1. Introduction
Many chemical-technological processes involving the solid phase entail a change in the size of the dispersed particles. These include the processes of crystallization, dissolution, drying, combustion, pyrolysis, gasification, abrasion, and a number of others [
1,
2,
3,
4,
5,
6,
7]. A change in the dispersed composition of the solid phase during the process can affect it via several mechanisms such as the kinetics of the process, a decrease or increase in the specific interfacial surface area, or a change in the nature of the movement of phases in the working volume. Oftentimes, this influence is so great that it cannot be ignored when estimating and designing industrial processes. For example, during the processes of combustion, pyrolysis and gasification, highly significant changes occur in the size of particles. Solid phase particles can change numerous times and this must be considered to ensure hydrodynamic stability, especially if the processes are carried out in apparatuses with a fluidized bed. In some cases (granulation, grinding), the change in the dispersed composition of solid particles is the essence of the process, which should lead to the solution of a specific technological problem. Such processes are widely used for recycling waste in order to obtain useful products. For example, granulation allows for the use of a fine-dispersed fraction (dust) as a raw material and by this process, a finished product in the mineral fertilizers industry can be obtained. Similarly, during wastewater treatment, granular organic fertilizers are obtained by means of convective drying in a fluidized bed of activated sludge These types of combined processes of drying and granulation look very promising and proceed with lower energy consumption [
1], as they occur simultaneously in one apparatus. Otherwise, the solution would have to be dried first, and only then would the obtained powder be sent for granulation in another apparatus—a granulator. During a combined process, the granulated product is obtained immediately at the outlet of the apparatus.
The change in the granulometric composition of solid particles can be associated with a variety of physical phenomena such as crushing, agglomeration, abrasion, shrinkage, dissolution, etc. Under conditions of intensive hydrodynamic regimes, these phenomena are stochastic and cannot be quantitatively described at the level of a single particle. Therefore, in order to describe the evolution of the dispersed composition of particles it seems natural to use the theory of probability. Previously [
1,
2,
8,
9,
10,
11,
12,
13,
14], this approach convincingly proved its effectiveness in modeling processes across various industries. As for the application of mathematical models based on the numerical integration of CFD data for research, these methods have undeniably great capabilities and a degree of universality. However, analytical solutions, whenever they can be obtained, simplify tracing of the dependence of the process on various parameters and can help to quantitatively to describe the real process in some extreme cases. The use of mathematical models based on neural networks (AAN) is a fairly effective analysis tool in most cases. However, when studying chemical and technological processes, their use is unjustified as it is not based on the physical content of the phenomena that constitute the essence of the process.
In addition, a number of papers suggest using the Monte Carlo method to analyze agglomeration processes [
15,
16,
17,
18]. The literature also presents mathematical models of changes in the dispersed composition based on balance equations which, from a physical point of view, describe such processes more adequately, but are formulated for concrete technological processes and account for their specificity [
19,
20,
21,
22,
23,
24,
25,
26]. However, the proposed mathematical models are specific rather than universal in nature and are only applicable to certain cases of process organization. Therefore, the main aim of this work is to develop a unified methodological approach to the theoretical analysis of the processes of evolution of the dispersed composition, which would assist in designing accurate mathematical representations of a particular process and to describe it quantitatively with regard to the specificities of the accompanying phenomena.
2. Theoretical Analysis and Methods
For a quantitative description of the change in the dispersed composition of particles caused by several phenomena of different physical nature, the principle of superposition can be used. In this case, the velocity of change in the distribution function of the number of particles by mass is equal to the sum of the velocities of individual processes:
This approach to the mathematical modeling of processes described by linear, quasi-linear differential and integro-differential equations can describe a complex composite process using kinetic equations for individual processes.
Generally, the change in the dispersed composition of the solid phase in a continuous or periodic apparatus is described by equation [
1,
2]:
where
is the particle distribution function by mass
m (size). By definition of the distribution function, the expression
is the number of particles with a mass in the range (
m,
m +
dm) per unit of the working volume of the apparatus in the vicinity of a point with a radius vector
at time
t. In Equation (1),
is the average velocity of the solid phase,
Dp is the mixing coefficient of the solid phase (it is assumed that it is the same for all directions), and
is the total average rate of continuous particle growth, which can occur both due to the adhesion of small particles to large ones and the deposition of the solid phase from solutions on their surface. The
Dm coefficient (diffusion coefficient in the mass space) accounts for variations in the growth rate of individual particles. The terms
I+ and
I− on the right side of the equation are responsible for the change in particle size due to coagulation and crushing, respectively. If
k(
t,
,
m,
s) is used to denote the density of probability of agglomeration of two particles with masses
m and
s per unit time, and
g(
t,
,
m,
m −
s,
s) is used to denote the density of probability of crushing a particle with mass
m into two fragments with masses
m −
s and
s, then the values
I+ and
I− take the following forms:
Equations (1)–(3) are quite general in nature and can be used to quantitatively describe the evolution of the dispersed composition of the solid phase for many chemical and technological processes with regard to the specific conditions for their implementation. This will be illustrated over several examples.
We applied the proposed approach to the analysis of the granulation process in a flow apparatus of ideal mixing in the solid phase. We assumed that the formation of new centers of granule formation occurs due to the crushing of particles. For crushing occurring in an external circuit, for example, in roller crushers, an analysis is presented in [
22]. If crushing is caused by the collision of particles, or thermal stresses inside the particles while agglomeration and abrasion are practically absent, then such conditions are close to the conditions for conducting a continuous process of dehydration of solutions and suspensions in a fluidized bed [
27]. At the same time, Equation (1) will be significantly simplified for the stationary mode [
1]:
Here,
φ(
m) is the density of particle distribution by mass:
,
;
N is the number of particles in the apparatus;
T is the average time of residence of the particles in the working volume. It is natural to assume that the probability of crushing a particle is proportional to its mass, since with increasing particle size the inhomogeneities inside the particle also increase. The density of probability of crushing is then a constant:
g(
t,
,
m,
m −
s,
s) =
g0 =
const. In this case, Equation (4) can be formulated as follows:
Experimental studies [
28] have established that when granulating solutions in a fluidized bed, the velocity
u(
m) of particle growth can be approximated by the ratio:
in which the indicator
n, depending on the organization of the movement of the solid phase in the apparatus, takes values from 0 to 1. More specifically,
n = 2/3 in the fluidized bed and
n = 1 in the gushing bed. Considering the Dependence (6), Equation (5) can be solved numerically. However, an analytical solution can also be extended to both extreme cases:
n = 0 and
n = 1. The explicit form of such solutions leads to the conclusion about the limiting behavior of particle distribution functions in actual processes. For
n = 0 the solution to Equation (5) satisfying the condition
φ(0) = 0 is the function:
where
is the dimensionless parameter and
is the average mass of the particles. The Ratio (7) allows to determine all parameters of the distribution of solid phase particles at the outlet of the apparatus.
At
n = 1, when the particle growth rate is proportional to its size (
u =
Am), the solution to Equation (5) has the form:
Another example of the effectiveness of Equation (1) in the quantitative description of real practically important processes that are accompanied by a change in the dispersed composition of the solid phase is in the analysis of particle agglomeration in the processing of powdered materials. Many works are currently devoted to the study of agglomeration [
29,
30,
31,
32,
33,
34,
35,
36,
37,
38,
39,
40,
41,
42,
43,
44]. When agglomerating particles are placed in a flow apparatus of ideal mixing, Equation (1) is simplified and can be formulated as follows:
where
f0(
m,
t) is the density of the distribution function of the incoming particle flow. If the density of probability of coagulation of two particles is considered as a constant
k(
m,
s) =
k0 =
const then the Solution (9) for the steady-state regime can be presented as follows:
Here,
N0 is the number of particles entering the apparatus per unit of time and
G(
x) is the gamma function. Expression (10) is used to calculate the number of particles in the apparatus depending on their average time of residence in the working volume, their average mass, as well as estimate the degree of polydispersity of the coagulating particle system. The latter characteristic is determined by the relative dispersion, which in the case under consideration is equal to:
where the index “0” refers to the flow of particles entering the apparatus. It follows from this expression that with the increase in the probability of the coagulation of particles (i.e., with the decrease in the number of particles
N), the degree of polydispersity of the coagulating system increases.
The examples given illustrate the possibility of analytical solutions to Equation (1) in cases where the change in the dispersed composition of solid phase particles is caused mainly by either crushing or coagulation. However, many processes become complicated when coagulation and crushing of solid phase particles occur simultaneously. Such a situation may occur, for instance, when a granulation process is conducted in a flow apparatus of ideal displacement. In this case, Equation (1) takes the form [
45]:
Here, z is the longitudinal coordinate. Equation (11) should be supplemented with expressions for probabilities k(m, s) and g(m − s, s). The expression for the probability of coagulation of two particles with masses m and s per unit time should account for the fact that the formation of large particles is unlikely, while the collision of two very small particles with a sufficient amount of binder will almost certainly lead to their adhesion.
With regard to this assumption, the kernel of the integral transformation for coagulation can be approximated by the expression:
The coefficient B in this expression depends on the conditions of the process including the amount of the binder.
The probability of crushing a particle clearly increases with an increase in its mass, since this entails an increase in the number of inhomogeneities inside it, the number of microcracks, local stresses, and so forth. For this reason, the kernel of the integral transformation for splitting
g(
m −
s,
s) can be represented by the following expression:
The coefficient C depends on the intensity of the mechanical influences on the granules. At the same time, it is assumed that the fragmentation of a particle into two fragments of similar masses is more likely than its fragmentation into fragments of vastly different masses. Accordingly, abrasion is entirely excluded by the proposed models.
For calculating a specific process, the coefficients
B and
C can be found experimentally based on the results of specially conducted experiments [
45].
For known constant values
B and
C Relations (12) and (13) close Equation (11). The solution to the equation with respect to
f(
m,
z,
t) can determine the dynamics of changes in the mass (size) of particles along the course of movement of the processed material under conditions of the competing actions of the following two processes: coagulation and crushing. At the same time, for a continuous steady-state granulation process, the explicit form of the dependence
f(
m,
z) can help to locate the cross-section of the apparatus where crushing begins to prevail over coagulation. For a periodic process under conditions of ideal mixing, it is not difficult to determine the moment in time when the dynamic equilibrium between the processes of coagulation and crushing is established by the explicit form of the dependence
f(
m,
t). At the same time, the derivative
turns to zero and Equation (11) can be represented as:
which uses the method of successive approximations to find the equilibrium function
f(
m). The solution of this equation allows to determine the final granulometric composition of particles in the periodic granulation process as well as its dependence on the process parameters. As a first approximation of the solution of this equation, it is natural to consider the function:
(
Np is the number of particles in the working volume of the apparatus under dynamic equilibrium conditions) which automatically satisfies the conditions for normalization:
Substitution of the Relations (12), (13) and (15) to the right side of Equation (14) and the subsequent integration of the second approximation of the equilibrium function
f(
m) gives:
where the factor
φ(
m) connecting the first and second approximations has the form:
The obvious requirement for the behavior of
f2(
m) and
f1(
m) at
m → 0 to coincide leads to the following equation that must be satisfied by the constant
A in Expression (17):
Consequently, the root of this equation, found after determining the empirical constants
B and
C, together with Relation (15) results in an explicit form of the first approximation for the equilibrium function
f(
m). Simple calculations show that the function
φ(
m) → 0 at
m → ∞ is close to unity at small values of the variable
m. Therefore, the Dependence (15) can be used to analyze the distribution of granules by mass (size) at the stage of the process when the intensity of particle crushing is comparable to the rate of granulation. Specifically, the average mass of granules is equal to:
The modelling of the continuous growth of large particles only at the expense of a small fraction is of great practical interest. In this case, the right side of Equation (1) equals zero, which takes the following form:
For apparatuses with an ideal mixing of the solid phase, the equation will include the average residence time
T of particles in the working area:
Under steady-state conditions, the last equation has the exact solution:
which is correct in the case when the diffusion in the mass space can be neglected. It can be shown [
46] that this is exactly the case when condition
—where
m0 is the mass of a fine fraction particle—is satisfied. The Ratio (19) for the case of a monodispersed composition of large particles and a constant growth rate will take the form:
In the processes of granulation and particle enlargement, it is often more convenient to determine the particle distribution function not by mass, but by radius. Equation (19) is invariant with respect to the replacement of
m by
r, which is the radius of the particle. Consequently, Solution (20) will also be invariant, except in this case, the particle growth rate will be linear rather than mass-related. Moving from the mass of the particle to its radius we get:
Here, , f(r) is the differential function of the particle distribution over r—the radius of the particle.
3. Results and Discussion
The obtained solutions required experimental verification for a wide class of chemical and technological processes under various conditions of implementation. For this purpose, experimental studies were conducted using technological devices of several types. The results of an experimental study of a cycle-free granulation process with an internal source of granulation in a gushing bed apparatus are given in [
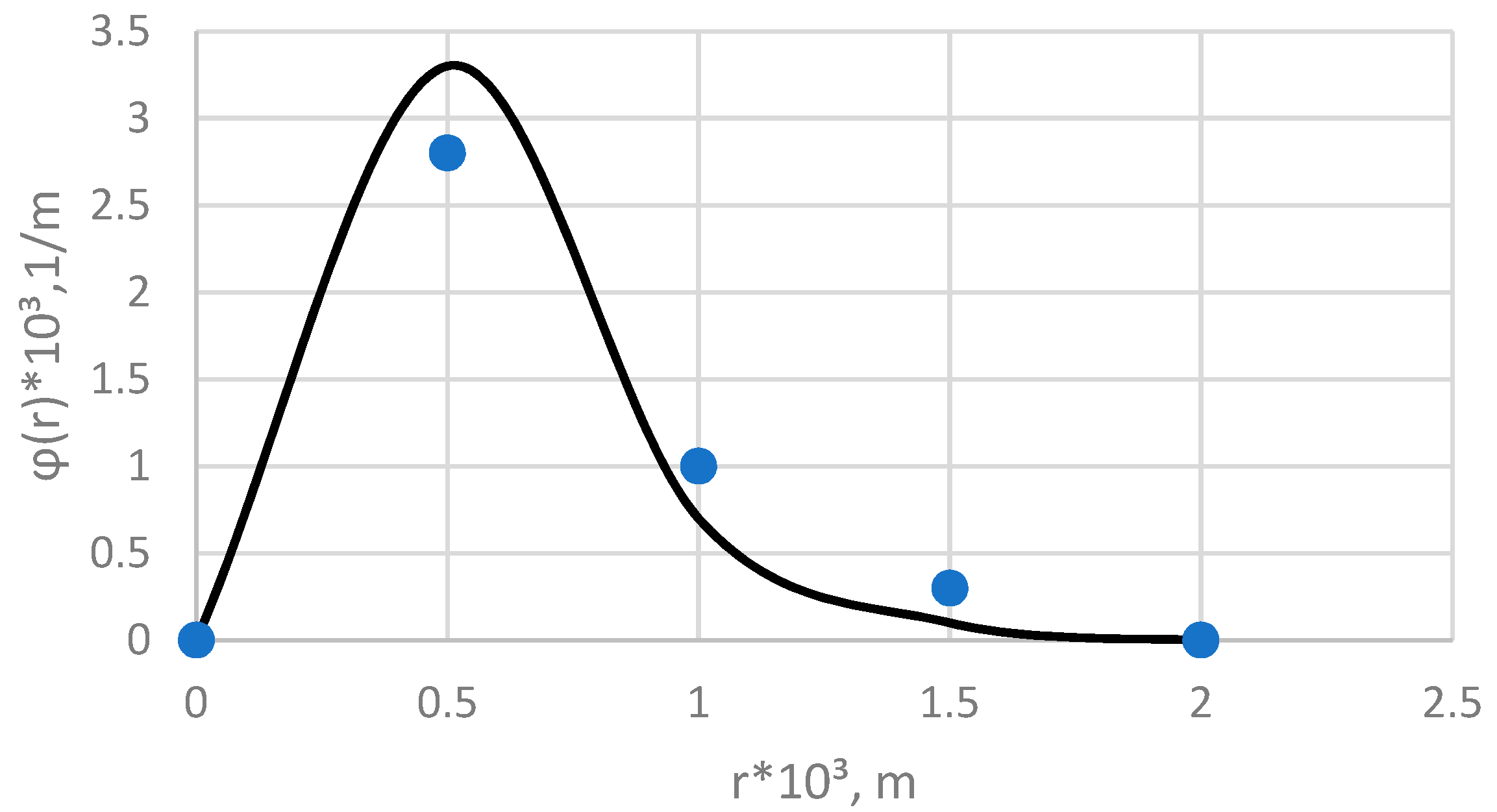
1]. In the experiments, a disodium phosphate solution was used, which was fed into the lower part of the apparatus, directly into the fountain core using a pneumatic nozzle. The drying of the solution falling onto the granules occurred very quickly, which ensured the continuous growth of granules in the apparatus. As the nuclei of granulation, small particles of granules were used, which were formed in the apparatus as a result of volumetric and thermal crushing of the granules themselves. This occurred under the influence of local temperature fields formed in the layer that is the core of the fountain and the peripheral zone of the layer.
According to the results of experiments on the study of crushing, the dependences of the density of probability of crushing per unit time
g0 on the magnitude of temperature differences were obtained. The latter, as was found, provides the main factor in the thermal crushing of granules. As is shown, (
Figure 1) for a cycle-free process with an internal source of granulation, the experimental values of the differential distribution function of the obtained granules fit well between the distribution curves obtained by calculation according to analytical Dependences (7) and (8).
These analytical dependences obtained for the limiting values of the parameter n determine the boundaries for actual particle distribution functions, provided that the kernel of the integrodifferential equation is a constant. However, if the actual functions reach beyond the boundaries considered, then a different and a more complex type of kernel is needed, which would lead to a significant increase in mathematical difficulties when obtaining solutions.
The adequacy of the proposed model representations was also confirmed for the process of granulating a finely dispersed product in a horizontal cylindrical granulator with a fast-rotating rotor with fingers for intensive mixing of the material [
45]. In the experiments, an oil-containing waste disposal product mixed with alkaline earth metal oxide was used to obtain a granular mineral additive in asphalt concrete mixtures. Bitumen BDU 60/90 was used as a binder. The average particle diameter in the initial product was 120 microns with a density of 1.26 g/cm
3. The experiments were carried out at different speeds of rotation. At the same time, the amount of bitumen in all experiments was 12% (wt.) of the total amount of material. The comparison was carried out according to the calculated and experimental values of the average mass of granules at the stage of the process when the effects of crushing and coagulation were comparable, under different operating modes of the granulator. The results of the comparison showed that the Ratios (16) and (17) accurately predict the
value—see
Figure 2.
Consequently, Equation (1) is an acceptable basis, including in the analysis of processes in which the coagulation and crushing of solid particles occur simultaneously. Additionally, the Approximations (12) and (13) can be used for probabilistic estimation of coagulation and particle crushing during the entire time of the process. The dependence is flexible enough to correspond with sufficient accuracy to the actual dynamics of changes to the granulometric composition in the periodic mode of operation of the apparatus, or in a continuous process—provided that the design of the apparatus ensures a mode of movement of the material close to ideal displacement.
Another series of experimental studies aimed to verify the validity of the proposed mathematical representations when describing particle enlargement in a gushing bed apparatus [
46]. In the experiments, granules of synthetic detergents with a particle diameter of about 1 mm were used and sprayed with small particles of the same material with a diameter of less than 0.2 mm. Water was supplied as a binding fluid. The experiments were carried out in a continuous mode, the volume of the layer in the apparatus was maintained as constant. The liquid-phase water was fed to the surface of the layer by a mechanical nozzle, and the fine fraction for spraying onto the granules was fed through a gas distribution grid, with a flow of heated air as a liquefying agent. To determine the type of the initial distribution function of the initial granules, they were considered a monofraction. In this case, the initial distribution function can be considered as a delta function,
. Here,
=
f(
r)/
N0 is the normalized distribution function for the number of initial particles. Considering this, Equation (21) has the following form:
where
is the Heaviside function at
≥ 0,
= 1, and at
< 0,
= 0. The estimation of the increment of enlarged particles according to Formula (22) and its comparison with the experimental values obtained for the experimental conditions showed a satisfactory convergence of the results. As shown in
Figure 3, the deviation between them is about 8%, which indicates the adequacy of both the theoretical and experimental results.
It is shown in [
47] that the proposed approach can also be used to describe the abrasion of particles in suspended bed apparatuses, which is very important for many processes involving the solid phase.
4. Conclusions
A methodological approach to modeling the processes of changing the dispersed composition of solid phase particles such as granulation, crystallization, pyrolysis and others, is presented. Granulation should be considered as a complex process consisting of simpler (elementary) processes such as continuous particle growth, agglomeration, crushing and abrasion. All these elementary processes, which are also complex in themselves, usually participate in the formation of the dispersed composition of particles and proceed simultaneously with the predominance of one process or another, depending on the method of its organization and the physicochemical properties of substances.
Extensive experimental studies carried out by the authors indicate that the general balance Equation (1) for the particle mass distribution function can serve as a universal basis for a quantitative description of the evolution of the dispersed composition of the solid phase in technological apparatuses of periodic and continuous action. The paper presents analytical solutions of this equation for some special cases that are of independent interest.
In addition, it is important to note that a direct numerical or analytical solution of the integro-differential Equation (1) is impossible without experimental data on the kinetics of particle size changes and the probability of their coagulation and crushing. Obtaining such data in each specific case is an independent non-trivial task that requires certain experimental skills. However, if such a problem is solved, then the possibilities of the proposed approach are able to exhaustively assess the characteristics of the granulometric composition of the solid phase at any stage of the process. So, by using the Ratios (7) and (8), it is not difficult to calculate the parameters of the distribution of solid phase particles at the outlet of the flow apparatus of ideal mixing in a continuous mode of the granulation process. Ratios (10), (17) and (21) provide an opportunity to evaluate similar characteristics for other types of processes. At the same time, the calculated ratios implicitly depend on the design features of the devices and their working conditions (for example, after average residence time), which helps to purposefully select the modes of movement of working media in order to achieve the desired dispersed composition at the exit of the apparatus. In practical terms, such a task is of considerable interest.
It is interesting to note that the approach proposed by the authors can also be applied in areas aside from chemical technology. For instance, in [
48,
49] a similar mathematical apparatus is used in constructing models of economic growth of market participants. In addition, balance equations of the (1) equation type include a distribution function not by size, but by the volume of capital.




{kind=link}
{kind=link}
{kind=link}