
Algorithm for Process Innovation by Increasing Ideality


Abstract
1. Introduction
2. Methods
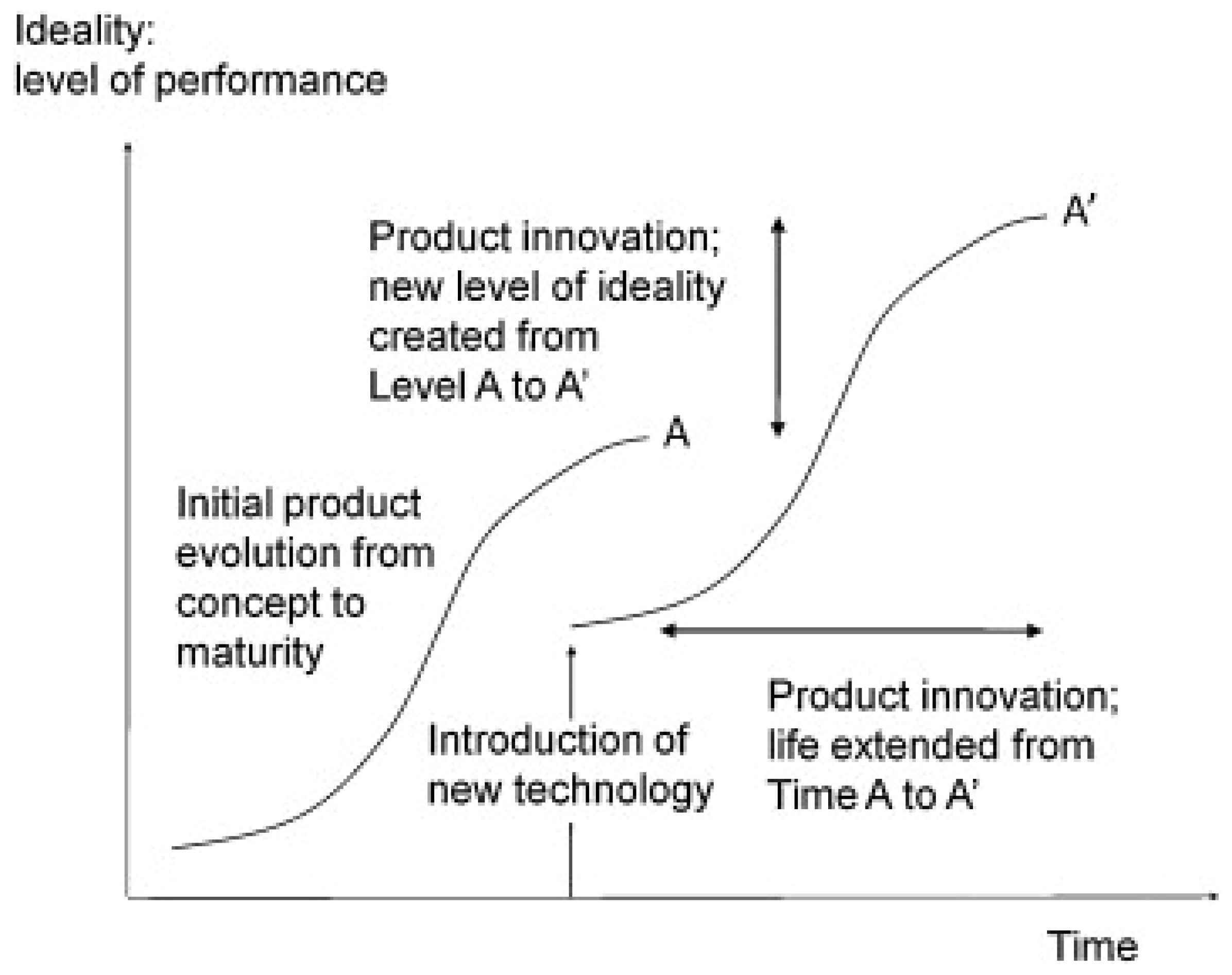
2.1. Ideality
2.2. Innovation by Increasing Ideality
- Problem;
- Purpose;
- Principle;
- Ideal state;
- Ideality questions;
- Inspiration in effects and trends;
- Contradiction;
- Other TRIZ tools;
- List of solutions;
- Final solution.
2.3. Development of the Algorithm for Process Innovation by Increasing Ideality
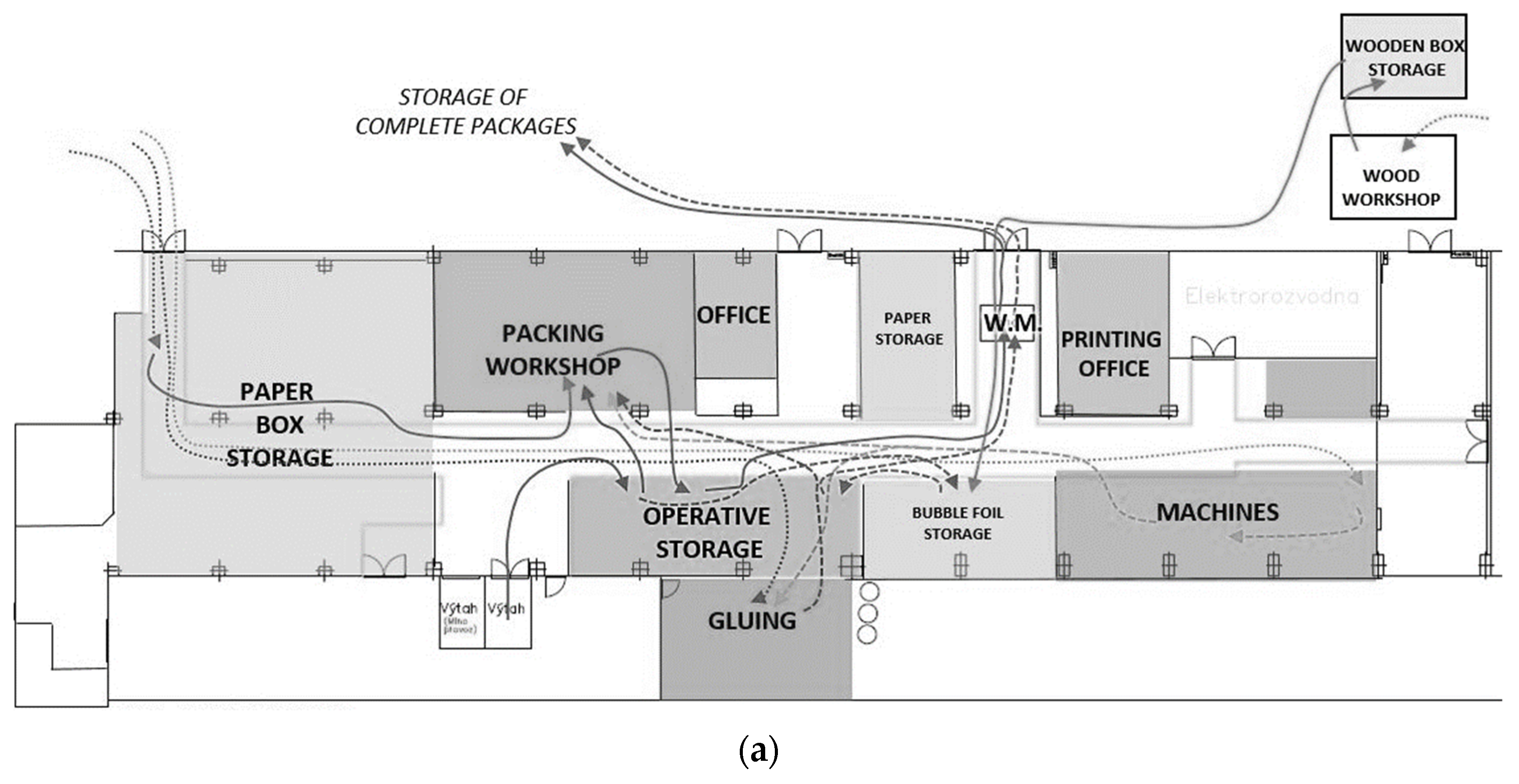
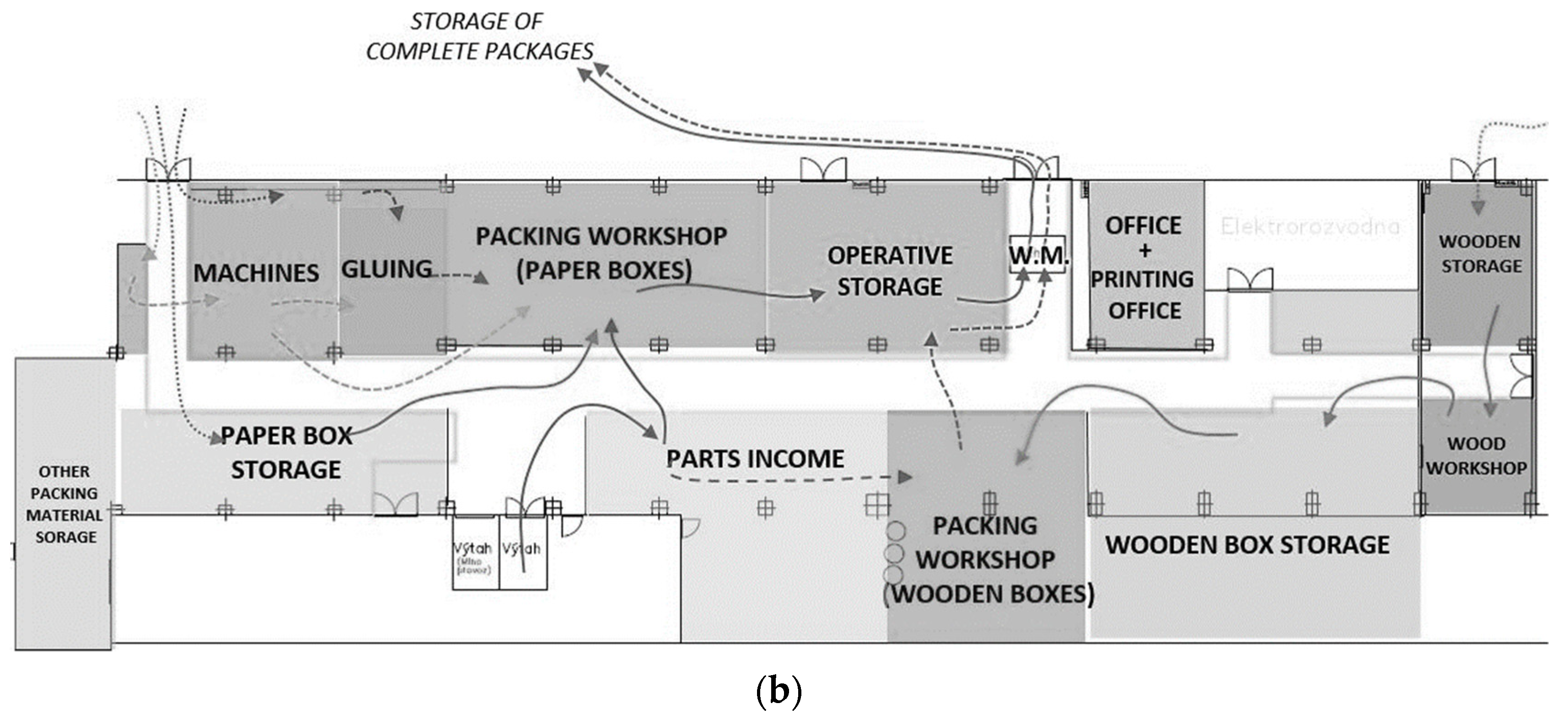
2.4. Case Study—Packing Process
- Gravitation conveyors transport parts to the packing station (in plastic boxes, which are returned by a secondary gravitation conveyor back);
- Parts are packed into the frames with soft and flexible membranes. Frames are then put into foldable boxes from wood or plastic (all frames and boxes have a universal dimension and are stored close to the packing station);
- Filled frames are put into the foldable box. The box is on the weighing machine during the filling;
- After the packing is complete, the weight of the package is read (because only universal parts are used, the known weight of used frames and the box can be easily calculated to find the net weight of the packed parts);
- Weight and other information are written in small form and put into the small pocket on the box (this step can be further automatized by a printer connected to the weighing machine);
- Gravitation conveyors transport the complete box to the preparation station for the final export;
- The box has holes so that wheels can be attached to the box. Several boxes can also be easily connected.
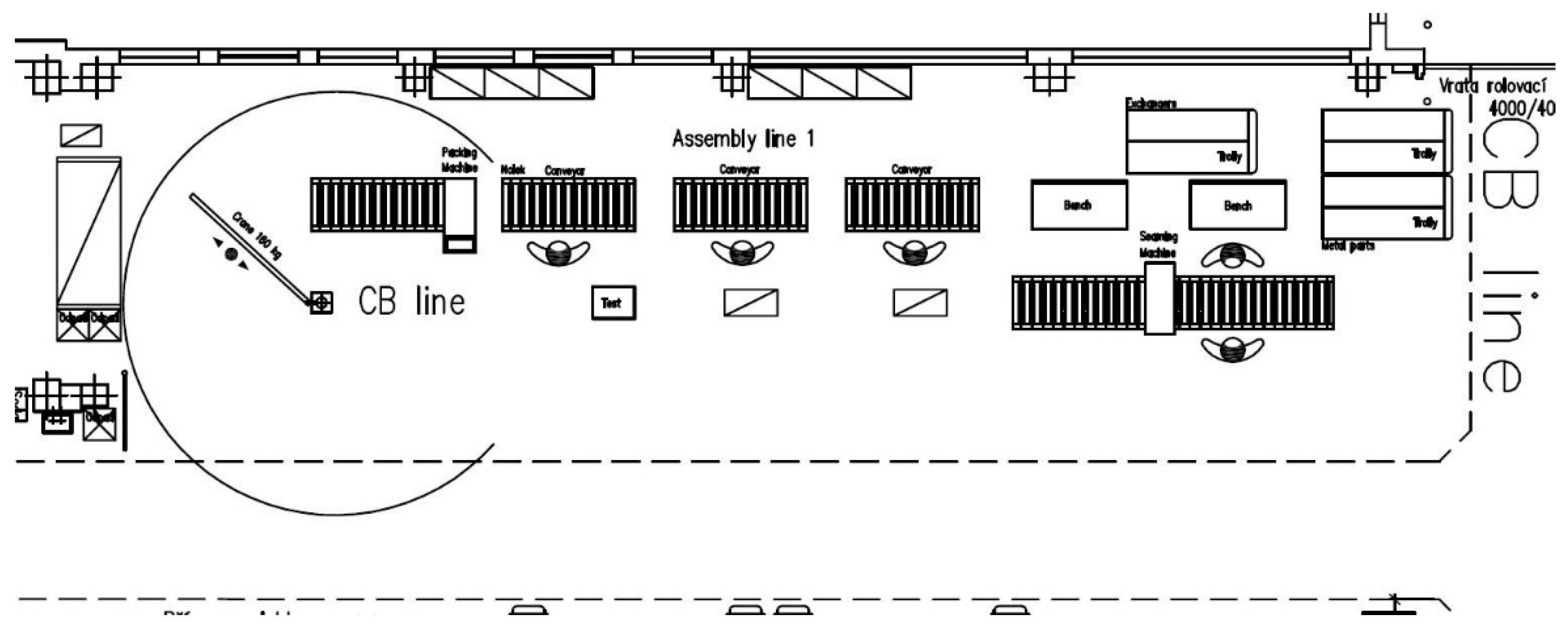
2.5. Case Study—Process of Heat Exchanger Units Assembly
- Parts are transported to the gravitation trays by the individual single worker units (D-shops);
- A worker takes parts and assembles them by following the assembly manual. During the testing, they use the time for other activities such as preparation or pre-assembly of the next part;
- In the second part of the workplace, the assembled unit is packed and transported via a gravitation conveyor to the place for finished parts;
- Regular transport takes finished parts and supplies workplaces with parts for assembly.
3. Results
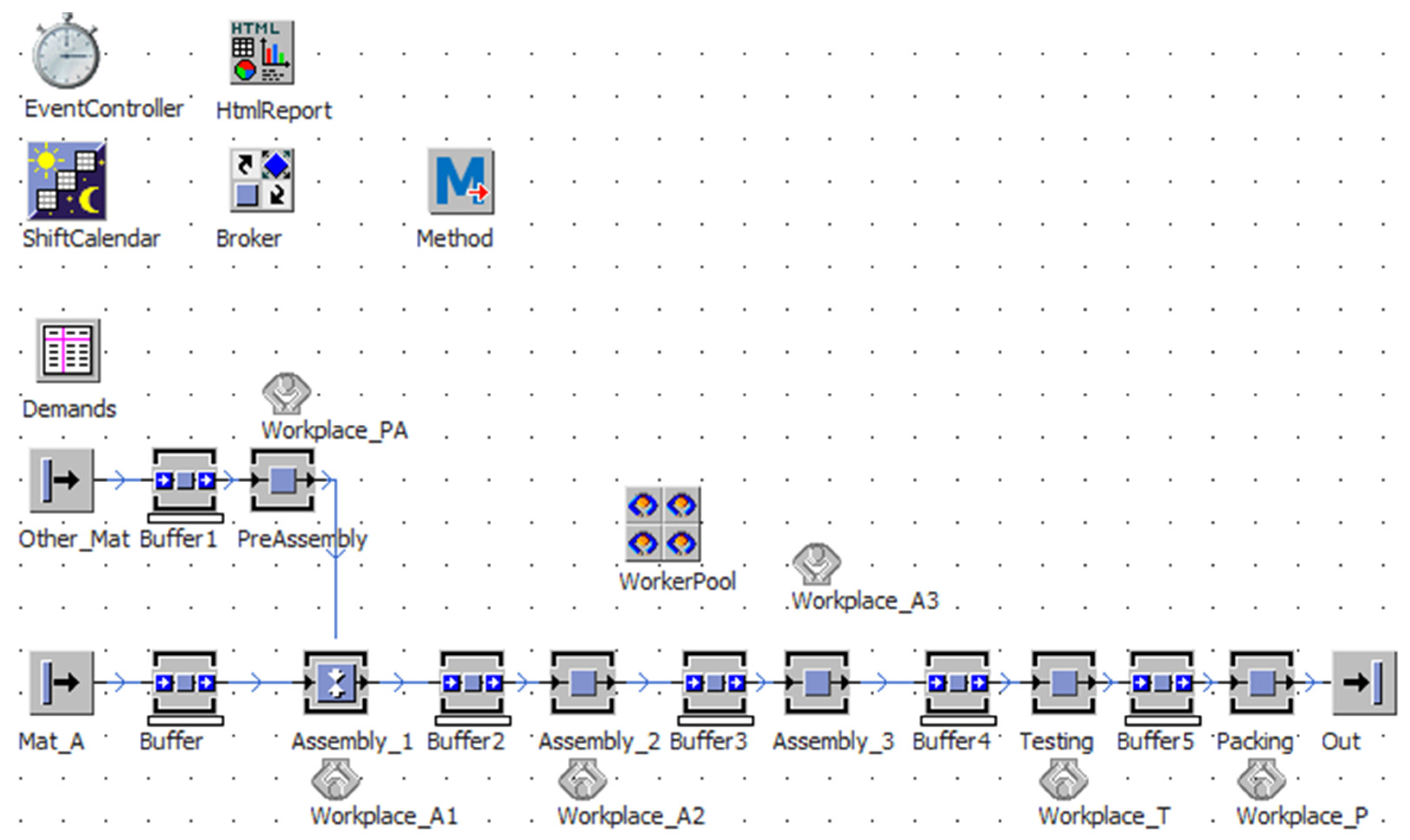
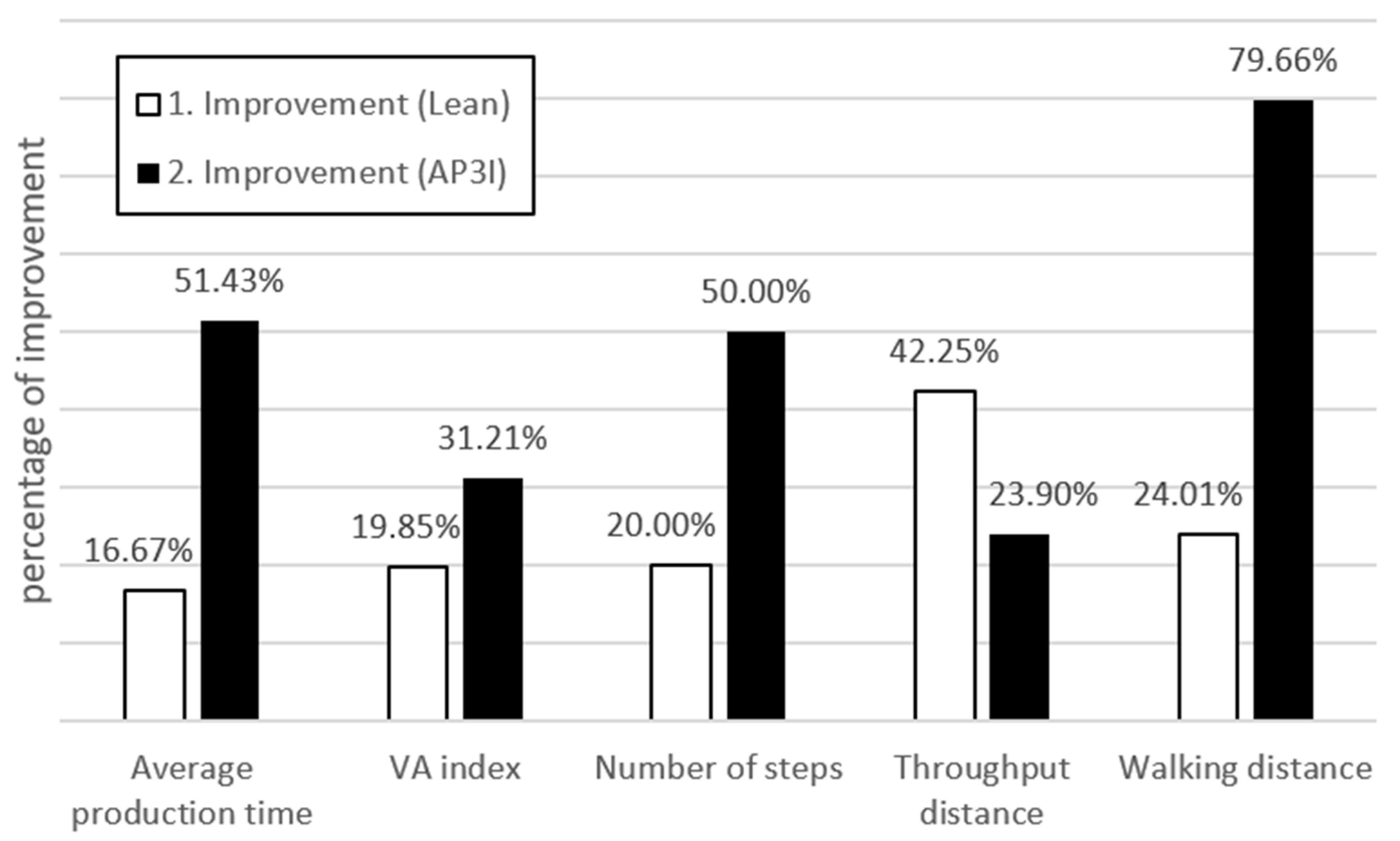
3.1. Packing Process (Chandeliers)
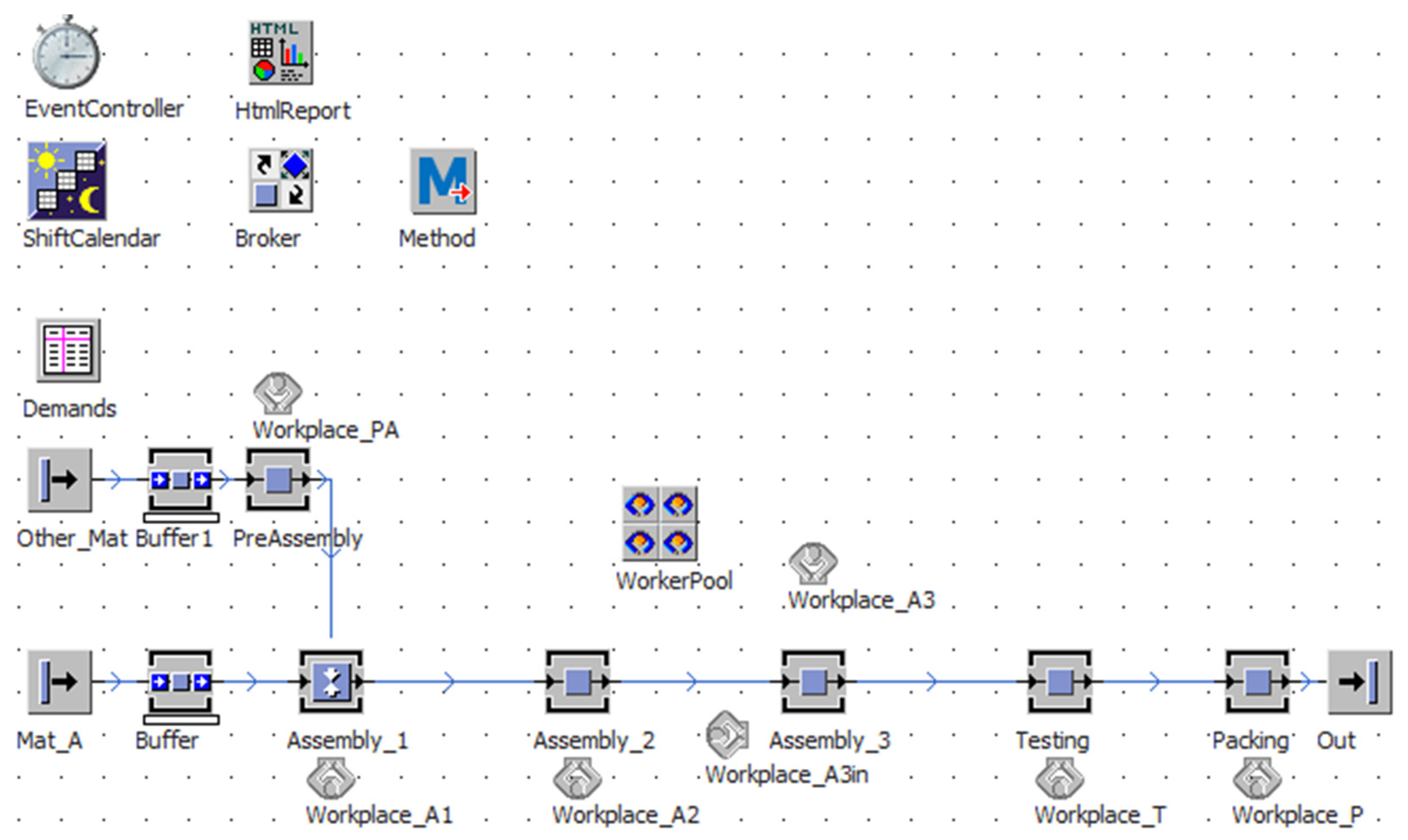
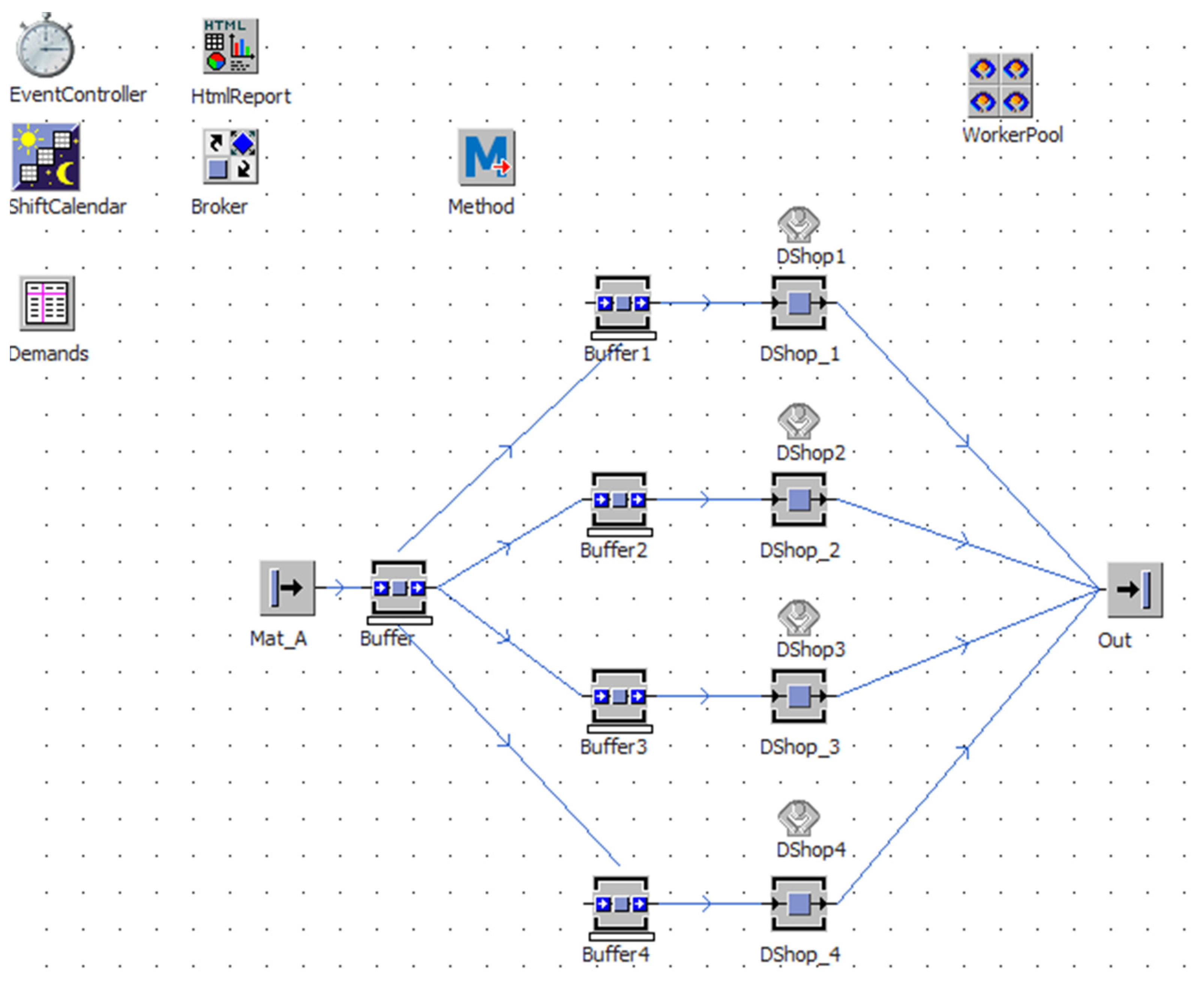
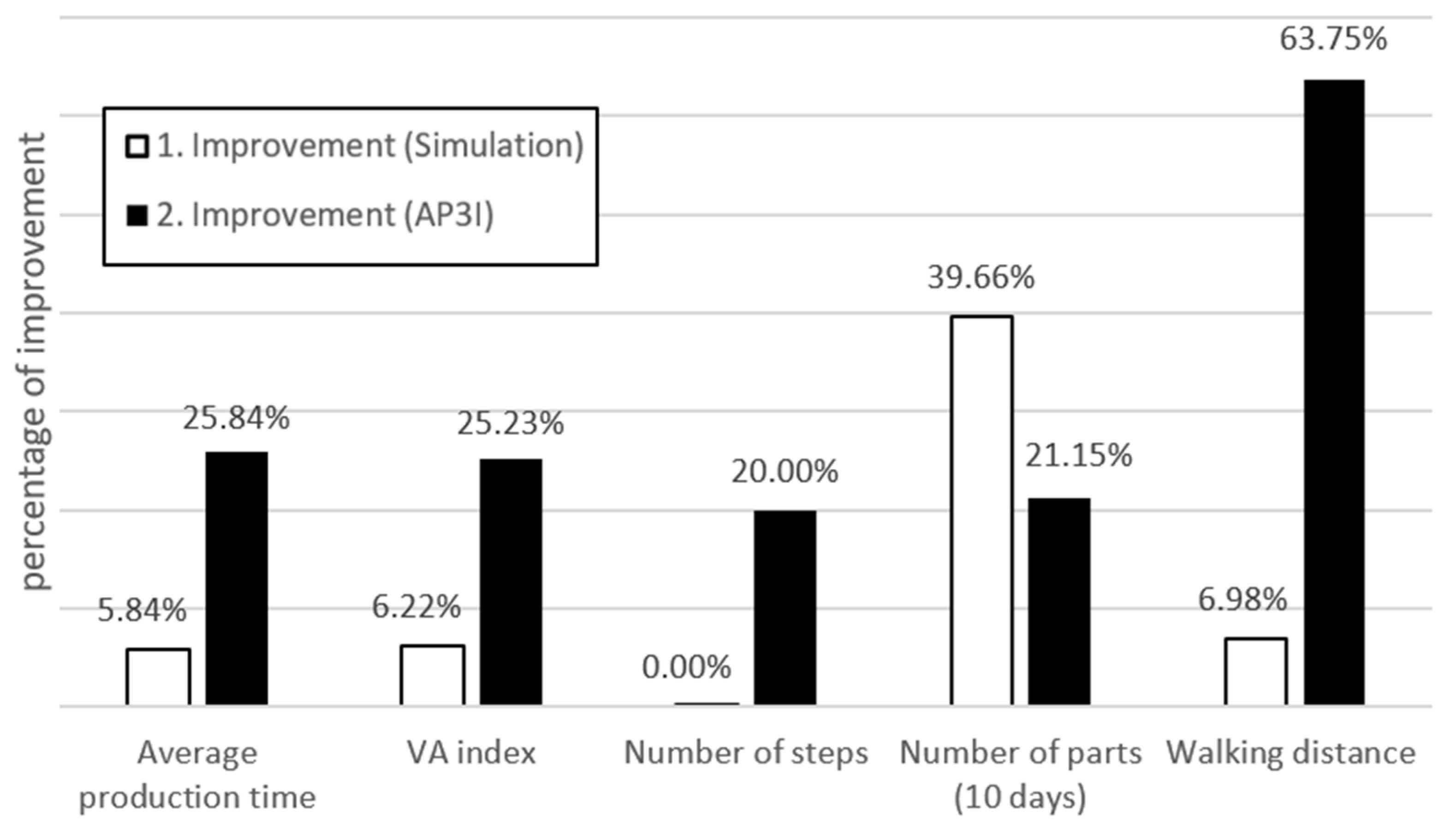
3.2. Assembly Line (Heat Exchanger Units)
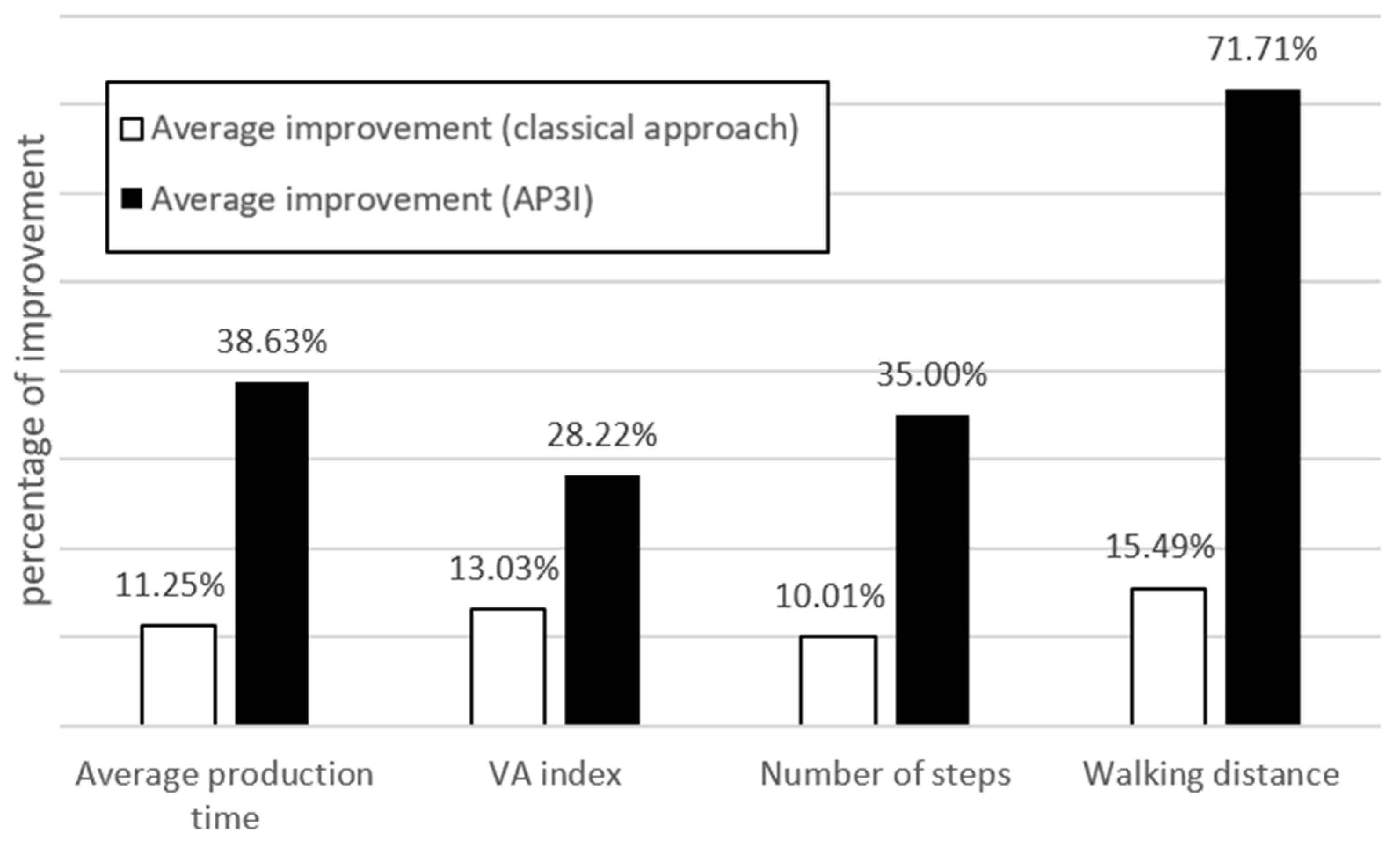
3.3. General Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Liker, J.K.; Morgan, J.M. The Toyota Way in Services: The Case of Lean Product Development. AMP 2006, 20, 5–20. [Google Scholar] [CrossRef]
- McCarty, T.; Bremer, M.; Daniels, L.; Gupta, P. The Six Sigma Black Belt Handbook; Six Sigma Operational Methods Series; McGraw-Hill: New York, NY, USA, 2005. [Google Scholar]
- Pyzdek, T.; Keller, P.A. The Six Sigma Handbook: A Complete Guide for Green Belts, Black Belts, and Managers at All Levels; McGraw-Hill Companies: New York, NY, USA, 2010. [Google Scholar]
- Voehl, F.; Harrington, H.J.; Mignosa, C.; Charron, R. The Lean Six Sigma Black Belt Handbook: Tools and Methods for Process Acceleration; CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar]
- Anderson, M.J.; Whitcomb, P.J. DOE Simplified: Practical Tools for Effective Experimentation, 3rd ed.; CRC Press, Taylor & Francis Group: Boca Raton, FL, USA, 2015. [Google Scholar]
- Cetin, E.N. FMECA Applications and Lessons Learnt. In Proceedings of the 2015 Annual Reliability and Maintainability Symposium (RAMS), Palm Harbor, FL, USA, 26–29 January 2015; pp. 1–5. [Google Scholar] [CrossRef]
- Gueorguiev, T.; Kokalarov, M.; Sakakushev, B. Recent Trends in FMEA Methodology. In Proceedings of the 2020 7th International Conference on Energy Efficiency and Agricultural Engineering (EE&AE), Ruse, Bulgaria, 12 November 2020; pp. 1–4. [Google Scholar] [CrossRef]
- Mzougui, I.; Carpitella, S.; Certa, A.; El Felsoufi, Z.; Izquierdo, J. Assessing Supply Chain Risks in the Automotive Industry through a Modified MCDM-Based FMECA. Processes 2020, 8, 579. [Google Scholar] [CrossRef]
- Ćoćkalo, D.; Vorkapić, M.; Kreculj, D.; Đorđević, D.; Frantlović, M. Using QFD and AHP Tools in the Case of Industrial Transmitters Manufacturing. FME Trans. 2020, 48, 164–172. [Google Scholar] [CrossRef]
- Gorobets, V.; Holzwarth, V.; Hirt, C.; Jufer, N.; Kunz, A. A VR-Based Approach in Conducting MTM for Manual Workplaces. Int. J. Adv. Manuf. Technol. 2021, 117, 2501–2510. [Google Scholar] [CrossRef]
- Renu, R.S. A Framework for Automating Maynard Operation Sequence Technique Studies. In Proceedings of the Volume 1: 39th Computers and Information in Engineering Conference, Anaheim, CA, USA, 18 August 2019; American Society of Mechanical Engineers: New York, NY, USA, 2019; p. V001T02A064. [Google Scholar] [CrossRef]
- Mykoniatis, K.; Harris, G.A. A Digital Twin Emulator of a Modular Production System Using a Data-Driven Hybrid Modeling and Simulation Approach. J. Intell. Manuf. 2021, 32, 1899–1911. [Google Scholar] [CrossRef]
- Krynke, M. Management Optimizing the Costs and Duration Time of the Process in the Production System. Prod. Eng. Arch. 2021, 27, 163–170. [Google Scholar] [CrossRef]
- Bertoncelli, T.; Mayer, O.; Lynass, M. Creativity, Learning Techniques and TRIZ. Procedia CIRP 2016, 39, 191–196. [Google Scholar] [CrossRef]
- Shealy, T.; Hu, M.; Gero, J. Patterns of Cortical Activation When Using Concept Generation Techniques of Brainstorming, Morphological Analysis, and TRIZ. In Proceedings of the Volume 7: 30th International Conference on Design Theory and Methodology, Quebec City, QC, Canada, 26 August 2018; American Society of Mechanical Engineers: New York, NY, USA, 2018; p. V007T06A035. [Google Scholar] [CrossRef]
- Lee, K. Innovative Design Thinking Process with TRIZ. In Automated Invention for Smart Industries; IFIP Advances in Information and Communication Technology; Cavallucci, D., De Guio, R., Koziołek, S., Eds.; Springer International Publishing: Cham, Switzerland, 2018; Volume 541, pp. 241–252. [Google Scholar]
- Lin, Y.-S.; Chen, M. Implementing TRIZ with Supply Chain Management in New Product Development for Small and Medium Enterprises. Processes 2021, 9, 614. [Google Scholar] [CrossRef]
- Krafcik, J.F. Triumph of the Lean Production System. Sloan Manag. Rev. 1988, 30, 41–52. Available online: https://www.proquest.com/docview/224963951/B3B42A81C64543B8PQ (accessed on 28 April 2022).
- Womack, J.P.; Jones, D.T.; Roos, D. The Machine That Changed the World: How Japan’s Secret Weapon in the Global Auto Wars Will Revolutionize Western Industry, 1st ed.; HarperPerennial: New York, NY, USA, 1991. [Google Scholar]
- Liker, J.K. The Toyota Way: 14 Management Principles from the World’s Greatest Manufacturer; McGraw-Hill: New York, NY, USA, 2004. [Google Scholar]
- Ohno, T. Toyota Production System: Beyond Large-Scale Production; Productivity Press: Cambridge, MA, USA, 1988. [Google Scholar]
- Womack, J.P.; Jones, D.T. Beyond Toyota: How to Root Out Waste and Pursue Perfection. Harv. Bus. Rev. 1996, 16, 2744409. Available online: https://store.hbr.org/product/beyond-toyota-how-to-root-out-waste-and-pursue-perfection/96511 (accessed on 28 April 2022).
- Alves, A.C.; Kahlen, F.-J.; Flumerfelt, S.; Siriban-Manalang, A.B. (Eds.) Lean Engineering for Global Development; Springer International Publishing: Cham, Switzerland, 2019. [Google Scholar]
- Holmemo, M.D.-Q.; Rolfsen, M.; Ingvaldsen, J.A. Lean Thinking: Outside-in, Bottom-up? The Paradox of Contemporary Soft Lean and Consultant-Driven Lean Implementation. Total Qual. Manag. Bus. Excell. 2018, 29, 148–160. [Google Scholar] [CrossRef]
- Sony, M.; Antony, J.; Park, S.; Mutingi, M. Key Criticisms of Six Sigma: A Systematic Literature Review. IEEE Trans. Eng. Manag. 2020, 67, 950–962. [Google Scholar] [CrossRef]
- Stankalla, R.; Chromjaková, F. A Structured Review of the Six Sigma Belt System. In Proceedings of the DOKBAT 2019—15th International Bata Conference for Ph.D. Students and Young Researchers; Tomas Bata University in Zlín: Zlín, Czech Republic, 2019; pp. 970–982. [Google Scholar] [CrossRef]
- Venkatesh, N.; Sumangala, C. Success of Manufacturing Industries—Role of Six Sigma. MATEC Web Conf. 2018, 144, 05002. [Google Scholar] [CrossRef][Green Version]
- Martin, J.W. Lean Six Sigma for the Office; Series on Resource Management; CRC Press: Boca Raton, FL, USA, 2009. [Google Scholar]
- Muir, A. Lean Six SIGMA Statistics; McGraw-Hill Professional Publishing: Blacklick, OH, USA, 2005. [Google Scholar]
- Muraliraj, J.; Zailani, S.; Kuppusamy, S.; Santha, C. Annotated Methodological Review of Lean Six Sigma. IJLSS 2018, 9, 2–49. [Google Scholar] [CrossRef]
- Patel, A.S.; Patel, K.M. Critical Review of Literature on Lean Six Sigma Methodology. IJLSS 2021, 12, 627–674. [Google Scholar] [CrossRef]
- Obradović, T.; Vlačić, B.; Dabić, M. Open Innovation in the Manufacturing Industry: A Review and Research Agenda. Technovation 2021, 102, 102221. [Google Scholar] [CrossRef]
- Zhu, W. Hollowing out and Slowing Growth: The Role of Process Innovations. Rev. Econ. Dyn. 2022, 45, 217–236. [Google Scholar] [CrossRef]
- Kobarg, S.; Stumpf-Wollersheim, J.; Schlägel, C.; Welpe, I.M. Green Together? The Effects of Companies’ Innovation Collaboration with Different Partner Types on Ecological Process and Product Innovation. Ind. Innov. 2020, 27, 953–990. [Google Scholar] [CrossRef]
- Mat Dahan, S.; Yusof, S.M. Review and Proposed Eco-Process Innovation Performance Framework. Int. J. Sustain. Eng. 2020, 13, 123–139. [Google Scholar] [CrossRef]
- Geng, D.; Lai, K.; Zhu, Q. Eco-Innovation and Its Role for Performance Improvement among Chinese Small and Medium-Sized Manufacturing Enterprises. Int. J. Prod. Econ. 2021, 231, 107869. [Google Scholar] [CrossRef]
- Chistov, V.; Aramburu, N.; Carrillo-Hermosilla, J. Open Eco-Innovation: A Bibliometric Review of Emerging Research. J. Clean. Prod. 2021, 311, 127627. [Google Scholar] [CrossRef]
- Farber, S. A 70-Year Study of More than 3 Million Patents Reveals These Simple Steps to Problem Solving. Available online: https://www.inc.com/steve-farber/a-70-year-study-of-more-than-3-million-patents-reveals-these-simple-steps-to-problem-solving.html (accessed on 28 April 2020).
- Altshuller, G. Creativity as an Exact Science: The Theory of the Solution of Inventive Problems; Studies in Cybernetics; Gordon and Breach Science Publishers: Langhorne, PA, USA, 1984. [Google Scholar]
- Fey, V.; Rivin, E.I. Innovation on Demand; Cambridge University Press: Cambridge, UK ; New York, NY, USA, 2005. [Google Scholar]
- Gadd, K. TRIZ for Engineers: Enabling Inventive Problem Solving: Gadd/TRIZ for Engineers: Enabling Inventive Problem Solving; John Wiley & Sons, Ltd.: Chichester, UK, 2011. [Google Scholar]
- Ilevbare, I.M.; Probert, D.; Phaal, R. A Review of TRIZ, and Its Benefits and Challenges in Practice. Technovation 2013, 33, 30–37. [Google Scholar] [CrossRef]
- Orloff, M.A. Inventive Thinking through TRIZ; Springer: Berlin/Heidelberg, Germany, 2006. [Google Scholar]
- Sojka, V.; Lepsik, P. Use of TRIZ, and TRIZ with Other Tools for Process Improvement: A Literature Review. Emerg. Sci. J. 2020, 4, 319–335. [Google Scholar] [CrossRef]
- Dai, Q.-H.; Ma, X.-K. The New Method to Define Ideality on Triz. In Proceedings of the 2012 3rd International Asia Conference on Industrial Engineering and Management Innovation, IEMI 2012; Springer: Berlin/Heidelberg, Germany, 2013; pp. 527–537. [Google Scholar] [CrossRef]
- Mishra, U. Introduction to the Concept of Ideality in TRIZ. 2013. Available online: https://deliverypdf.ssrn.com/delivery.php?ID=427100007071003096029120025085103086060033061010095011108114102076068005111083120120049058116059030048032000070127093065031106050083035032000081076071103083125100027052023100092100088024064021064071098072101090119064104080068093082098118122017098092&EXT=pdf&INDEX=TRUE (accessed on 28 April 2022).
- Shi, D.Y.; Liu, S. Enhancing the Ideality of Innovation by AD/TOC/TRIZ. KEM 2010, 450, 145–148. [Google Scholar] [CrossRef]
- Soderlin, P. Thoughts on Value and Ideality, Is the Concept of Ideality “Scientific”? 2003. Available online: https://triz-journal.com/thoughts-value-ideality-concept-ideality-scientific/ (accessed on 28 April 2022).
- Sojka, V.; Lepsik, P. Innovation by Increasing Ideality—A New Method for Overcoming Process Related Problems. QIP J. 2021, 25, 78–94. [Google Scholar] [CrossRef]
- Sojka, V.; Lepšík, P. Re-Layout of Workshop Based on Material and People Flows. In Proceedings of the DOKBAT 2019—15th International Bata Conference for Ph.D. Students and Young Researchers; Tomas Bata University in Zlín: Zlín, Czech Republic, 2019; pp. 955–961. [Google Scholar] [CrossRef]
- Mitchell, H. Fragile: Reusable Packaging by Mireia Gordi Vila. 2014. Available online: https://www.gessato.com/fragile-reusable-packaging-by-mireia-gordi-vila/ (accessed on 28 April 2022).
- Treggiden, K. Reusable Packaging Forms a Protective Skin around Delicate Objects. Available online: https://www.dezeen.com/2014/06/16/fragile-packaging-protective-skin-show-rca-2014/ (accessed on 17 November 2021).
- Stinson, L. The Stretchy Membrane That Could Replace Bubble Wrap. 2014. Available online: https://www.wired.com/2014/06/the-stretchy-membrane-that-could-replace-bubble-wrap/ (accessed on 28 April 2022).
- Negishi, M. Japanese Firm Uses a Single-Worker System to Make Its Products. 2014. Available online: https://online.wsj.com/articles/japanese-firm-uses-a-single-worker-system-to-make-its-products-1401377605.
- Goos, J.; Lietaert, P.; Cools, R. Computer Assisted Ergonomic Assembly Cell Design. Procedia CIRP 2021, 97, 87–91. [Google Scholar] [CrossRef]
- Nullspaces. Available online: https://nullspaces.com/solutions (accessed on 6 May 2022).
- Tampubolon, S.; Purba, H.H. Lean Six Sigma Implementation, a Systematic Literature Review. Int. J. Prod. Manag. Eng. 2021, 9, 125. [Google Scholar] [CrossRef]
- Domingo, R.; Alvarez, R.; Melodía Peña, M.; Calvo, R. Materials Flow Improvement in a Lean Assembly Line: A Case Study. Assem. Autom. 2007, 27, 141–147. [Google Scholar] [CrossRef]
- Nagi, M.; Chen, F.F.; Wan, H.-D. Throughput Rate Improvement in a Multiproduct Assembly Line Using Lean and Simulation Modeling and Analysis. Procedia Manuf. 2017, 11, 593–601. [Google Scholar] [CrossRef]
- Song, T.; Zhou, J. Research and Implementation of Lean Production Mode in Shipbuilding. Processes 2021, 9, 2071. [Google Scholar] [CrossRef]
- Guleria, P.; Pathania, A.; Bhatti, H.; Rojhe, K.; Mahto, D. Leveraging Lean Six Sigma: Reducing Defects and Rejections in Filter Manufacturing Industry. Mater. Today Proc. 2021, 46, 8532–8539. [Google Scholar] [CrossRef]
- Gavriluţă, A.C.; Niţu, E.L.; Gavriluţă, C.A. Algorithm to Use Some Specific Lean Manufacturing Methods: Application in an Industrial Production Process. Processes 2021, 9, 641. [Google Scholar] [CrossRef]
- Peng, L.S.; Rasid, M.F.; Salim, W.I. Using Modified Triage System to Improve Emergency Department Efficacy: A Successful Lean Implementation. Int. J. Healthc. Manag. 2021, 14, 419–423. [Google Scholar] [CrossRef]
- Bukhsh, M.; Khan, M.A.; Zaidi, I.H.; Khalid, A.; Razzaque, A.; Ali, M. Productivity Improvement in Textile Industry Using Lean Manufacturing Practices of 5S & Single Minute Die Exchange (SMED). 2021, p. 12. Available online: http://www.ieomsociety.org/singapore2021/papers/1282.pdf (accessed on 28 April 2022).
- Braglia, M.; Frosolini, M.; Gallo, M.; Marrazzini, L. Lean Manufacturing Tool in Engineer-to-Order Environment: Project Cost Deployment. Int. J. Prod. Res. 2019, 57, 1825–1839. [Google Scholar] [CrossRef]
- Byrne, B.; McDermott, O.; Noonan, J. Applying Lean Six Sigma Methodology to a Pharmaceutical Manufacturing Facility: A Case Study. Processes 2021, 9, 550. [Google Scholar] [CrossRef]
- Lizarelli, F.L.; Alliprandini, D.H. Comparative Analysis of Lean and Six Sigma Improvement Projects: Performance, Changes, Investment, Time and Complexity. Total Qual. Manag. Bus. Excell. 2020, 31, 407–428. [Google Scholar] [CrossRef]
- Huang, C.-Y.; Lee, D.; Chen, S.-C.; Tang, W. A Lean Manufacturing Progress Model and Implementation for SMEs in the Metal Products Industry. Processes 2022, 10, 835. [Google Scholar] [CrossRef]
- Prickett, P.; Aparicio, I. The Development of a Modified TRIZ Technical System Ontology. Comput. Ind. 2012, 63, 252–264. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Original State | Improved State | |
|---|---|---|---|
| Length of parts’ throughput | (m) | 82.6 | 47.7 |
| Sum of workers’ walking distance | (m) | 78.3 | 59.5 |
| 3I Step | Content |
|---|---|
| Problem/Process | Packing process of glass and metal parts |
| Purpose | To pack parts into transport packaging. The package should protect parts during transportation to the final destination. |
| Principle | Parts are put together with soft materials into boxes (paper, wooden), boxes are transported to the customer. |
| Ideal state |
|
| Ideality questions |
|
| Trends and effects | Segmentation, Dynamization, Protect-solid; move-solid; |
| Technical contradiction(s) | TC1: 39. Productivity should be improved, /36. Device complexity should not worsen. 12. Equipotentiality; 17. Another dimension; 28. Mechanics substitution; 24. Intermediary TC2: 27. Reliability/39. Productivity 1. Segmentation; 35. Parameter changes; 29. Pneumatic and hydraulics; 38. Strong oxidants TC3: 9. Speed/27. Reliability 11. Beforehand cushioning; 35. Parameter changes; 27. cheap and short-living objects; 28. Mechanics substitution |
| Physical contradiction(s) | None |
| Other tools | None |
| List of ideas | Automation, aerogel, auxetics materials, bubbles, foam, origami, lamination, use of universal air-bags Equipotentiality, Another dimension, Mechanics substitution, Intermediary, Segmentation, Parameter changes, Pneumatic and hydraulics, Strong oxidants, Beforehand cushioning, Parameter changes, Cheap and short-living objects, Mechanics substitution |
| Solution | Not satisfying |
| Idea/Possible Solution | Resolved Problem/Improved Step |
|---|---|
| Use of light-sensitive areas on boxes | Printing by light |
| Packing on weighing-machine | Weighing—during processing |
| Weighing—machine in a transport unit | Weighing—during processing |
| Electronic documentation | Elimination of printing of documentation; Elimination of putting documentation into the box |
| Sticky materials | Gluing of boxes together/into the shape |
| Magnets | Closing of boxes |
| Gravitation and cylinders (conveyors) | Automatic folding (building) of boxes during the transport |
| Gravitation | Putting parts into boxes |
| Static electricity | Packing material around the parts |
| Package out of packing material | Elimination of boxes |
| Transport by gravitation conveyors | Optimization of material transport |
| New material or structure (aerogel, auxetic material, bubbles, lamination, foam, origami, ⋯) | Innovation of packing material |
| Transport in air-bags | Instead of boxes and packing material, use bags filled by air (repetitive use) |
| Paper palettes | Stability during transportation of packages |
| Membranes inside a firm frame | Instead of packing material. Use of membranes in frames (universal) |
| Mushrooms as packing material | Ecology |
| Addable wheels to the boxes | Easier transport |
| “Paper wrap” | Paper instead of bubble foil |
| Use of tools and materials needed for final assembly as packaging or packing materials. | Reduction of packing material |
| Idea/Possible Solution | Resolved Problem/Improved Step |
|---|---|
| Re-design of parts to eliminate riveting | Parts are re-designed such that there is no need for riveting. Joints enable parts to be attached just by pushing them together. This leads to a reduction in the assembly time. There is a need to use DFA (Design for Assembly). |
| Assembly at the place of the final installation | By simplifying assembly steps, part of assembly activities can be made at the place of the final installation. This leads to a reduction in process activities at the assembly line, a reduction in the transported volume, and fewer costs. There is a need to use DFA (Design for Assembly). |
| Reorganization of the production—instead of one assembly line, several individual workplaces, i.e., D-Shops (one worker does all activities) | Whole process. This leads to an elimination of transport, an improvement in ergonomy, and better use of workers. |
| Ergonomic improvement in workplaces | Small parts and tools are available in each D-Shop, reducing the time for preparation and assembly. |
| Use of fixtures, jigs, and Poka-Yoke | Faster positioning of parts, easier manipulation, and a reduction in quality checks. |
| During the testing, perform other activities (preparation, etc.) | Time reduction, elimination of waiting time. |
| Computer assistance | Computer, sensors, and signals to assist with mistake-proof assembly. |
| Parameter | Original State—Real Values | Original State—Equation Coefficients | Improved State—Real Values | Improved State—Equation Coefficients |
|---|---|---|---|---|
| POd | 1 | 1 | 1 | 1 |
| POe | 0 | 0 | 0 | 0 |
| T | 21 | 1 | 17.5 | 0.83 |
| F | 85.5 | 1 | 73.36 | 0.86 |
| P | 8 | 1 | 8 | 1 |
| Eq | 21 | 1 | 21 | 1 |
| E | 8.6 | 1 | 8.6 | 1 |
| M | 299 | 1 | 299 | 1 |
| W | 120 | 1 | 120 | 1 |
| NOK | 0.04 | 1 | 0.04 | 0.96 |
| Sp | 2.06 | 1 | 1.36 | 0.66 |
| Se | 0.8 | 1 | 0.64 | 0.8 |
| O | 0 | 0 | 0 | 0 |
| Parameter | Original State—Real Values | Original Stat—Equation Coefficients | Improved State—Real Values | Improved State—Equation Coefficients |
|---|---|---|---|---|
| POd | 1 | 1 | 1 | 1 |
| POe | 0 | 0 | 0 | 0 |
| T | 17.5 | 1 | 8.5 | 0.49 |
| F | 73.36 | 1 | 28.33 | 0.39 |
| P | 8 | 1 | 8 | 1 |
| Eq | 21 | 1 | 2 | 0.1 |
| E | 8.6 | 1 | 6.2 | 0.72 |
| M | 299 | 1 | 12 | 0.04 |
| W | 120 | 1 | 0 | 0 |
| NOK | 0.04 | 1 | 0.02 | 0.51 |
| Sp | 1.36 | 1 | 0.06 | 0.04 |
| Se | 0.64 | 1 | 0.16 | 0.25 |
| O | 0 | 0 | 0 | 0 |
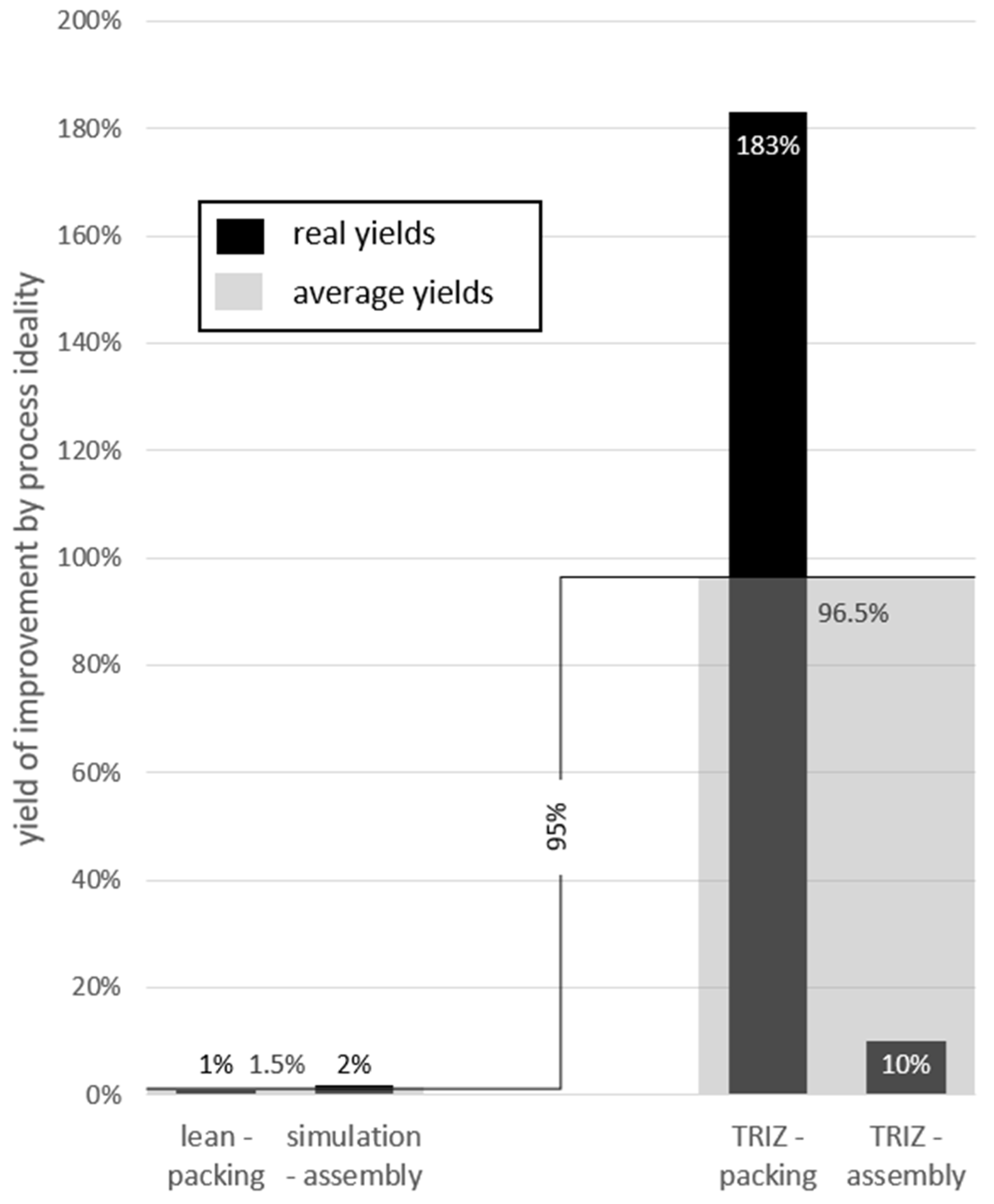
| Process State | Process Ideality | Ideality Change | Ideality Change |
|---|---|---|---|
| (-) | (-) | (%) | |
| Original (REF.) | 0.1 | - | - |
| Improved (Lean) | 0.101 | 0.001 | 1 |
| Improved (REF.) | 0.1 | - | - |
| Innovated (AP3I) | 0.283 | 0.183 | 183 |
| Process State | Average Production Time | VA Index | Number of Steps | Throughput Distance | Walking Distance |
|---|---|---|---|---|---|
| (min) | (-) | (-) | (m) | (m) | |
| Original | 21.0 | 0.262 | 20 | 82.6 | 78.3 |
| Improved (Lean) | 17.5 | 0.314 | 16 | 47.7 | 59.5 |
| Innovated (AP3I) | 8.5 | 0.412 | 8 | 36.3 | 12.1 |
| Process State | Process Ideality | Ideality Change | Ideality Change |
|---|---|---|---|
| (-) | (-) | (%) | |
| Original (REF.) | 0.1 | - | - |
| Improved (Lean) | 0.102 | 0.002 | 2 |
| Improved (REF.) | 0.1 | - | - |
| Innovated (AP3I) | 0.11 | 0.01 | 10 |
| Process State | Average Production Time | VA Index | Number of Steps | Number of Parts | Walking Distance |
|---|---|---|---|---|---|
| (min) | (-) | (-) | (pcs./10 days) | (m) | |
| Original | 40.24 | 0.418 | 40 | 237 | 8.6 |
| Improved (Lean) | 37.89 | 0.444 | 40 | 331 | 8 |
| Innovated (AP3I) | 28.10 | 0.556 | 32 | 401 | 2.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sojka, V.; Lepsik, P. Algorithm for Process Innovation by Increasing Ideality. Processes 2022, 10, 1283. https://doi.org/10.3390/pr10071283
Sojka V, Lepsik P. Algorithm for Process Innovation by Increasing Ideality. Processes. 2022; 10(7):1283. https://doi.org/10.3390/pr10071283
Chicago/Turabian StyleSojka, Vladimir, and Petr Lepsik. 2022. "Algorithm for Process Innovation by Increasing Ideality" Processes 10, no. 7: 1283. https://doi.org/10.3390/pr10071283
APA StyleSojka, V., & Lepsik, P. (2022). Algorithm for Process Innovation by Increasing Ideality. Processes, 10(7), 1283. https://doi.org/10.3390/pr10071283