
Mathematical Model Assisted Six-Sigma Approach for Reducing the Logistics Costs of a Pipe Manufacturing Company: A Novel Experimental Approach
 , , , , ,
, , , , ,  and
and 
Abstract
:1. Introduction
2. Methodology
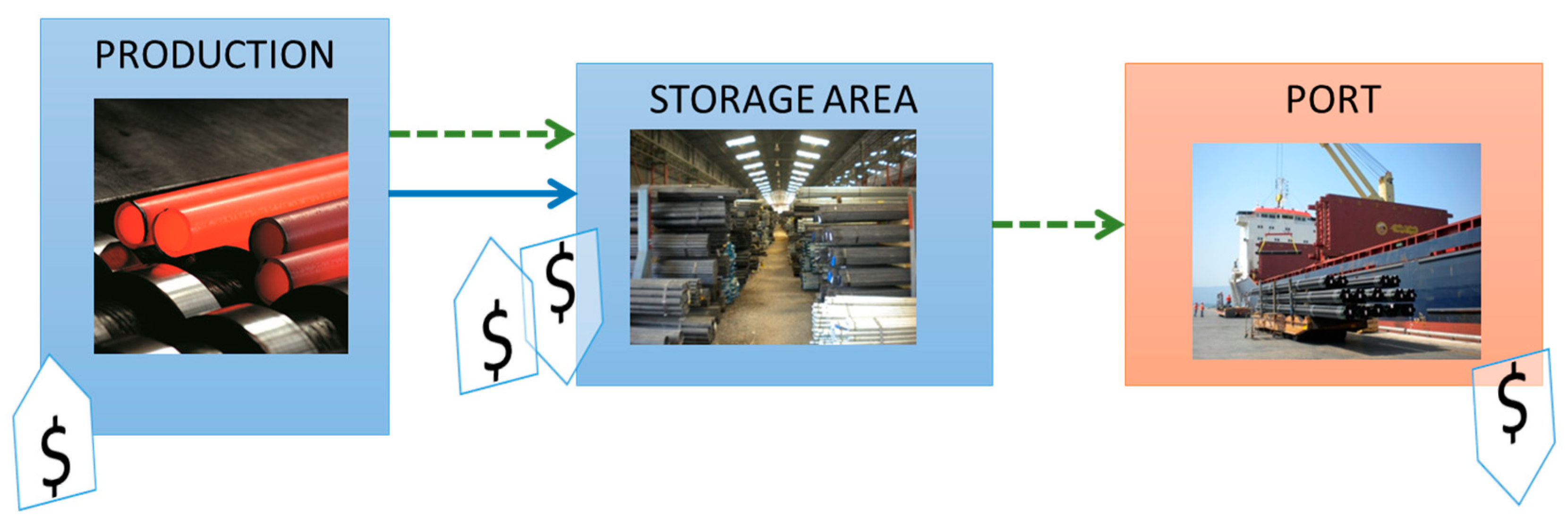
3. Modeling of the Logistics System
- (i).
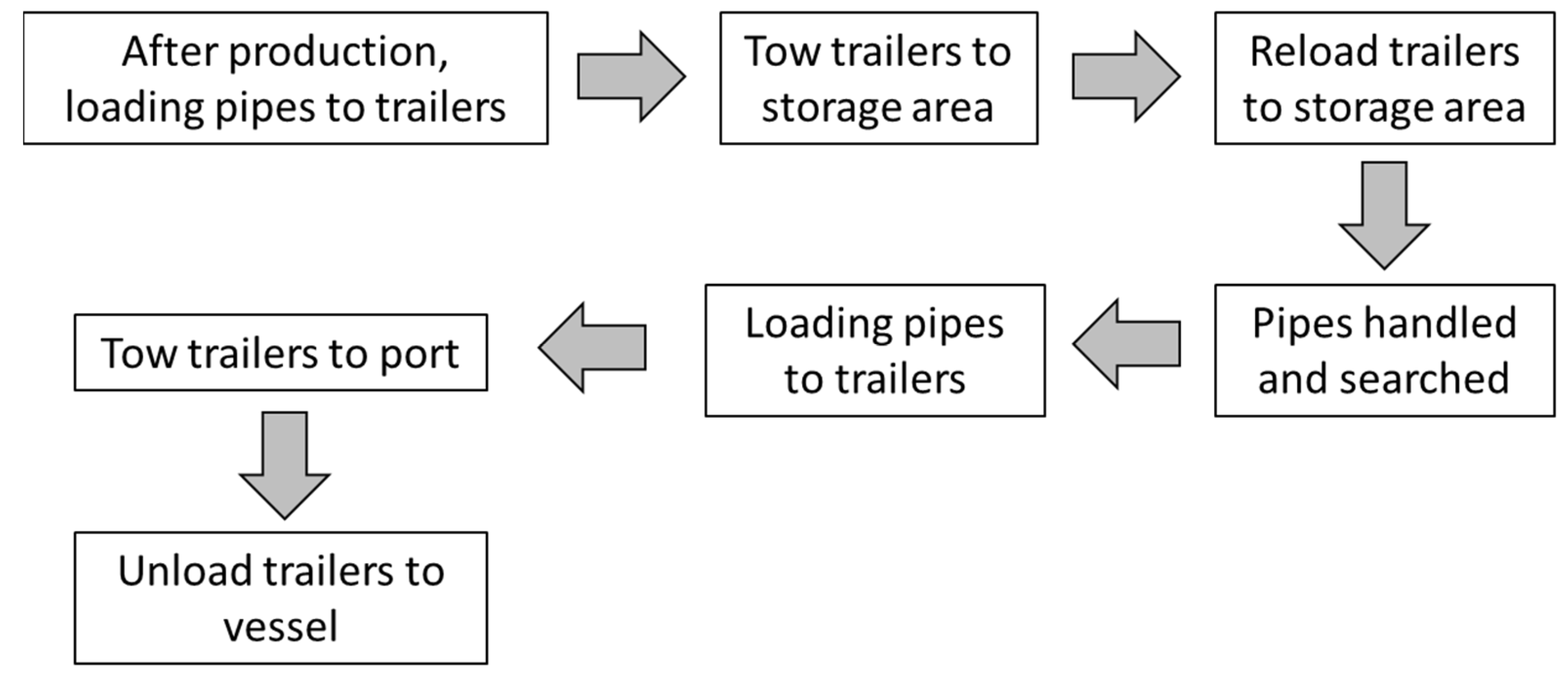
- Before the vessel arrives at the port, all production activities must be completed.
- (ii).
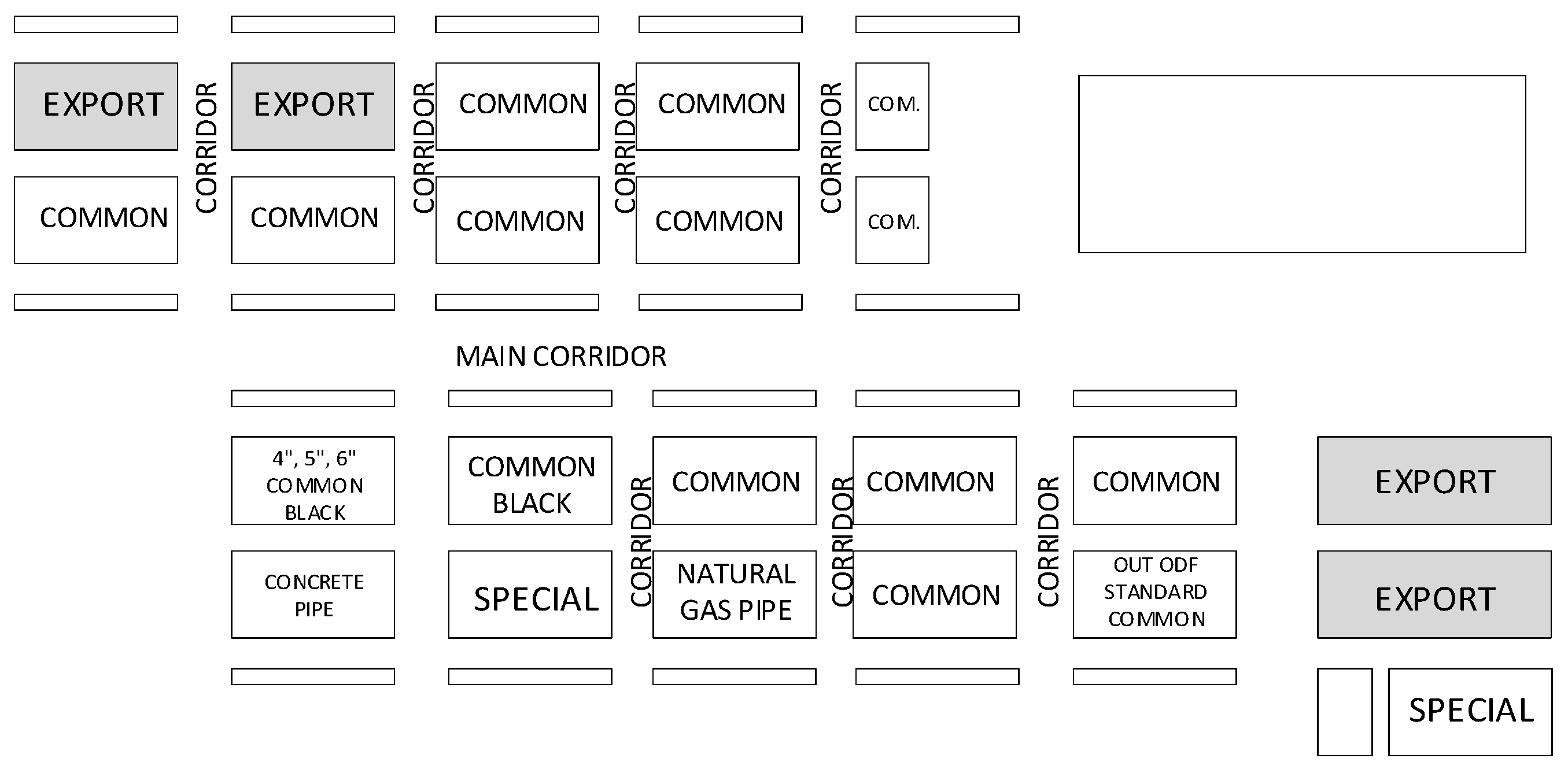
- If the designated storage area is insufficient, several types of pipes may be placed in other locations. This increases the company’s loading times and logistics costs.
- (iii).
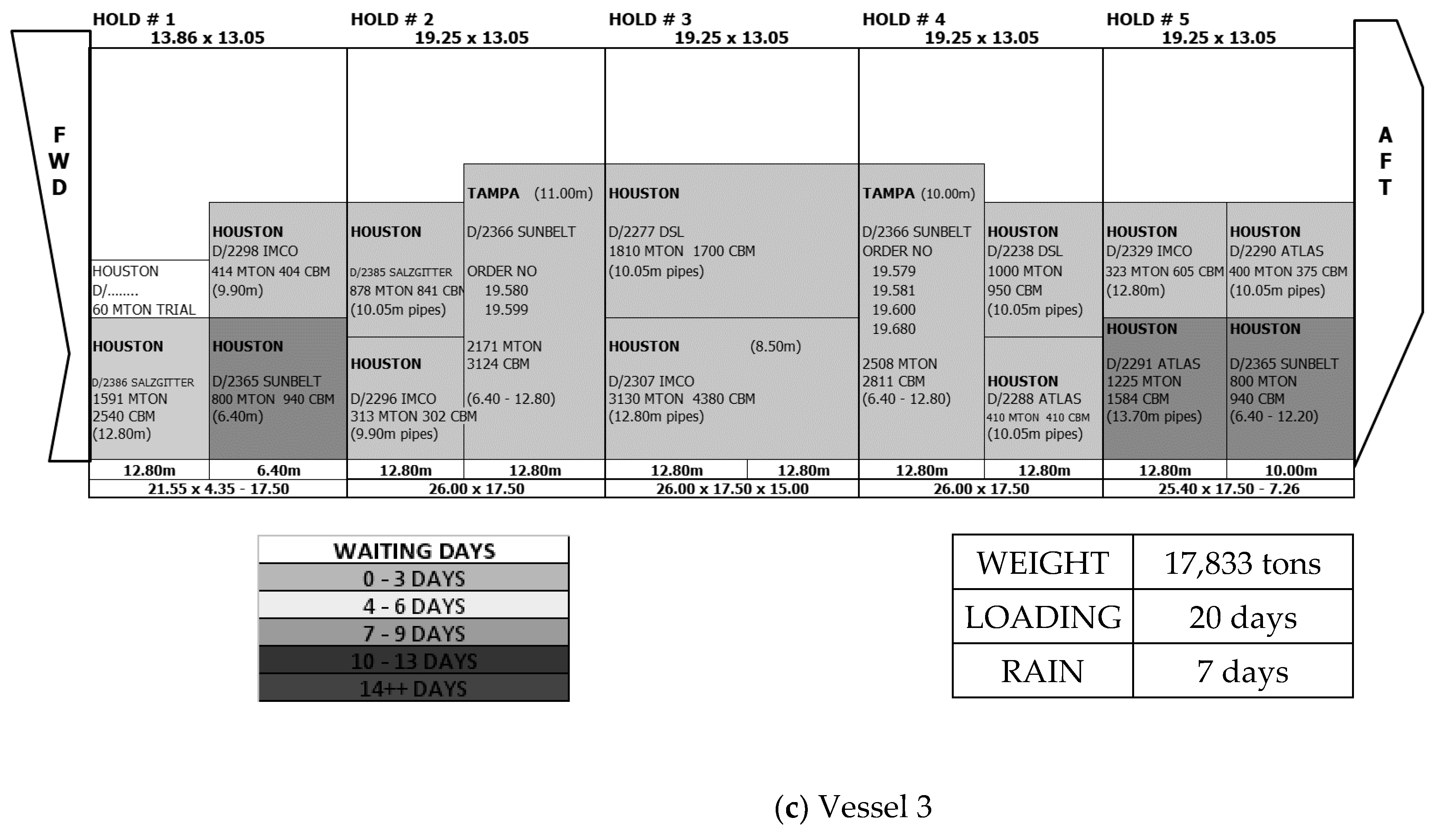
- The shape of the vessel hold affects the loading time and logistics costs. Loading into box-type holds is faster than other types of holds.
3.1. The DMAIC Cycle
3.1.1. Define Phase
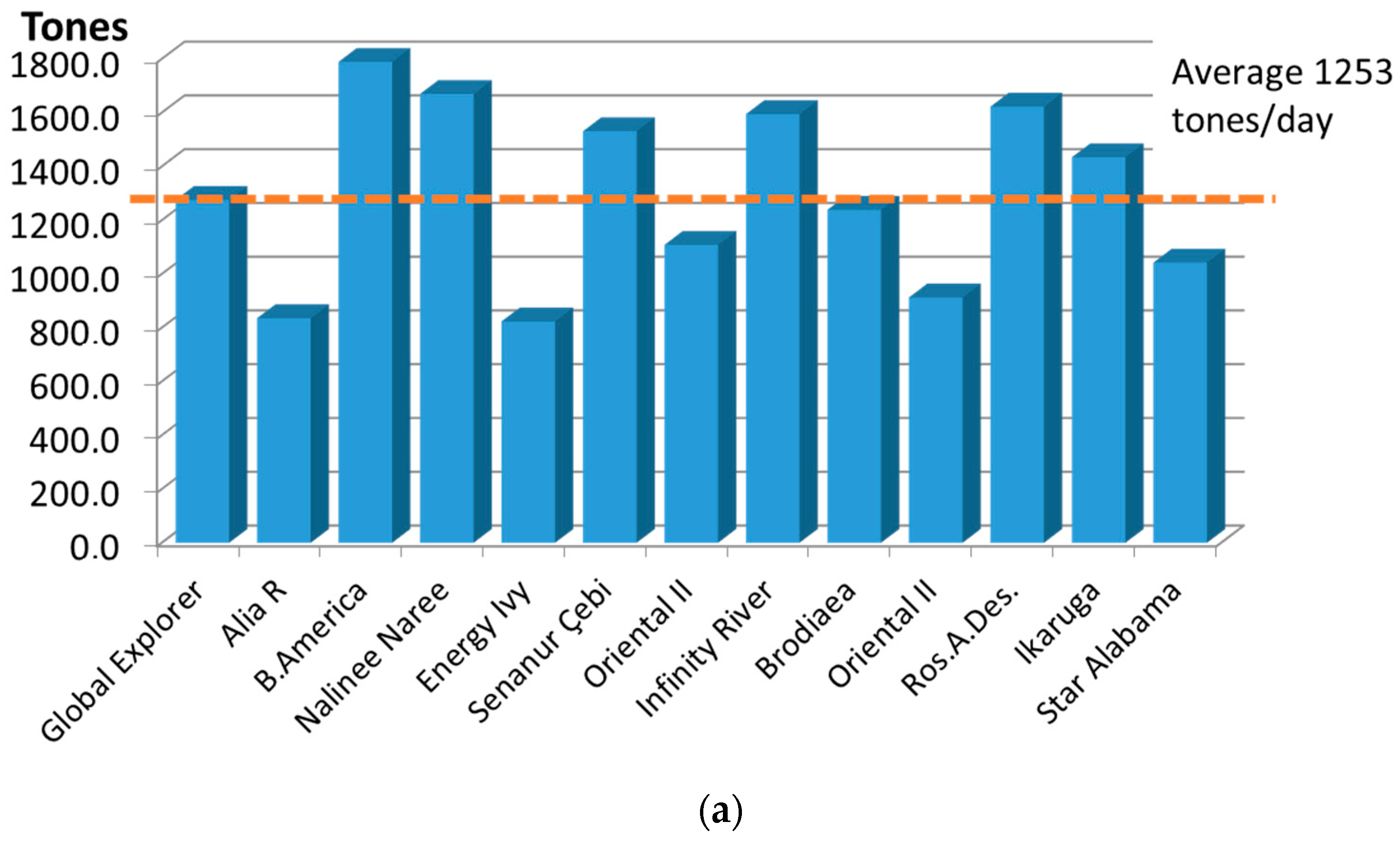
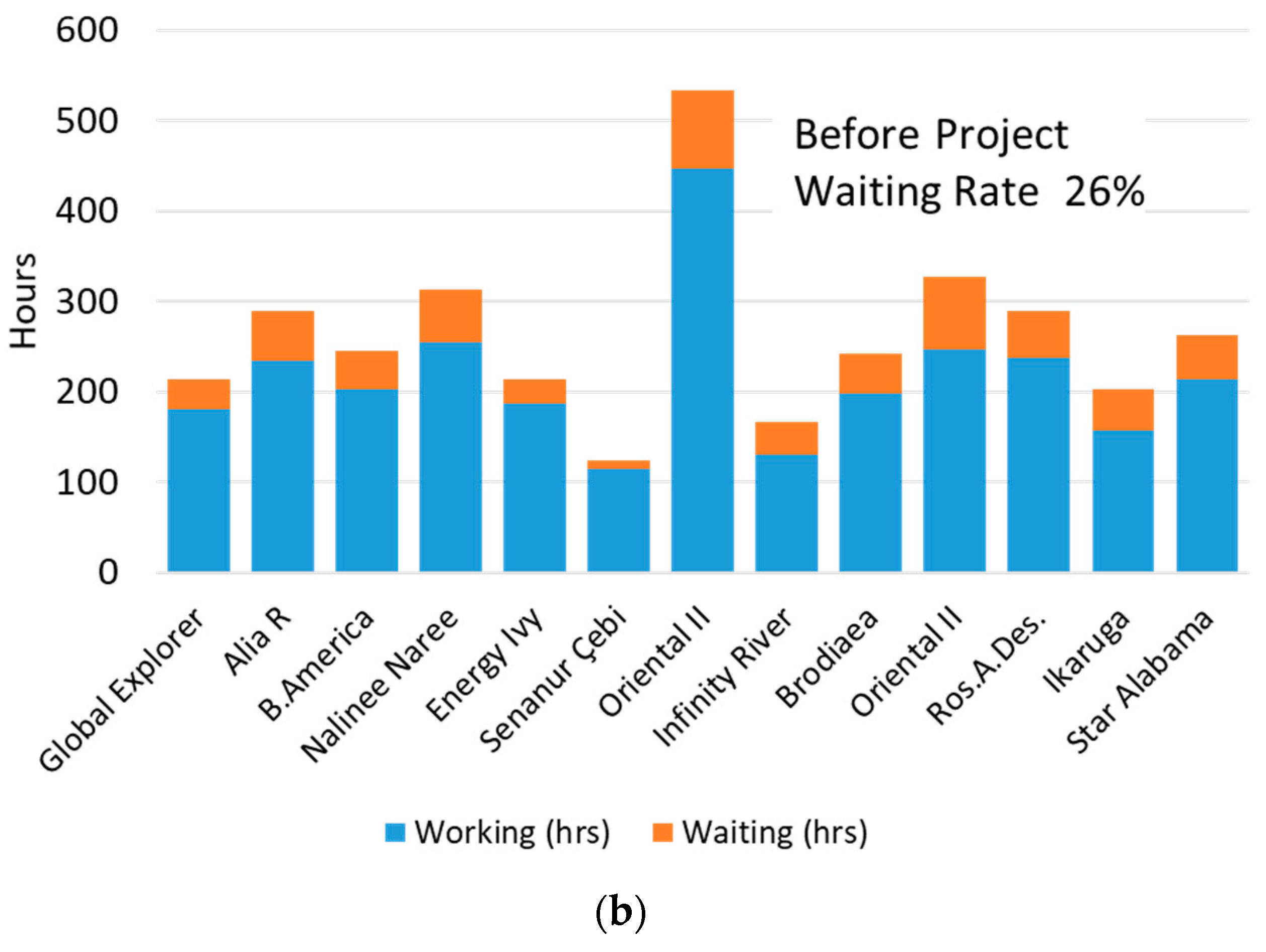
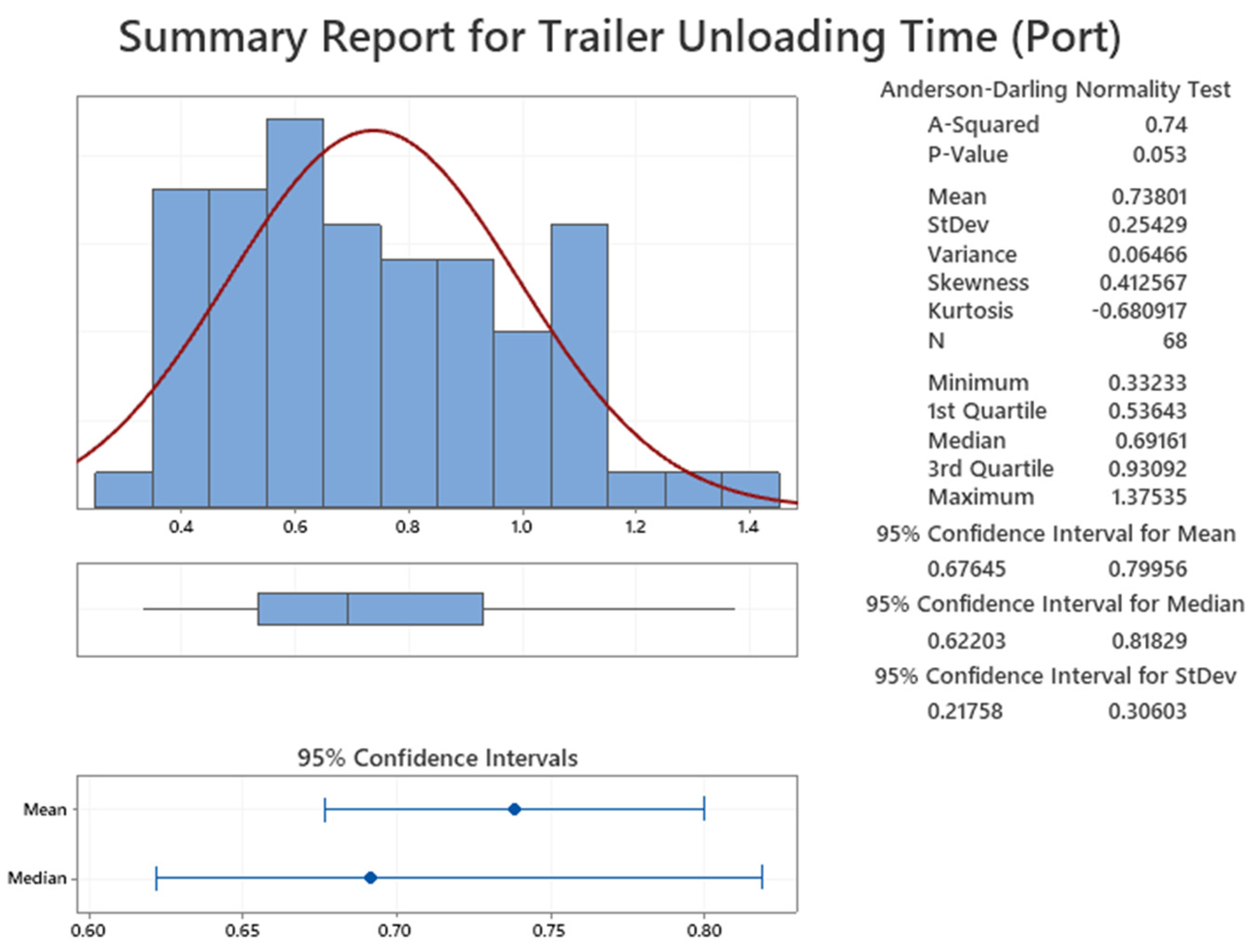
3.1.2. Measure Phase
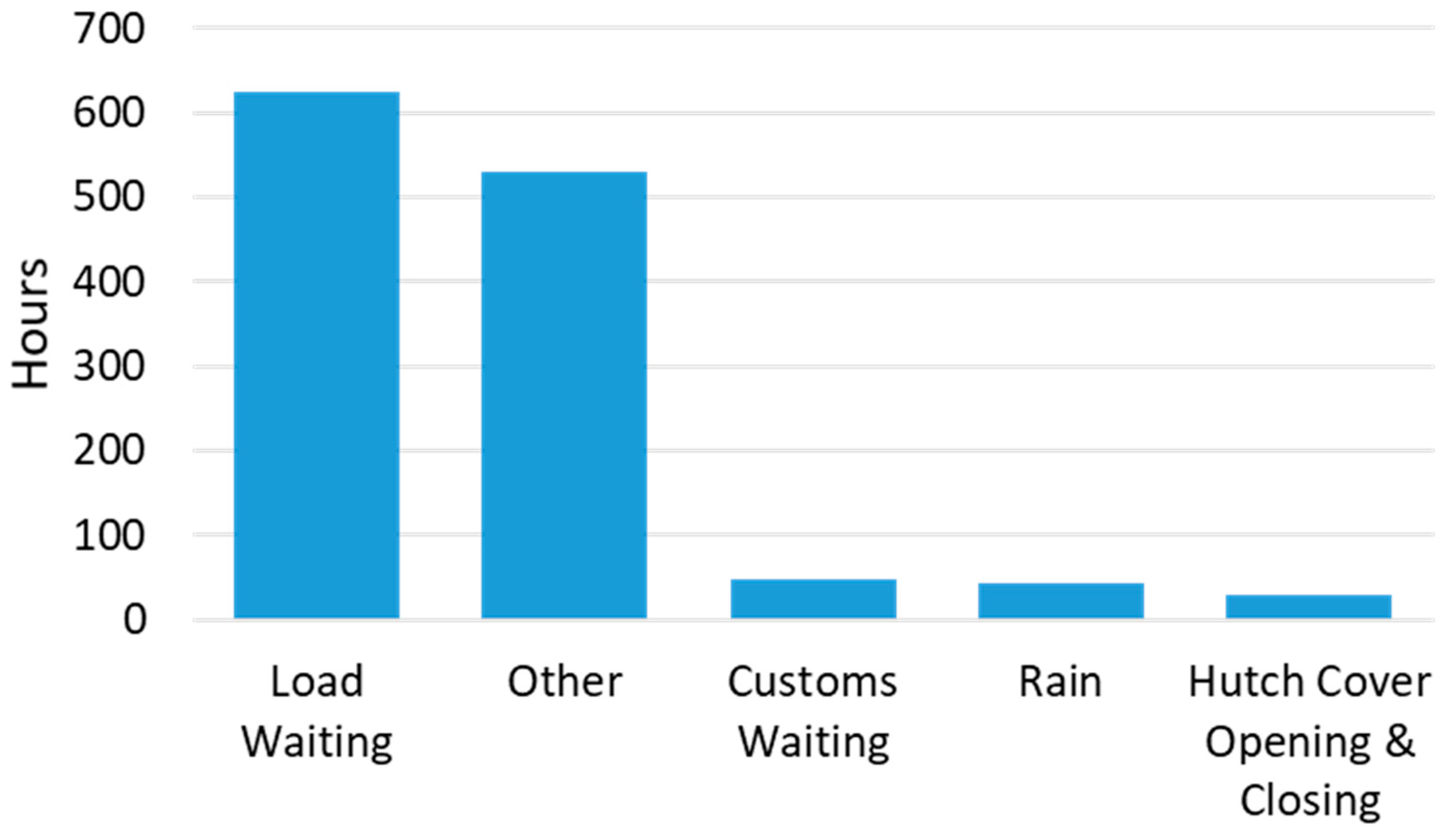
3.1.3. Analyze Phase
- Lack of communication between the manufacturing company’s departments of sales, production planning, production, and the vessel rental company
- Production delays due to the order sequencing problems
- Tardiness of production
- Inadequate deployment of lean production principles
- Limited daily vessel loading rate
- Low employee performance in the storage area and at the port
- Delayed logistics due to environmental issues
3.1.4. Improve Phase
3.1.5. Control Phase
3.2. Mathematical Models for Container Selection
- Decreased pipe handling
- Increased daily vessel loading rate
- More flexible storage areas
- Open storage areas free of fixed cost
- Quadrupled quantity of pipes stored per square meter
- Number of containers that can be placed in the area
- Ease of operation of the stackers
- Ease of removal of the containers
- Strength of the groundwork with a possibility of stacking up to 5 rows (for worker safety)

4. Identified Gaps and Directions for Future Research
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Küçük, M.; Orbak, A.Y. Six Sigma Approach for the Reduction of Transportation Costs of a Pipe Manufacturing Company. In Proceedings of the 2011 IEEE International Conference on Quality and Reliability, ICQR, Bangkok, Thailand, 11–14 September 2011; pp. 541–545. [Google Scholar]
- Beumjun, A.; Watanabe, N.; Hiraki, S. A Mathematical Model to Minimize the Inventory and Transportation Costs in the Logistics Systems. Comput. Ind. Eng. 1994, 27, 229–232. [Google Scholar]
- Salema MI, G.; Poboa AP, B.; Novais, A.Q. An optimization model for the design of a capacitated multi-product reverse logistics network with uncertainty. Eur. J. Oper. Res. 2005, 179, 1063–1077. [Google Scholar] [CrossRef]
- Goetschalckx, M.; Vidal, C.J.; Dogan, K. Modeling and design of global logistics systems: A review of integrated strategic and tactical models and design algorithms. Eur. J. Oper. Res. 2001, 143, 1–18. [Google Scholar] [CrossRef]
- Barney, M. Motorola’s second generation. Six Sigma Forum Mag. 2002, 1, 13–16. [Google Scholar]
- Tang, L.C.; Goh, T.N.; Lam, S.W.; Zhang, C.W. Fortification of Six Sigma: Expanding the DMAIC Toolset. Qual. Reliab. Eng. Int. 2007, 23, 3–18. [Google Scholar] [CrossRef]
- De Mast, J.; Lokkerbol, J. An analysis of the Six Sigma DMAIC method from the perspective of problem solving. Int. J. Prod. Econ. 2012, 139, 604–614. [Google Scholar] [CrossRef]
- Stanivuk, T.; Gvozdenovic, T.; Mikulicic, J.Z.; Lukovac, V. Application of Six Sigma Model on Efficient Use of Vehicle Fleet. Symmetry 2020, 12, 857. [Google Scholar] [CrossRef]
- Harry, M.J.; Schroeder, R. Six Sigma: The Breakthrough Management Strategy Revolutionizing the World’s Top Corporations; Doubleday: New York, NY, USA, 2002; Chapter 1. [Google Scholar]
- Godfrey, A.B. The Honeywell Edge. In Six Sigma Forum Magazine; ASQ: Milwaukee, WI, USA, 2002; Volume 1, pp. 14–17. [Google Scholar]
- Slater, R. Jack Welch and the GE Way: Management Insights and Leadership Secrets of the Legendary CEO; McGraw-Hill: New York, NY, USA, 1999; Chapter 1. [Google Scholar]
- Kwak, Y.H.; Anbari, F.T. Benefits, obstacles, and future of six sigma approach. Technovation 2004, 26, 708–715. [Google Scholar] [CrossRef]
- McClusky, R. The rise, fall, and revival of six sigma. Meas. Bus. Excell. 2000, 4, 6–17. [Google Scholar]
- Brady, J.E.; Allen, T.T. Six sigma literature: A review and agenda for future research. Qual. Reliab. Eng. Int. 2005, 22, 335–367. [Google Scholar] [CrossRef]
- Aksoy, B.; Orbak, A.Y. Reducing the Quantity of Reworked Parts in a Robotic Arc Welding Process. Qual. Reliab. Eng. Int. 2009, 25, 495–512. [Google Scholar] [CrossRef]
- Forcina, A.; Silvestri, L.; Di Bona, G.; Silvestri, A. Reliability allocation methods: A systematic literature review. Qual. Reliab. Eng. Int. 2020, 36, 2085–2107. [Google Scholar] [CrossRef]
- Özlem, E.; Kuyzu, G.; Savelsberg, M. Reducing Truckload Transportation Costs Through Collaboration. Transp. Sci. 2007, 41, 206–221. [Google Scholar]
- Chen, C.S.; Lee, S.M.; Shen, Q.S. An Analytical Model for the Container Loading Problem. Eur. J. Oper. Research 1995, 80, 68–76. [Google Scholar] [CrossRef]
- Küçük, M. Improvement of Logistics Processes of a Factory that Produces Steel Pipe. Master’s Thesis, Bursa Uludağ University, Graduate School of Natural and Applied Sciences, Industrial Engineering Department, Bursa, Türkiye, 2013. [Google Scholar]
- Ali, S.; Ramos, A.G.; Carravilla, M.A.; Oliveira, J.F. On-line three-dimensional packing problems: A review of off-line and on-line solution approaches. Comput. Ind. Eng. 2022, 168, 108122. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, Y.; Feng, J. Vehicle-type strategies for manufacturer’s car sharing. Kybernetes 2022. ahead-of-print. [Google Scholar] [CrossRef]
- Di Bona, G.; Cesarotti, V.; Arcese, G.; Gallo, T. Implementation of Industry 4.0 technology: New opportunities and challenges for maintenance strategy. Procedia Comput. Sci. 2021, 180, 424–429. [Google Scholar] [CrossRef]
- Ye, R.; Liu, P.; Shi, K.; Yan, B. State Damping Control: A Novel Simple Method of Rotor UAV With High Performance. IEEE Access 2020, 8, 214346–214357. [Google Scholar] [CrossRef]
- Wu, H.; Jin, S.; Yue, W. Pricing Policy for a Dynamic Spectrum Allocation Scheme with Batch Requests and Impatient Packets in Cognitive Radio Networks. J. Syst. Sci. Syst. Eng. 2022, 31, 133–149. [Google Scholar] [CrossRef]
- Zheng, H.; Jin, S. A Multi–Source Fluid Queue Based Stochastic Model of the Probabilistic Offloading Strategy in a MEC System with Multiple Mobile Devices and a Single MEC Server. Int. J. Appl. Math. Comput. Sci. 2022, 32, 125–138. [Google Scholar] [CrossRef]
- Wang, Y.; Han, X.; Jin, S. MAP based modeling method and performance study of a task offloading scheme with time-correlated traffic and VM repair in MEC systems. Wirel. Netw. 2023, 29, 47–68. [Google Scholar] [CrossRef]
- Shao, Z.; Zhai, Q.; Han, Z.; Guan, X. A linear AC unit commitment formulation: An application of data-driven linear power flow model. Int. J. Electr. Power Energy Syst. 2023, 145, 108673. [Google Scholar] [CrossRef]
- Tripathi, V.; Chattopadhyaya, S.; Mukhopadhyay, A.K.; Sharma, S.; Li, C.; Di Bona, G. A Sustainable Methodology Using Lean and Smart Manufacturing for the Cleaner Production of Shop Floor Management in Industry 4.0. Mathematics 2022, 10, 347. [Google Scholar] [CrossRef]
- Silvestri, L.; Forcina, A.; Di Bona, G.; Silvestri, C. Circular economy strategy of reusing olive mill wastewater in the ceramic industry: How the plant location can benefit environmental and economic performance. J. Clean. Prod. 2021, 326, 129388. [Google Scholar] [CrossRef]
- Silvestri, C.; Silvestri, L.; Forcina, A.; Di Bona, G.; Falcone, D. Green chemistry contribution towards more equitable global sustainability and greater circular economy: A systematic literature review. J. Clean. Prod. 2021, 294, 126137. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Control Indicator | Level | Reaction |
|---|---|---|
| Vessel waiting time | Above 20 h | Check transportation ground vehicle schedule |
| Logistics cost | Above predetermined value | Check arriving vessel schedule and excess waiting times |
| Loaded pipes | Lower than 1800 tons | Check the ground transportation vehicle schedule |
| Worker efficiency | Lower than 80% | Check loading problems for both vessels and ground transportation |
| 20 ft. Container | 40 ft. Container | |
|---|---|---|
| Length (mm.) L1 | 5890 | 12,015 |
| Height (mm.) H1 | 2400 | 2690 |
| Width (mm.) B1 | 2345 | 2345 |
| Unit prices ($) | 3500 | 5000 |
| Type of Pipe | Total Weight (Tons) | Preferred Container Type | Number of Containers | Cost ($) |
|---|---|---|---|---|
| 1 | 1300 | 20 ft. | 65 | 227,500 |
| 2 | 1500 | 20 ft. | 75 | 262,500 |
| Total Cost | 490,000 |
| Line (i) | lxi | lyi |
|---|---|---|
| 1 | 0 | 1 |
| 2 | 0 | 1 |
| 3 | 0 | 1 |
| 4 | 0 | 1 |
| 5 | 1 | 0 |
| 6 | 1 | 0 |
| Section of the Storage | Number of Horizontal Lines | Number of Horizontal Lines | Number of Containers | Area (m2) |
|---|---|---|---|---|
| 1 | 4 | 4 | 16 | 509.23 |
| 2 | 2 | 23 | 46 | 1464.05 |
| 3 | 3 | 2 | 6 | 190.96 |
| 4 | 3 | 4 | 12 | 381.93 |
| Sum | 80 | 2546.17 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Orbak, Â.Y.; Küçük, M.; Akansel, M.; Sharma, S.; Li, C.; Kumar, R.; Singh, S.; Di Bona, G. Mathematical Model Assisted Six-Sigma Approach for Reducing the Logistics Costs of a Pipe Manufacturing Company: A Novel Experimental Approach. Mathematics 2023, 11, 621. https://doi.org/10.3390/math11030621
Orbak ÂY, Küçük M, Akansel M, Sharma S, Li C, Kumar R, Singh S, Di Bona G. Mathematical Model Assisted Six-Sigma Approach for Reducing the Logistics Costs of a Pipe Manufacturing Company: A Novel Experimental Approach. Mathematics. 2023; 11(3):621. https://doi.org/10.3390/math11030621
Chicago/Turabian StyleOrbak, Âli Yurdun, Metin Küçük, Mehmet Akansel, Shubham Sharma, Changhe Li, Raman Kumar, Sunpreet Singh, and Gianpaolo Di Bona. 2023. "Mathematical Model Assisted Six-Sigma Approach for Reducing the Logistics Costs of a Pipe Manufacturing Company: A Novel Experimental Approach" Mathematics 11, no. 3: 621. https://doi.org/10.3390/math11030621
APA StyleOrbak, Â. Y., Küçük, M., Akansel, M., Sharma, S., Li, C., Kumar, R., Singh, S., & Di Bona, G. (2023). Mathematical Model Assisted Six-Sigma Approach for Reducing the Logistics Costs of a Pipe Manufacturing Company: A Novel Experimental Approach. Mathematics, 11(3), 621. https://doi.org/10.3390/math11030621