining the Two-Fluid Model with the EMMS Approach. Ind. Eng. Chem. Res. 2004, 43, 5548–5561. [Google Scholar] [CrossRef]
- Kunii, D.L.O. Fluidization Engineering; Butterworths: Boston, MA, USA, 1991; ISBN 0-40-990233-0. [Google Scholar]
- Pannala, S. Computational Gas-Solids Flows and Reacting Systems: Theory, Methods and Practice; Engineering Science Reference: Hershey, PA, USA, 2010; ISBN 978-1-61520-652-0. [Google Scholar]
- Holdich, R.G. Fundamentals of Particle Technology; Midland Information Technology and Publishing: Shepshed, UK, 2002; ISBN 978-0-95438-810-2. [Google Scholar]
- Rhodes, M.J. Introduction to Particle Technology, 2nd ed.; John Wiley: Chichester, UK; New York, NY, USA, 2008; ISBN 0-47-198482-5. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Zirconia | Steel |
|---|---|---|
| Skeletal density | 3830 kg/m³ | 7790 kg/m³ |
| Bulk density | 2270 kg/m³ | 4500 kg/m³ |
| Bulk to skeletal density ratio | 0.6 | 0.6 |
| Particle diameter | 45–100 µm | 230–350 µm |
| Median particle size | 69 µm | 290 µm |
| Commercial name | Microblast | Amasteel shot |
| Composition | ZrO2: 60–70%, SiO2: 28–33%, Al2O3: <10% | Fe: >96%, C: <1.2%, Mn: <1.3%, Si: <1.2%, Cr: <0.25% |
| Terminal settling velocity in air at 1 atm and 293 K | 0.27 m/s | 3.95 m/s |
| Model Constants | ||
| Model Name | Particle Type Used for Validation | Condition of the Solid Concentration in the Gas Phase | Other Conditions |
|---|---|---|---|
| WenYu | Geldart B | Dilute | is calculated by Equation (20); the calculation depends on . |
| Ergun | Geldart B | Dense | |
| WenYu/Ergun | Geldart B | Dilute and dense | calculations are based on the value |
| Turton and Levenspiel | Geldart B | Dilute | is calculated by Equation (20); the model is dependent on . |
| Richardson, Davidson and Harrison | Geldart A and B | Dense | is calculated by Equation (20). |
| Haider–Levenspiel | Geldart A and B including non-spherical particles | Dilute | |
| EMMS | Geldart A | Dilute | is calculated by Equation (20); the model depends on both and ; suitable for fast fluidization conditions. |
| Case No. | Zirconia (wt%) | Steel (wt%) | Solids Feed (kg/s) | Solids Loading (kg/kg) | Drag Modelled Used |
|---|---|---|---|---|---|
| 1 | 0 | 100 | 0.57 | 19 | WenYu, Ergun, WenYu-Ergun, EMMS |
| 3 | 1.39 | 46 | |||
| 23 | 2.17 | 73 | |||
| 9 | 100 | 0 | 0.14 | 5 | WenYu, Ergun, WenYu-Ergun, EMMS |
| 4 | 0.38 | 13 | |||
| 13 | 0.59 | 20 | |||
| 27 | 28 | 72 | 0.22 | 7 | WenYu, Ergun, WenYu-Ergun, Turton-Levenspiel, Richardson-Davidson-Harrison, Haider-Levenspiel, EMMS |
| 28 | 0.55 | 18 | |||
| 30 | 1.06 | 35 | |||
| 8 | 1.57 | 52 |
| Compartment | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| Air Velocity [m/s] | 1.1 | 1 | 1.4 | 1.9 | 2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jayarathna, C.K.; Balfe, M.; Moldestad, B.E.; Tokheim, L.-A. Comparison of Experimental Results from Operating a Novel Fluidized Bed Classifier with CFD Simulations Applying Different Drag Models and Model Validation. Processes 2022, 10, 1855. https://doi.org/10.3390/pr10091855
Jayarathna CK, Balfe M, Moldestad BE, Tokheim L-A. Comparison of Experimental Results from Operating a Novel Fluidized Bed Classifier with CFD Simulations Applying Different Drag Models and Model Validation. Processes. 2022; 10(9):1855. https://doi.org/10.3390/pr10091855
Chicago/Turabian StyleJayarathna, Chameera K., Michael Balfe, Britt E. Moldestad, and Lars-Andre Tokheim. 2022. "Comparison of Experimental Results from Operating a Novel Fluidized Bed Classifier with CFD Simulations Applying Different Drag Models and Model Validation" Processes 10, no. 9: 1855. https://doi.org/10.3390/pr10091855
APA StyleJayarathna, C. K., Balfe, M., Moldestad, B. E., & Tokheim, L.-A. (2022). Comparison of Experimental Results from Operating a Novel Fluidized Bed Classifier with CFD Simulations Applying Different Drag Models and Model Validation. Processes, 10(9), 1855. https://doi.org/10.3390/pr10091855