
Single-Phase Flow Model of a Screw Reactor for Decontamination of Radioactive Graphite Waste Using Surface Gasification


Abstract
:1. Introduction
2. Numerical Method
2.1. Governing Equations
2.1.1. Rheological Model for Granular Flow
2.1.2. Thermochemical Kinetic Model
2.2. Numerical Implementation
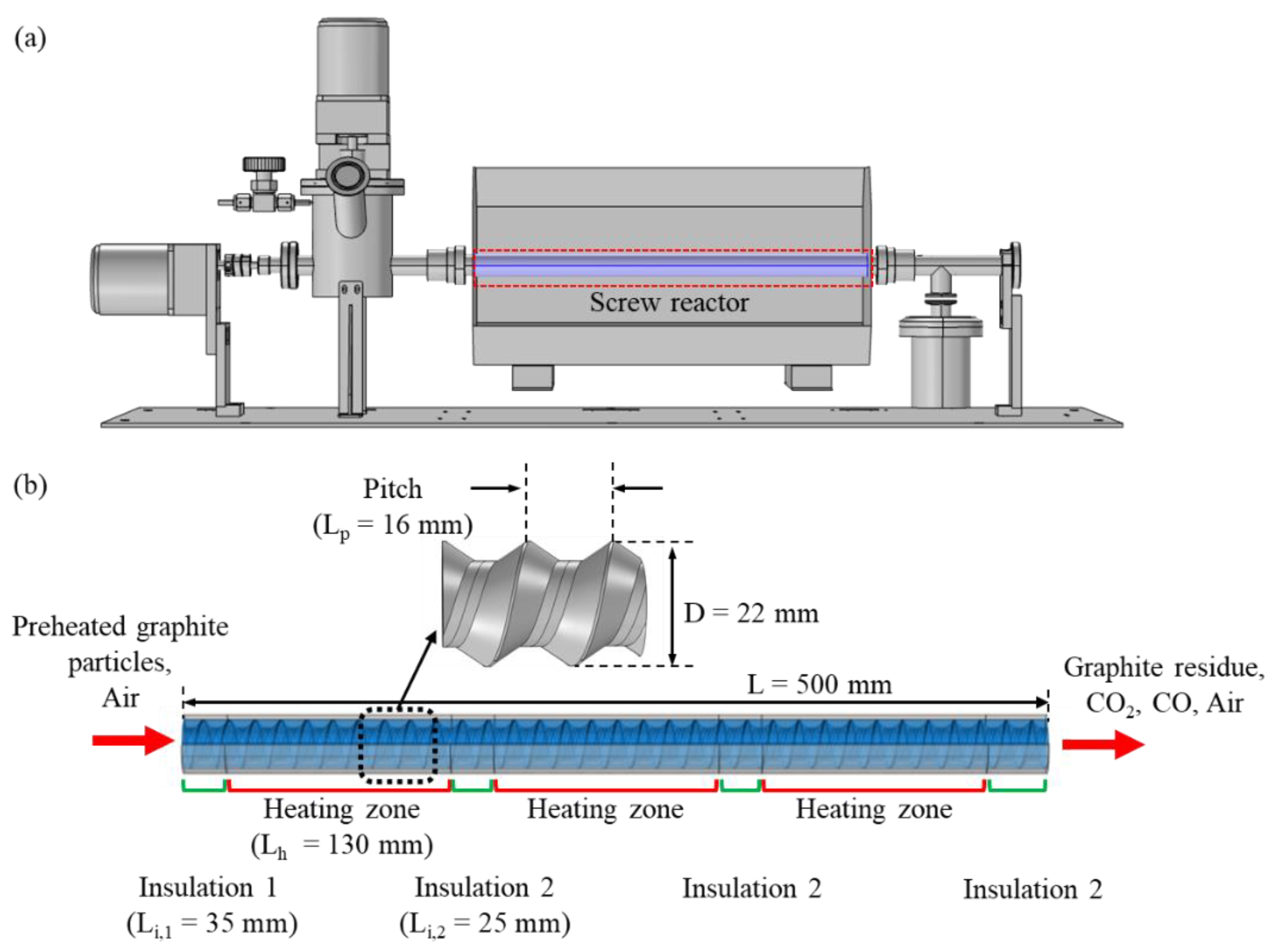
2.2.1. Dimensions of the Experimental Screw Reactor
2.2.2. Boundary Conditions
3. Results and Discussion
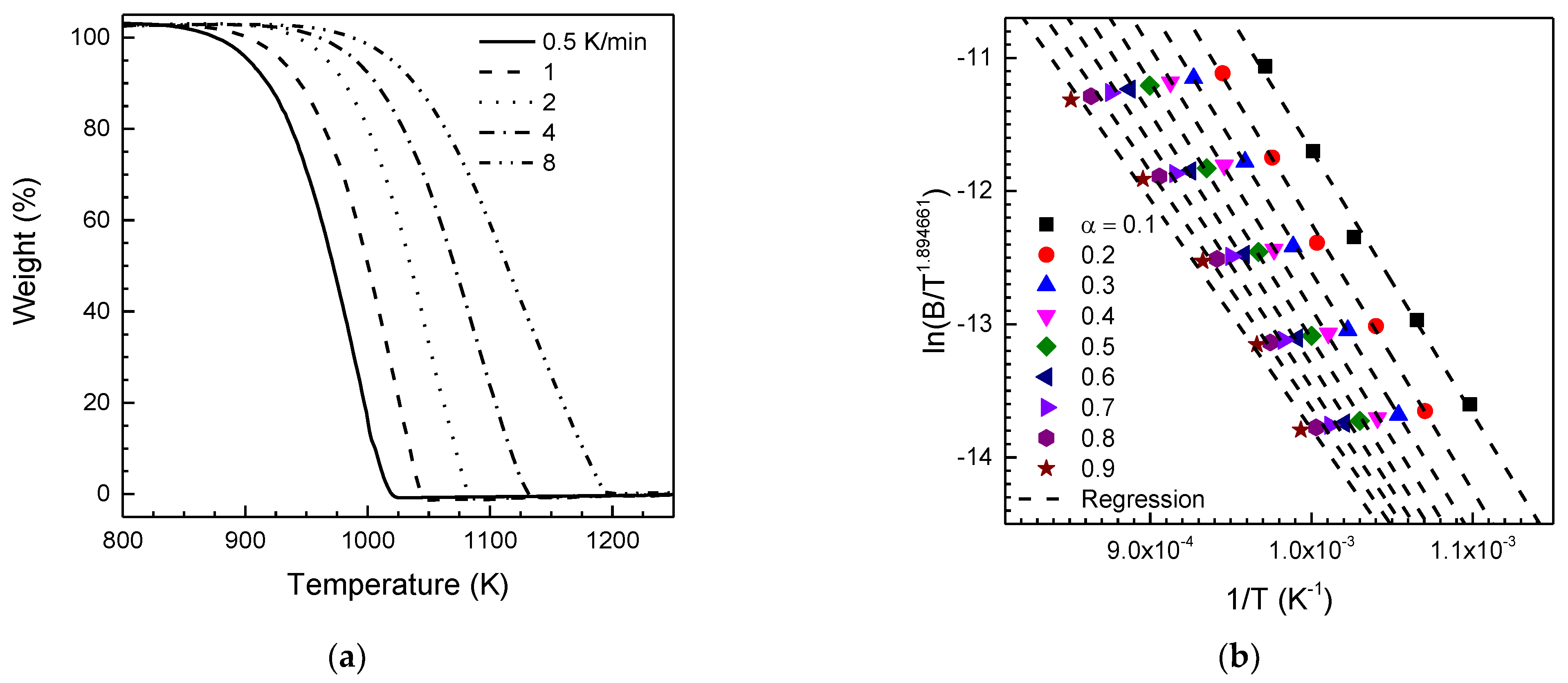
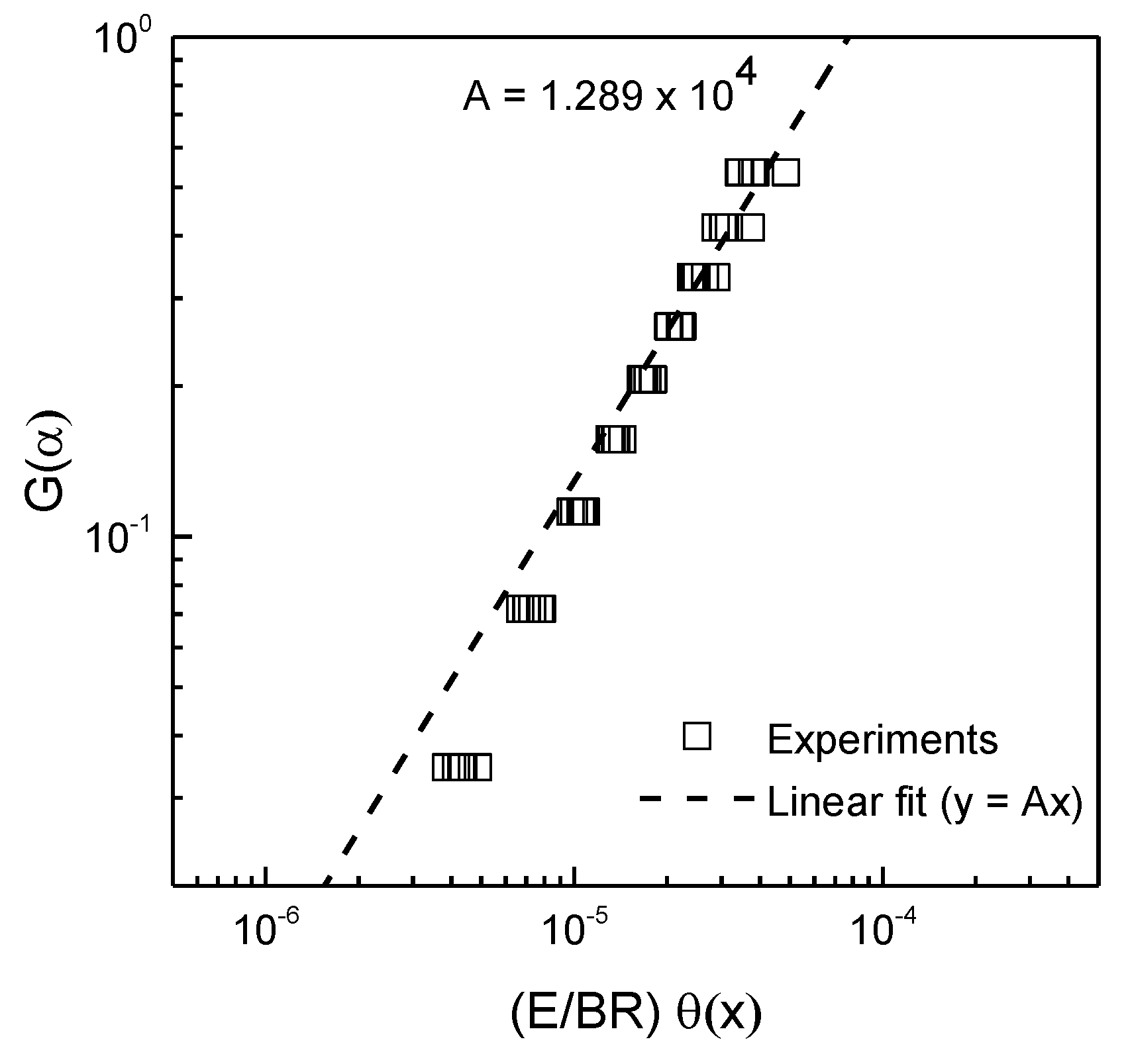
3.1. Kinetic Model for Graphite Gasification
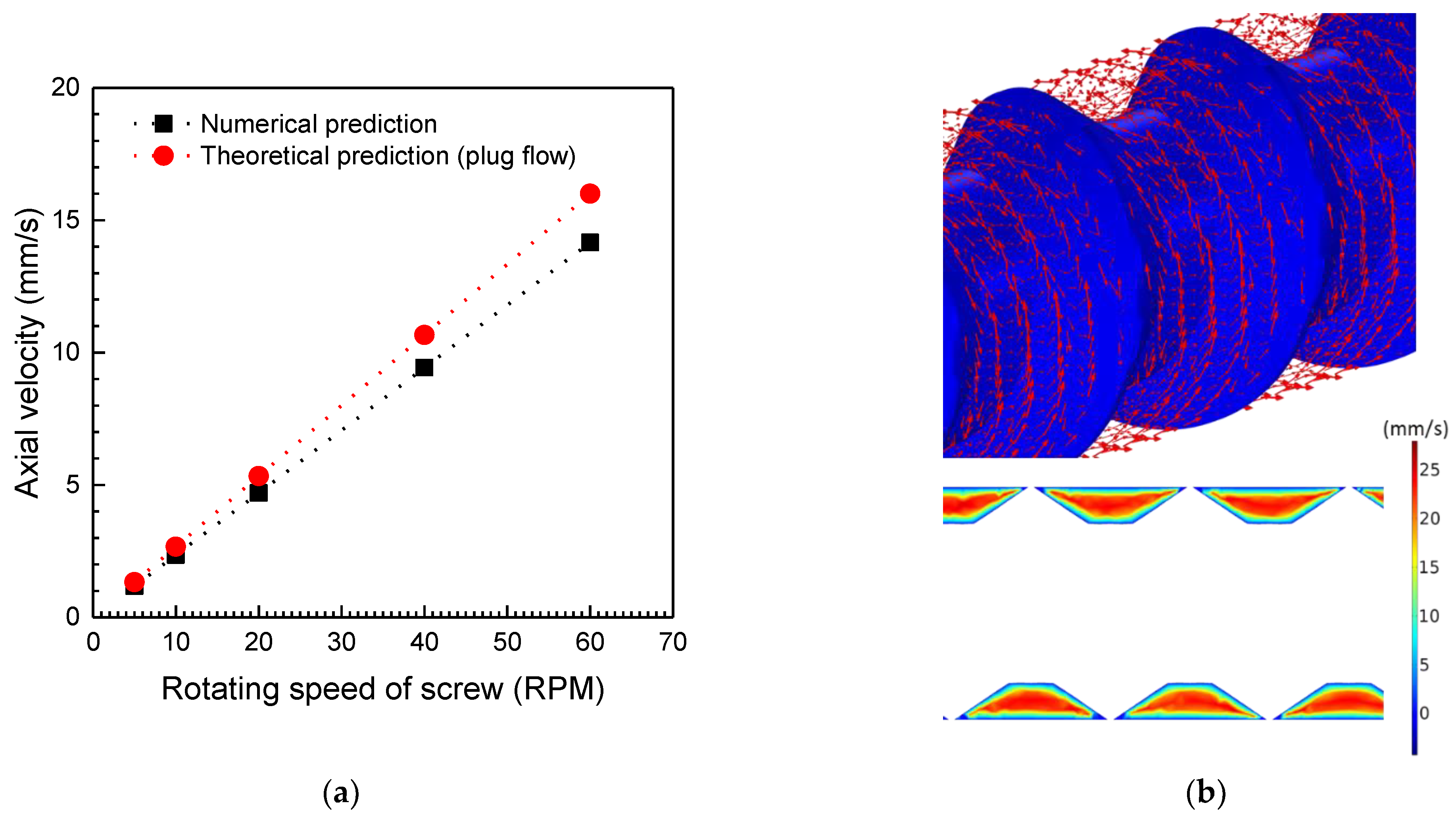
3.2. Hydrodynamics of Graphite Flow
3.3. Operating Parameters for the Screw Reactor
4. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Pre-exponential factor | |
| Constant heating rate | |
| Particle concentration | |
| Specific heat capacity | |
| Diameter | |
| Reactor tube diameter | |
| Activation energy | |
| Dimensionless inertial number | |
| Dimensionless material parameter | |
| Gravitational acceleration | |
| Heat conductivity | |
| Reactor length | |
| Heating zone length | |
| Screw thread pitch | |
| Pressure | |
| Normal confinement pressure | |
| Gas constant | |
| Temperature | |
| Flow velocity vector | |
| Time | |
| Greek | |
| Fractional conversion | |
| Shear rate | |
| Kronecker delta | |
| Effective viscosity | |
| Friction parameter | |
| Static friction coefficient | |
| Dynamic friction coefficient | |
| Bulk density | |
| Stress tensor | |
| Shear stress tensor | |
| Subscript | |
| Particle | |
| Insulation | |
| Feed |
References
- IAEA. Characterization, Treatment and Conditioning of Radioactive Graphite from Decommissioning of Nuclear Reactors; International Atomic Energy Agency: Vienna, AU, USA, 2006. [Google Scholar]
- Wareing, A.; Abrahamsen-Mills, L.; Fowler, L.; Grave, M.; Jarvis, R.; Metcalfe, M.; Norris, S.; Banford, A.W. Development of integrated waste management options for irradiated graphite. Nucl. Eng. Technol. 2017, 49, 1010–1018. [Google Scholar] [CrossRef]
- Fuks, L.; Herdzik-Koniecko, I.; Kiegiel, K.; Zakrzewska-Koltuniewicz, G. Management of radioactive waste containing graphite: Overview of methods. Energies 2020, 13, 4638. [Google Scholar] [CrossRef]
- Wickham, A.; Steinmetz, H.-J.; O’Sullivan, P.; Ojovan, M.I. Updating irradiated graphite disposal: Project ‘GRAPA’ and the international decommissioning network. J. Environ. Radioact. 2017, 171, 34–40. [Google Scholar] [CrossRef] [PubMed]
- Fu, K.; Chen, M.; Wei, S.; Zhong, X. A comprehensive review on decontamination of irradiated graphite waste. J. Nucl. Mater. 2022, 559, 153475. [Google Scholar] [CrossRef]
- Perler, I.C.S.; Beer, H.-F.; Muth, J.; Kramer, A. Dismantling of the DIORIT research reactor—Conditioning of activated graphite. J. Environ. Radioact. 2019, 196, 199–203. [Google Scholar] [CrossRef]
- Raty, A.; Lavonen, T.; Leskinen, A.; Likonen, J.; Postolache, C.; Fugaru, V.; Bubueanu, G.; Lungu, C.; Bucsa, A. Characterization measurements of fluental and graphite in FiR1 TRIGA research reactor decommissioning waste. Nucl. Eng. Des. 2019, 353, 110198. [Google Scholar] [CrossRef]
- Remeikis, V.; Plukiene, R.; Plukis, A.; Barkauskas, V.; Gudelis, A.; Druteikiene, R.; Govzdaite, R.; Juodis, L.; Duskesas, G.; Lagzdina, E.; et al. Characterisation of RBMK-1500 graphite: A method to identify the neutron activation and surface contamination terms. Nucl. Eng. Des. 2020, 361, 110501. [Google Scholar] [CrossRef]
- Payne, L.; Heard, P.J.; Scott, T.B. Examination of surface deposits on oldbury reactor core graphite to determine the concentration and distribution of 14C. PLoS ONE 2016, 11, e0164159. [Google Scholar] [CrossRef] [Green Version]
- Tzelepi, A.; Metcalfe, M.P.; Dinsdale-Potter, J.H.; Wilkinson, S.; Copeland, G. Radiological characterisation of graphite components in advance gas-cooled reactor cores. J. Environ. Radioact. 2020, 220–221, 106296. [Google Scholar] [CrossRef]
- Ambrosi, A.; Chua, C.K.; Khezri, B.; Sofer, Z.; Webster, R.D.; Pumera, M. Chemically reduced graphene contains inherent metallic impurities present in parent natural and synthetic graphite. Proc. Natl. Acad. Sci. USA 2012, 32, 12899–12904. [Google Scholar] [CrossRef] [Green Version]
- Wareing, A.; Abrahamsen, L.; Banford, A.; Metcalfe, M.; Lensa, W.V. CARBOWASTE: Treatment and Disposal of Irradiated Graphite and Other Carbonaceous Waste; EURATOM-FZJ: Jülich, Germany, 2013. [Google Scholar]
- Nightingale, R.E. Nuclear Graphite; Academic Press: New York, NY, USA, 1962. [Google Scholar]
- Vulpius, D.; Baginski, K.; Kraus, B.; Thomauske, B. Thermal treatment of neutron-irradiated nuclear graphite. Nucl. Eng. Des. 2013, 265, 294–309. [Google Scholar] [CrossRef]
- Metcalfe, M.P.; Tzelepi, A.; Copeland, G. The release of carbon-14 from irradiated PGA graphite by thermal treatment in air. Ann. Nucl. Energy 2019, 133, 110–121. [Google Scholar] [CrossRef]
- Theodosiou, A.; Jones, A.N.; Marsden, B.J. Thermal oxidation of nuclear graphite: A large scale waste treatment option. PLoS ONE 2017, 12, e0182860. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- LaBrier, D.; Dunzik-Gougar, M.L. Identification and location of 14C-bearing species in thermally treated neutron irradiated graphites NBG-18 and NBG-25: Pre- and post-thermal treatment. J. Nucl. Mater. 2015, 460, 174–183. [Google Scholar] [CrossRef]
- Dunzik-Gougar, M.L.; Smith, T.E. Removal of carbon-14 from irradiated graphite. J. Nucl. Mater. 2014, 451, 328–335. [Google Scholar] [CrossRef]
- Smith, T.E.; Mccrory, S.; Dunzik-Gougar, L.M. Limited oxidation of irradiated graphite waste to remove surface carbon-14. Ncul. Eng. Technol. 2013, 45, 211–218. [Google Scholar] [CrossRef] [Green Version]
- Theodosiou, A.; Jones, A.N.; Burton, D.; Powell, M.; Rogers, M.; Livesey, V.B. The complete oxidation of nuclear graphite waste via thermal treatment: An alternative to geological disposal. J. Nucl. Mater. 2018, 507, 208–2017. [Google Scholar] [CrossRef]
- Pageot, J.; Rouzaud, J.-N.; Gosmain, L.; Duhart-Barone, A.; Comte, J.; Deldicque, D. 14C selective extraction from French graphite nuclear waste by CO2 gasification. Prog. Nucl. 2018, 105, 279–286. [Google Scholar] [CrossRef]
- Pageot, J.; Rouzaud, J.-N.; Ahmad, M.A.; Deldicque, D.; Gadiou, R.; Dentzer, J.; Gosmain, L. Milled graphite as a pertinent analogue of French UNGG reactor graphite waste for a CO2 gasification based treatment. Carbon 2015, 86, 174–187. [Google Scholar] [CrossRef]
- Lo, I.-H.; Yeh, T.-K.; Patterson, E.A.; Tzelepi, A. Comparison of oxidation behaviour of nuclear graphite grades at very high temperatures. J. Nucl. Mater. 2020, 532, 152054. [Google Scholar] [CrossRef]
- Worth, R.N.; Theodosiou, A.; Bodel, W.; Arregui-Mena, J.D.; Wickham, A.J.; Jones, A.N.; Mummery, P.M. The distribution and selective decontamination of carbon-14 from nuclear graphite. J. Nucl. Mater. 2021, 556, 153167. [Google Scholar] [CrossRef]
- Zhou, Y.; Dong, Y.; Yin, H.; Li, Z.; Yan, R.; Li, D.; Gu, Z.; Sun, X.; Shi, L.; Zhang, Z. Characterizing thermal-oxidation behaviors of nuclear graphite by combining O2 supply and micro surface area of graphite. Sci. Rep. 2018, 8, 13400. [Google Scholar] [CrossRef] [PubMed]
- Qi, F.; Wright, M.M. Particle scale modeling of heat transfer in granular flow in a double screw reactor. Powder Technol. 2018, 335, 18–34. [Google Scholar] [CrossRef]
- Qi, F.; Wright, M.M. A DEM modeling of biomass fast pyrolysis in a double auger reactor. Int. J. Heat Mass Transf. 2020, 150, 119308. [Google Scholar]
- Choi, Y.J.; Yang, I.-H. Numerical investigation of thermal gasification in enclosed screw-conveyor reactor for removal of 14C from irradiated graphite waste. J. Nucl. Sci. Technol. 2020, 57, 839–851. [Google Scholar] [CrossRef]
- Tang, H.; Zong, Y.; Zhao, L. Numerical simulation of micromixing effect on the reactive flow in a co-rotating twin screw extruder. Chin. J. Chem. Eng. 2016, 24, 1135–1146. [Google Scholar] [CrossRef]
- Shi, X.; Ronsse, F.; Roegiers, J.; Pieters, J.G. 3D eulerian-eulerian modeling of a screw reactor for biomass thermochemical conversion. Part 1: Solids flow dyanmics and backmixing. Renew. Energy 2019, 143, 1465–1476. [Google Scholar] [CrossRef]
- Shi, X.; Ronsse, F.; Nachenius, R.; Pieters, J.G. 3D eulerian-eulerian modeling of a screw reactor for biomass thermochemical conversion. Part 2: Slow pyrolysis for char production. Renew. Energy 2019, 143, 1477–1487. [Google Scholar] [CrossRef]
- Jalalifar, S.; Abbassi, R.; Garaniya, V.; Salehi, F.; Papari, S.; Hawboldt, K.; Strezov, V. CFD analysis of fast pyrolysis process in a pilot-scale auger reactor. Fuel 2020, 273, 117782. [Google Scholar] [CrossRef]
- COMSOL AB. Comsol Multiphysics 5.4 User’s Guide; COMSOL Inc.: Burlington, VT, USA, 2018. [Google Scholar]
- Franci, A.; Cremonesi, M. 3D regularized μ(I)-rheology for granular flows simulation. J. Comput. Phys. 2019, 378, 257–277. [Google Scholar] [CrossRef]
- Forterre, Y.; Pouliquen, O. Granular flows. In Glasses and Grains: Poincare Seminar 2009; Duplantier, B., Halsey, T.C., Rivasseau, V., Eds.; Birkhauser: Basel, CH, USA, 2011; pp. 77–104. [Google Scholar]
- Tang, W.; Liu, Y.; Zhang, H.; Wang, C. New approximate formula for Arrhenius temperature integral. Thermochim. Acta. 2003, 408, 39–43. [Google Scholar] [CrossRef]
- Tang, W.; Chen, D.; Wang, C. Kinetic study on the thermal dehydration of CaCO3·H2O by the master plots method. AIChE J. 2006, 52, 2211–2216. [Google Scholar]
- IAEA. Thermophysical Properties of Materials for Nuclear Engineering: A Tutorial and Collection of Data; International Atomic Energy Agency: Vienna, AU, USA, 2008. [Google Scholar]
- Yang, H.-C.; Eun, H.-C.; Lee, D.-G.; Jung, C.-H.; Lee, K.-W. Analysis of combustion kinetics of powdered nuclear graphite by using a non-isothermal thermogravimetric method. J. Nucl. Sci. Technol. 2006, 42, 869–876. [Google Scholar] [CrossRef]
- Waje, S.S.; Patel, A.K.; Thorat, B.N.; Mujumdar, A.S. Study of residence time distribution in a pilot-scale screw conveyor dryer. Dry. Technol. 2007, 25, 249–259. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Kinetic Models [28] | f(α) | G(α) |
|---|---|---|---|
| A1 | Avarmi–Erofeev (n = 1) | 2(1 − α)[−ln(1 − α)]1/2 | [−ln(1 − α)]1/2 |
| A3 | Avarmi–Erofeev (n = 3) | 3(1 − α)[−ln(1 − α)]2/3 | [−ln(1 − α)]1/3 |
| R2 | Phase boundary-controlled reaction (contracting area) | 2(1 − α)1/2 | 1 − (1 − α)1/2 |
| R3 | Phase boundary-controlled reaction (contracting volume) | 3(1 − α)2/3 | 1 − (1 − α)1/3 |
| D1 | Diffusion (1D) | (1/2)α | α2 |
| D3 | Diffusion (3D, Jander equation) | 3(1 − α)1/3/2[(1 − α)−1/3 − 1] | [1 − (1 − α)1/3]2 |
| P1 | Power law | 4α3/4 | α1/4 |
| P2 | Power law | 3α2/3 | α1/3 |
| F1 | Chemical reaction (first-order) | 1 − α | −ln(1 − α) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, I.-H. Single-Phase Flow Model of a Screw Reactor for Decontamination of Radioactive Graphite Waste Using Surface Gasification. Processes 2022, 10, 398. https://doi.org/10.3390/pr10020398
Yang I-H. Single-Phase Flow Model of a Screw Reactor for Decontamination of Radioactive Graphite Waste Using Surface Gasification. Processes. 2022; 10(2):398. https://doi.org/10.3390/pr10020398
Chicago/Turabian StyleYang, In-Hwan. 2022. "Single-Phase Flow Model of a Screw Reactor for Decontamination of Radioactive Graphite Waste Using Surface Gasification" Processes 10, no. 2: 398. https://doi.org/10.3390/pr10020398
APA StyleYang, I.-H. (2022). Single-Phase Flow Model of a Screw Reactor for Decontamination of Radioactive Graphite Waste Using Surface Gasification. Processes, 10(2), 398. https://doi.org/10.3390/pr10020398