
Sustainable Machining: Tool Life Criterion Based on Work Surface Quality



Abstract
:1. Introduction
2. Materials and Methods
2.1. Predictors
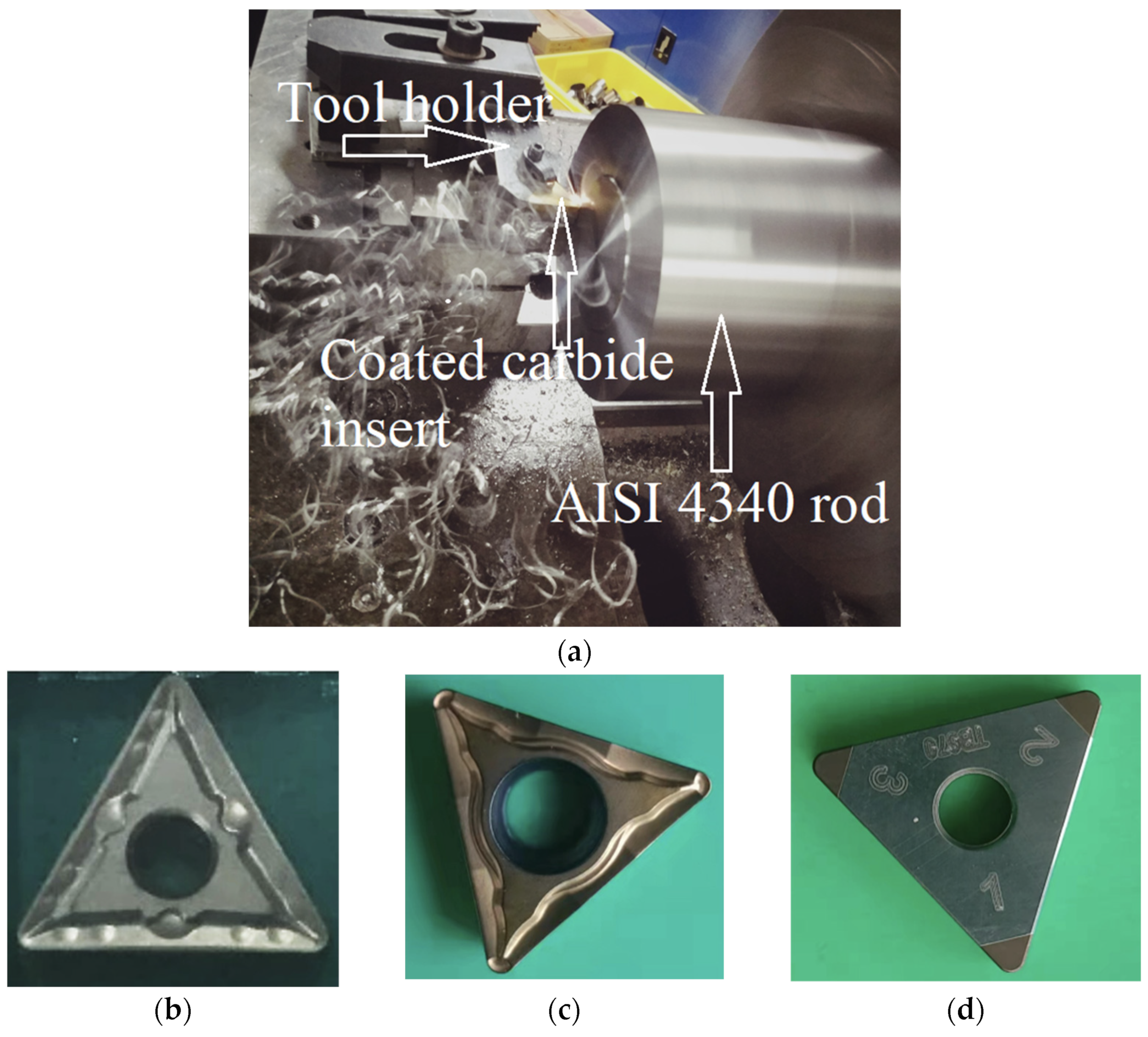
- Tool material. The following three kinds of turning inserts are used: (a) uncoated tungsten carbide; (b) ceramic-coated tungsten carbide; and (c) cubic boron nitride (CBN).
- Cutting speed (Vc). The following two levels of the cutting parameter are tested: 150 m/min and 275 m/min. The two levels of Vc represent the average cutting speeds maintained during the runs. The maximum and the minimum cutting speeds at the outer diameter (100 mm) and the inner diameter (25 mm) are 240 m/min and 60 m/min, respectively, for the low level of cutting speed and 440 m/min and 110 m/min, respectively, for the high level.
- Feed rate (f). 0.08 mm/rev and 0.12 mm/rev are the two levels of this predictor employed in this investigation.
2.2. Responses
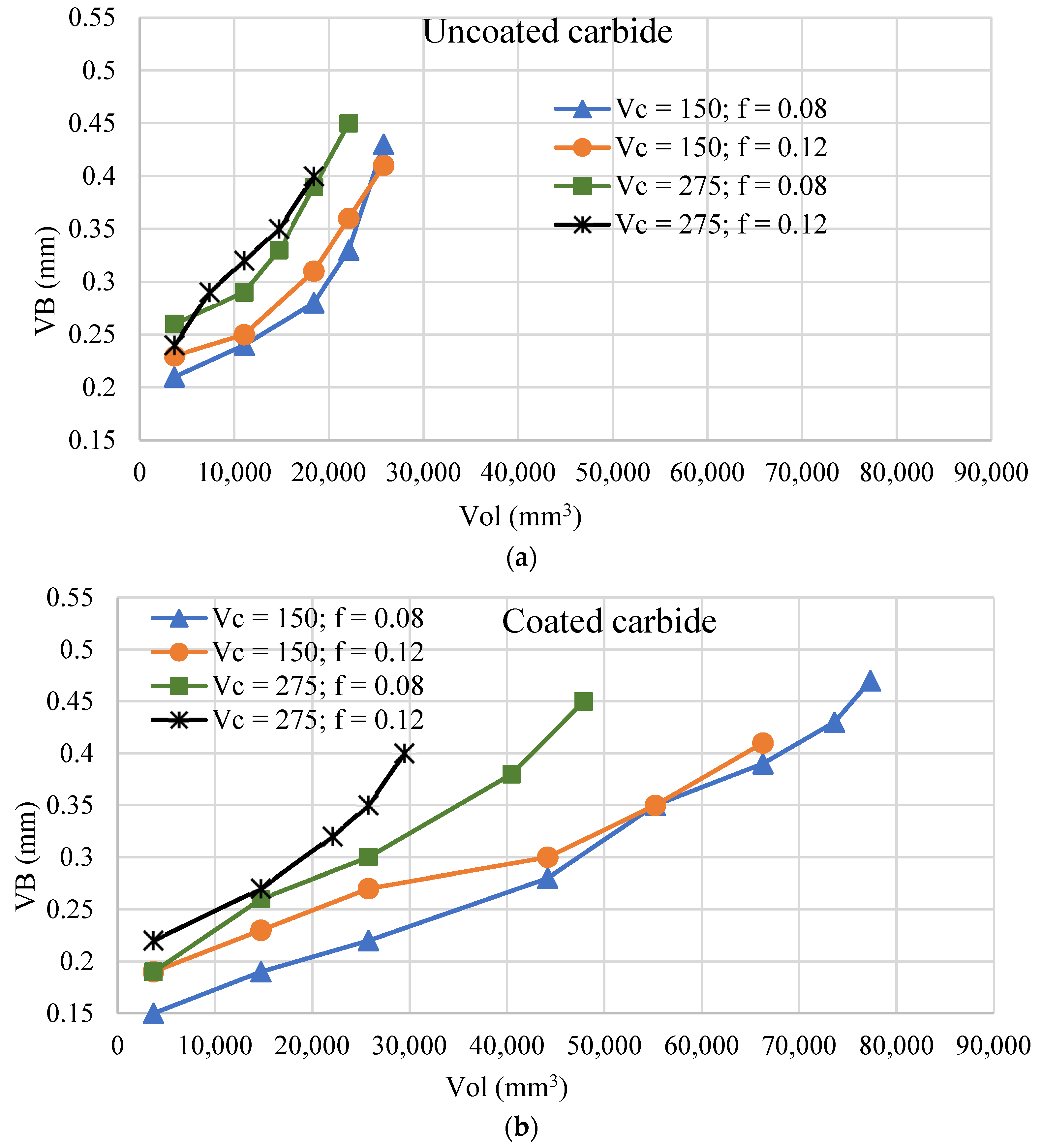
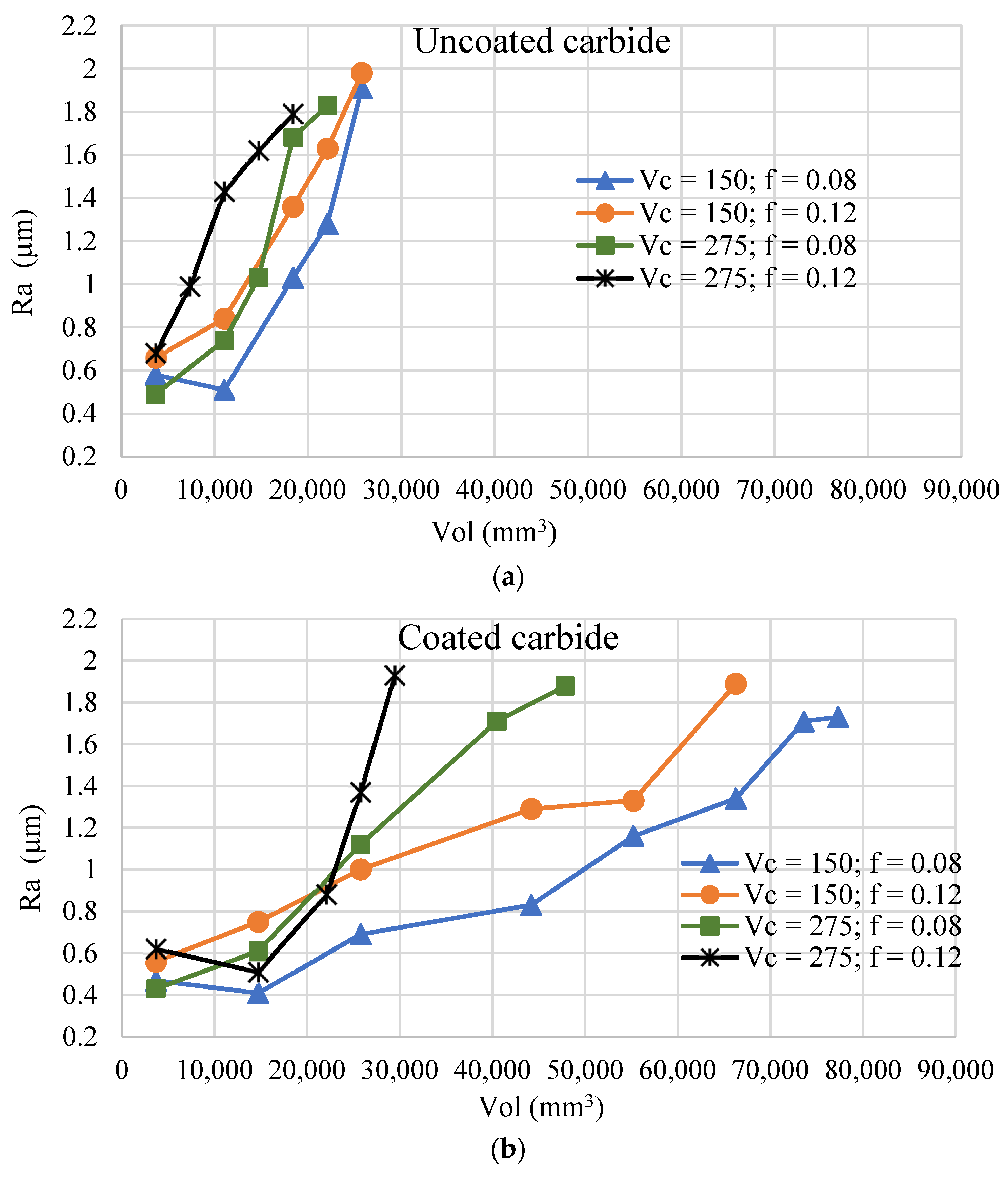
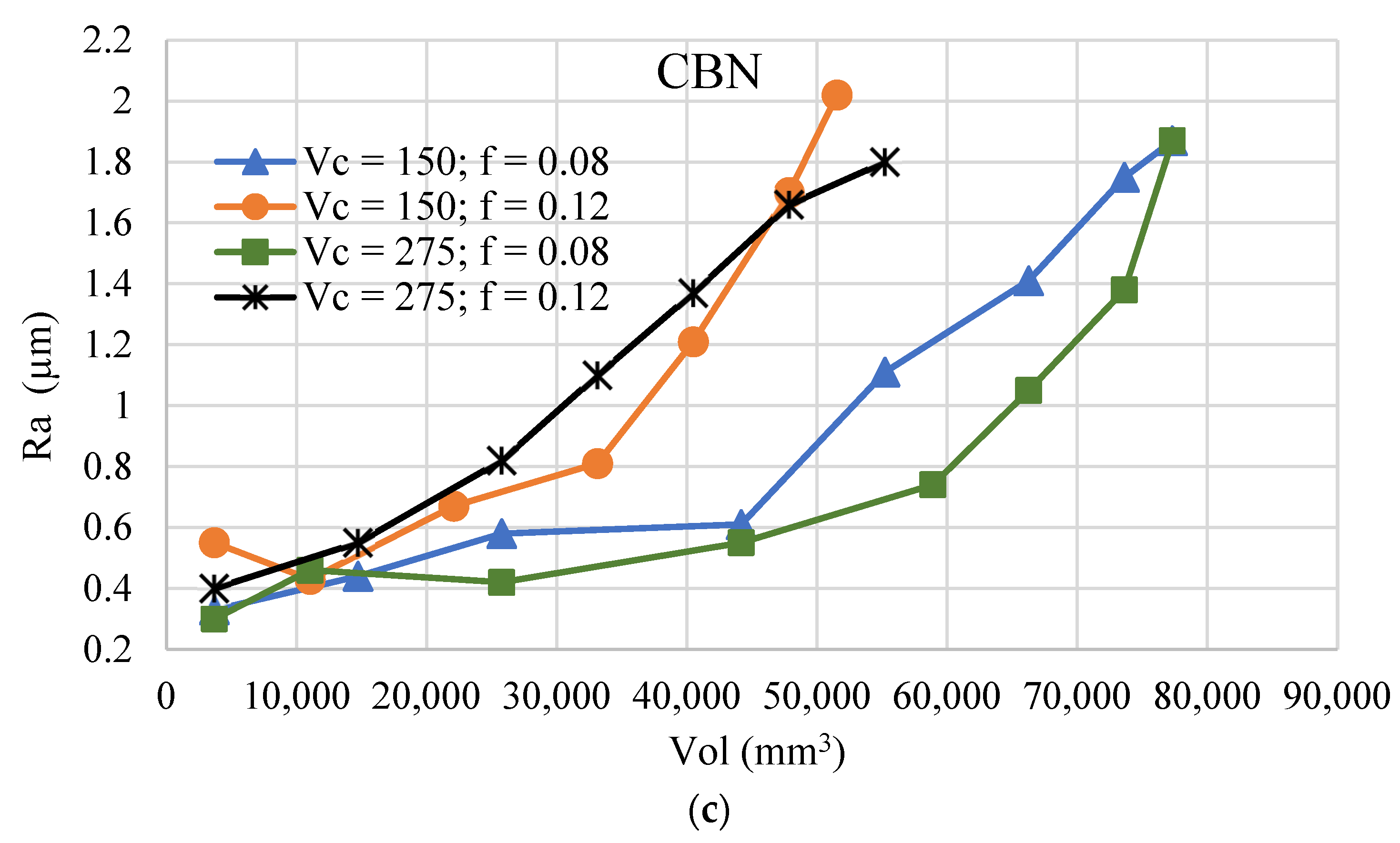
- Tool life (TL) measured in terms of total volume (mm3) of work material removed. To evaluate the TL for each run, the averaged arithmetic surface roughness (Ra) and the average width of flank wear land (VB) are measured at the various levels of volume of work material removed (Vol). The run is terminated as soon as a tool life criterion is met, and the TL is taken as the instantaneous value of Vol. The tool life criterion is explained in the next paragraph.
- Process Cost (PC), evaluated in BND/dm3 (Brunei dollars per cubic decimeter of the work material removed in the machining process). The PC is the summation of the tooling cost and the time-dependent cost. The details are provided in the upcoming paragraphs.
- Material Removal Rate (MRR), evaluated in mm3/sec. MRR is a measure of the process’s productivity and represents the volume of work material removed per unit of time. Being a deterministic measure, MRR is usually calculated rather than measured.
2.3. Work Material and Tooling
2.4. Measurements
2.5. Machine Tool and Fixed Parameters
3. Results
3.1. Progressive Tool Wear and Work Surface Roughness
3.2. Tool Life
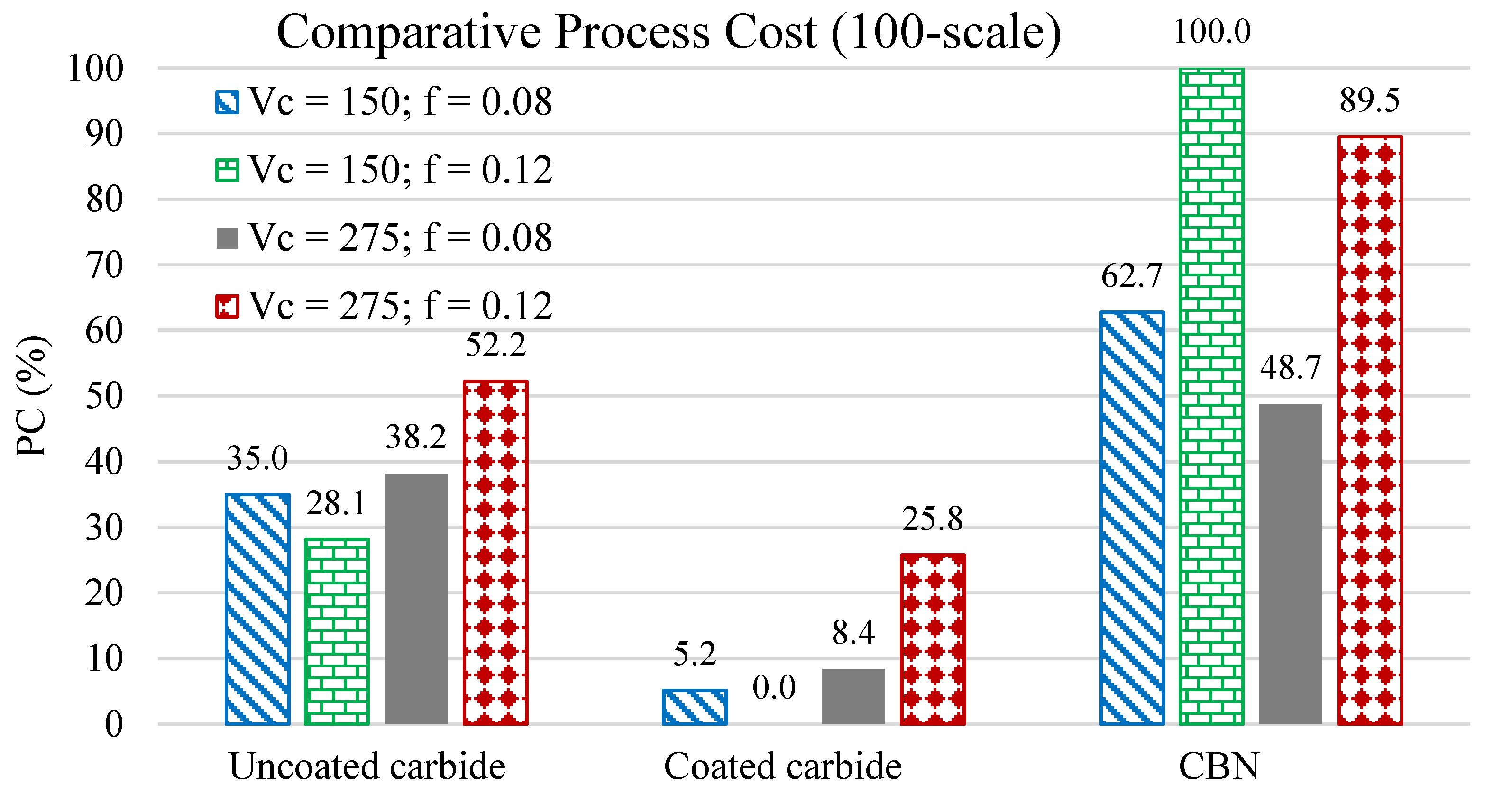
3.3. Process Cost and Productivity
4. Discussion
5. Conclusions
- The critical finding of the work is that adoption of a worksurface roughness-based tool life criterion leads to prolonging the working life of a cutting tool without compromising the acceptable work quality or process’s productivity. On average, a 23% elongation in tool life is recorded for the set of experiments presented in this study.
- Using coated tungsten carbide inserts for machining an alloy steel is a much more sustainable option than using uncoated carbide inserts or CBN inserts. They run exceedingly longer than uncoated carbide inserts and are exceptionally more economical than CBN inserts. Nevertheless, even the coated carbide inserts start losing viability as the material removal rate (productivity) is increased.
- CBN inserts respond firmly, in terms of tool damage, to an increase in cutting speed, but their procurement cost remains too high to justify the resulting gain in productivity.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Krolczyk, G.M.; Maruda, R.W.; Krolczyk, J.B.; Wojciechowski, S.; Mia, M.; Nieslony, P.; Budzik, G. Ecological trends in machining as a key factor in sustainable production—A review. J. Clean. Prod. 2019, 218, 601–615. [Google Scholar] [CrossRef]
- Iqbal, A.; Al-Ghamdi, K.A.; Hussain, G. Effects of tool life criterion on sustainability of milling. J. Clean. Prod. 2016, 139, 1105–1117. [Google Scholar] [CrossRef]
- Chen, Y.-L.; Cai, Y.; Shimizu, Y.; Ito, S.; Gao, W.; Ju, B.-F. On-machine measurement of microtool wear and cutting edge chipping by using a diamond edge artifact. Precis. Eng. 2016, 43, 462–467. [Google Scholar] [CrossRef]
- Ponce, M.B.; Vazquez-Martinez, J.M.; Davim, J.P.; Gomez, J.S. Analysis of Secondary Adhesion Wear Mechanism on Hard Machining of Titanium Aerospace Alloy. Materials 2019, 12, 2015. [Google Scholar] [CrossRef] [Green Version]
- Takeyama, H.; Murata, R. Basic Investigation of Tool Wear. J. Eng. Ind. 1963, 85, 33–37. [Google Scholar] [CrossRef]
- Kazinczy, M. Tool life criterion of single point tools when cutting with NC machine tools. Int. J. Prod. Res. 1971, 9, 529–534. [Google Scholar] [CrossRef]
- Trent, E.M.; Wright, P.K. Metal Cutting, 4th ed.; Butterworth-Heinemann: Boston, MA, USA, 2000. [Google Scholar]
- Zhang, S.; Li, J.-F. Tool wear criterion, tool life, and surface roughness during high-speed end milling Ti-6Al-4V alloy. J. Zhejiang Univ. A 2010, 11, 587–595. [Google Scholar] [CrossRef]
- Bonifacio, M.; Diniz, A. Correlating tool wear, tool life, surface roughness and tool vibration in finish turning with coated carbide tools. Wear 1994, 173, 137–144. [Google Scholar] [CrossRef]
- Jafarian, F.; Umbrello, D.; Golpayegani, S.; Darake, Z. Experimental Investigation to Optimize Tool Life and Surface Roughness in Inconel 718 Machining. Mater. Manuf. Process. 2015, 31, 1683–1691. [Google Scholar] [CrossRef]
- Jain, V.; Raj, T. Tool life management of unmanned production system based on surface roughness by ANFIS. Int. J. Syst. Assur. Eng. Manag. 2016, 8, 458–467. [Google Scholar] [CrossRef]
- Iqbal, A.; Dar, N.U.; He, N.; Khan, I.; Li, L. Optimizing cutting parameters in minimum quantity of lubrication milling of hardened cold work tool steel. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2008, 223, 43–54. [Google Scholar] [CrossRef]
- Hasçalık, A.; Çaydaş, U. Optimization of turning parameters for surface roughness and tool life based on the Taguchi method. Int. J. Adv. Manuf. Technol. 2007, 38, 896–903. [Google Scholar] [CrossRef]
- Sun, H.; Liu, Y.; Pan, J.; Zhang, J.; Ji, W. Enhancing cutting tool sustainability based on remaining useful life prediction. J. Clean. Prod. 2019, 244, 118794. [Google Scholar] [CrossRef]
- Sun, H.; Liu, C.; Chen, J.; Gao, M.; Shen, X. A Novel Method of Sustainability Evaluation in Machining Processes. Processes 2019, 7, 275. [Google Scholar] [CrossRef] [Green Version]
- Lv, L.; Deng, Z.; Liu, T.; Wan, L.; Huang, W.; Yin, H.; Zhao, T. A Composite Evaluation Model of Sustainable Manufacturing in Machining Process for Typical Machine Tools. Processes 2019, 7, 110. [Google Scholar] [CrossRef] [Green Version]
- Shin, S.-J.; Kim, Y.-M.; Meilanitasari, P. A Holonic-Based Self-Learning Mechanism for Energy-Predictive Planning in Machining Processes. Processes 2019, 7, 739. [Google Scholar] [CrossRef] [Green Version]
- Mamalis, A.; Kundrák, J.; Horváth, M. Wear and Tool Life of CBN Cutting Tools. Int. J. Adv. Manuf. Technol. 2002, 20, 475–479. [Google Scholar] [CrossRef]
- Dogra, M.; Sharma, V.; Sachdeva, A.; Suri, N. Tool life and surface integrity issues in continuous and interrupted finish hard turning with coated carbide and CBN tools. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 226, 431–444. [Google Scholar] [CrossRef]
- Hood, R.; Soo, S.L.; Aspinwall, D.K.; Mantle, A.L. Tool life and workpiece surface integrity when turning an RR1000 nickel-based superalloy. Int. J. Adv. Manuf. Technol. 2018, 98, 2461–2468. [Google Scholar] [CrossRef] [Green Version]
- Abidi, Y. Analysis of the compromise between cutting tool life, productivity and roughness during turning of C45 hardened steel. Prod. Eng. Arch. 2021, 27, 30–35. [Google Scholar] [CrossRef]
- Iqbal, A.; Zhang, H.-C.; Kong, L.L.; Hussain, G. A rule-based system for trade-off among energy consumption, tool life, and productivity in machining process. J. Intell. Manuf. 2013, 26, 1217–1232. [Google Scholar] [CrossRef]
- Rajemi, M.; Mativenga, P.; Aramcharoen, A. Sustainable machining: Selection of optimum turning conditions based on minimum energy considerations. J. Clean. Prod. 2010, 18, 1059–1065. [Google Scholar] [CrossRef]
- Agrawal, C.; Wadhwa, J.; Pitroda, A.; Pruncu, C.I.; Sarikaya, M.; Khanna, N. Comprehensive analysis of tool wear, tool life, surface roughness, costing and carbon emissions in turning Ti–6Al–4V titanium alloy: Cryogenic versus wet machining. Tribol. Int. 2020, 153, 106597. [Google Scholar] [CrossRef]
- ISO 3685:1993(en); Tool-Life Testing with Single-Point Turning Tools. (ISO Online Browsing Platform). ISO: Geneva, Switzerland. Available online: https://www.iso.org/obp/ui/#iso:std:iso:14577:-1:ed-2:v1:en (accessed on 19 April 2022).
- Astakhov, V.P. The assessment of cutting tool wear. Int. J. Mach. Tools Manuf. 2004, 44, 637–647. [Google Scholar] [CrossRef]
- Wong, T.; Kim, W.; Kwon, P. Experimental support for a model-based prediction of tool wear. Wear 2004, 257, 790–798. [Google Scholar] [CrossRef]
- Neo, K.; Rahman, M.; Li, X.; Khoo, H.; Sawa, M.; Maeda, Y. Performance evaluation of pure CBN tools for machining of steel. J. Mater. Process. Technol. 2003, 140, 326–331. [Google Scholar] [CrossRef]
- Huang, Y.; Chou, Y.K.; Liang, S.Y. CBN tool wear in hard turning: A survey on research progresses. Int. J. Adv. Manuf. Technol. 2006, 35, 443–453. [Google Scholar] [CrossRef]
- Grzesik, W.; Nieslony, P. Prediction of friction and heat flow in machining incorporating thermophysical properties of the coating–chip interface. Wear 2004, 256, 108–117. [Google Scholar] [CrossRef]
- Okada, M.; Hosokawa, A.; Tanaka, R.; Ueda, T. Cutting performance of PVD-coated carbide and CBN tools in hardmilling. Int. J. Mach. Tools Manuf. 2011, 51, 127–132. [Google Scholar] [CrossRef]
- Komaraiah, M.; Manan, M.; Reddy, P.N.; Victor, S. Investigation of surface roughness and accuracy in ultrasonic machining. Precis. Eng. 1988, 10, 59–65. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S/No. | Item | Category | Cost | Remarks |
|---|---|---|---|---|
| 1 | Uncoated carbide insert | Tooling | 9.15 BND | Three cutting edges per insert |
| 2 | Coated carbide insert | Tooling | 12 BND | Three cutting edges per insert |
| 3 | CBN insert | Tooling | 41.5 BND | Three cutting edges per insert |
| 4 | Machine operator | Time-dependent | 1500 BND/month | 22 eight-hour-long working shifts in a month |
| 5 | Machine tool | Time-dependent | 280,000 BND | Salvage value = 10,000 BND |
| 6 | Electricity tariff | Time-dependent | 0.23 BND/kWh | Machine tool power = 1500 W; HVAC/Lighting power = 1200 W |
| S/No. | Vc (m/min) | N (r/min) | f (mm/r) | Vf (mm/min) * | MRR (mm3/s) |
|---|---|---|---|---|---|
| 1 | 150 | 763.9 | 0.08 | 61.1 | 99.6 |
| 2 | 275 | 1400.6 | 0.08 | 112 | 182.6 |
| 3 | 150 | 763.9 | 0.12 | 91.7 | 149.4 |
| 4 | 275 | 1400.6 | 0.12 | 168.1 | 273.9 |
| Vc (m/min) | f (mm/rev) | Uncoated Carbide Inserts | Coated Carbide Inserts | CBN Inserts | |||
|---|---|---|---|---|---|---|---|
| TL (mm3) | VB (mm) | TL (mm3) | VB (mm) | TL (mm3) | VB (mm) | ||
| 150 | 0.08 | 25,420 | 0.42 | 76,557 | 0.462 | 75,552 | 0.481 |
| 150 | 0.12 | 24,403 | 0.391 | 65,479 | 0.406 | 47,980 | 0.442 |
| 275 | 0.08 | 19,635 | 0.41 | 45,632 | 0.429 | 77,162 | 0.538 |
| 275 | 0.12 | 15,376 | 0.359 | 28,926 | 0.393 | 48,852 | 0.468 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Iqbal, A.; Zhao, G.; Cheok, Q.; He, N.; Nauman, M.M. Sustainable Machining: Tool Life Criterion Based on Work Surface Quality. Processes 2022, 10, 1087. https://doi.org/10.3390/pr10061087
Iqbal A, Zhao G, Cheok Q, He N, Nauman MM. Sustainable Machining: Tool Life Criterion Based on Work Surface Quality. Processes. 2022; 10(6):1087. https://doi.org/10.3390/pr10061087
Chicago/Turabian StyleIqbal, Asif, Guolong Zhao, Quentin Cheok, Ning He, and Malik M. Nauman. 2022. "Sustainable Machining: Tool Life Criterion Based on Work Surface Quality" Processes 10, no. 6: 1087. https://doi.org/10.3390/pr10061087
APA StyleIqbal, A., Zhao, G., Cheok, Q., He, N., & Nauman, M. M. (2022). Sustainable Machining: Tool Life Criterion Based on Work Surface Quality. Processes, 10(6), 1087. https://doi.org/10.3390/pr10061087