1. Introduction
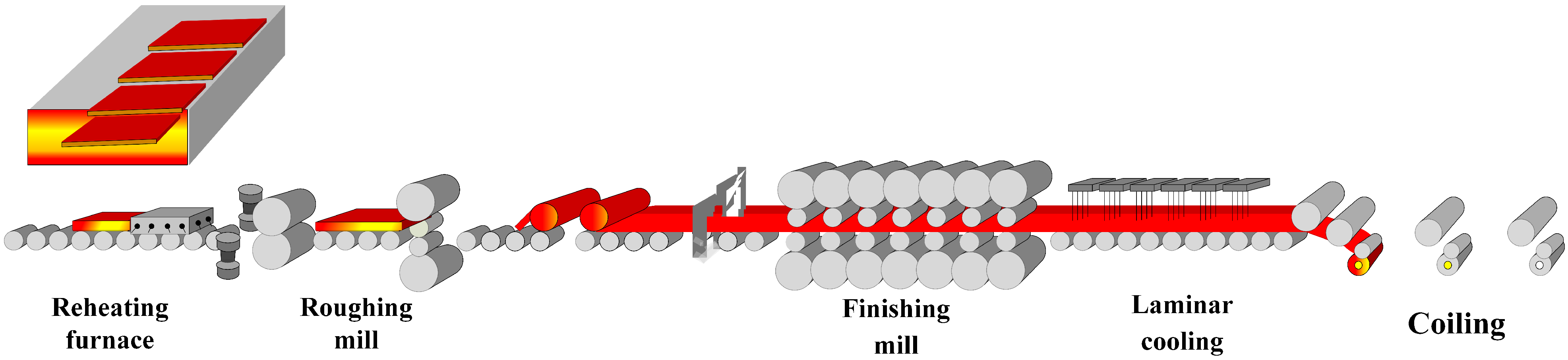
With the increasing demand for steel strips in the market, its performance is required to be higher and higher. The laminar cooling process (LCP) is an important procedure in hot steel strip rolling, which is used to cool the steel strip from an initial temperature of roughly 800–950
C down to a coiling temperature (CT) of roughly 550–700
C [
1,
2]. The CT of the steel strip after cooling process is one of the related parameters that determine the mechanical and physical performance of the steel strip. Problems or faults in the LCP, such as spray failure, side-spray system failure, and an abnormal high-level water tank, are unavoidable with the characteristics of variable operating conditions and harsh environment. If they cannot be monitored and controlled effectively, the mechanical and physical performance of the steel strip will be poor and the quality of the product will be affected eventually. Therefore, the research on modeling and process monitoring for the LCP plays a key role in improving the safety and stability of hot steel strip rolling.
The mechanism of the LCP is complex, with characteristics such as strong nonlinearity, time-varying parameters, and distributed parameters [
3]. The models of the LCP commonly used for industry include the exponential model, statistical model, and differential model [
4,
5,
6]. Most of these models are obtained through experiments or statistics under certain assumptions, and the accuracy is affected by the field experiment and operating conditions. In order to obtain a precise CT, a substantial body of the research has emerged, addressing the problem of modeling and monitoring for the LCP [
7,
8,
9,
10,
11,
12,
13]. Many scholars have improved the mathematical model of the LCP based on the thought of the empirical formula and the multi-model [
8,
9]. Cai et al. [
10] accurately described the variation of the CT through the numerical calculation model, which provided an effective way for further analyzing the mechanical variation and microstructure evolution of hot steel strip rolling. Various factors affecting the CT should also be analyzed and the compensating cooling mathematical model was proposed to solve the problems of the selection of the model parameters and the large sampling period [
11]. Artificial intelligence technologies such as neural networks and support vector machines are often used to optimize the accuracy of the CT for the LCP [
12,
13]. These models only consider the impact of the current inputs and environmental conditions on the system. Later, it has been found that the differential equations based on the mechanism of heat conduction can effectively describe the heat conduction modes in the whole cooling zone, and the distribution and the drop curve of the strip temperature can be estimated by solving the differential equations [
14]. The control of the LCP is also studied for monitoring the strip temperature, for which the extended Kalman filter method was implemented to predict the CT, and the model predictive control was adopted to improve the precision of it [
15]. Reducing the vibration of the process machine is also a useful method to improve the quality of the metal forming [
16]. Pian et al. [
17] proposed a model intelligent identification method about the temperature variation of heat conduction, which effectively improved the calculation accuracy of the coiling temperature. However, the above methods, which are called lumped parameter methods, only analyze the temperature variation of the steel strip in the time domain and ignore the influence of the variation of the boundary conditions and parameters on the system in the spatial domain. Traditional lumped parameter methods hardly describe the temperature variation in the whole cooling zone. Considering that the inputs, outputs, and even parameters can vary both temporally and spatially, and can be affected by the operating conditions, the distributed parameter systems (DPSs) are used to describe the LCP. It can accurately monitor the temperature variation of the steel strip in the spatial domain and meet the requirements of the temperature uniformity in a large spatial range.
Compared to lumped parameter systems (LPSs), the spatially distributed feature of DPSs is described by partial differential equations (PDEs), leading to the time–space nature and the degrees of freedom with infinite dimensions [
18]. There has been much progress in the area of modeling in DPSs, which enriches the research of process monitoring [
19,
20,
21]. Since there are a finite number of actuators and sensors for practical sensing and there is limited computing power for implementation, such infinite-dimensional systems need to be approximated by finite-dimensional systems, which is called model reduction [
22]. It is obviously that the model reduction method with time–space separation becomes the main idea to solve the problem of monitoring for DPSs.
In recent years, process monitoring methods have been widely investigated, including model-based and data-driven methods [
23,
24,
25]. The problem of process monitoring with infinite-dimensional properties has received significantly more attention in the existing literature. It was first considered by Demetriou, who looked at infinite-dimensional properties in space domain, and the Galerkin method was used to approximate the model to detect the fault by estimating the variation of the parameters [
26]. Li et al. [
27] proposed a fuzzy fault-detection filter for the hyperbolic DPSs, which were reconstructed by the T–S fuzzy model with a spatial-differential linear matrix inequality. The lumped models with a finite-dimensional order neglect the higher order; however, important modes of the system, which could lead to control or observation, spill over. To maintain the dynamic characteristic, an infinite-order observer is usually constructed for the original PDEs. Cai et al. [
28] proposed a Luenberger observer to estimate the output of the system, then, the residual was proved to the convergence in the absence of disturbance, which could be reduced to a low-order one. The original infinite-dimensional data were mapped into the finite-dimensional subspace for the infinite-dimensional system to obtain a high accuracy of the residual [
29]. However, these methods only depend on the mechanism analysis of the object, which is poor for analyzing the process data and being combined with them. If the mechanism of the LCP cannot be analyzed sufficiently, it is difficult to obtain practical results with the model-based method of process monitoring.
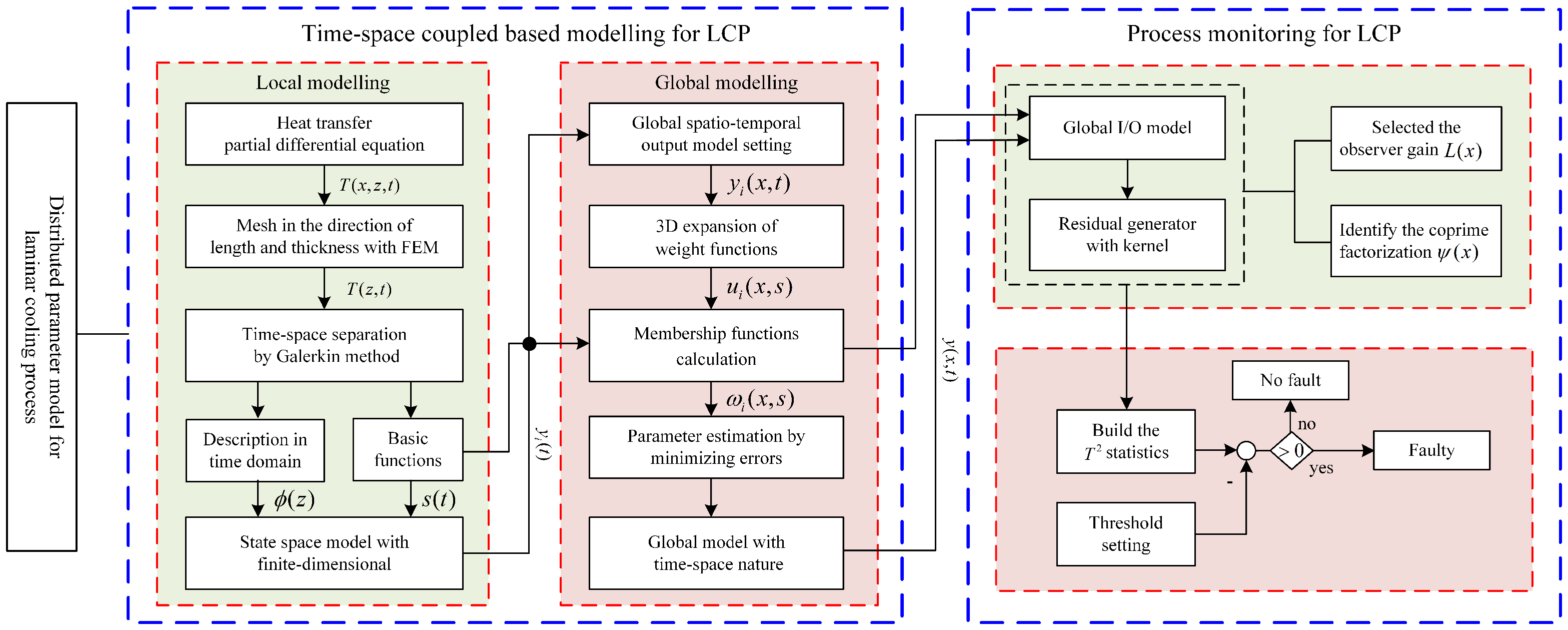
Traditional modeling and process monitoring methods of DPSs only consider the system with a single model. Laminar cooling is an industrial process with a long procedure, in which it is difficult to describe the variation of the strip temperature with the time–space-coupled by a single model of DPSs. Based on this problem, the studies of modeling and process monitoring for the LCP need to construct a global monitoring model for data-driven realization. Firstly, a framework of modeling and process monitoring of the time–space nature is proposed for the LCP. Secondly, the finite element method is combined with the Galerkin method to describe the temperature variation in each cooling zone, and the global spatio-temporal output model for the LCP is constructed with the three-domain integration method. Finally, based on the global model, a residual generator is designed with kernel method to monitor the variation of the strip temperature when faults occur.
The rest of this paper is organized as follows: The laminar cooling process of hot steel strip rolling and its distributed parameter model is described in
Section 2. In
Section 3, the variation of the strip temperature in each cooling zone is analyzed and a global model is constructed to calculate the time–space output of the process. The process monitoring framework for the LCP is obtained in
Section 4. In
Section 5, both simulation and experiment results are presented. This article ends with concluding remarks in the last section.
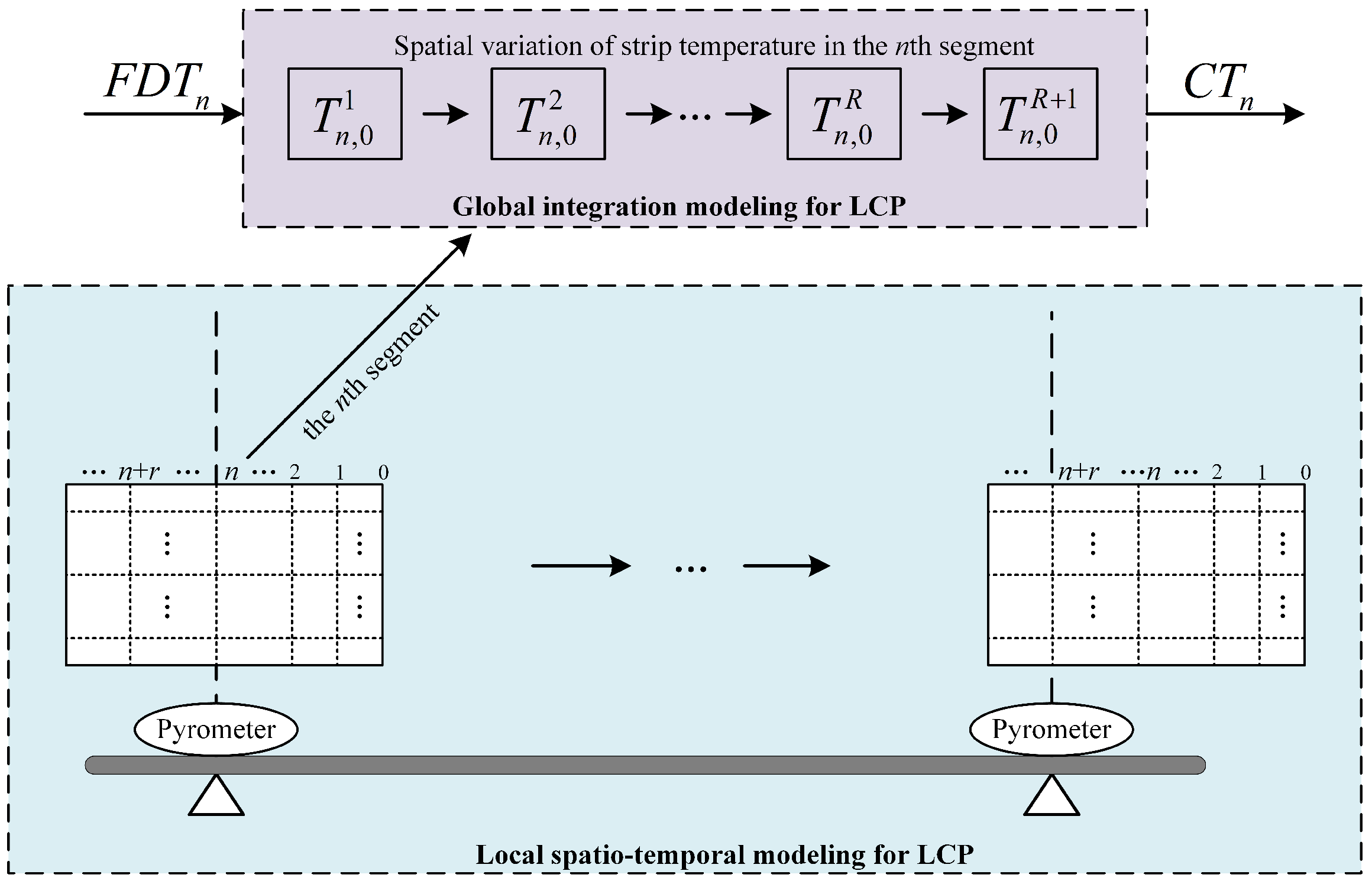
3. Time–Space Coupled Based Modeling for Laminar Cooling Process
Since the steel strip runs to different cooling zones with different heat transfer conditions, the model is established to monitor the temperature variation in the whole cooling zone. A global modeling method with a time–space-coupled nature for the LCP is adopted to solve the problem. For one thing, the whole system is divided into many subsystems and each subsystem is considered by time–space separation. For another, the multi-model integration method is adopted to establish the transition relationship among subsystems to describe the whole cooling section.
3.1. Local Modeling for Laminar Cooling Process
Suppose the upper and lower surfaces of the steel strip are cooled by water spraying, the temperature between surface and the core of the steel strip will be larger in a short time and a temperature gradient in the thickness direction will be formed. The average temperature in the direction of the thickness cannot be used, which will cause great error. As a result, it is difficult to effectively describe the temperature variation of the steel strip. The nodes of the steel strip, which are influenced with each other in the direction of thickness, should be considered for each cooling zone. The finite element method (FEM) constructs the model with the space-division technique, which is suitable for the LCP. With the mesh division of the steel strip, the current temperature variation can be calculated by the transfer conduction between the steel strip and water or air.
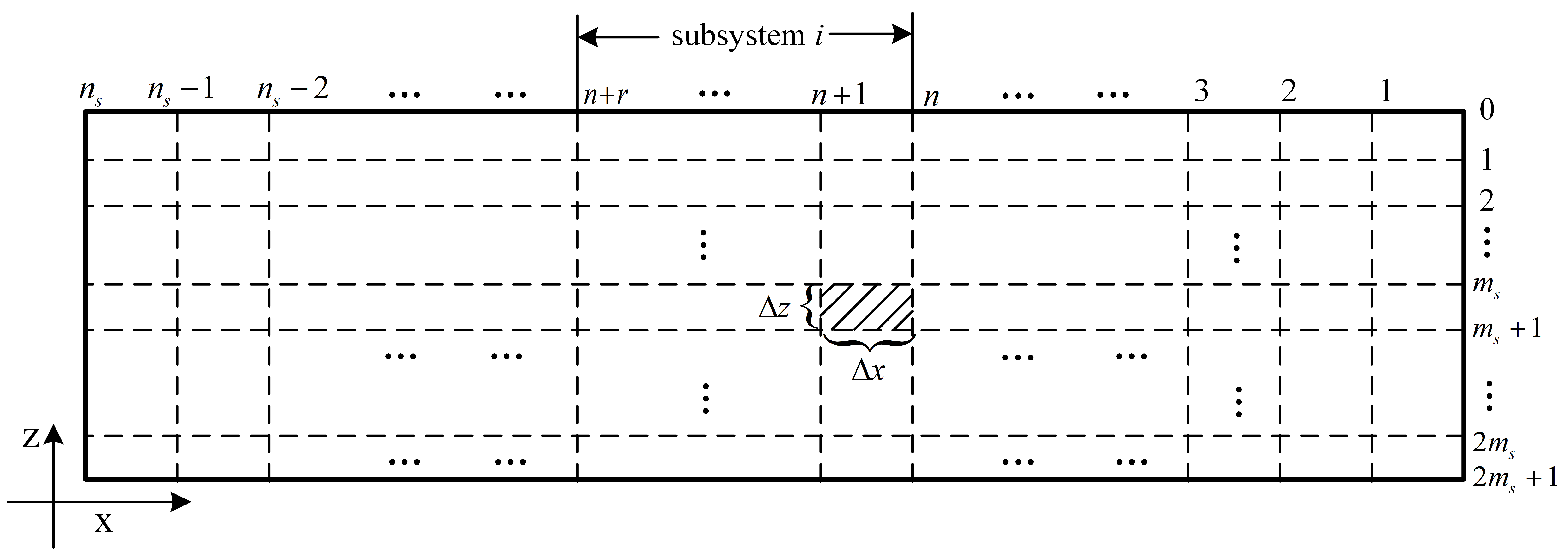
The first step of the FEM is to specify the approximate mesh for each subsystem. In the direction of the length, due to the variation of the velocity on the whole rolling line, the temperature and the velocity of the steel are always fluctuating. In order to reduce the influence of the fluctuation on the temperature field model, the steel strip is processed into blocks at the inlet and the outlet of each cooling zone in addition to the overall meshing of the steel strip. That is, the distance of the steel strip in the cooling zone of every is defined as the length of a zone of steel strip, and the variation of temperature and velocity of the steel strip can be ignored in the time domain. Each cooling zone is divided into grids. In the direction of the thickness, the strip is evenly divided into layers to reduce the calculation error of the CT caused by the temperature gradient.
Denote the number of the grid in
x-direction by
and
z-direction by
, as shown in
Figure 3.
and
are the length and the thickness of each grid. For convenience of expression in this section,
is adopted instead of
to denote the state when the steel strip runs into the
ith subsystem.
are basic functions of the state variables, which mean the weight of each node temperature in the direction of the thickness. The selection of the spatial basis function is of great importance for modeling in DPSs.
Define
, which is regarded as the external inputs of the system. Then
Equation (
4) is called strong form. In order to obtain the solution in a numerical way, the so-called weak form is generally required with model reduction methods. Let
S be the function space of trial functions, which spans the exact solutions as
. To obtain the solution of the weak form, multiply both sides of (
4) with
and integrate over
, then integrate by parts, which gives
The Galerkin method offers one possibility to approximate the exact solution in a pre-defined
m-dimensional function subspace, in which
S and
. The spatio-temporal variable
can be expanded in
S as follows:
where
are basic functions of the state variables and the standard basic functions for the FEM are piece-wise polynomials, among which the first-order ones are widely used for mathematical simplicity and numerical efficiency as follows:
where
. In order to reduce the numerical approximation error, either mesh size or polynomial order could be selected approximately.
Substitute (
6) into (
5) and replace the function
to the spatial term in (
5) with variational basic function
, then
which can be arranged as a state-space equation in the time domain:
where
. Imposing the boundary condition (
2) will apparently make the equations overdetermined
, then an
-order finite-dimensional model can be obtained:
The right-hand side of (
10) is considered as the actuator input
, which means the number of switches, the flux of the cooling water, and the disturbance in each group of headers are as follows:
Denote
, and the alternative representation of (
10) is
where
,
. The output of the system
is considered as the measurement of the CT on the top and the bottom surfaces, as follows:
where
,
with
denoting
r sensor locations in the direction of the length for the LCP.
denotes the output of the local model in each cooling zone. However, due to different production and working conditions in different cooling zones, the system often works at different multiple operating points with a long procedure. The local distributed parameter model of the LCP contains spatial functions and state variations in the time domain. It is necessary to monitor the output of the steel strip in the whole cooling zone, which requires the spatial integration method to establish the transition relationship among the cooling zones. This method will be described in detail in the next section.
3.2. Global Modeling for Laminar Cooling Process
To obtain a global model, direct modeling and experiments in a large operating range with strong nonlinearity and time-varying characteristics are challenging. The characteristics of the system in the spatial domain corresponding to each actuator are different in DPSs. The states varying in each cooling zone are affected by the adjacent zones. To enhance the modeling capability, spatial integration with the multi-modeling method is required to obtain a global model with a scheduling weight function at a large operating range [
34]. Some studies in multi-modeling of DPSs are available in the literature, such as membership functions [
35], finite Gaussian mixture models [
36], kernel models [
37], and collocation methods [
38]. The membership function method can realize the smooth transition of the subspace and system identification of the working conditions. The output of the global model can be obtained by constructing the functional relationship between the reference point and the state in the subspace.
Each local model has different weights in different spatial locations. However, the scheduling function only depends on the time variable
t and the spatial variable
x.
is regarded as the membership function in the
ith cooling zone. To ensure the smooth transition, one way is to use traditional integration with the membership function method by reference [
35]:
where
is the spatio-temporal output of the
ith subsystem,
x denotes the distance between the
ith subsystem and the outlet of the finish rolling,
R denotes the number of spray headers, and
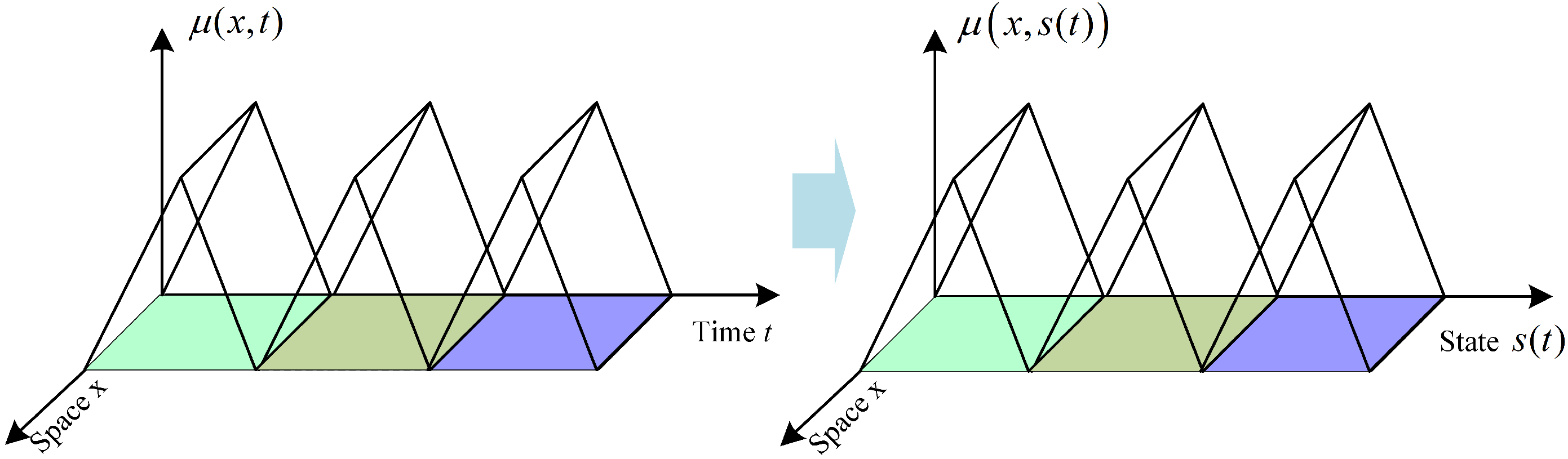
denotes the air cooling zone after the water cooling zone. However, different from the traditional integration method in LPSs, the weights depend on both the system states and spatial locations of
, where
is the state with a time–space-coupled nature of the whole system. To guarantee a smooth transition between the local model, a three-domain (3D) integration method is used to provide a global spatio-temporal model, where the weights depend on the system states (temporal variables) and spatial locations, which are shown in
Figure 4. The global model is illustrated as follows:
Next, the functional relationship between the local model and the global one can be constructed. In the
x-direction of the system, the global state
with a time–space-coupled nature can be calculated by the finite-dimensional method. For the global model, the output of the system
can be constructed using a set of
m-lagged field distributions:
Define the variable
, which can be transformed into
, and the membership function can be approximated by
The interconnection of these subsystems could be regarded as a cooperative regulation problem, and the weight functions would be calculated with the consistency analysis, as follows, by reference [
39]:
Then, the state vector is decomposed with time–space separation.
has been selected as the spatial vector of the local output to obtain the relationship between the state and the membership function of the global model. Denote
, then
For each model,
can be estimated by minimizing the following cost function
where
are unknown parameters, which can be estimated by minimizing the following cost function:
where
is the output in each cooling zone. The solution can be obtained by many nonlinear optimization algorithms [
40], and this step will minimize the global model error.
are spatio–temporal bases related to the membership function (
20). After these weighting functions are obtained, the integrated global model can be used to formulate a spatio-temporal model for monitoring.
denotes the spatial variation of the CT in the direction of the length for the LCP, that is, the desired drop curve of the strip temperature into the geometrically location-dependent temperature profile from the finishing mill to the coiler.
The time–space variation of the CT for the LCP is shown in
Figure 5.
5. Case Studies
In this section, a simulation study is carried out to verify the reliability and effectiveness of the proposed method in modeling and monitoring for the LCP. Carbon Q235B-type steel is taken as an example and the data are the actual operation data of a steel plant. The parameters of the Q235B steel strip are shown in
Table 1.
5.1. Validation of the Model for Laminar Cooling Process
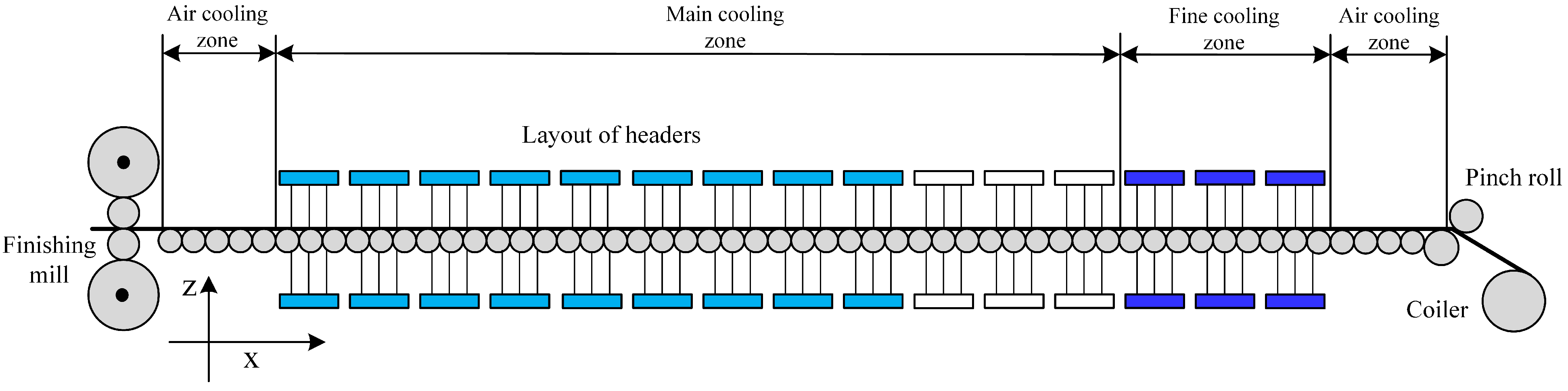
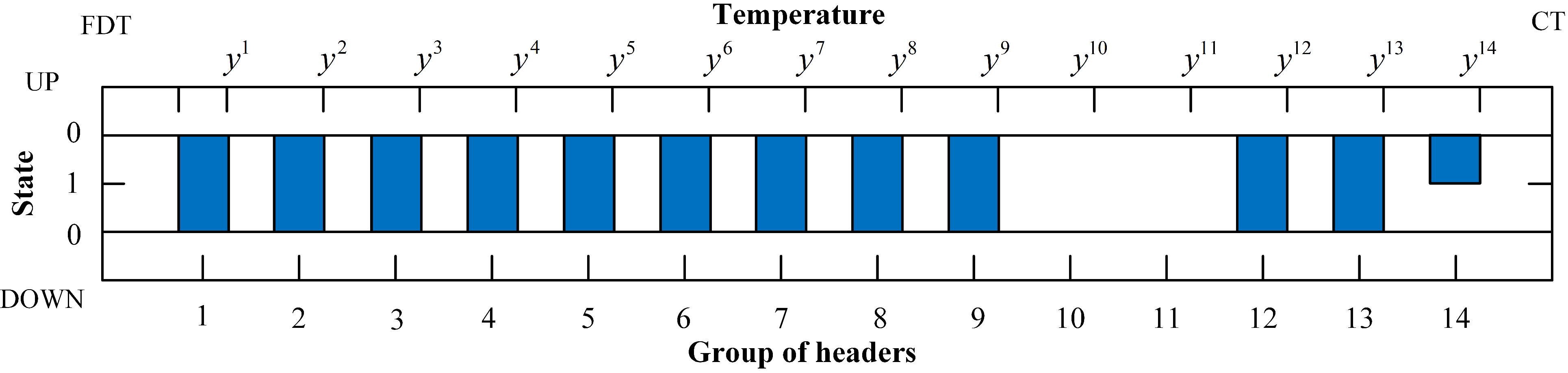
The laminar cooling process studied in this paper is illustrated in
Figure 2. There are 14 header banks in laminar cooling equipment as
–
, which all include top and bottom headers. The initial state of the spray headers is shown in
Figure 7.
–
are open with the water flux of
and the top and bottom surfaces of the steel strip both transfer heat with the cooling water, which is called top and bottom water cooling.
–
are closed, and the top and bottom surface of the steel strip both transfer heat with air, which is called top and bottom air cooling. The last three banks are regarded as the fine cooling zone, with a water flux of
, and the state of the
header is set to be open in the top and closed in the bottom.
The strip data of actual production are applied to validate the global model for the LCP. Five groups of measured steel strip data are selected, and each group of the strip data includes 160 segments of input and output. The steel strip is divided into several zones with a period of 1 s. The control system gives the set value of the number of the total opening in a cycle of 1 s. When the head of the steel strip enters the cooling zone, the control period is consistent with the time step. The inlet of the cooling zone has monitored the temperature and speed of the steel strip in a period of 1 s, and the outlet detected the coiling temperature of the steel strip, also. As for the method of model reduction, the open dynamic system mentioned above is divided into eight segments in the z-direction and 16 segments in the x-direction.
Based on the same specifications and input conditions, the global model of the LCP is established in
Section 3, and is used to calculate the CT, and the accuracy of it is compared with the measured CT. The data with same specifications are shown in
Table 2, which are selected from the same steel strip.
and
denote the sequence number of all and each group of the data.
and
are the number of headers open in the main cooling zone and the fine cooling zone.
G is the strip thickness of finishing rolling.
and
are finishing rolling temperature and velocity of the strip heads, respectively.
,
, and
are the measured data for finishing rolling temperature, velocity, and acceleration of the
nth segment at the exit of finishing mill, respectively. The outputs of the data include the coiling temperature
and coiling velocity
at the cooling zone outlet.
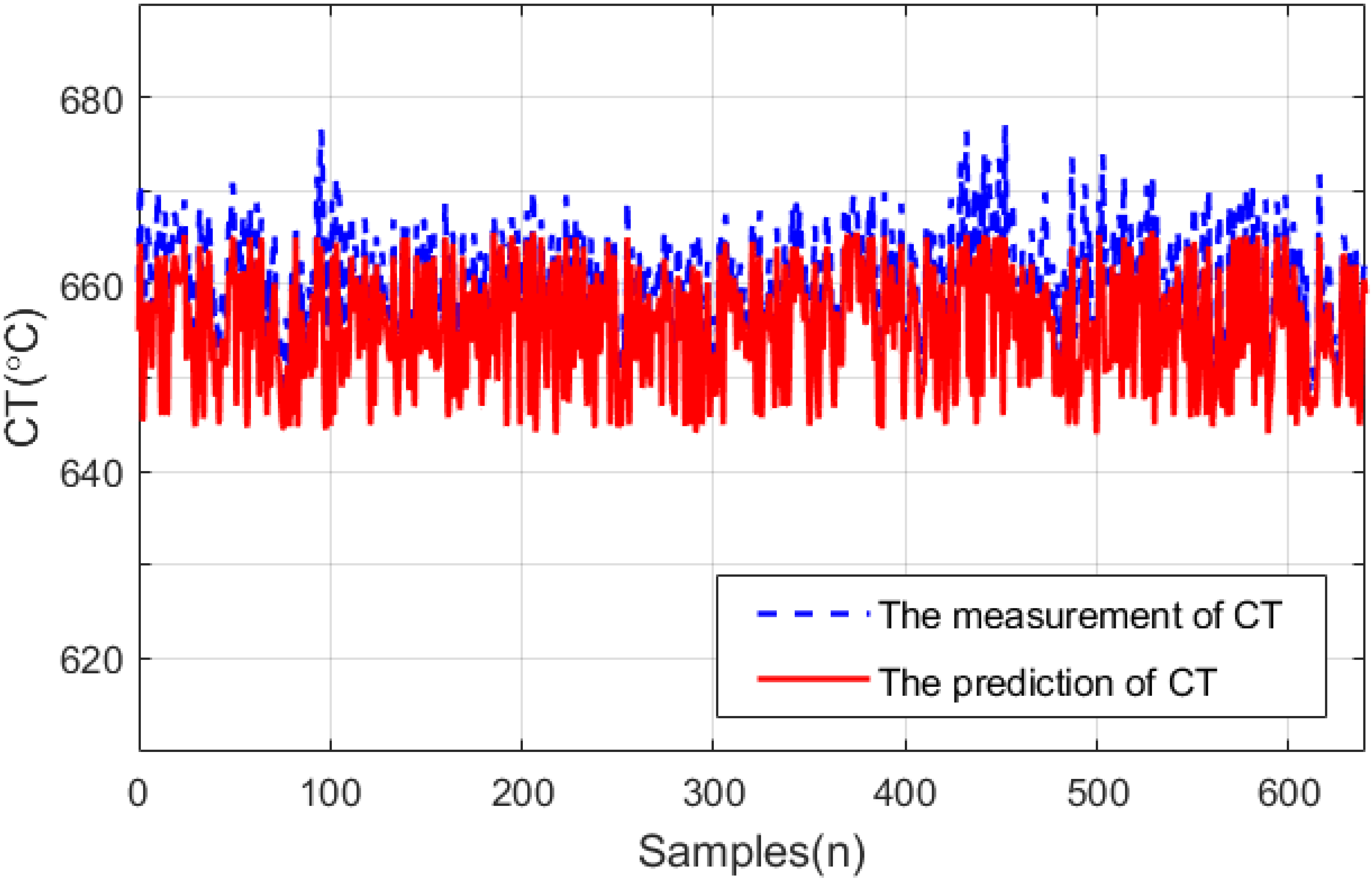
The resulting predictions and the measurements of the CT are shown in
Figure 8. By comparison and calculation of the results, the curve of the predictive CT is very close to that of the measurement. The maximum error between the prediction and the measurements is nearly 13
C. There are 34, 98, and 28 sampling points with errors within 5
C, 5–10
C, and 10–20
C, respectively, as a result of the accumulation of errors in each cooling zone. The prediction curve of the coiling temperature is smoother than the measurement curve with the increase of the sampling points.
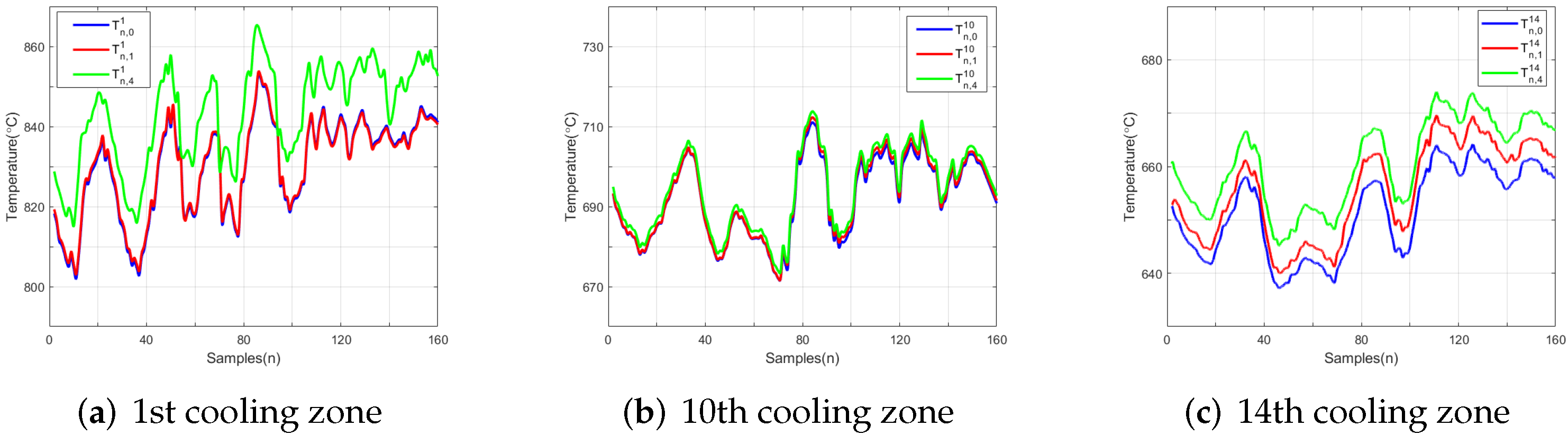
Based on the global model with a time–space coupled nature, the variation of the strip temperature with a variable segment in each cooling zone can be observed. In order to further validate the designed model, the 1st cooling zone (headers are all open, located at the beginning of the main cooling zone), the 10th cooling zone (headers are all closed, located at the back end of the main cooling zone), and the 14th cooling zone (headers are partially open, located at the exit of the fine cooling zone) are selected to observe the spatial variation of the strip temperature from zero, one, and four nodes in the direction of the thickness in each cooling zone.
Simulations are performed to illustrate this in
Figure 9a–c. The top-surface temperature of the steel strip is lower than the middle node of the steel strip due to the heat transfer in the direction of the thickness. Besides, when the strip enters the cooling zone with a different transfer conduction, the temperature variation is also different in the direction of the thickness. The steel strip runs to the 14th cooling zone and the temperature variation in the thickness direction is more obvious than that in other cooling zones. The trend of the temperature variation in each cooling zone is similar to the prediction of the CT, which is also reflected in the temperature gradient in the direction of the thickness.
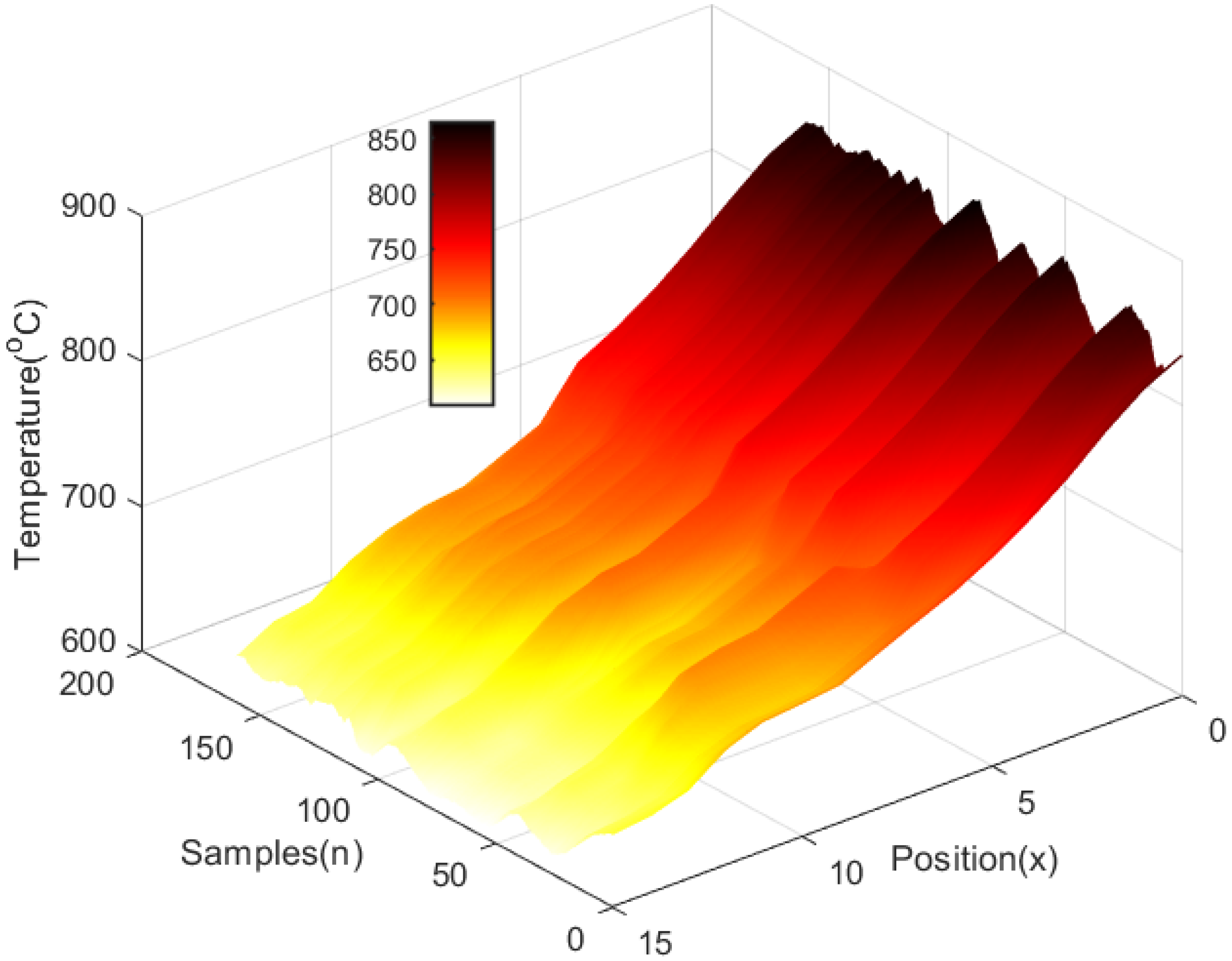
The spatio-temporal output is illustrated in
Figure 10. The three-domain coordinates represent the segment number, each cooling zone, and the temperature of the steel strip. “Temperature-samples” in two-dimensional space denotes the spatial variation in each cooling zone of any node. “Temperature-positions” means the temperature drop curve of the strip into the geometrically location-dependent temperature profile from finishing mill to coiler.
The verification above is carried out in the same specification. In order to validate the model with a different specification, data from four steel strips are used for the experiment (
G,
, and
are different), as seen in
Table 3. The comparison between the prediction and the measurement of the CT for different specifications under the same input conditions is illustrated in
Figure 11. It can be seen that even if the specifications of the steel strip change, the CT calculated by the dynamic model basically fits the measured coiling temperatures with small errors. In conclusion, the global model proposed in this paper is an effective method for the LCP, which could describe the spatial variation of the temperature in the whole cooling zone.
5.2. Performance of Process Monitoring
Based on the constructed residual generators, the abnormal conditions are used to verify the effectiveness of the proposed approach. Faults in the LCP include spray failure, instrument failure, side-spray system failure, and high-level water tank failure. In this section, the spray failure and the instrument failure are selected to observe the spatial variation of the strip temperature when fault occurs. Three fault scenarios are considered as follows:
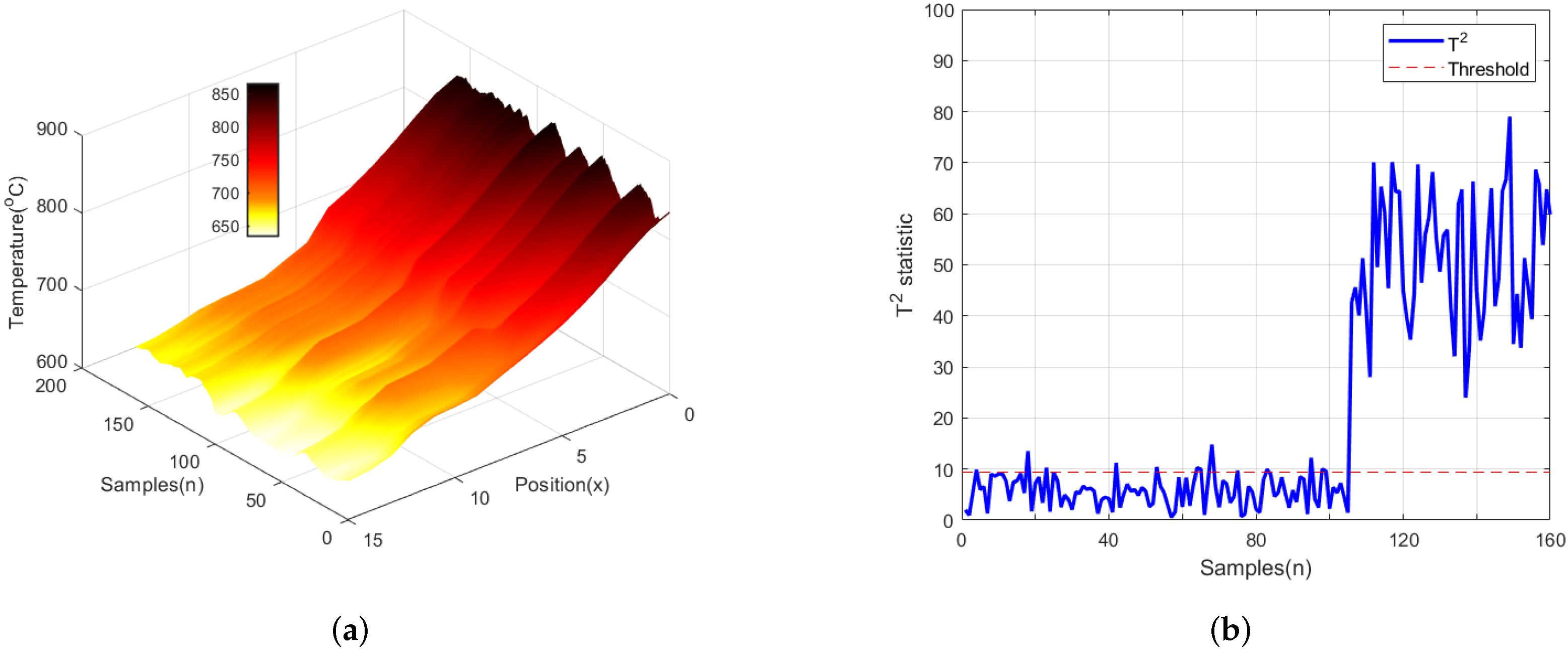
The CT of the LCP is going up due to the failure of the 14th spray headers in the fine cooling zone (the switch of the bottom headers is blocked and the headers fail to close)(105th sample);
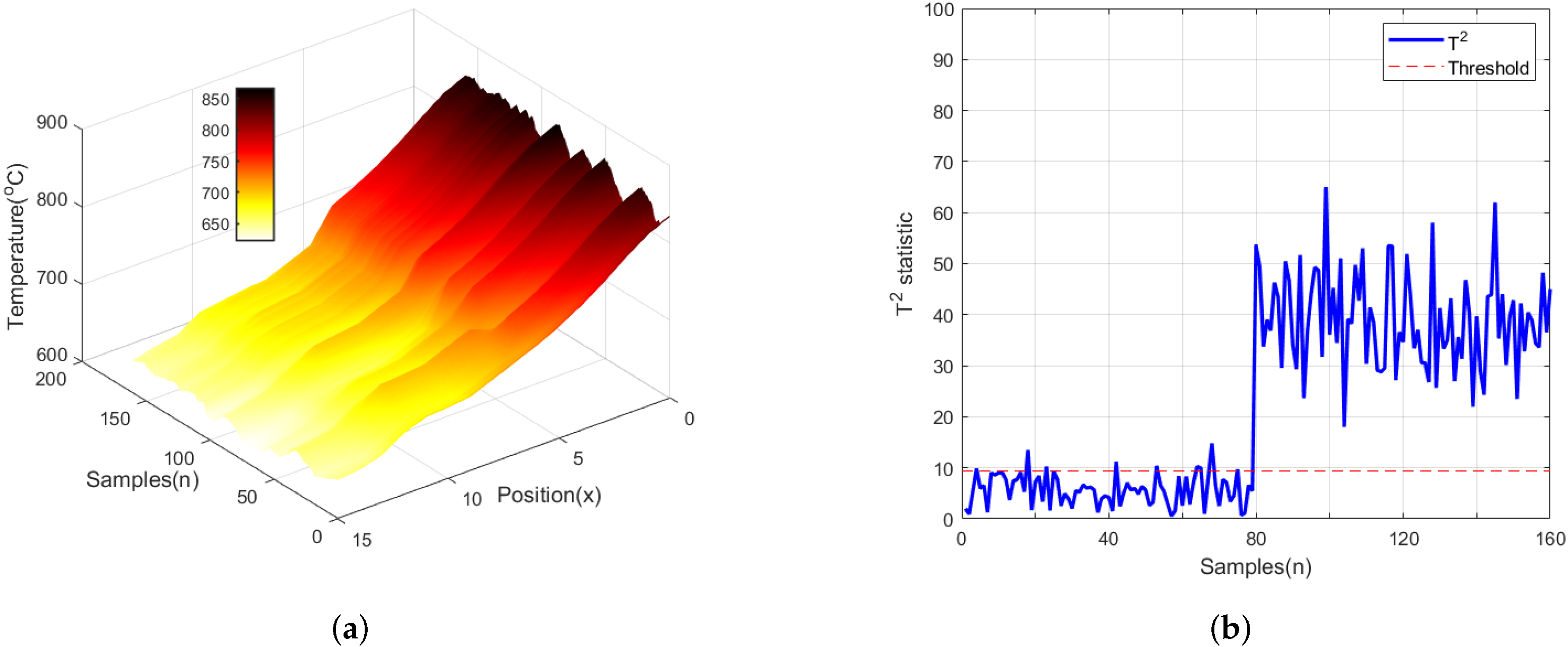
The CT of the LCP is decreased due to the failure of the ninth spray headers in the main cooling zone (the main switch of the group is blocked and the headers fail to be closed)(80th sample);
The CT of the LCP is varied in many samples due to the failure of speed tachometers for measuring coiling speed, resulting in the running speed of the steel strip slowing down at subsequent nodes (90th sample).
The spatial variations of the steel strips of different faults are studied with the same input and working conditions. The first 160 samples are used to construct the test statistics and to determine the threshold during the offline phase. With this fault structure, the observer gain could be designed in such a way that eigenvalues of are all 0.01 under normal conditions. Note that the identified is not provided to the online scheme and is only used to validate the performance of the scheme.
Similar to the simulation studies, we initialized the observers with the same specification conditions, except for the state of spray headers. A total of 640 samples of data with four steel strips are used for the calculation of the threshold in normal conditions, and five basis functions of piece-wise polynomials are used to construct the residual generator during the offline phase. Therefore, we evaluate the effectiveness of the proposed scheme in terms of the residual under faulty conditions. The surface temperatures under faulty cases are shown in
Figure 12a,
Figure 13a, and
Figure 14a, which clearly show the spatial variation of the temperature under faulty conditions. The threshold setting is 9.4525. The detection results of three fault scenarios are given in
Figure 12b,
Figure 13b, and
Figure 14b. It can be observed that the temperature distribution with an obvious change happened in faulty, compared to normal, conditions. From the 105th, 80th, and 90th samples, all three kinds of fault are successfully detected.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}