
Optimization and Simulation of Dynamic Performance of Production–Inventory Systems with Multivariable Controls




Abstract
1. Introduction
2. Background Information of the Control Models for Production-Inventory Systems
2.1. A Beief Review of the the APIOPBCS and 2APIOPBCS Models
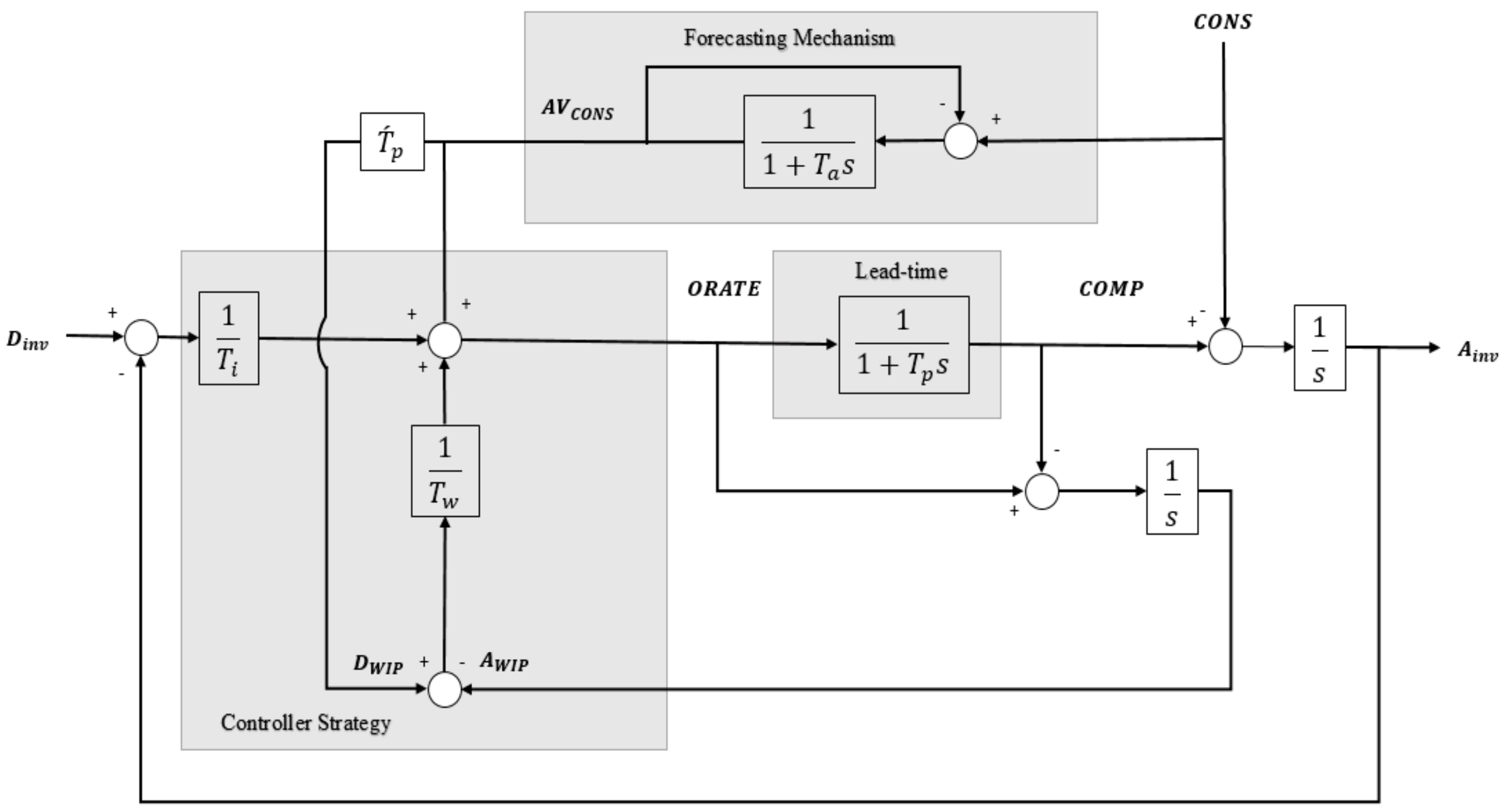
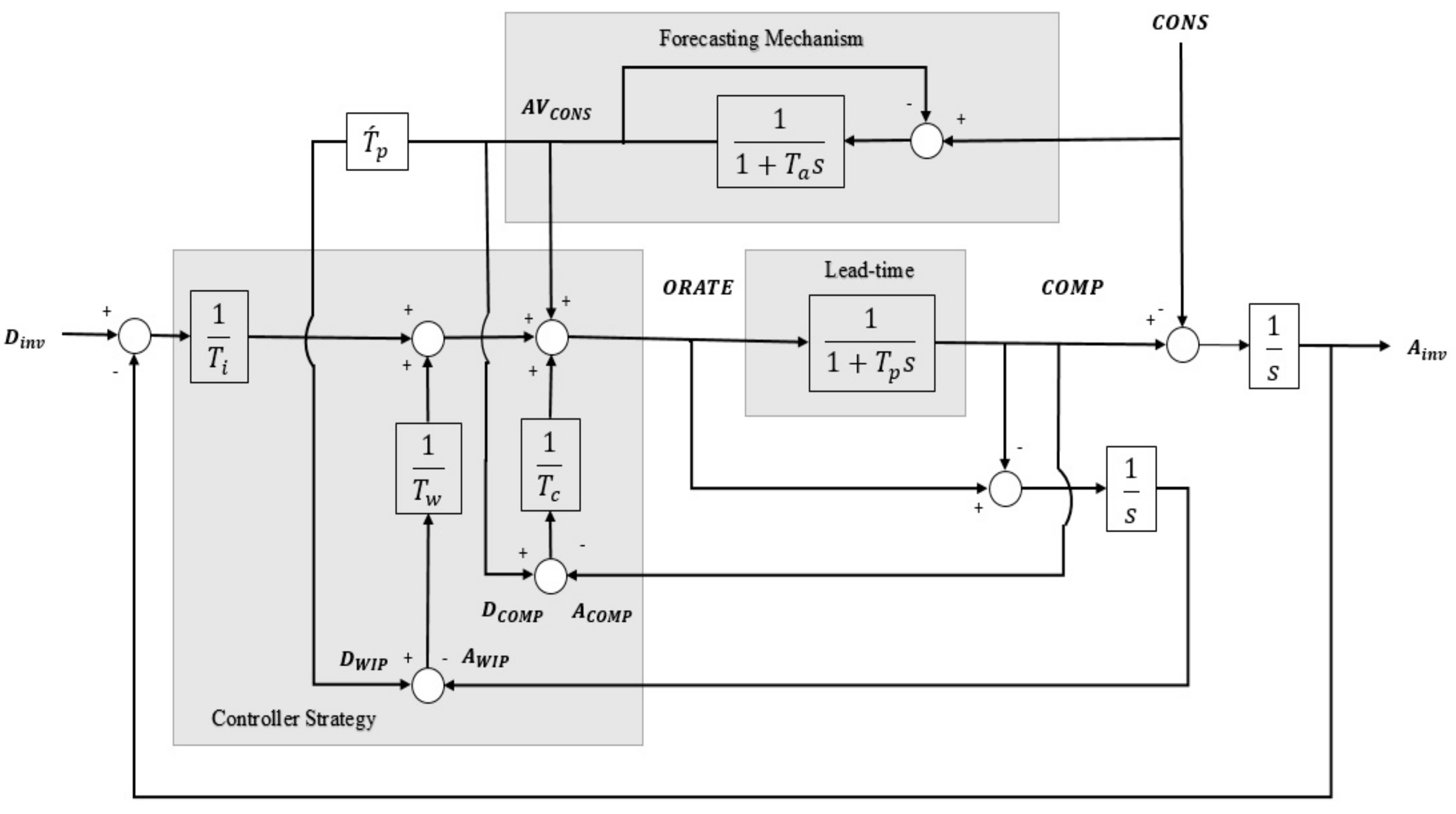
- The forecasting mechanism is a feed-forward loop designed to provide the estimated average sales (AVCONS) and to set the desired work-in-process (WIP) level (DWIP). CONS represents the sales or consumptions. The feed forward gain () works as a safety factor to compensate the production delay and equals the production lead-time (Tp). The estimated average sales (AVCONS) is commonly used to control the inventory steady-state error. Exponential smoothing with time constant (Ta) representing the average age of the data is a forecasting method commonly used to smooth the demand because of its simplicity and comprehensibility in mathematics for practitioners. The DWIP is obtained from multiplying the AVCONS by feed forward gain .
- The production lead time represents the total time required between placing an order and receiving the product as a finished item in the inventory. The controller designer cannot manipulate the lead time as it is considered as a characteristic of the system. The production lead time in the production–inventory control system is modelled as a first order lag with time constant Tp that responds to a sudden change in the demand.
- The controller strategy utilizes the forward and feedback information to generate a sophisticated decision to determine the manufacturing rate for the production–inventory system. In the APIOBPCS model, a production policy based on the pipeline output where the completion rate (COMRATE) is compared to the averaged demand AVCONS and their difference is fed back to the controller. Ti is an inventory order constant time for proportional control.
2.2. Mathematical Formulation of the Two APIOPBCS Models in the State Space
2.3. Performance Metrics
3. Simulation Procedure and Experimental Considerations
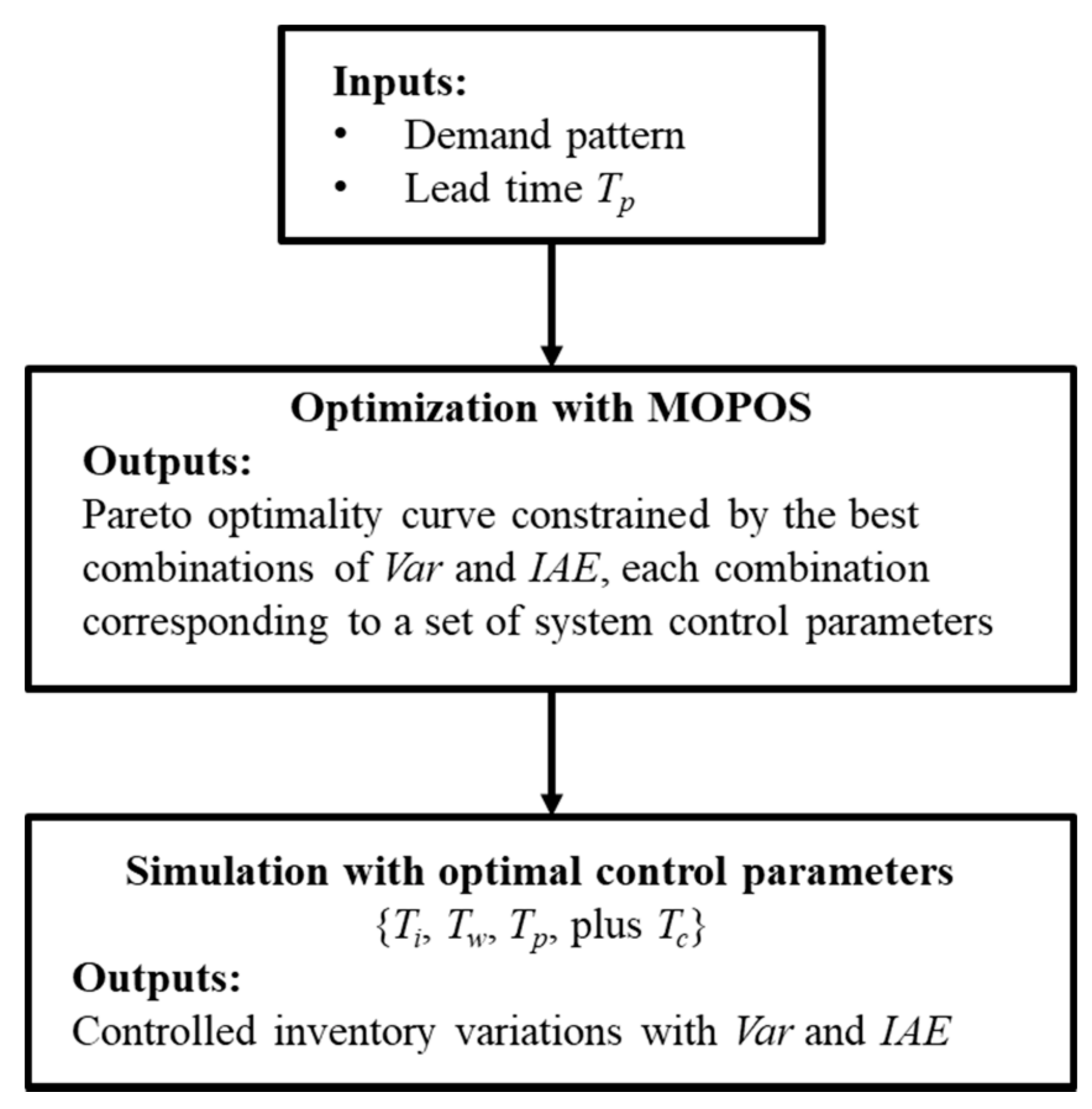
3.1. Simulation Procedure
3.2. Experimental Considerations
- The period of physical production lead time is four units of time (Tp = 4). Of course, this can be assigned to different values but it would not largely alter the general trend.
- Backorders (negative inventory) are permitted.
- The desired inventory is set to zero (Dinv = 0).
- Day is the basic time unit in the model.
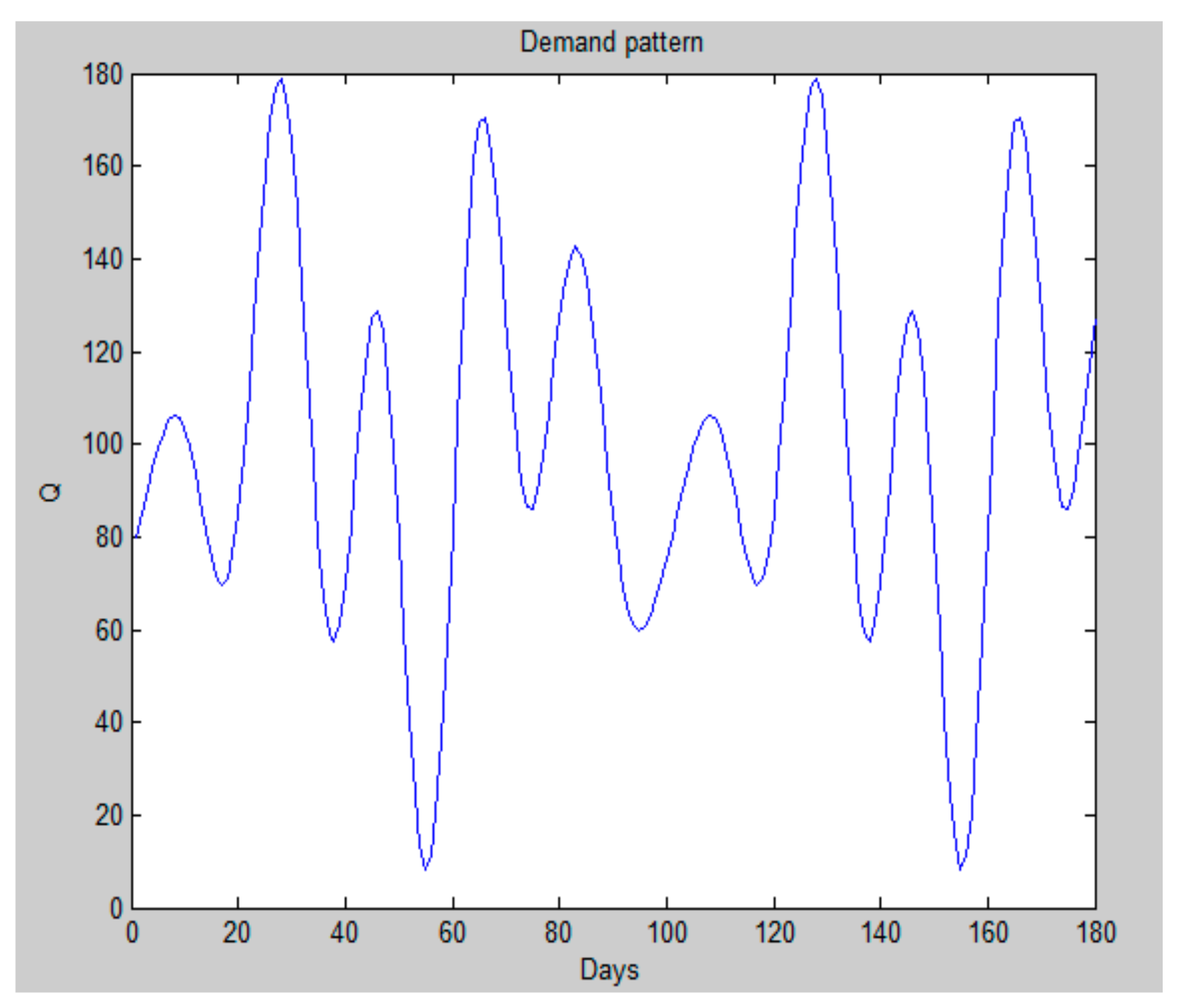
- The simulation was run for 180 days for each scenario.
- The production process can only produce a single unit at a time.
- The maximum number of iterations was set to 100.
- The number of particles in the swarm was set to 50.
- The learning coefficients for local and global searches were both set to 2.
- The inertia weight was set as 0.6.
- The size of the archive was set to 20.
- Matched lead time means that the actual lead time and the estimated lead time are assumed to be matched during the operation, or in other words, the ordered amount of product should be delivered by the manufacturer to the retailer on time.
- Mismatched lead time means that there is a delay of the ordered product from the manufacturer to the retailer. This may be caused by machine breakdowns and/or material shortages to the manufacturer. In such a situation, a longer lead time is expected. The mismatched scenarios evaluate the robustness of the two models by measuring how the systems can recover from such disruptions and get back to the normal level. Such a simulation is represented by a lead time starting at the nominal value Tp = 4, then to Tp = 6 for a period, and back to the normal Tp = 4.
- Flexible production capacity means that the manufacturer has no problem to produce the ordered product on time. Even if there is a disruption during production, the manufacturer is able to mitigate the negative impact without delaying the delivery of the ordered product.
- Fixed production capacity means that there is a limit for the manufacturer to produce the ordered product within the timeframe. In a normal scenario, the ordered amount would match the top limit of the manufacturer’s capacity. However, the situation is prone to any disruption to the production caused by machine breakdowns and/or material shortages. In such a situation, when the production capacity in a period is insufficient to complete the production for an order, the capacity of the next period is used to continue the production of this order. The order in the affected period is capped by a constant C, i.e.,
4. Simulation Results and Discussion
- Set 1: Bullwhip smoothing in range 0.8 < Var < 1
- Set 2: Bullwhip avoidance where Var = 1
- Set 3: Small bullwhip in range 1 < Var < 1.3
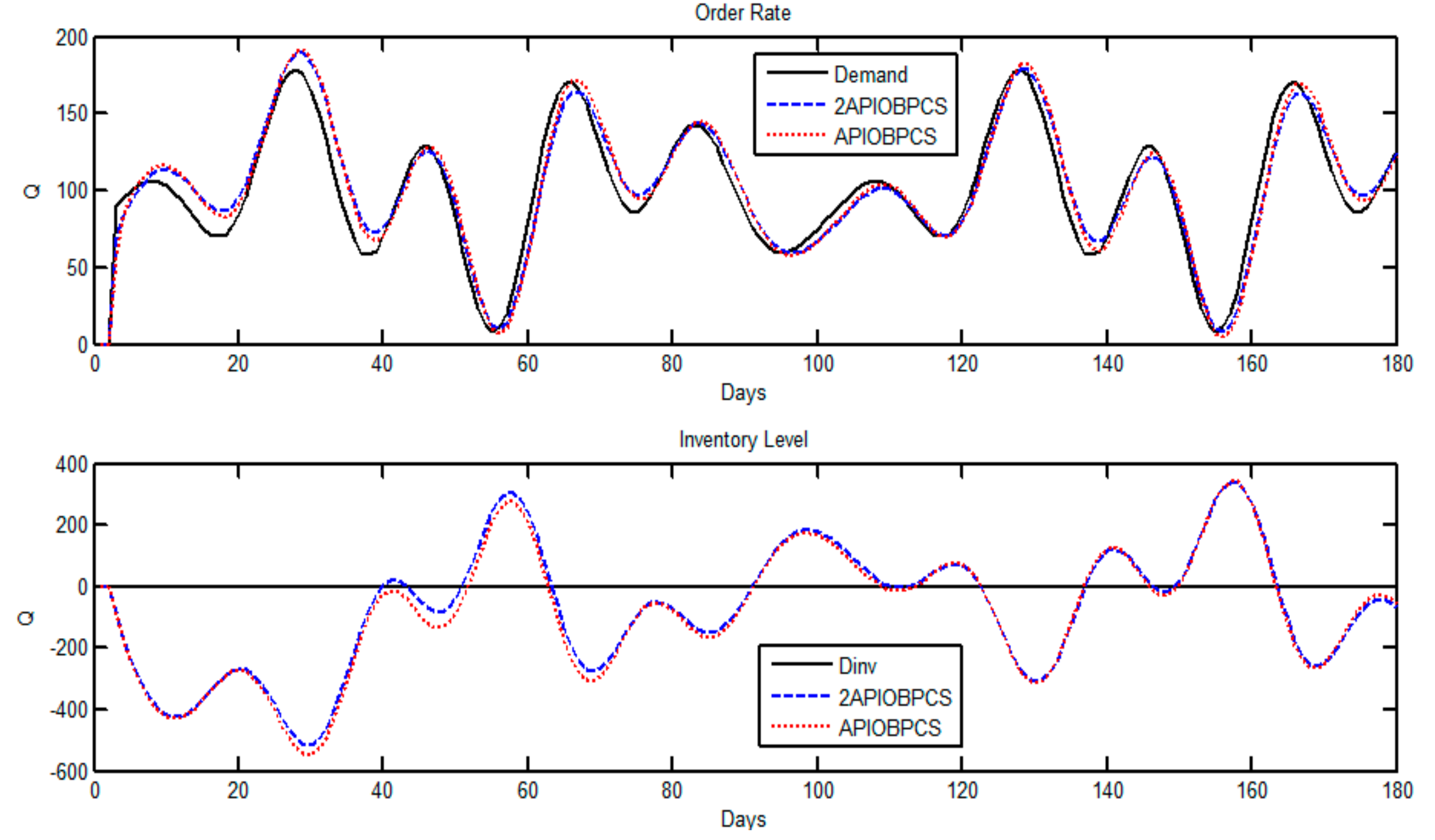
4.1. Case 1: Matched Lead Time with Flexible Production Capacity
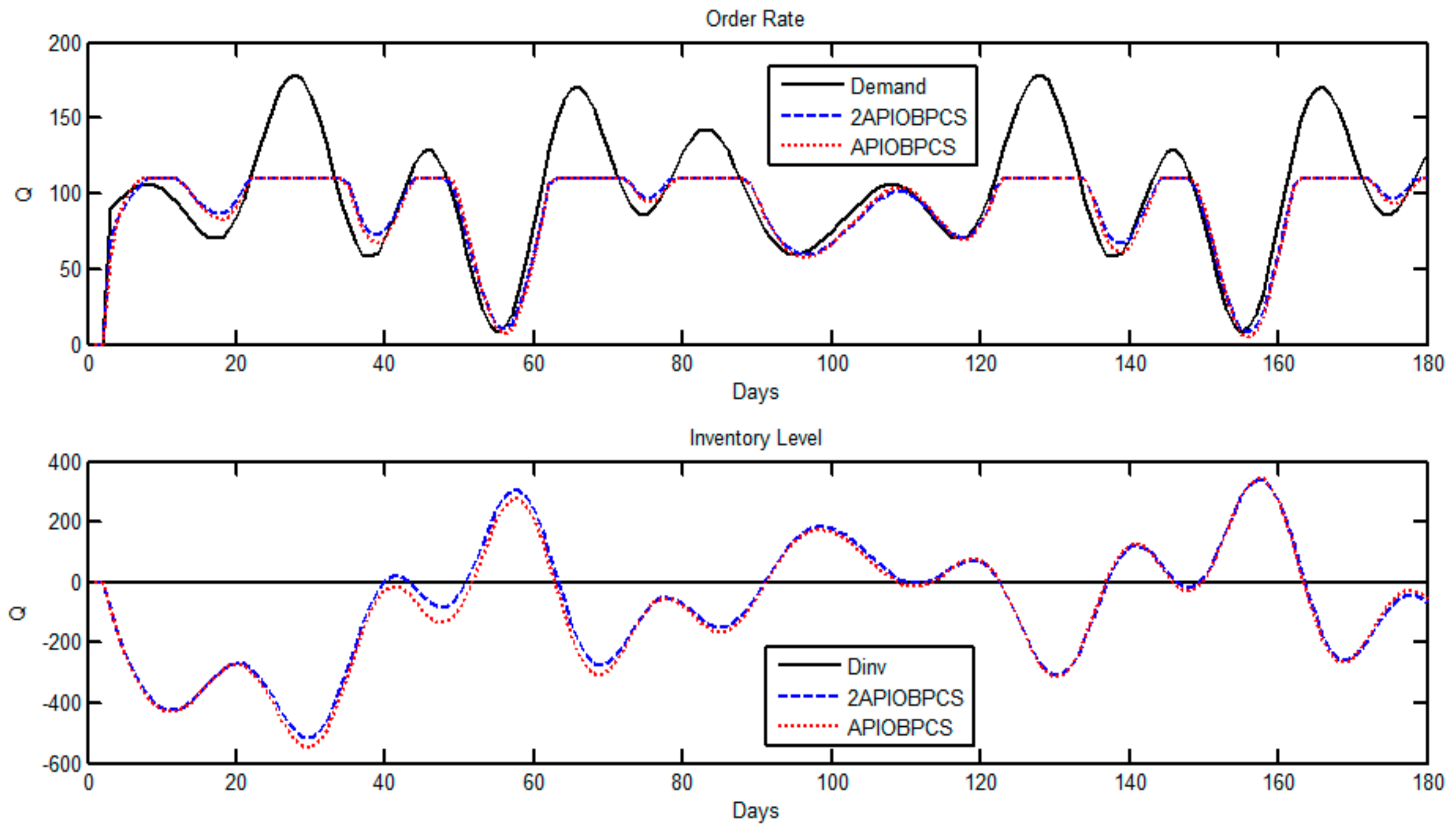
4.2. Case 2: Matched Lead Time with Fixed Production Capacity
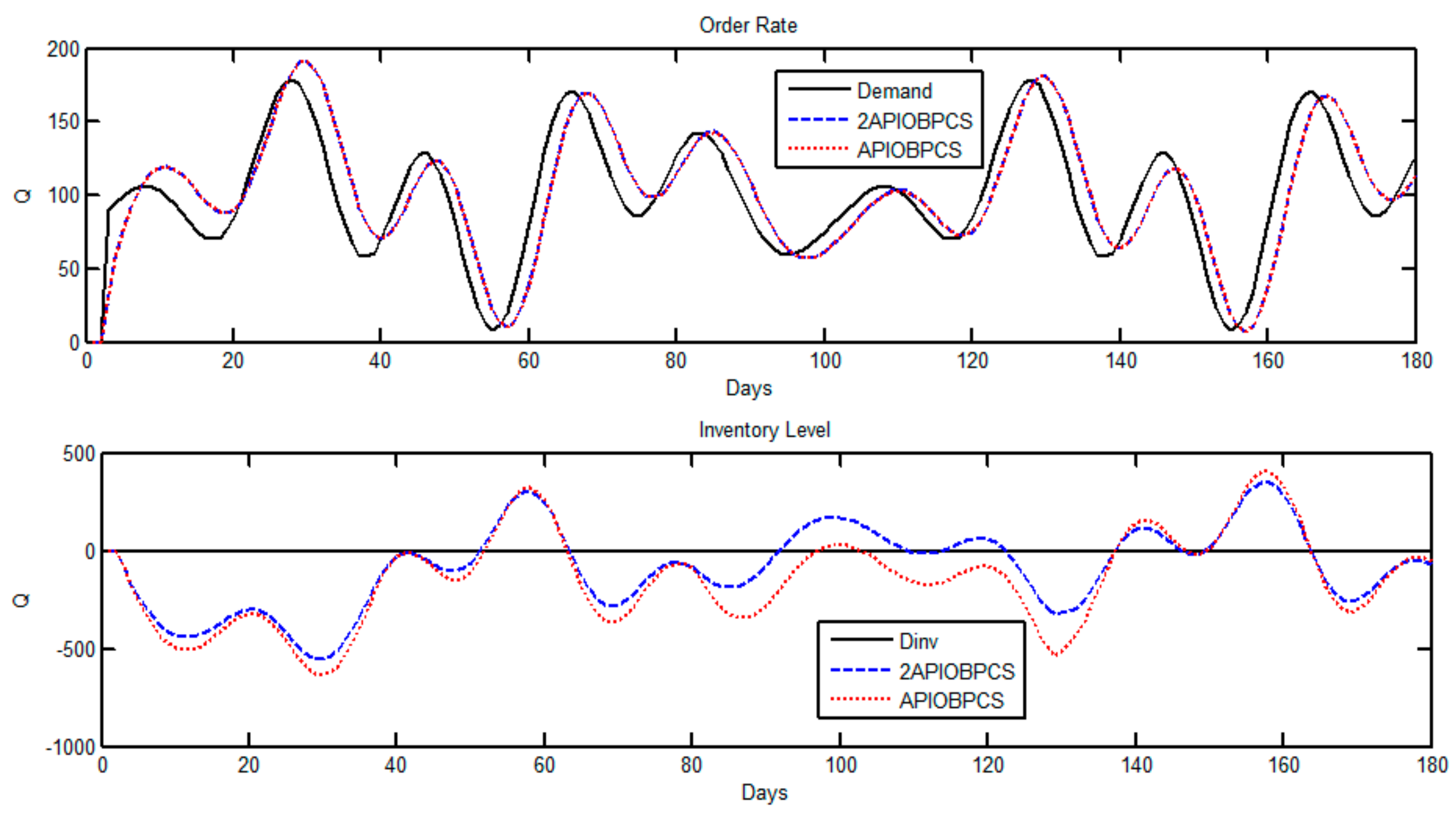
4.3. Case 3: Mismatched Lead Time with Flexible Production Capacity
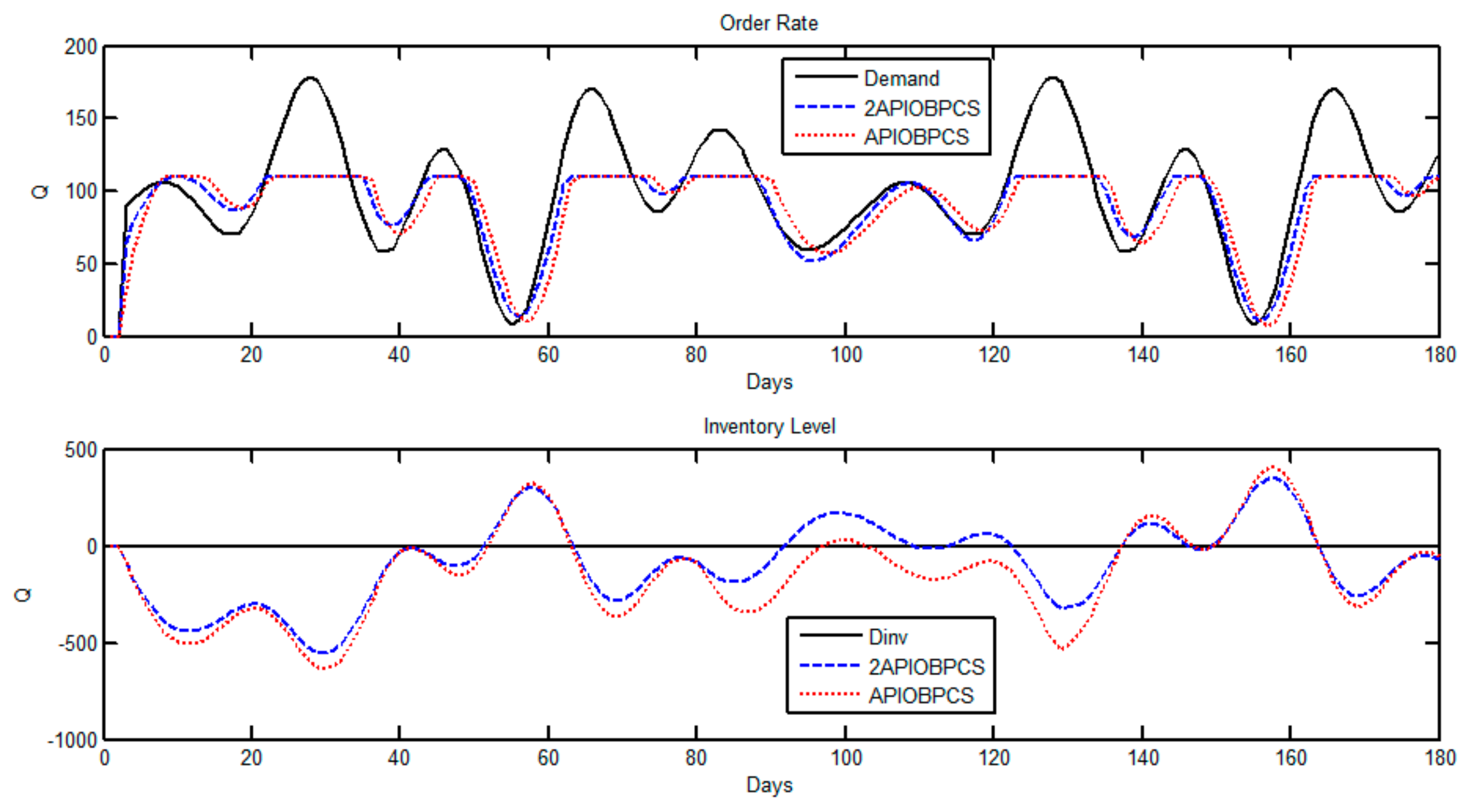
4.4. Case 4: Mismatched Lead Time with Fixed Production Capacity
5. Conclusions
- Both models can produce the situational best possible balance between the order rate and inventory level under the same bullwhip effort if the production lead time is matched, regardless of the production capacity. However, the 2APIOBPCS model seemed able to improve the inventory responsiveness by a few percentages compared to the APIOBPCS model.
- The 2APIOBPCS model seemed able to improve the inventory responsiveness by more than 10% compared to the APIOBPCS model under the same bullwhip effect if the production lead time is mismatched.
- By imposing a constraint to the production capacity, the bullwhip effect for both models seemed reduced but the inventory responsiveness kept the same.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Wikner, J.; Naim, M.M.; Spiegler, V.L.; Lin, J. IOBPCS based models and decoupling thinking. Int. J. Prod. Econ. 2017, 194, 153–166. [Google Scholar] [CrossRef]
- Zohourian, M. Supply Chain Decision Making under Demand Uncertainty and the Use of Control Systems: A Correlational Study. Ph.D. Thesis, Northcentral University, Scottsdale, AZ, USA, 2015. [Google Scholar]
- Negahban, A.; Smith, J.S. The effect of supply and demand uncertainties on the optimal production and sales plans for new products. Int. J. Prod. Res. 2016, 54, 3852–3869. [Google Scholar] [CrossRef]
- Dejonckheere, J.; Disney, S.M.; Lambrecht, M.R.; Towill, D.R. Measuring and avoiding the bullwhip effect: A control theoretic approach. Eur. J. Oper. Res. 2003, 147, 567–590. [Google Scholar] [CrossRef]
- Holweg, M.; Disney, S.; Holmström, J.; Småros, J. Supply chain collaboration: Making sense of the strategy continuum. Eur. Manag. J. 2005, 23, 170–181. [Google Scholar] [CrossRef]
- Disney, S.M.; Towill, D.R. Eliminating drift in inventory and order based production control systems. Int. J. Prod. Econ. 2005, 93, 331–344. [Google Scholar] [CrossRef]
- Mula, J.; Poler, R.; García-Sabater, J.P.; Lario, F.C. Models for production planning under uncertainty: A review. Int. J. Prod. Econ. 2006, 103, 271–285. [Google Scholar] [CrossRef]
- Sarimveis, H.; Patrinos, P.; Tarantilis, C.D.; Kiranoudis, C.T. Dynamic modeling and control of supply chain systems: A review. Comp. Oper. Res. 2008, 35, 3530–3561. [Google Scholar] [CrossRef]
- Vassian, H.J. Application of discrete variable servo theory to inventory control. J. Oper. Res. Soc. Am. 1955, 3, 272–282. [Google Scholar] [CrossRef]
- Lin, P.H.; Wong, D.S.H.; Jang, S.S.; Shieh, S.S.; Chu, J.Z. Controller design and reduction of bullwhip for a model supply chain system using z-transform analysis. J. Process. Control 2004, 14, 487–499. [Google Scholar] [CrossRef]
- Ortega, M.; Lin, L. Control theory applications to the production–inventory problem: A review. Int. J. Prod. Res. 2004, 42, 2303–2322. [Google Scholar] [CrossRef]
- Orzechowska, J.; Bartoszewicz, A.; Burnham, K.J.; Petrovic, D. Control theory applications in logistics–MPC and other approaches. Logistyka 2012, 12, 1769–1774. [Google Scholar]
- Towill, D.R. Dynamic analysis of an inventory and order based production control system. Int. J. Prod. Res. 1982, 20, 671–687. [Google Scholar] [CrossRef]
- John, S.; Naim, M.M.; Towill, D.R. Dynamic analysis of a WIP compensated decision support system. Int. J. Manuf. Syst. Des. 1994, 1, 283–297. [Google Scholar]
- Lin, J.; Naim, M.M.; Purvis, L.; Gosling, J. The extension and exploitation of the inventory and order based production control system archetype from 1982 to 2015. Int. J. Prod. Econ. 2017, 194, 135–152. [Google Scholar] [CrossRef]
- Mason-Jones, R.; Naim, M.M.; Towill, D.R. The impact of pipeline control on supply chain dynamics. Int. J. Logist. Manag. 1997, 8, 47–62. [Google Scholar] [CrossRef]
- Aggelogiannaki, E.; Sarimveis, H. Design of a novel adaptive inventory control system based on the online identification of lead time. Int. J. Prod. Econ. 2008, 114, 781–792. [Google Scholar] [CrossRef]
- Cannella, S.; Ciancimino, E. The APIOBPCS Deziel and Eilon parameter configuration in supply chain under progressive information sharing strategies. In Proceedings of the 2008 Winter Simulation Conference, WSC 2008, Miami, FL, USA, 7–10 December 2008; IEEE: Piscataway, NJ, USA, 2008; pp. 2682–2690. [Google Scholar]
- Tosetti, S.; Patino, D.; Capraro, F.; Gambier, A. Control of a production-inventory system using a PID controller and demand prediction. IFAC Proc. 2008, 41, 1869–1874. [Google Scholar] [CrossRef]
- AL-Khazraji, H.; Cole, C.; Guo, W. Dynamics analysis of a production-inventory control system with two pipelines feedback. Kybernetes 2017, 46, 1632–1653. [Google Scholar] [CrossRef]
- AL-Khazraji, H.; Cole, C.; Guo, W. Analysing the impact of different classical controller strategies on the dynamics performance of production-inventory systems using state space approach. J. Model. Manag. 2018, 13, 211–235. [Google Scholar] [CrossRef]
- AL-Khazraji, H.; Cole, C.; Guo, W. Multi-objective particle swarm optimisation approach for production-inventory control systems. J. Model. Manag. 2018, 13, 1037–1056. [Google Scholar] [CrossRef]
- Neely, A.; Richards, H.; Mills, J.; Platts, K.; Bourne, M. Designing performance measures: A structured approach. Int. J. Oper. Prod. Manag. 1997, 17, 1131–1152. [Google Scholar] [CrossRef]
- Jamalnia, A.; Feili, A. A simulation testing and analysis of aggregate production planning strategies. Prod. Plan. Control 2013, 24, 423–448. [Google Scholar] [CrossRef]
- Cannella, S.; González-Ramírez, R.G.; Dominguez, R.; López-Campos, M.A.; Miranda, P.A. Modelling and Simulation in Operations and Complex Supply Chains. Math. Probl. Eng. 2017, 2017, 8062958. [Google Scholar] [CrossRef]
- Zhou, L.; Naim, M.M.; Tang, O.; Towill, D.R. Dynamic performance of a hybrid inventory system with a Kanban policy in remanufacturing process. Omega 2006, 34, 585–598. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Set | Var | Ti | Tw | Ta | Tc |
|---|---|---|---|---|---|
| Set 1 | 0.8–1.0 | 3.91 | 0.55 | 6.71 | 10 |
| Set 2 | 1.0 | 5 | 1.13 | 5.66 | 21.9 |
| Set 3 | 1.0–1.3 | 3.5 | 1.2 | 6 | 2 |
| Matched Lead Time with Fixed Production Capacity | |||||
|---|---|---|---|---|---|
| APIOBPCS | 2APIOBPCS | ||||
| Var | IAE | Var | IAE | IIR | |
| 0.85 | 3.57 × 104 | 0.85 | 3.46 × 104 | 3% | |
| 1.0 | 3.07 × 104 | 1.0 | 2.97 × 104 | 3% | |
| 1.25 | 2.84 × 104 | 1.25 | 2.59 × 104 | 9% | |
| Matched Lead Time with Fixed Production Capacity | ||||
|---|---|---|---|---|
| APIOBPCS | 2APIOBPCS | |||
| Var | IAE | Var | IAE | IIR |
| 0.38 | 3.57 × 104 | 0.38 | 3.46 × 104 | 3% |
| 0.47 | 3.07 × 104 | 0.45 | 2.97 × 104 | 3% |
| 0.54 | 2.84 × 104 | 0.54 | 2.59 × 104 | 9% |
| Mismatched Lead Time with Flexible Production Capacity | ||||
|---|---|---|---|---|
| APIOBPCS | 2APIOBPCS | |||
| Var | IAE | Var | IAE | IIR |
| 0.85 | 7.60 × 104 | 0.85 | 6.32 × 104 | 17% |
| 1 | 5.56 × 104 | 1 | 4.76 × 104 | 14% |
| 1.23 | 4.44 × 104 | 1.23 | 3.93 × 104 | 12% |
| Mismatched Lead Time with Fixed Production Capacity | ||||
|---|---|---|---|---|
| APIOBPCS | 2APIOBPCS | |||
| Var | IAE | Var | IAE | IIR |
| 0.38 | 7.60 × 104 | 0.38 | 6.32 × 104 | 17% |
| 0.47 | 5.56 × 104 | 0.45 | 4.76 × 104 | 14% |
| 0.54 | 4.44 × 104 | 0.54 | 3.93 × 104 | 12% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
AL-Khazraji, H.; Cole, C.; Guo, W. Optimization and Simulation of Dynamic Performance of Production–Inventory Systems with Multivariable Controls. Mathematics 2021, 9, 568. https://doi.org/10.3390/math9050568
AL-Khazraji H, Cole C, Guo W. Optimization and Simulation of Dynamic Performance of Production–Inventory Systems with Multivariable Controls. Mathematics. 2021; 9(5):568. https://doi.org/10.3390/math9050568
Chicago/Turabian StyleAL-Khazraji, Huthaifa, Colin Cole, and William Guo. 2021. "Optimization and Simulation of Dynamic Performance of Production–Inventory Systems with Multivariable Controls" Mathematics 9, no. 5: 568. https://doi.org/10.3390/math9050568
APA StyleAL-Khazraji, H., Cole, C., & Guo, W. (2021). Optimization and Simulation of Dynamic Performance of Production–Inventory Systems with Multivariable Controls. Mathematics, 9(5), 568. https://doi.org/10.3390/math9050568