Paste Extruder—Hardware Add-On for Desktop 3D Printers



Abstract
:1. Introduction
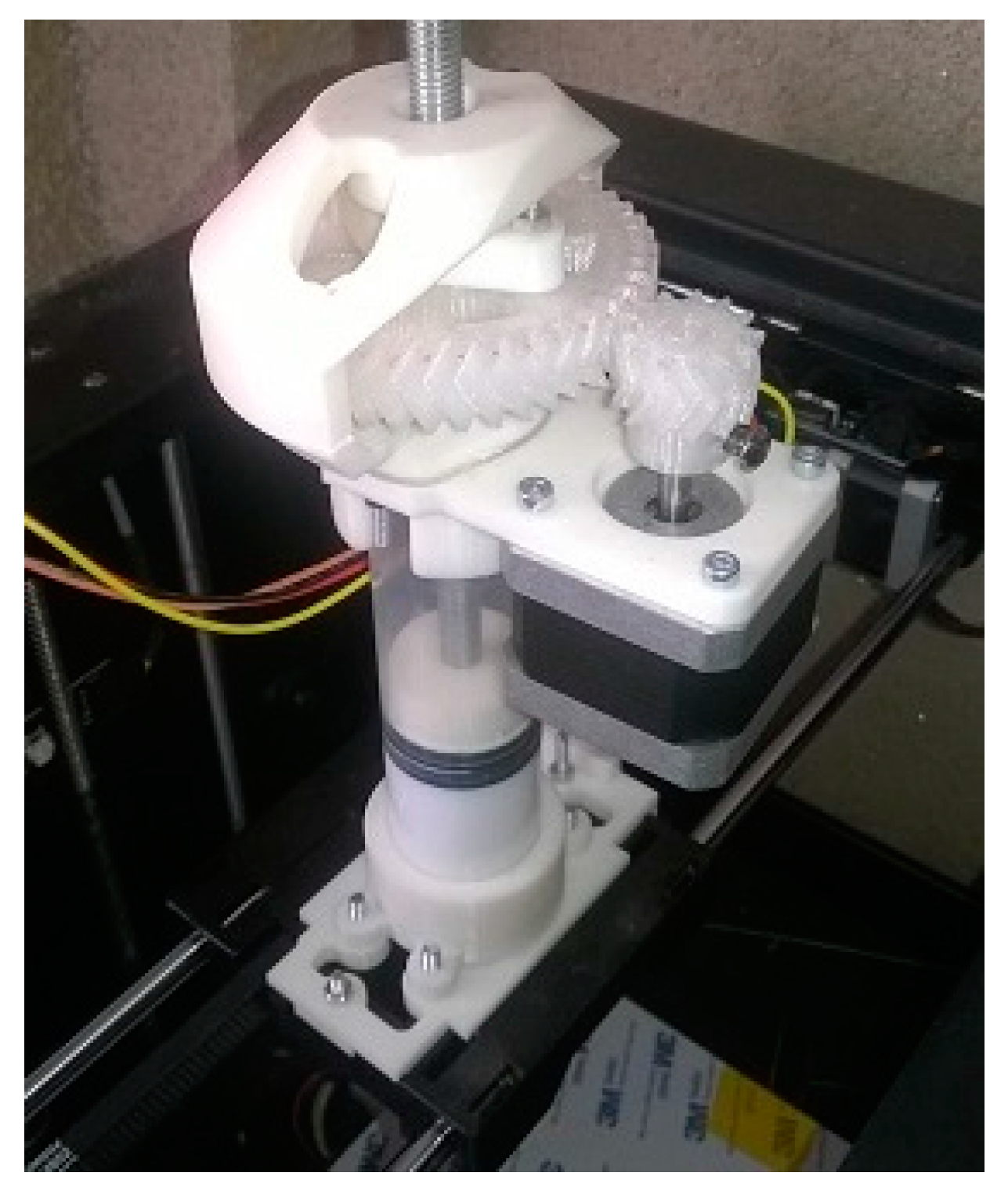
2. Towards an Improved 3D Printer Extruder Design
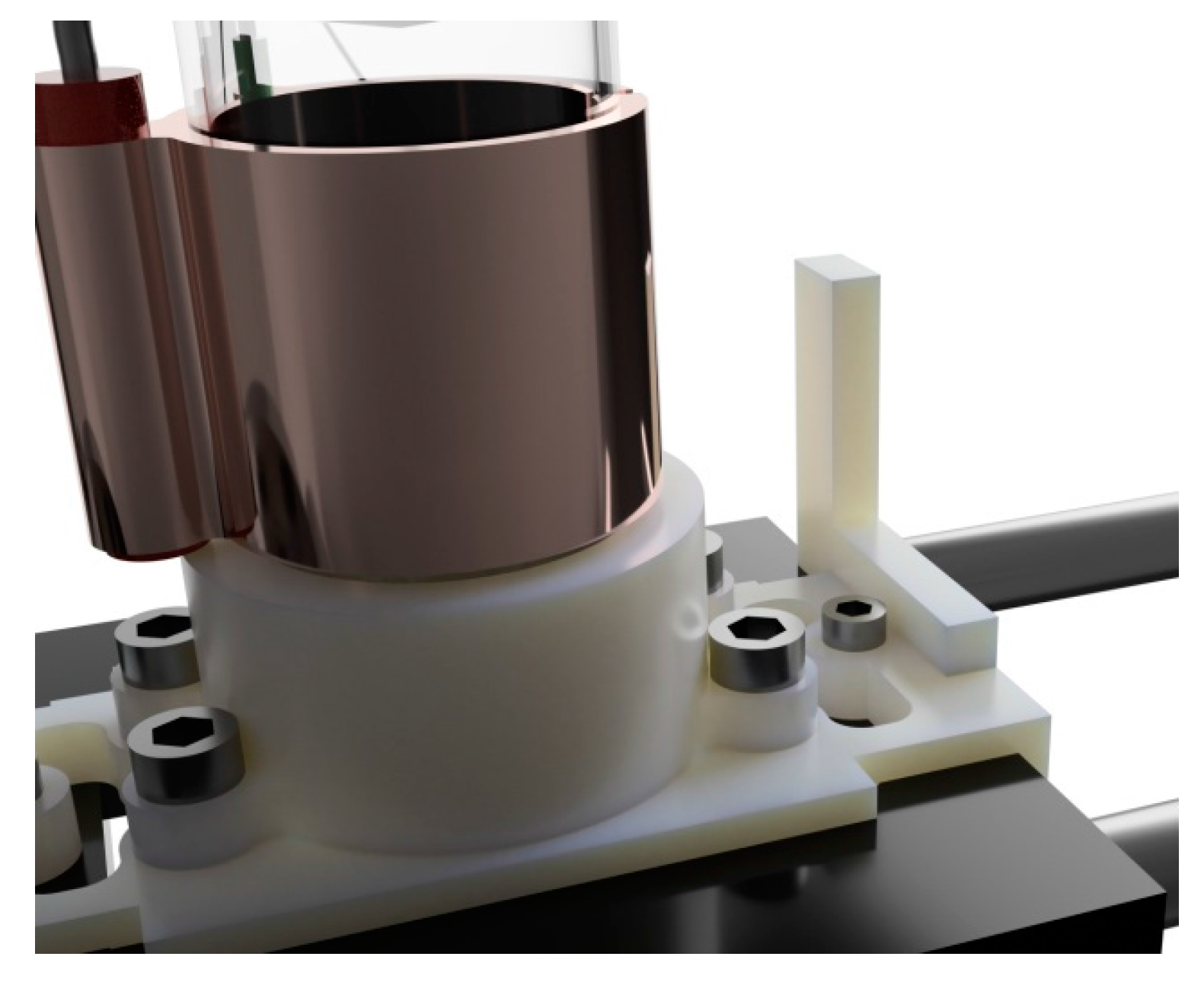
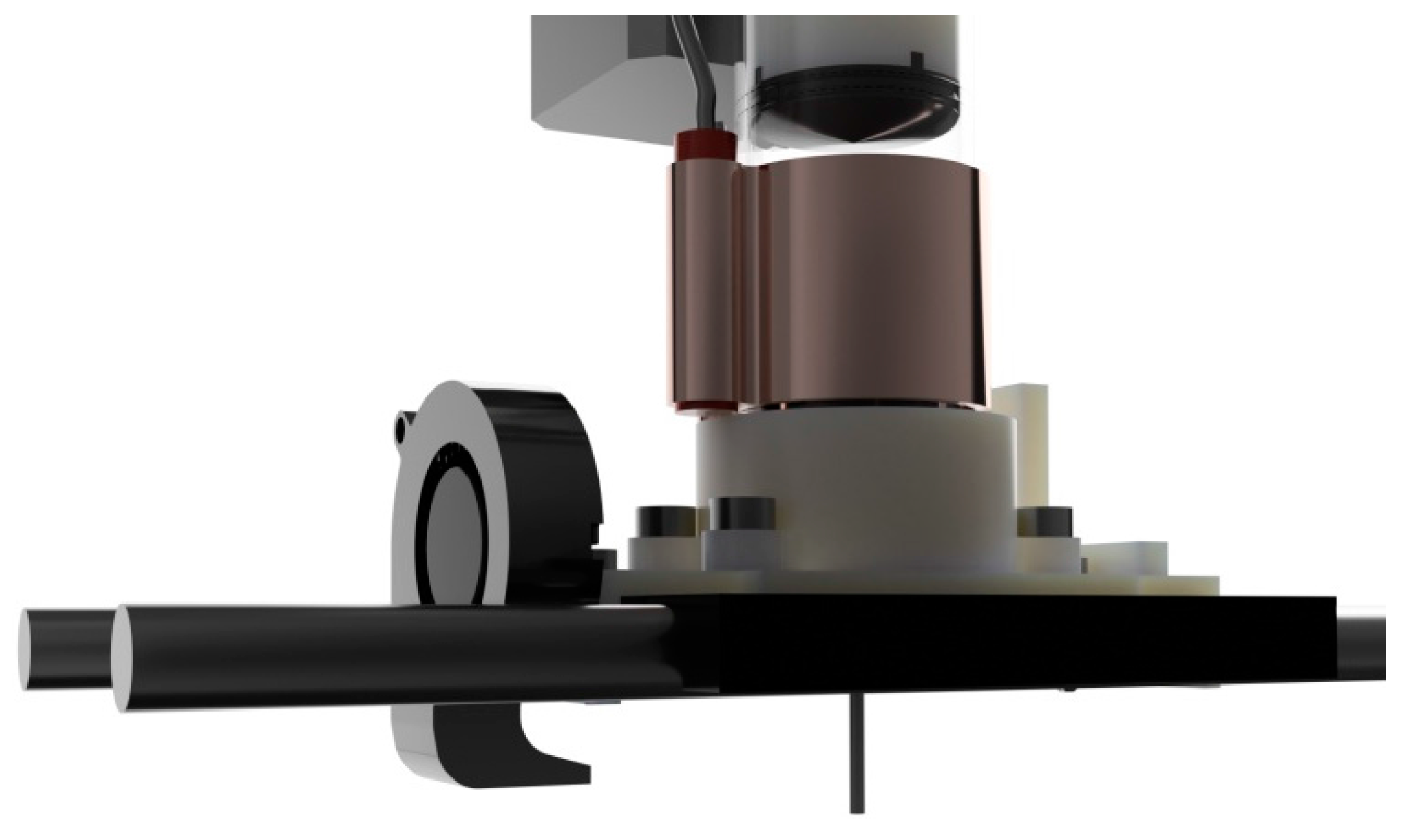
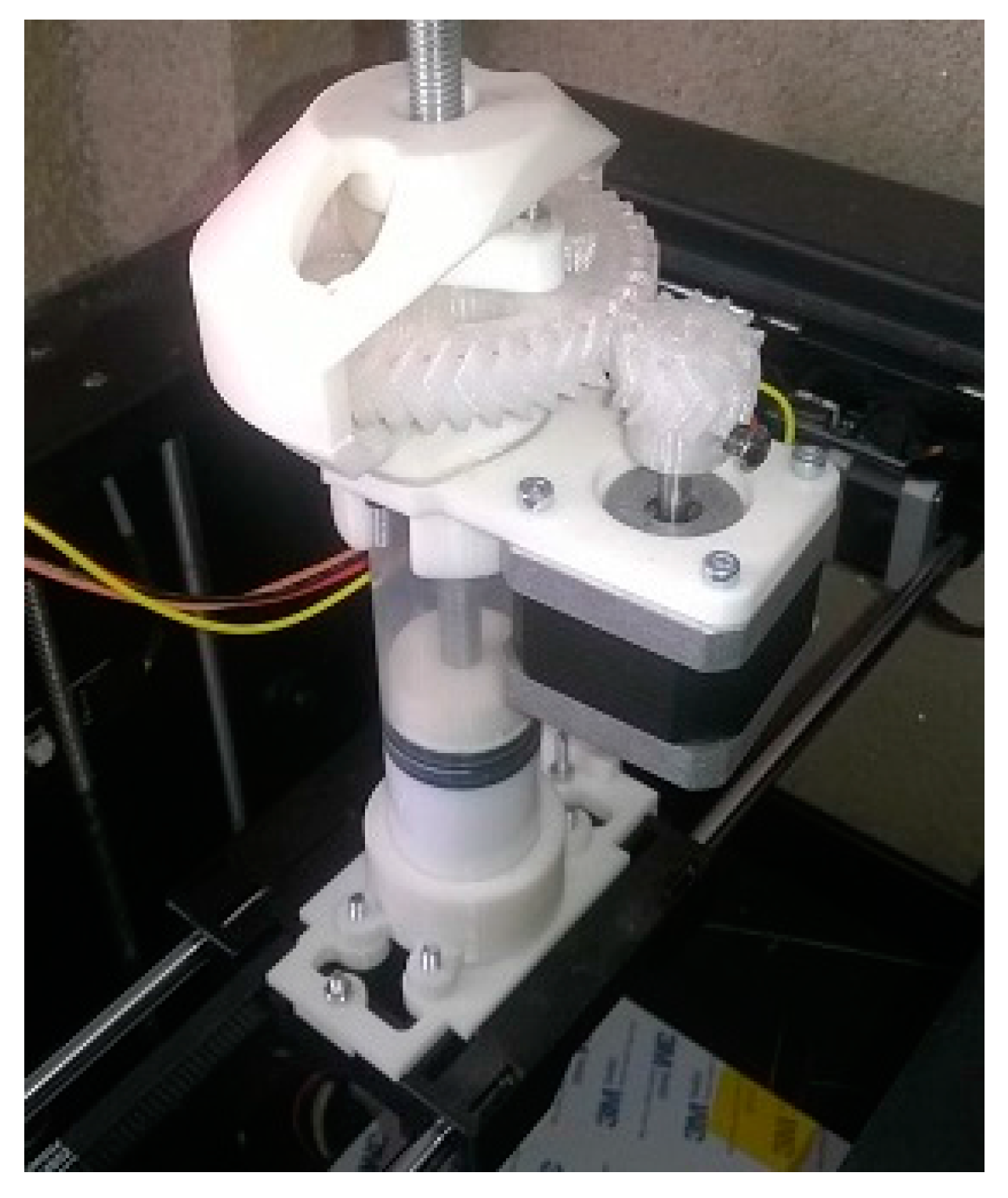
2.1. Design Considerations
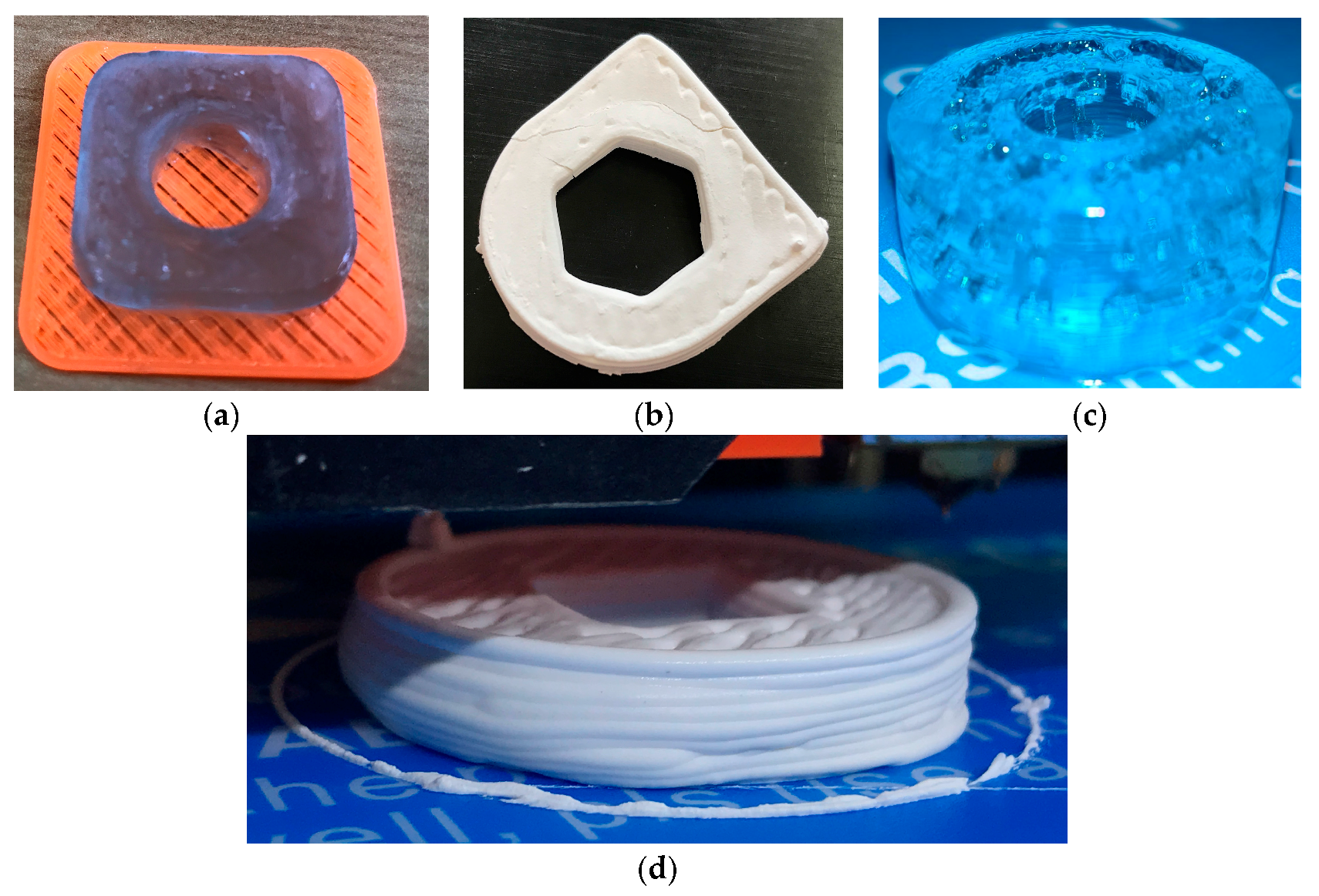
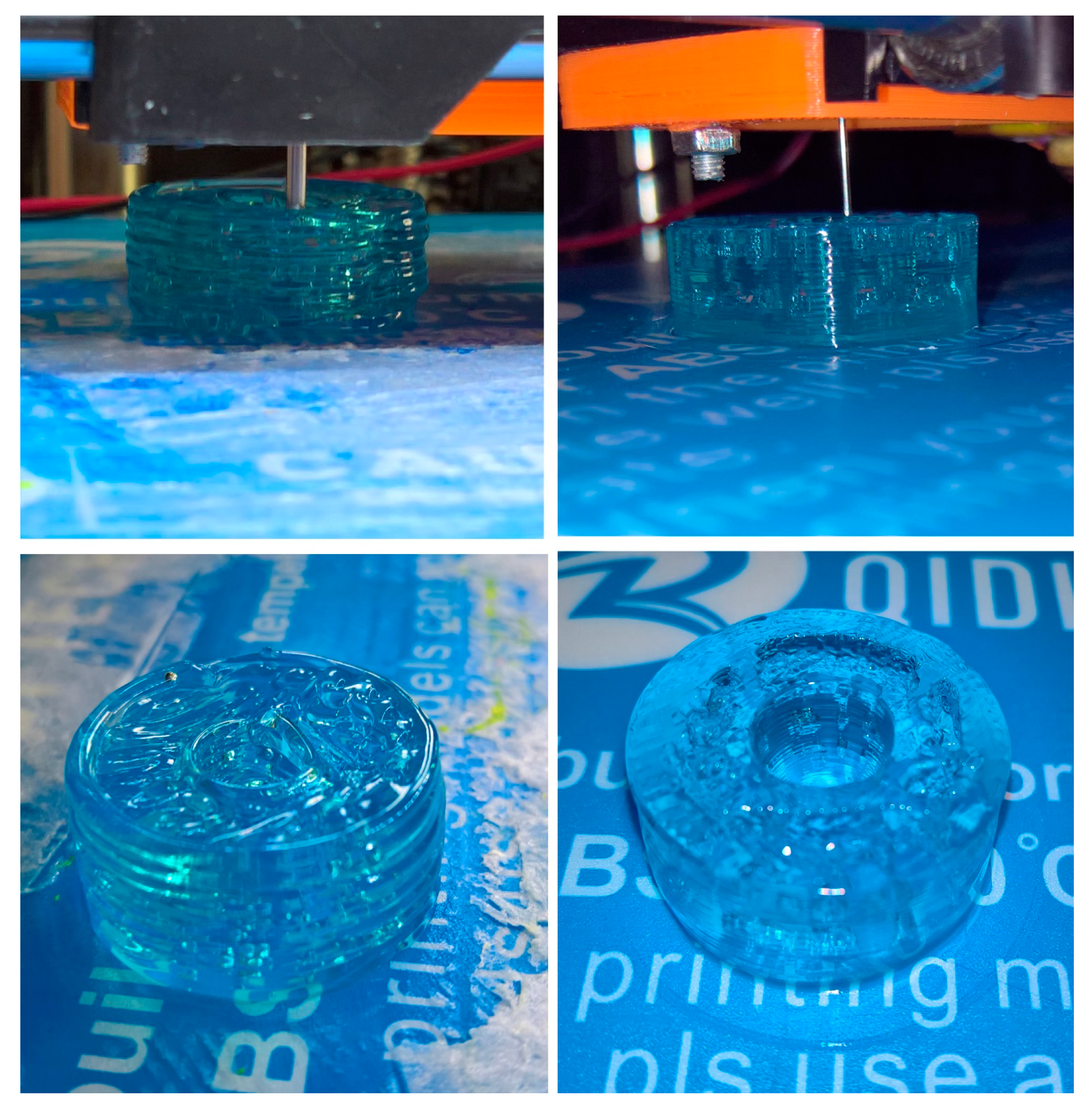
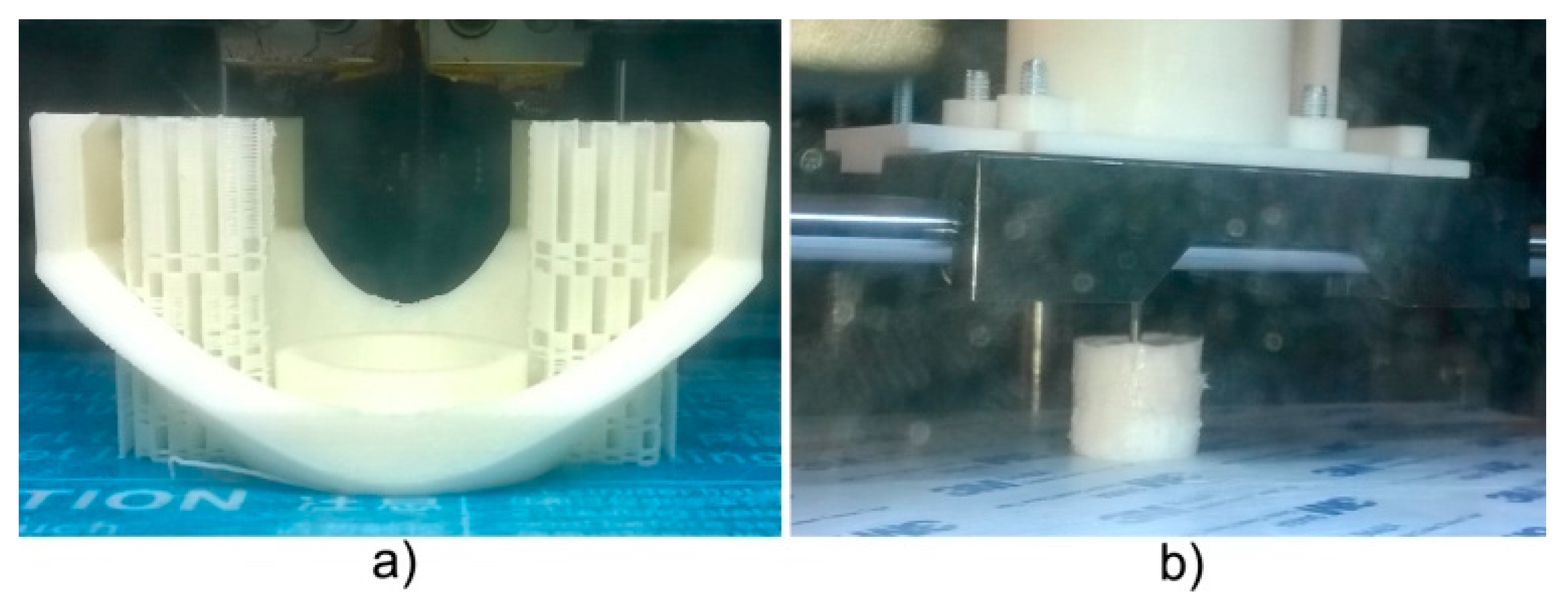
2.2. Materials
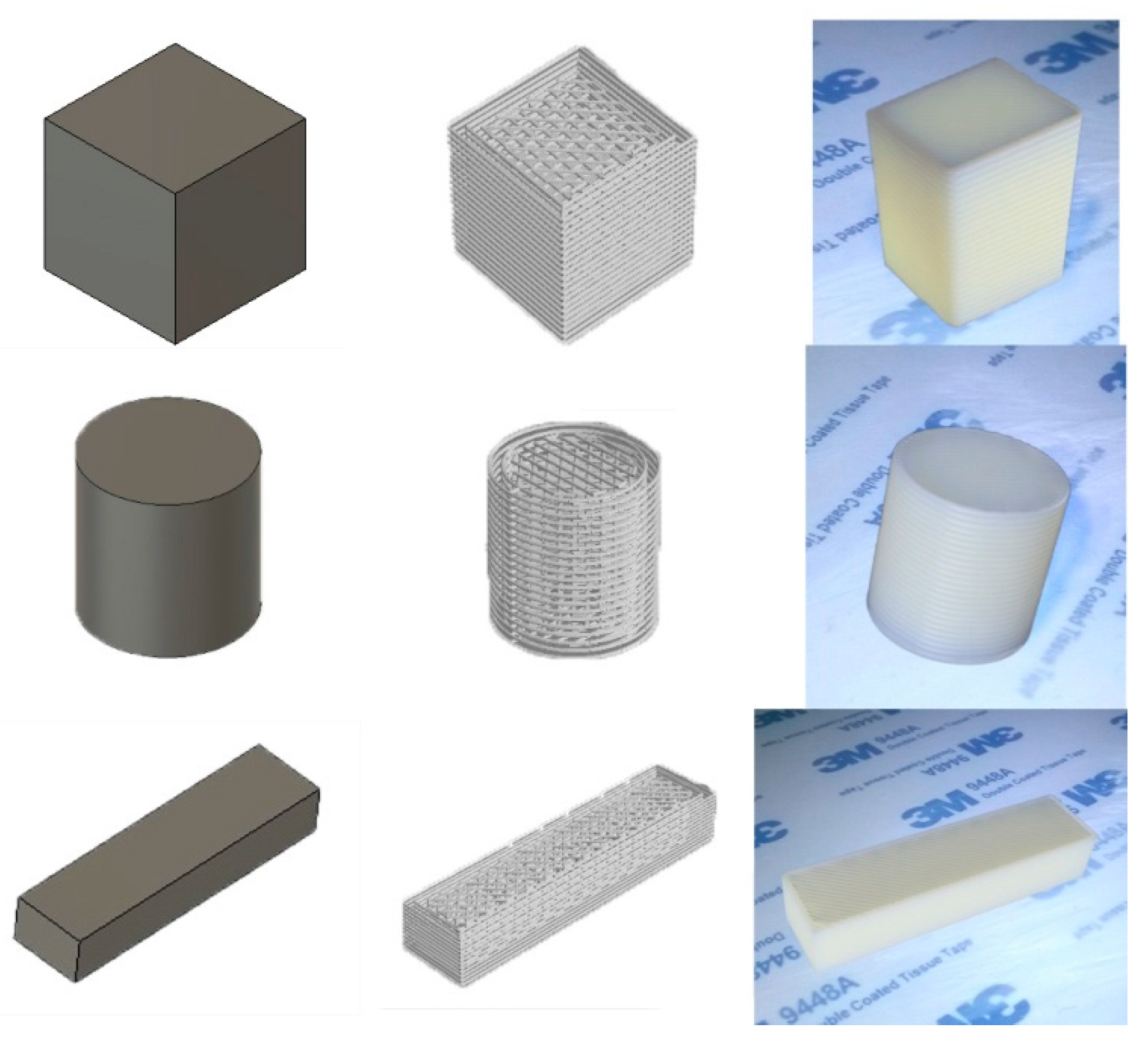
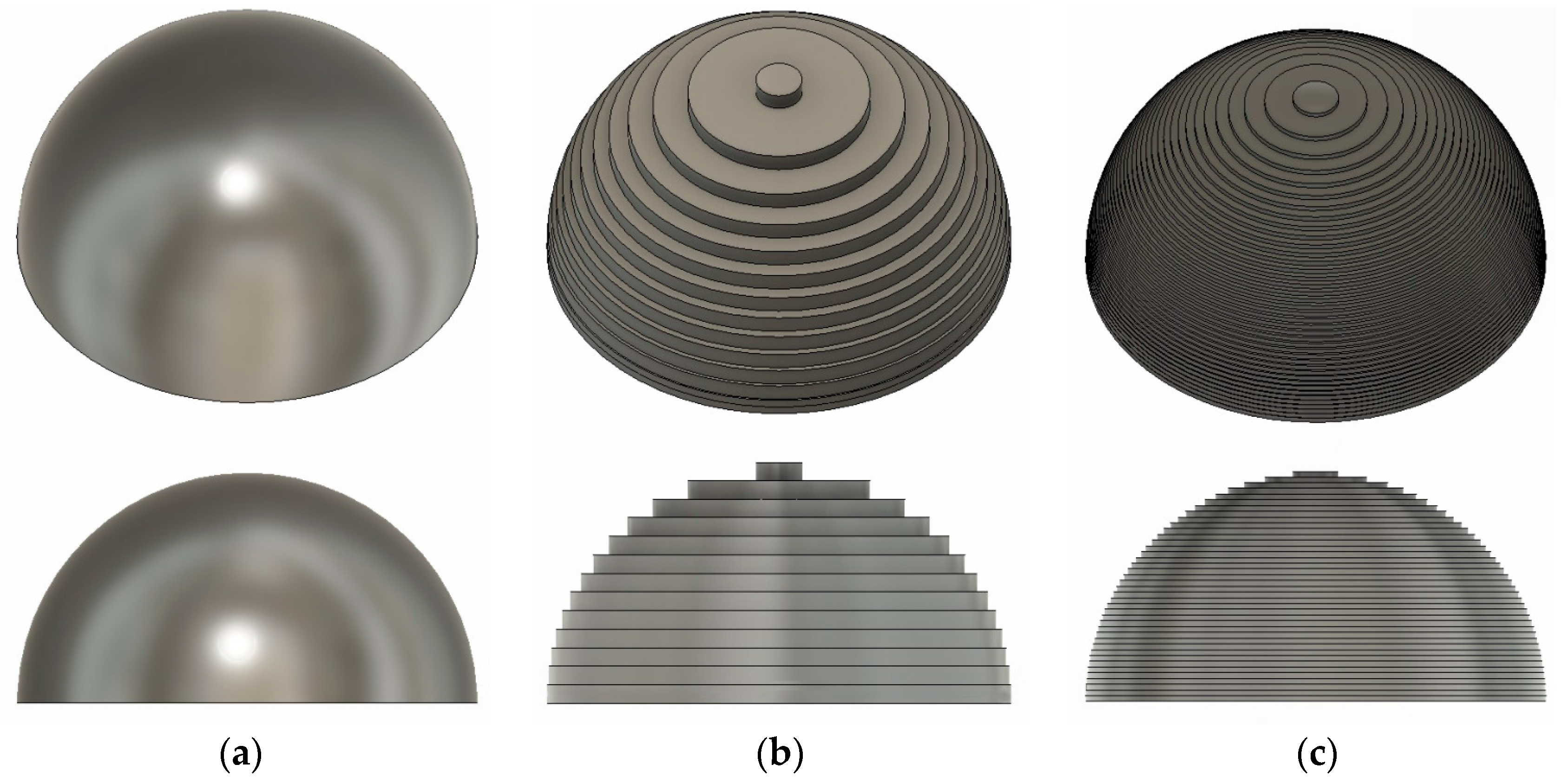
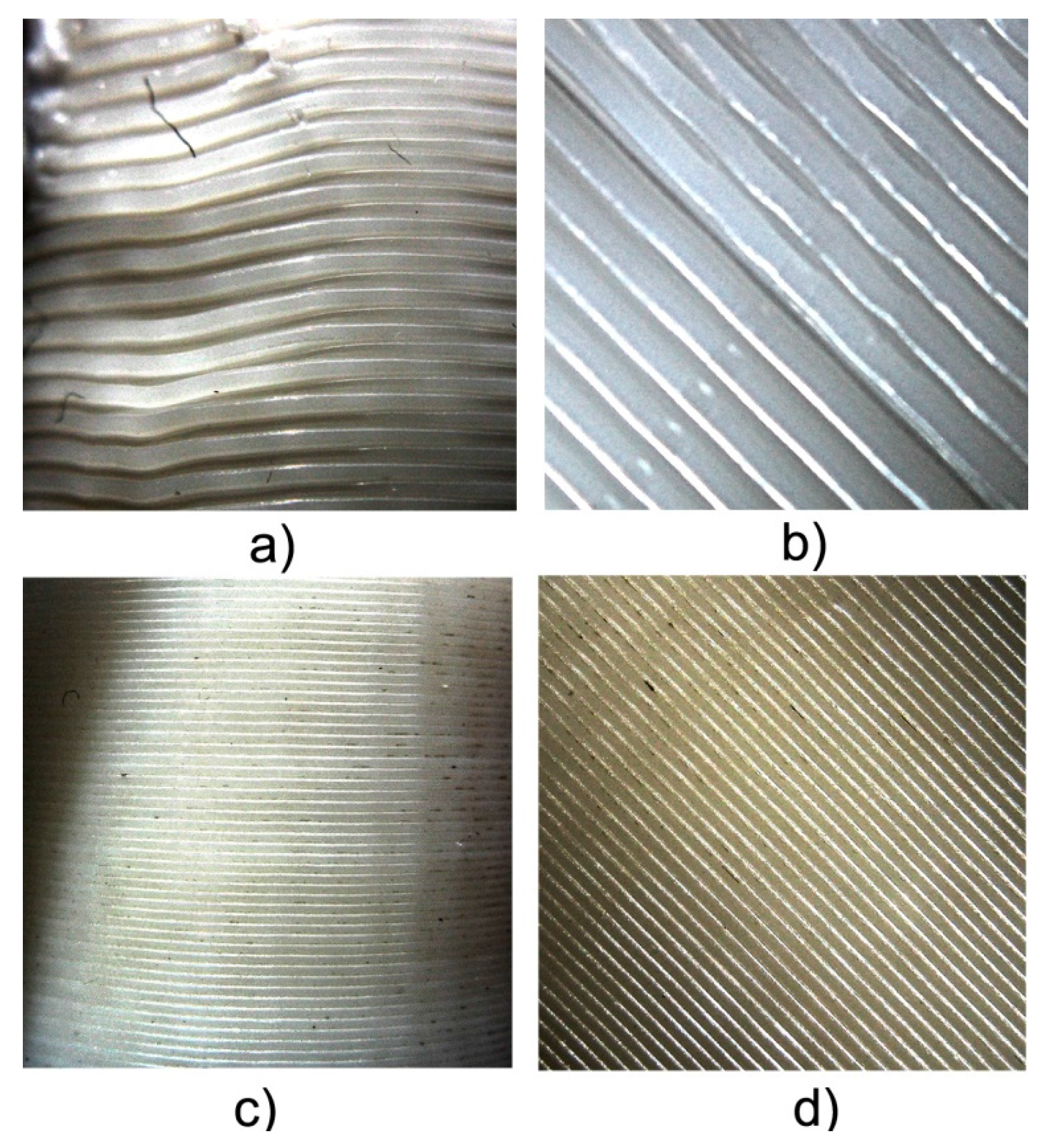
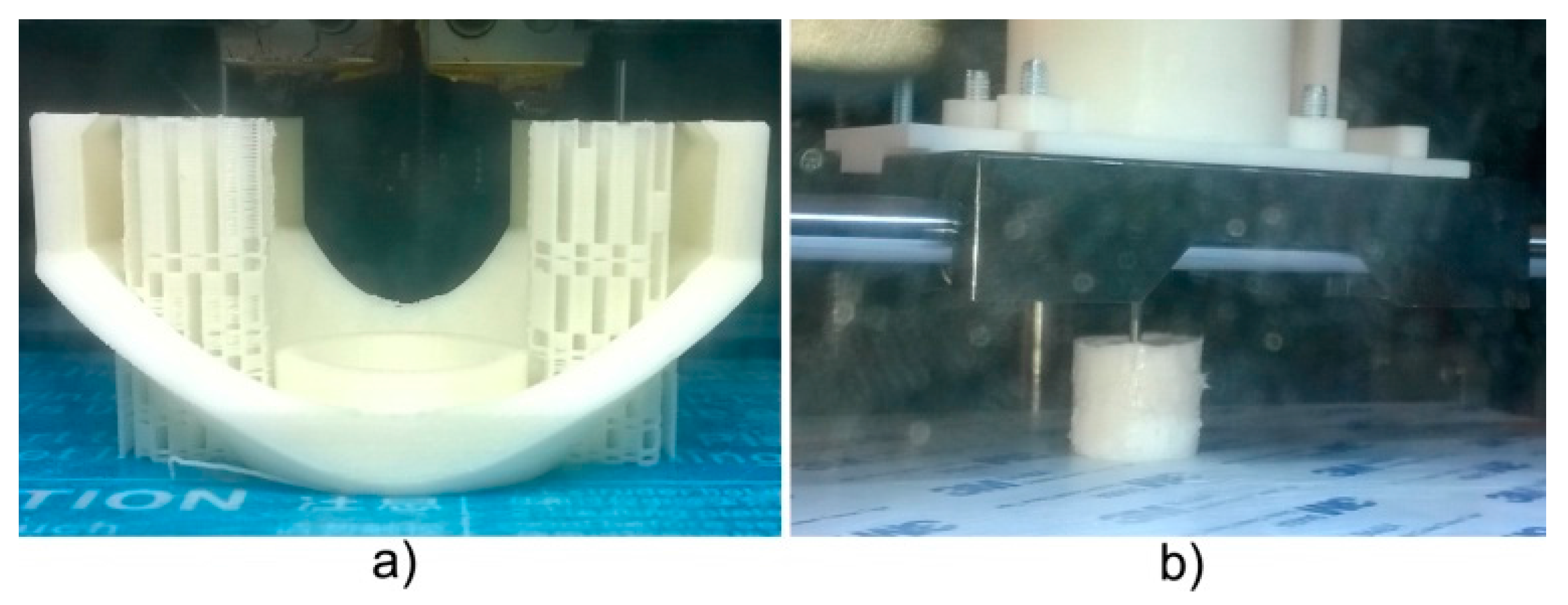
2.3. 3D Printing Parameter Settings for Paste Extruder
3. Discussion
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Wohlers Associates. Wohlers Report 2016—3D Printing and Additive Manufacturing State of the Industry Annual Worldwide Progress Report; Wohlers Associates: Fort Collins, CO, USA, 2016. [Google Scholar]
- Srivatsan, T.S.; Sudarshan, T.S. Additive Manufacturing: Innovations, Advances, and Applications; CRC Press: Boca Raton, FL, USA, 2015. [Google Scholar]
- An, J.; Teoh, V.; Suntornnond, V.; Chua, C.K. Design and 3D printing of scaffolds and tissues. Engineering 2015, 1, 261–268. [Google Scholar] [CrossRef]
- Billiet, T.; Gevaert, E.; Schryver, T.D.; Cornelissen, M. The 3D printing of gelatin methacrylamide cell-laden tissue-engineered constructs with high cell viability. Biomaterials 2014, 35, 49–62. [Google Scholar] [CrossRef] [PubMed]
- Murphy, S.V.; Atala, A. 3D bioprinting of tissues and organs. Nat. Biotechnol. 2014, 32, 773–785. [Google Scholar] [CrossRef] [PubMed]
- Tran, J.L. 3D-printed food. Minn. J. Law Sci. Technol. 2016, 17, 855–880. [Google Scholar]
- Bertol, L.S.; Schabbach, R.; Dos Santos, L.A. Dimensional evaluation of patient-specific 3D printing using calcium phosphate cement for craniofacial bone resconstruction. J. Biomater. Appl. 2016, 31, 799–806. [Google Scholar] [CrossRef] [PubMed]
- Huson, D.; Hoskins, S. 3D printed ceramics for tableware, artists/designers and specialist applications. Key Eng. Mater. 2014, 608, 351–357. [Google Scholar] [CrossRef]
- Gibbons, G.J.; Williams, R.; Purnell, P.; Farahi, E. 3D printing of cement composites. Adv. Appl. Ceram. 2010, 109, 287–290. [Google Scholar] [CrossRef]
- Quan, Z.; Wu, A.; Keefe, M.; Qin, X.; Yu, J.; Suhr, J.; Byun, J.H.; Kim, B.S.; Chou, T.W. Additive manufacturing of multi-directional preforms for composites: Opportunities and challenges. Mater. Today 2015, 18, 503–512. [Google Scholar] [CrossRef]
- Bemm, R.A. Automatic Confection Decorating System. U.S. Patent 3,921,858 A, 5 November 1973. [Google Scholar]
- Horne, R. Reprap Development and Further Adventures in DIY 3D Printing: Universal Paste Extruder. 6 April 2012. Available online: http://richrap.blogspot.com/2012/04/universal-paste-extruder-ceramic-food.html (accessed on 10 January 2017).
- World’s Advanced Saving Project (WASP). WASP Launches the New Professional Clay Extruder. 22 May 2016. Available online: http://www.wasproject.it/w/en/wasp-launches-the-new-professional-clay-extruder/ (accessed on 3 February 2017).
- Crump, S.S. Apparatus and Method for Creating Three-Dimensional Objects. U.S. Patent 5,121,329 A, 30 October 1989. [Google Scholar]
- ISO 17296-1:2015. Additive Manufacturing—General Principles—Part 1. Teminology; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Werschmidt, G.S.; Feith, R.P.; Kipp, D.R. Luer Lock System. U.S. Patent 5,626,427 A, 27 April 1995. [Google Scholar]
- Maddah, H.A. Polypropylene as a promising plastic: A review. Am. J. Polym. Sci. 2016, 6, 1–11. [Google Scholar]
- European Circular Economy Platform. Available online: http://ec.europa.eu/environment/circular-economy/index_en.htm (accessed on 24 July 2017).
- Seraph Robotics, Inc. Fab@Home M4 Product Spec Sheet. Available online: http://docs.wixstatic.com/ugd/5e1aea_7555527a4451412b8d95ad3b15106273.pdf (accessed on 20 July 2017).
- Structur3D Printing. Discov3ry Complete—Structur3D Printing|Go Beyond Plastic. Available online: https://www.structur3d.io/discov3ry-complete (accessed on 20 July 2017).
- Printrbot. Installing the Paste Extruder—Printrbot Support. Available online: https://printrbot.zendesk.com/hc/en-us/articles/115001240606-Installing-the-Paste-Extruder (accessed on 20 July 2017).





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Material | Print Temperature (°C) | Layer Height (mm) | Infill |
|---|---|---|---|---|
| Mounting brackets, plunger connector | ABS | 230 | 0.2 | 35.00% (hexagonal) |
| Nut case | ABS | 230 | 0.15 | 63.00% (linear) |
| Gears | PETG | 235 | 0.12 | 100.00% |
| Setting | Value |
|---|---|
| Nozzle diameter | 0.4 to 1.5 mm |
| Layer height | 0.15 to 1 mm |
| Road width | 0.4 to 1 mm |
| Number of contours | 2 |
| Temperature | 35 °C |
| Infill | 100% |
| Print speed | 30 to 60 mm/s |
| Material | Supplier (Model) | Mixture | Printing Parameters |
|---|---|---|---|
| Silicone | Bison (Sanitary) | Proprietary blend of silanes and siloxanes, Methoxypolydimethylsiloxane 60–100% | N 1: 0.6–1.5; LH 2: 0.4–1.0; S 3: 40; T 4: 40; FC |
| Silicone (acrylic) | DAP (Alex Plus) | Proprietary blend of limestone 75%, Dipropylene glycol dibenzoate, Diethylene glycol dibenzoate, TiO2, Quartz | N: 0.6–1.2; LH: 0.4–0.8; S: 50; T: 40; FC |
| Dental gel | FINO (Finogel) | Hetero-polysaccacharide (glycogen) 50%, water | N: 0.4–1.2; LH: 0.25–0.8; S: 80; T: 75; FC |
| White cement 1 | Poliform (Model Air) | Proprietary blend of: water, cellulose fibers, kaolinite, additives | N: 0.6–1.2; LH: 0.25–0.8; S: 30; T: 30 |
| White cement 2 | Darwi (Classic) | Proprietary blend of water, cellulose fibers, kaolinite, quartz, additives | N: 0.6–1.2; H: 0.25–0.8; S: 40; T: 30 |
| Model | Add-On | Retraction | Heated Build Material | Print Speed (mm/s) | Build Material Vol. (mL) | Min. Layer Height (µm) | Nozzle Size (mm) |
|---|---|---|---|---|---|---|---|
| Fab@Home Model 4 [19] | No | Yes | Yes | 10 | 10 | 100 | 0.1–1.54 |
| “Universal paste extruder” by RichRap | Yes | No | No | 20 | 10 | 200 | 0.2–1.54 |
| Discov3ry by Structur3D Printing [20] | Yes | Yes | No | 20 | 60 | 200 | 0.25 |
| Paste & Food extruder by Printrbot [21] | Yes | Yes | No | 15 | 60 | 300 | 1.54 |
| Proposed solution | Yes | Yes | Yes, up to 80 °C | 15–60 | 60 | 100 | 0.15–1.54 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Amza, C.G.; Zapciu, A.; Popescu, D. Paste Extruder—Hardware Add-On for Desktop 3D Printers. Technologies 2017, 5, 50. https://doi.org/10.3390/technologies5030050
Amza CG, Zapciu A, Popescu D. Paste Extruder—Hardware Add-On for Desktop 3D Printers. Technologies. 2017; 5(3):50. https://doi.org/10.3390/technologies5030050
Chicago/Turabian StyleAmza, Catalin Gheorghe, Aurelian Zapciu, and Diana Popescu. 2017. "Paste Extruder—Hardware Add-On for Desktop 3D Printers" Technologies 5, no. 3: 50. https://doi.org/10.3390/technologies5030050
APA StyleAmza, C. G., Zapciu, A., & Popescu, D. (2017). Paste Extruder—Hardware Add-On for Desktop 3D Printers. Technologies, 5(3), 50. https://doi.org/10.3390/technologies5030050