
Overhanging Features and the SLM/DMLS Residual Stresses Problem: Review and Future Research Need

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. The SLM/DMLS Residual Stresses Problem
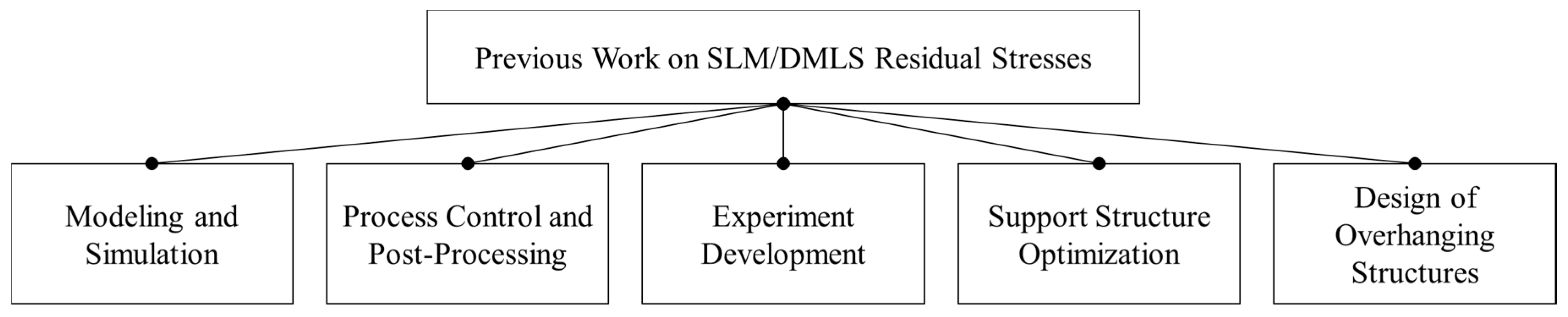
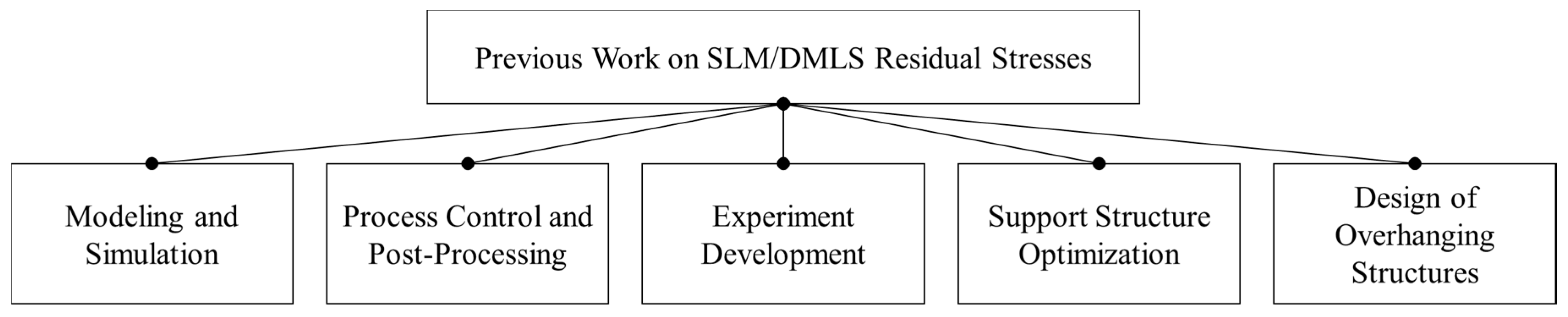
3. Survey of Previous Work
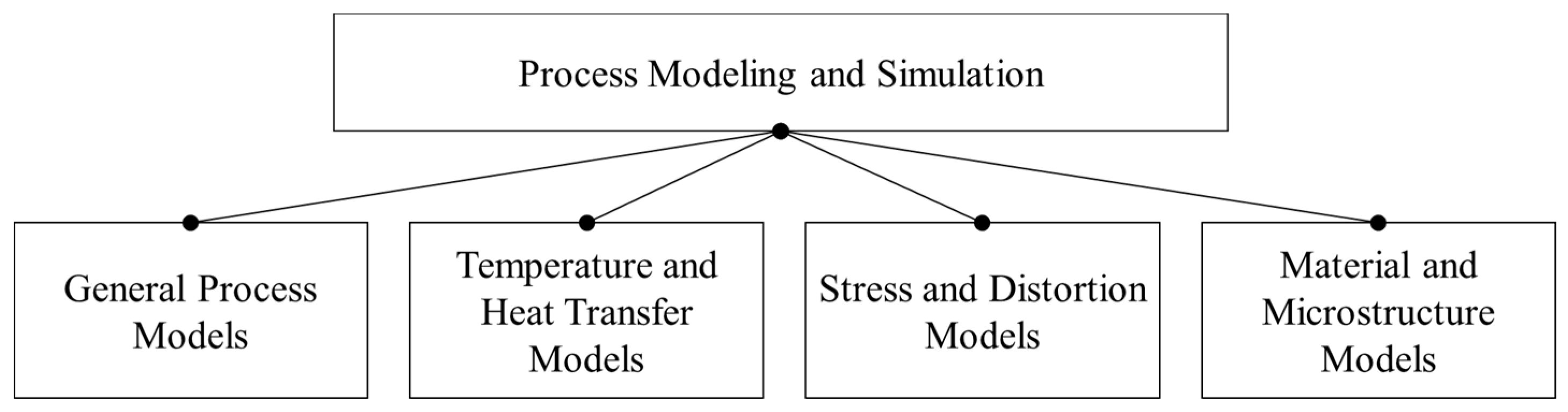
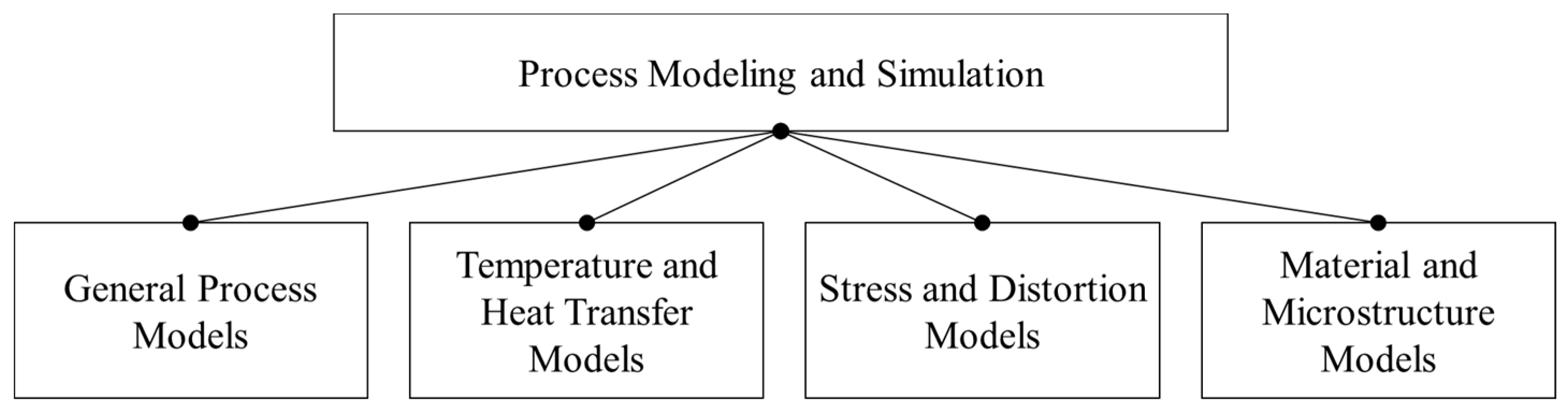
3.1. Process Modeling and Simulation
3.1.1. General SLM/DMLS Process Models
3.1.2. Temperature Distribution and Heat Transfer Models
3.1.3. Stress and Distortion Models
3.1.4. Material and Microstructure Models
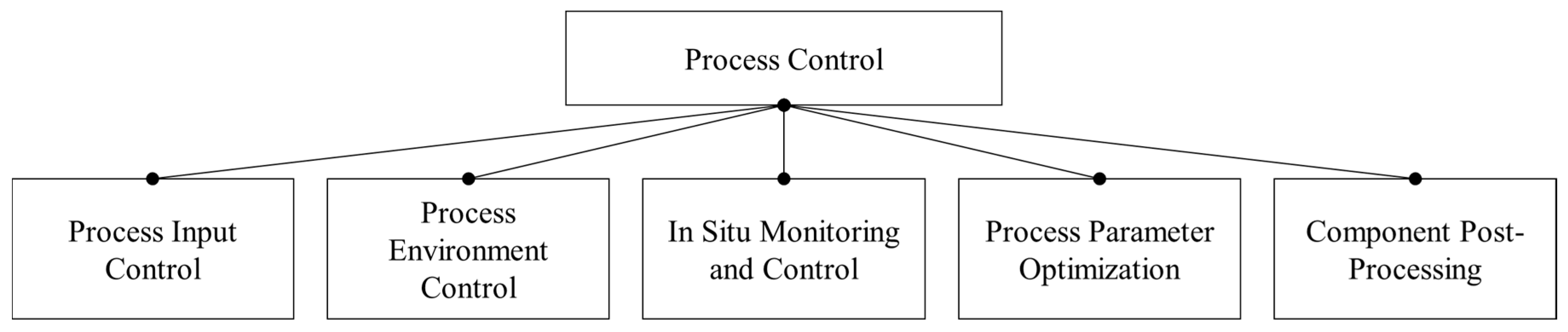
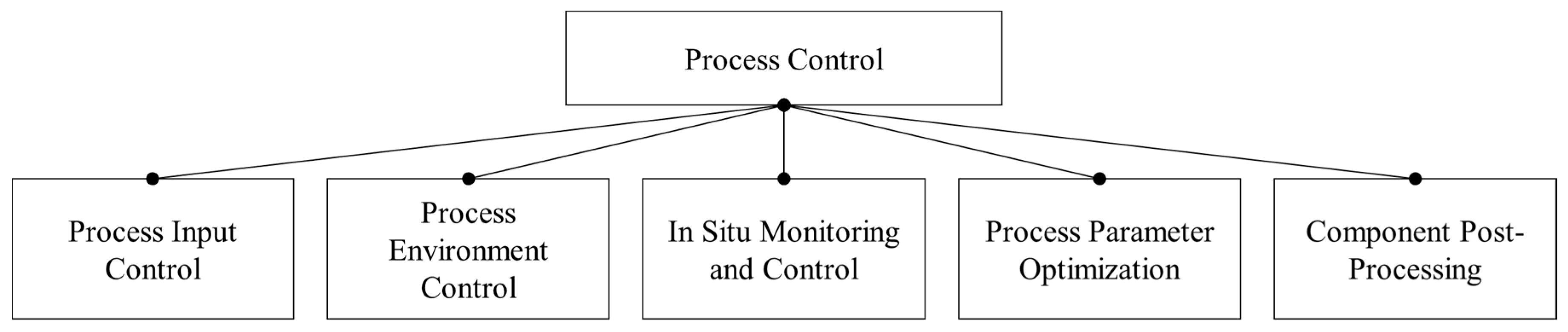
3.2. Process Control and Post-Processing
3.2.1. Process Input Control
3.2.2. Process Environment Control
3.2.3. In-Situ Monitoring and Control
3.2.4. Process Parameter Optimization
3.2.5. Part Post-Processing
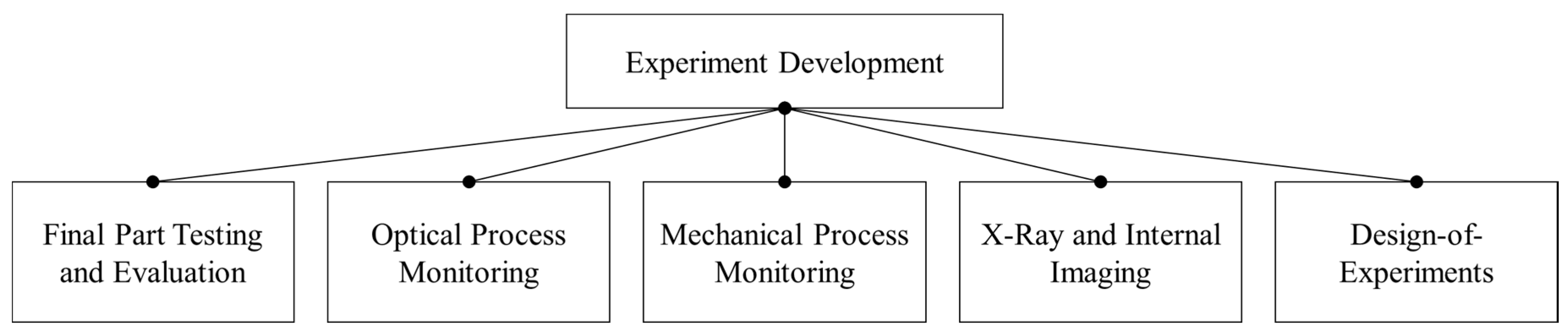
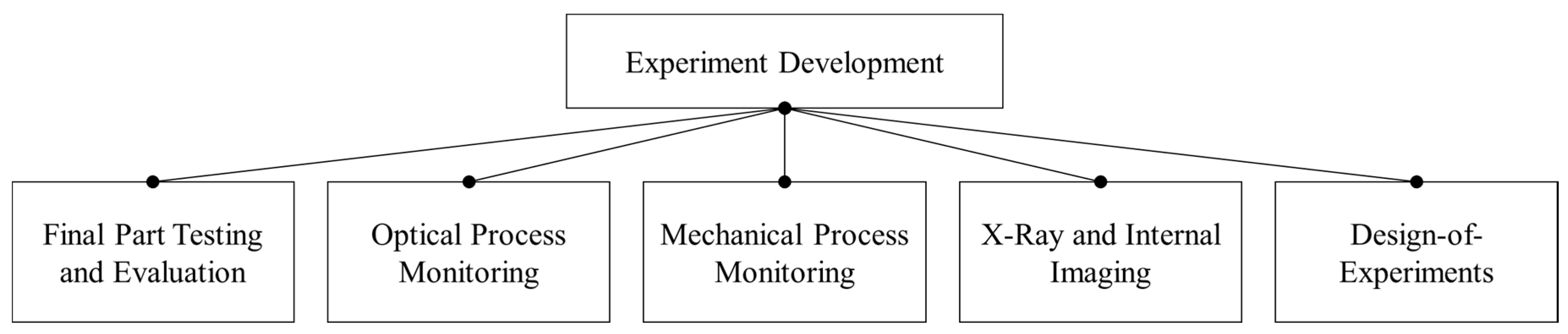
3.3. Experiment Development
3.3.1. Final Parts Testing and Evaluation
3.3.2. Optical Process Monitoring
3.3.3. Mechanical Process Monitoring
3.3.4. X-ray and Internal Imaging
3.3.5. Design-of-Experiments
3.4. Support Structure Optimization
3.5. Overhanging Feature Design
4. Discussion and Future Research Need
| 1. General SLM/DMLS process models | 9. Part post-processing |
| 2. Heat transfer models | 10. Part evaluation method development |
| 3. Stress and distortion models | 11. Optical process monitoring |
| 4. Material and microstructure models | 12. Mechanical process monitoring |
| 5. Direct process input control | 13. Internal imaging method development |
| 6. Direct environment control | 14. Design-of-experiments |
| 7. Hardware-in-the-loop monitoring | 15. Support structure optimization |
| 8. Process parameter optimization | 16. Overhang feature design |
- (1)
- Process models clearly are useful in analyzing overhanging and other complex structures; however, great care must be taken to make sure they accurately model the material conditions in the presence of overhanging structures. Some aspects need further consideration in future research when used for overhanging and other complex features, particularly in the mechanical and heat responses of the overhanging features. These features may act like mechanical springs, deforming in a non-linear fashion, and could introduce extra vibrations into the material during processing and use. The overhanging features will also be subjected to different heat conditions than the rest of the part; the features will generally be thinner and subjected to much faster energy transfer from the laser (and therefore, much more severe stresses).
- (2)
- Something that was not encountered in any detail in the reviewed literature is the presence of regions of stress concentration in and near overhanging features. This, combined with unknown heat effects, puts into question the results from existing models with complex geometry, questions that should be analyzed and answered.
- (3)
- Most of the previous work in verifying the models was the completion of numerical and parametric studies; formally-designed experiments should be used to further verify these models, as they are capable of analyzing both the main effects from the input factors and the interactions between these factors. While they are more expensive than parametric studies and require detailed planning before research begins, the use of interaction analysis will aide in the quick identification and tracking of error factors in the models. This will allow a higher confidence over the needed analysis range and therefore more trustworthy models.
- (4)
- Another major concern in using models for this manufacturing process is that the best and most trusted models for SLM/DMLS are proprietary or government lab-owned and not available for use and improvement by the SLM/DMLS community. This can stunt the growth of accurate general-use design models, which will be essential when developing formal design-for-manufacturability methods. Greater access and transparency with these models should be pursued in the future. At the least, those who own and develop the proprietary models should publish technical works guiding the formation of more public-use models.
- (5)
- To simplify the design process, a method should be developed to identify the “dominating” factors within the SLM/DMLS build plan for particular designs. Using this, the part can be redesigned or the decision can be made by the designer that some or all of the “dominated” factors can be safely ignored (as is often done in engineering optimization problems [142]). This will create a much more efficient system, but care should be taken with this task to make sure that the ignored factors are indeed dominated and not just weak factors in the application range.
- (6)
- Alongside developing post-processing techniques, direct control of the process parameters is the usual first line of defense when dealing with residual stresses in SLM/DMLS, particularly in complex and overhanging part features. The ability to control the process parameters simplifies the processing of the complex geometries and allows custom, optimal parameters for particular applications. There are still limitations in this, however, which need to be addressed: In most cases, the custom process parameters are set by the user before the processing begins. In situ monitoring and hardware-in-the-loop (HWIL) systems partially solve this problem, but still rely on the detection of some anomaly or defect in the part before process parameters are modified. Even if the form of the part can be saved, it is typically scrap and not trustworthy for its original purpose. Some sort of an anticipatory system is needed, perhaps based on a combination or the digital build path progress and preliminary scanning of the powder layer for potential defects. While this could make the process much slower, it could dramatically reduce the failure rate; the slower build speed may also assist in the creation of overhanging features by reducing the magnitude of the thermal shock experienced by the feature during scanning.
- (7)
- An in situ system for monitoring the quality of the fresh powder layer itself (prior to scanning each layer) could be an important advancement and could use existing technology. The process would need to be stopped for a scan between each layer, which could be a simple roughness measurement with a laser or could be an ultrasound or X-ray scan. The ultrasound scan might require disturbing the powder bed somewhat, but the settling effect could prevent air pockets and help the layers be more uniform in thickness. The powder bed would be more tightly packed, as well, reducing (but not eliminating) the need for support material for some overhang geometries.
- (8)
- A system could also be developed that controls laser power as a function of the material thickness at a particular scan location. An optimal minimum material thickness could be determined experimentally as a function of laser power. When the laser encounters thin sections of the geometry, the power will be reduced to avoid thermal shock to the material and provide a consistent amount of heat flux into the material.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- ASTM F2792-12a. Standard Terminology for Additive Manufacturing Technologies (Withdrawn 2015; Enforceable Until 2020 Per ASTM Guidelines); ASTM International: West Conshohocken, PA, USA, 2012. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies: Rapid Prototyping to Direct Digital Manufacturing, 1st ed.; Springer: New York, NY, USA, 2010; pp. 103–135. [Google Scholar]
- Gebhardt, A. Understanding Additive Manufacturing: Rapid Prototyping, Rapid Manufacturing, and Rapid Tooling; Hanser: Cincinnati, OH, USA, 2012; pp. 40–44. [Google Scholar]
- Guo, N.; Leu, M.C. Additive Manufacturing: Technology, Applications, and Research Needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Leuders, S.; Thöne, M.; Riemer, A.; Niendorf, T.; Tröster, T.; Richard, H.A.; Maier, H.J. On the mechanical behavior of titanium alloy TiAl6V4 manufactured by selective laser melting: Fatigue resistance and crack growth performance. Int. J. Fatigue 2013, 48, 300–307. [Google Scholar] [CrossRef]
- Riemer, A.; Leuders, S.; Thöne, M.; Richard, H.A.; Tröster, T.; Niendorf, T. On the fatigue crack growth behavior in 316L stainless steel manufactured by selective laser melting. Eng. Fract. Mech. 2014, 120, 15–25. [Google Scholar] [CrossRef]
- Rafi, H.K.; Starr, T.L.; Stucker, B.E. A comparison of the tensile, fatigue, and fracture behavior of Ti-6Al-4V and 15–5 PH stainless steel parts made by selective laser melting. Int. J. Adv. Manuf. Technol. 2013, 69, 1299–1309. [Google Scholar] [CrossRef]
- Knowles, C.R.; Becker, T.H.; Tait, R.B. Residual Stress Measurements and Structural Integrity Implications for Selective Laser Melted TI-6AL-4V. South Afr. J. Ind. Eng. 2012, 23, 119–129. [Google Scholar] [CrossRef]
- Mercelis, P.; Kruth, J.-P. Residual Stresses in Selective Laser Sintering and Selective Laser Melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Meiners, W.; Wissenbach, K.; Gasser, A. Selective laser sintering at melting temperature. U.S. Patent No. 6,215,093, 10 April 2001. [Google Scholar]
- Dutta, B.; Froes, F.H. Additive Manufacturing of Titanium Alloys. Adv. Mater. Process. 2014, 172, 18–23. Available online: http://amp.digitaledition.asminternational.org/i/250000-feb-2014/20 (accessed on 11 April 2017).
- Wilkes, J.; Hagedorn, Y.-C.; Meiners, W.; Wissenbach, K. Additive Manufacturing of ZrO₂-Al₂O₃ Ceramic Components by Selective Laser Melting. Rapid Prototyp. J. 2013, 19, 51–57. [Google Scholar] [CrossRef]
- Hao, L.; Dadbakhsh, S.; Seaman, O.; Felstead, M. Selective Laser Melting of a Stainless Steel and Hydroxyapatite Composite for Load-Bearing Implant Development. J. Mater. Process. Technol. 2009, 209, 5793–5801. [Google Scholar] [CrossRef]
- Shishkovsky, I.; Yadroitsev, I.; Bertrand, P.; Smurov, I. Alumina–Zirconium Ceramics Synthesis by Selective Laser Sintering/Melting. Appl. Surf. Sci. 2007, 254, 966–970. [Google Scholar] [CrossRef]
- Black, J.T.; Kohser, R.A. DeGarmo’s Materials and Processes in Manufacturing, 10th ed.; Wiley: Hoboken, NJ, USA, 2008; pp. 89–96. [Google Scholar]
- Roberts, I.A.; Wang, C.J.; Esterlein, R.; Stanford, M.; Mynors, D.J. A Three-Dimensional Finite Element Analysis of the Temperature Field During Laser Melting of Metal Powders in Additive Layer Manufacturing. Int. J. Mach. Tools Manuf. 2009, 49, 916–923. [Google Scholar] [CrossRef]
- Roberts, I.A. Investigation of Residual Stresses in the Laser Melting of Metal Powders in Additive Layer Manufacturing. Doctoral Dissertation, University of Wolverhampton, Wolverhampton, UK, 2009. Available online: http://wlv.openrepository.com/wlv/handle/2436/254913 (accessed on 11 April 2017).
- Matsumoto, M.; Shiomi, M.; Osakada, K.; Abe, F. Finite Element Analysis of Single Layer Forming on Metallic Powder Bed in Rapid Prototyping by Selective Laser Processing. Int. J. Mach. Tools Manuf. 2002, 42, 61–67. [Google Scholar] [CrossRef]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser Additive Manufacturing of Metallic Components: Materials, Processes and Mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Van Belle, L.; Vansteenkiste, G.; Boyer, J.-C. Investigation of Residual Stresses Induced During the Selective Laser Melting Process. Key Eng. Mater. 2013, 554, 1828–1834. [Google Scholar] [CrossRef]
- Hussein, A.; Hao, L.; Yan, C.; Everson, R. Finite Element Simulation of the Temperature and Stress Fields in Single Layers Built Without-Support in Selective Laser Melting. Mater. Des. 2013, 52, 638–647. [Google Scholar] [CrossRef]
- Hussein, A.; Hao, L.; Yan, C.; Everson, R.; Young, P. Advanced Lattice Support Structures for Metal Additive Manufacturing. J. Mater. Process. Technol. 2013, 213, 1019–1026. [Google Scholar] [CrossRef]
- Calignano, F. Design optimization of supports for overhanging structures in aluminum and titanium alloys by selective laser melting. Mater. Des. 2014, 64, 203–213. [Google Scholar] [CrossRef]
- Mohanty, S.; Hattel, J.H. Improving accuracy of overhanging structures for selective laser melting through reliability characterization of single track formation on thick powder beds. Proc. SPIE 2016, 9738. [Google Scholar] [CrossRef]
- Zeng, K. Optimization of Support Structures for Selective Laser Melting. Doctoral Dissertation, University of Louisville, Louisville, KY, USA, 2015. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, D.Z.; Dong, P.; Kucukkoc, I. A lightweight and support-free design method for selective laser melting. Int. J. Adv. Manuf. Technol. 2016, 1–11. [Google Scholar] [CrossRef]
- Gan, M.X.; Wong, C.H. Practical support structures for selective laser melting. J. Mater. Process. Technol. 2016, 238, 474–484. [Google Scholar] [CrossRef]
- Jhabvala, J.; Boillat, E.; André, C.; Glardon, R. An Innovative Method to Build Support Structures with a Pulsed Laser in the Selective Laser Melting Process. Int. J. Adv. Manuf. Technol. 2012, 59, 137–142. [Google Scholar] [CrossRef]
- Thomas, D.; Bibb, R. Identifying the Geometric Constraints and Process Specific Challenges of Selective Laser Melting. In Proceedings of the Time Compression Technologies Rapid Manufacturing Conference, Coventry, UK, October 2008; [CD-ROM]. Rapid News Publications: Coventry, UK, 2008. [Google Scholar]
- Thomas, D.; Bibb, R. Baseline build-style development of Selective Laser Melting high density functional parts. In 8th National Conference on Rapid Design, Prototyping & Manufacture; CRDM/Lancaster University: High Wycombe, UK, 2007; pp. 105–114. ISBN 9-780948314-537. [Google Scholar]
- Wang, D.; Yang, Y.; Zhang, M.; Lu, J.; Liu, R.; Xiao, D. Study on SLM Fabrication of Precision Metal Parts with Overhanging Structures. In Proceedings of the 2013 IEEE International Symposium on Assembly and Manufacturing (ISAM), Xi’an, China, 30 July–2 August 2013; pp. 222–225. [Google Scholar]
- Kruth, J.-P.; Deckers, J.; Yasa, E.; Wauthlé, R. Assessing and Comparing Influencing Factors of Residual Stresses in Selective Laser Melting Using a Novel Analysis Method. Proc. Inst. Mech. Eng. 2012, 226, 980–991. [Google Scholar] [CrossRef]
- Papadakis, L.; Loizou, A.; Risse, J.; Bremen, S.; Schrage, J. A Computational Reduction Model for Appraising Structural Effects in Selective Laser Melting Manufacturing. Virtual Phys. Prototyp. 2014, 9, 17–25. [Google Scholar] [CrossRef]
- Vora, P.; Mumtaz, K.; Todd, I.; Hopkinson, N. AlSi12 in-situ alloy formation and residual stress reduction using anchorless selective laser melting. Addit. Manuf. 2015, 7, 12–19. [Google Scholar] [CrossRef]
- Patterson, A.E. Design of Experiment to Analyze Effect of Input Parameters on Thermal Stress and Deformation in Overhanging Part Features Created with the SLM Additive Manufacturing Process. Master of Science Thesis, University of Alabama, Huntsville, AL, USA, 2014. Available online: http://gradworks.umi.com/15/89/1589147.html (accessed on 11 April 2017).
- Patterson, A.E.; Messimer, S.L.; Farrington, P.A.; Carmen, C.L.; Kendrick, J.T. Understanding Overhang Feature Processing in Selective Laser Melting: Experiment Model Construction. Int. J. Prod. Manag. Eng. 2017, in press. [Google Scholar]
- Kruth, J.-P.; Mercelis, P.; van Vaerenbergh, J.; Froyen, L.; Rombouts, M. Binding mechanisms in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2005, 11, 26–36. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; van Humbeeckm, J.; Kruth, J.-P. A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Materialia 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Lawrence Livermore National Laboratory, Metal Additive Manufacturing. Available online: https://manufacturing.llnl.gov/additive-manufacturing/metal-additive-manufacturing (accessed on 22 March 2017).
- Khairallah, S.A.; Anderson, A.T. Mesoscopic Simulation Model of Selective Laser Melting of Stainless Steel Powder. Available online: https://e-reports-ext.llnl.gov/pdf/769379.pdf (accessed on 19 March 2017).
- Khairallah, S.A.; Anderson, A.T. Mesoscopic Simulation Model of Selective Laser Melting of Stainless Steel Powder. J. Mate. Process. Technol. 2014, 214, 2627–2636. [Google Scholar] [CrossRef]
- Hodge, N.E.; Ferencz, R.M.; Solberg, J.M. Implementation of a thermomechanical model for the simulation of selective laser melting. Comput. Mech. 2014, 54, 33–51. [Google Scholar] [CrossRef]
- Hodge, N.E.; Ferencz, R.M.; Vignes, R.M. Experimental comparison of residual stresses for a thermomechanical model for the simulation of selective laser melting. Addit. Manuf. 2016, 12, 159–168. [Google Scholar] [CrossRef]
- Markl, M.; Korner, C. Multiscale Modeling of Powder Bed-Based Additive Manufacturing. Annu. Rev. Mater. Res. 2016, 46, 93–123. [Google Scholar] [CrossRef]
- Contuzzi, N.; Campanelli, S.L.; Ludovico, A.D. 3D Finite Element Analysis in the Selective Laser Melting Process. Int. J. Simul. Model 2011, 10, 113–121. [Google Scholar] [CrossRef]
- Huang, Y.; Yang, L.J.; Du, X.Z.; Yang, Y.P. Finite element analysis of thermal behavior of metal powder during selective laser melting. Int. J. Therm. Sci. 2016, 104, 146–157. [Google Scholar] [CrossRef]
- Li, Y.; Zhou, K.; Tor, S.B.; Chua, C.K.; Leong, K.F. Heat transfer and phase transition in the selective laser melting process. Int. J. Heat Mass Transf. 2017, 108, 2408–2416. [Google Scholar] [CrossRef]
- Kundakcioglu, E.; Lazoglu, I.; Rawal, S. Transient thermal modeling of laser-based additive manufacturing for 3D freeform structures. Int. J. Adv. Manuf. Technol. 2016, 85, 493–501. [Google Scholar] [CrossRef]
- Masoomi, M.; Gao, X.; Thompson, S.M.; Shamsaei, N.; Bian, L.; Elwany, A. Modeling, Simulation and Experimental Validation of Heat Transfer During Selective Laser Melting. In Proceedings of the ASME International Mechanical Engineering Congress and Exposition, Houston, TX, USA, 13–19 November 2015. [Google Scholar] [CrossRef]
- Gusarov, A.V.; Yadroitsev, I.; Bertrand, P.; Smurov, I. Heat transfer modelling and stability analysis of selective laser melting. Appl. Surf. Sci. 2007, 254, 975–979. [Google Scholar] [CrossRef]
- Li, C.; Wang, Y.; Zhan, H.; Han, T.; Han, B.; Zhao, W. Three-dimensional finite element analysis of temperatures and stresses in wide-band laser surface melting processing. Mater. Des. 2010, 31, 3366–3373. [Google Scholar] [CrossRef]
- Fu, C.H.; Guo, Y.B. Three-Dimensional Temperature Gradient Mechanism in Selective Laser Melting of Ti-6Al-4V. J. Manuf. Sci. Eng. 2014, 136, 061004. [Google Scholar] [CrossRef]
- Wen, S.F.; Li, S.; Wei., Q.S.; Yan, C.; Sheng, Z.; Shi, Y.S. Effects of molten pool boundaries on the mechanical properties of selective laser melted parts. J. Mater. Process. Technol. 2014, 214, 2660–2667. [Google Scholar] [CrossRef]
- Heeling, T.; Cloots, M.; Wegener, K. Melt pool simulation for the evaluation of process parameters in selective laser melting. Addit. Manuf. 2017, 14, 116–125. [Google Scholar] [CrossRef]
- Abe, F.; Osakada, K.; Shiomi, M.; Uematsu, K.; Matsumoto, M. The Manufacturing of Hard Tooling from Metallic Powders by Selective Laser Melting. J. Mater. Process. Technol. 2001, 111, 210–213. [Google Scholar] [CrossRef]
- Wauthle, R.; Vrancken, B.; Beynaerts, B.; Jorissen, K.; Schrooten, J.; Kruth, J.-P.; van Humbeeck, J. Effects of build orientation and heat treatment on the microstructure and mechanical properties of selective laser melted Ti6Al4V lattice structures. Addit. Manuf. 2015, 5, 77–84. [Google Scholar] [CrossRef]
- Mertens, R.; Clijsters, S.; Kempen, K.; Kruth, J.-P. Optimization of Scan Strategies in Selective Laser Melting of Aluminum Parts with Downfacing Areas. J. Manuf. Sci. Eng. 2014, 136, 061012. [Google Scholar] [CrossRef]
- Vranken, B.; Thijs, L.; Kruth, J.-P.; van Humbeeck, J. Heat treatment of Ti6Al-4V produced by Selective Laser Melting: Microstructure and mechanical properties. J. Alloy. Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef]
- Dai, D.; Gu, D. Thermal behavior and densification mechanisms during selective laser melting of copper matrix composites: Simulation and experiments. Mater. Des. 2014, 55, 482–491. [Google Scholar] [CrossRef]
- Wu, J.; Wang, L.; An, X. Numerical analysis of residual stress evolution of AlSi10Mg manufactured by selective laser melting. Optik-Int. J. Light Electron Opt. 2017, 137, 65–78. [Google Scholar] [CrossRef]
- Fergani, O.; Berto, F.; Welo, T.; Liang, S.Y. Analytical modelling of residual stress in additive manufacturing. Fatigue Fract. Eng. Mater. Struct. 2016. [Google Scholar] [CrossRef]
- Vranken, B.; Cain, V.; Knutsen, R.; van Humbeeck, J. Residual stress via the contour method in compact tension specimens produced via selective laser melting. Scripta Materialia 2014, 87, 29–32. [Google Scholar] [CrossRef]
- Zinovieva, O.; Zinoveiev, A.; Ploshikhin, V.; Romanova, V.; Balokhonov, R. Computational Study of the Mechanical Behavior of Steel Produced by Selective Laser Melting. AIP Conf. Proc. 2016, 1783, 020235. [Google Scholar] [CrossRef]
- Liu, Y.; Yang, Y.; Wang, D. A study on the residual stress during selective laser melting (SLM) of metallic powder. Int. J. Adv. Manuf. Technol. 2016, 87, 647–656. [Google Scholar] [CrossRef]
- Safronov, V.A.; Khmyrov, R.S.; Kotoban, D.V.; Gusarov, A.V. Distortions and Residual Stresses at Layer-by-Layer Additive Manufacturing by Fusion. J. Manuf. Sci. Eng. 2017, 139, 031017. [Google Scholar] [CrossRef]
- Zaeh, M.F.; Branner, G. Investigation on residual stress and deformations in selective laser melting. Prod. Eng. Res. Devel. 2010, 4, 35–45. [Google Scholar] [CrossRef]
- Gu, D.; He, B. Finite element simulation and experimental investigation of residual stresses in selective laser melted Ti-Ni shape memory alloy. Comput. Mater. Sci. 2016, 117, 221–232. [Google Scholar] [CrossRef]
- Li, C.; Fu, C.H.; Guo, Y.B.; Fang, F.Z. A multiscale modeling approach for fast prediction of part distortion in selective laser melting. J. Mater. Process. Technol. 2016, 229, 703–712. [Google Scholar] [CrossRef]
- Li., C.; Liu, J.F.; Guo, Y.B. Prediction of Residual Stress and Part Distortion in Selective Laser Melting. Procedia CIRP 2016, 45, 171–174. [Google Scholar] [CrossRef]
- Parry, L.; Ashcroft, I.A.; Wildman, R.D. Understanding the effect of laser scan strategy on residual stress in selective laser melting through thermo-mechanical simulation. Addit. Manuf. 2016, 12, 1–15. [Google Scholar] [CrossRef]
- Vastola, G.; Zhang, G.; Pei, Q.X.; Zhang, Y.-W. Controlling of residual stress in additive manufacturing of Ti6Al4V by finite element analysis. Addit. Manuf. 2016, 12, 231–239. [Google Scholar] [CrossRef]
- Liu, F.; Lin, X.; Yang, G.; Sing, M.; Chen, J.; Huang, W. Microstructure and residual stress of laser rapid formed Inconel 718 nickel-base superalloy. Opt. Laser Technol. 2011, 43, 208–213. [Google Scholar] [CrossRef]
- Toda-Caraballo, I.; Chao, J.; Lindgren, L.E.; Capdevila, C. Effect of residual stress on recrystallization behavior of mechanically alloyed steels. Scripta Materialia 2010, 62, 41–44. [Google Scholar] [CrossRef]
- Chen, H.; Gu, D.; Dai, D.; Ma, C.; Xia, M. Microstructure and composition homogeneity, tensile property, and underlying thermal physical mechanism of selective laser melted tool steel parts. Mater. Sci. Eng. A 2017, 682, 279–289. [Google Scholar] [CrossRef]
- Mertens, R.; Vrancken, B.; Holmstock, N.; Kinds, Y.; Kruth, J.-P.; van Humbeeck, J. Influence of powder bed preheating on microstructure and mechanical properties of H13 tool steel SLM parts. Phys. Procedia 2016, 83, 882–890. [Google Scholar] [CrossRef]
- Vastola, G.; Zhang, G.; Pei, Q.X.; Zhang, Y.-W. Modeling the Microstructure Evolution During Additive Manufacturing of Ti-6Al-4V: A Comparison Between Electron Beam Melting and Selective Laser Melting. JOM 2016, 68, 1370–1375. [Google Scholar] [CrossRef]
- Alyoshin, N.P.; Murashov, V.V.; Grigoryev, M.V.; Yevgenov, A.G.; Karachevtsev, F.N.; Shchipakov, N.A.; Vasilenko, S.A. Defects of heat-resistant alloys synthesized by the method of selective laser melting. Inorg. Mater. Appl. Res. 2017, 8, 27–31. [Google Scholar] [CrossRef]
- Carter, L.N.; Martin, C.; Withers, P.J.; Attallah, M.M. The influence of the laser scan strategy on grain structure and cracking behavior in SLM powder-bed fabricated nickel superalloy. J. Alloy. Compd. 2014, 615, 338–347. [Google Scholar] [CrossRef]
- Zhang, K.; Zhang, X.; Shang, X. Research on Cladding Process of Metal Powder During Laser Additive Manufacturing. Appl. Mech. Mater. 2013, 380, 4311–4314. [Google Scholar] [CrossRef]
- Qian, Bo.; Shi, Y.; Wei, Q.; Wang, H. The helix scan strategy applied to the selective laser melting. Int. J. Adv. Manuf. Technol. 2012, 63, 631–640. [Google Scholar] [CrossRef]
- Shiomi, M.; Osakada, K.; Nakamura, K.; Yamashita, T.; Abe, F. Residual Stress within Metallic Model Made by Selective Laser Melting Process. CIRP Ann. Manuf. Technol. 2004, 53, 195–198. [Google Scholar] [CrossRef]
- Yasa, E.; Kruth, J.-P. Application of Laser Re-Melting on Selective Laser Melting Parts. Adv. Prod. Eng. Manag. 2011, 6, 259–270. Available online: https://lirias.kuleuven.be/bitstream/123456789/332611/2/APEM6-4_259-270.pdf (accessed on 11 April 2017).
- Mumtaz, K.A.; Hopkinson, N. Selective Laser Melting of thin walled parts using pulse shaping. J. Mater. Process. Technol. 2010, 210, 279–287. [Google Scholar] [CrossRef]
- Tolosa, I.; Garciandía, F.; Zubiri, F.; Zapirain, F.; Esnaola, A. Study of mechanical properties of AISI 316 stainless steel processed by “selective laser melting”, following different manufacturing strategies. Int. J. Adv. Manuf. Technol. 2010, 51, 639–647. [Google Scholar] [CrossRef]
- Brandl, E.; Heckenberger, U.; Holzinger, V.; Buchbinder, D. Additive manufactured AlSi10Mg samples using Selective Laser Melting (SLM): Microstructure, high cycle fatigue, and fracture behavior. Mater. Des. 2012, 34, 159–169. [Google Scholar] [CrossRef]
- Edwards, P.; Ramulu, M. Fatigue performance evaluation of selective laser melted Ti-6Al-4V. Mater. Sci. Eng. A 2014, 598, 327–337. [Google Scholar] [CrossRef]
- Guan, K.; Wang, Z.; Gao, M.; Li, X.; Zeng, X. Effects of processing parameters on tensile properties of selective laser melted 304 stainless steel. Mater. Des. 2013, 50, 581–586. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Smurov, I. Surface Morphology in Selective Laser Melting of Metal Powders. Phys. Procedia 2011, 12, 264–270. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Krakhmalev, P.; Yadroitsava, I.; Johansson, S.; Smurov, I. Energy input effect on morphology and microstructure of selective laser melting single track from metallic powder. J. Mater. Process. Technol. 2013, 213, 606–613. [Google Scholar] [CrossRef]
- Cheng, B.; Shrestha, S.; Chou, L. Stress and deformation evaluations of scanning strategy effect in selective laser melting. Addit. Manuf. 2016, 12, 240–251. [Google Scholar] [CrossRef]
- Xia, M.; Gu, D.; Yu, G.; Dai, D.; Chen, H.; Shi, Q. Influence of hatch spacing on heat and mass transfer, thermodynamics and laser processability during additive manufacturing of Inconel 718 alloy. Int. J. Mach. Tools Manuf. 2016, 109, 147–157. [Google Scholar] [CrossRef]
- Lu, Y.; Gan, Y.; Lin, J.; Guo, S.; Wu, S.; Lin, J. Effect of laser speeds on the mechanical property and corrosion resistance of CoCrW alloy fabricated by SLM. Rapid Prototyp. J. 2017, 23, 28–33. [Google Scholar] [CrossRef]
- Yu, G.; Gu, D.; Dai, D.; Xia, M.; Ma, C.; Chang, K. Influence of processing parameters on laser penetration depth and melting/re-melting densification during selective laser melting of aluminum alloy. Appl. Phys. A 2016, 122, 891. [Google Scholar] [CrossRef]
- Jia, Q.; Gu, D. Selective laser melting additive manufactured Inconel 718 superalloy parts: High temperature oxidation property and its mechanisms. Opt. Laser Technol. 2014, 62, 161–171. [Google Scholar] [CrossRef]
- Dadbakhsh, S.; Hao, L.; Sewell, N. Effect of selective laser melting layout on the quality of stainless steel parts. Rapid Prototyp. J. 2012, 18, 241–249. [Google Scholar] [CrossRef]
- Ladewig, A.; Schlick, G.; Fisser, M.; Schulze, V.; Glatzel, U. Influence of the shielding gas flow on the removal of process by-products in the selective laser melting process. Addit. Manuf. 2016, 10, 1–9. [Google Scholar] [CrossRef]
- Buchbinder, D.; Meiners, W.; Pirch, N.; Wissenbach, K.; Schrage, J. Investigation on reducing distortion by preheating during manufacture of aluminum components using selective laser melting. J. Laser Appl. 2014, 26, 012004. [Google Scholar] [CrossRef]
- Craeghs, T.; Bechmann, F.; Berumen, S.; Kruth, J.-P. Feedback control of Layerwise Laser Melting using optical sensors. Phys. Procedia 2010, 5, 505–514. [Google Scholar] [CrossRef]
- Craeghs, T.; Clijsters, S.; Yasa, E.; Bechmann, F.; Berumen, S.; Kruth, J.-P. Determination of geometrical factors in Layerwise Laser Melting using optical process monitoring. Opt. Lasers Eng. 2011, 49, 1440–1446. [Google Scholar] [CrossRef]
- Craeghs, T.; Clijsters, S.; Yasa, E.; Kruth, J.-P. Online Quality Control of Selective Laser Melting. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, 8–10 August 2011; Available online: https://sffsymposium.engr.utexas.edu/Manuscripts/2011/2011-17-Craeghs.pdf (accessed on 11 April 2017).
- Craeghs, T.; Clijsters, S.; Kruth, J.-P.; Bechmann, F.; Ebert, M.-C. Detection of process failures in Layerwise Laser Melting with optical process monitoring. Phys. Procedia 2012, 39, 753–759. [Google Scholar] [CrossRef]
- Devesse, W.; de Baere, D.; Hinderdael, M.; Guillaume, P. Hardware-in-the-loop control of additive manufacturing processes using temperature feedback. J. Laser Appl. 2016, 28, 022302. [Google Scholar] [CrossRef]
- Pacurar, R.; Balc, N.; Prem, F. Research on how to improve the accuracy of the SLM metallic parts. AIP Conference Proceedings, Belfast, UK, 27–29 April 2011. [Google Scholar]
- Casalino, G.; Campanelli, S.L.; Contuzzi, N.; Ludovico, A.D. Experimental investigation and statistical optimization of the selective laser melting process of a maraging steel. Opt. Laser Technol. 2015, 65, 151–158. [Google Scholar] [CrossRef]
- Aboutaleb, A.M.; Bain, L.; Elwany, A.; Shamsaei, N.; Thompson, S.M.; Tapia, G. Accelerated process optimization for laser-based additive manufacturing by leveraging similar prior studies. IISE Trans. 2017, 49, 31–44. [Google Scholar] [CrossRef]
- Zhao, X.; Lin, X.; Chen, J.; Xue, L.; Huang, W. The effect of hot isostatic pressing on crack healing, microstructure, mechanical properties of Rene88DT superalloy prepared by laser solid forming. Mater. Sci. Eng. A 2009, 504, 129–134. [Google Scholar] [CrossRef]
- Campanelli, S.L.; Contuzzi, N.; Ludovico, A.D.; Caiazzo, F.; Cardaropoli, F.; Sergi, V. Manufacturing and Characterization of Ti6Al4V Lattice Components Manufactured by Selective Laser Melting. Materials 2014, 7, 4803–4822. [Google Scholar] [CrossRef]
- AlMongour, B.; Grzesiak, D.; Yang, J.-M. Selective laser melting of TiB2/H13 steel nanocomposites: Influence of hot isostatic pressing post-treatment. J. Mater. Process. Technol. 2017, 244, 344–353. [Google Scholar] [CrossRef]
- AlMongour, B.; Grzesiak, D.; Yang, J.-M. Selective laser melting of TiB2/316L stainless steel composites: The roles of powder preparation and hot isostatic pressing post-treatment. Powder Technol. 2017, 309, 37–48. [Google Scholar] [CrossRef]
- AlMongour, B.; Yang, J.-M. Understanding the deformation behavior of 17-4 precipitate hardenable stainless steel produced by direct metal laser sintering using micropillar compression and TEM. Int. J. Adv. Manuf. Technol. 2017, 90, 119–126. [Google Scholar] [CrossRef]
- Kreitcberg, A.; Brailovski, V.; Turenne, S. Effect of heat treatment and hot isostatic pressing on the microstructure and mechanical properties of Inconel 625 alloy processed by laser powder bed fusion. Mater. Science Eng. A 2017, 689, 1–10. [Google Scholar] [CrossRef]
- Li, W.; Li, S.; Liu, J.; Zhang, A.; Zhou, Y.; Wei, Q.; Yan, C.; Shi, Y. Effect of heat treatment on AlSi10Mg alloy fabricated by selective laser melting: Microstructure evolution, mechanical properties and fracture mechanism. Mater. Sci. Eng. A 2016, 663, 116–125. [Google Scholar] [CrossRef]
- Tillmann, W.; Schaak, C.; Nellesen, J.; Schaper, M.; Aydinöz, M.E.; Hoyer, K.-P. Hot isostatic pressing of IN718 components manufactured by selective laser melting. Addit. Manuf. 2017, 13, 93–102. [Google Scholar] [CrossRef]
- Tucho, W.M.; Cuvillier, P.; Sjolyst-Kverneland, A.; Hanson, V. Microstructure and hardness studies of Inconel 718 manufactured by selective laser melting before and after solution heat treatment. Mater. Sci. Eng. A 2017, 689, 220–232. [Google Scholar] [CrossRef]
- Fiocchi, J.; Tuissi, A.; Bassani, P.; Biffi, C.A. Low temperature annealing dedicated to AlSi10Mg selective laser melting products. J. Alloy. Compd. 2017, 695, 3402–3409. [Google Scholar] [CrossRef]
- Song, B.; Dong, S.; Liu, Q.; Liao, H.; Coddet, C. Vacuum heat treatment of iron parts produced by selective laser melting: Microstructure, residual stress, and tensile behavior. Mater. Des. 2014, 54, 727–733. [Google Scholar] [CrossRef]
- AlMangour, B.; Yang, J.-M. Improving the surface quality and mechanical properties by shot-peening of 17-4 stainless steel fabricated by additive manufacturing. Mater. Des. 2016, 110, 914–924. [Google Scholar] [CrossRef]
- Aleshin, N.P.; Gregor’ev, M.V.; Murashov, V.V.; Krasnov, I.S.; Krupnina, O.A.; Smorodinskii, Y.G. Assessing the Results of Ultrasonic Testing of Additive Manufactured Parts with Alternative Methods. Russ. J. Nondestruct. Test. 2016, 52, 691–696. [Google Scholar] [CrossRef]
- Kleszczynski, S.; zur Jacobsmühlen, J.; Witt, G. Error Detection in Laser Beam Melting Systems by High Resolution Imaging. In Proceedings of the Twenty Third Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 6–8 August 2012; Available online: https://sffsymposium.engr.utexas.edu/Manuscripts/2012/2012-74-Kleszczynski.pdf (accessed on 11 April 2017).
- Clijsters, S.; Craeghs, T.; Buls, S.; Kempen, K.; Kruth, J.-P. In situ quality control of the selective laser melting process using a high-speed, real-time melt pool monitoring system. Int. J. Adv. Technol. 2014, 75, 1089–1101. [Google Scholar] [CrossRef]
- Chivel, Y. Optical in-process temperature monitoring of selective laser melting. Phys. Procedia 2013, 41, 904–910. [Google Scholar] [CrossRef]
- Grasso, M.; Laguzza, V.; Semeraro, Q.; Colosimo, B.M. In-Process Monitoring of Selective Laser Melting: Spatial Detection of Defects Via Image Data Analysis. J. Manuf. Sci. Eng. 2017, 139, 051001. [Google Scholar] [CrossRef]
- Hirsh, M.; Patel, R.; Li, W.; Guan, G.; Leach, R.K.; Sharples, S.D.; Clare, A.T. Assessing the capability of in-situ nondestructive analysis during layer based additive manufacturing. Addit. Manuf. 2017, 13, 135–142. [Google Scholar] [CrossRef]
- Kanko, J.A.; Sibley, A.P.; Fraser, J.M. In situ morphology-based defect detection of selective laser melting through inline coherent imaging. J. Mater. Process. Technol. 2016, 231, 488–500. [Google Scholar] [CrossRef]
- Lott, P.; Schleifenbaum, H.; Meiners, W.; Wissenbach, K.; Hinke, C.; Bültmann, J. Design of an Optical system for the In Situ Process Monitoring of Selective Laser Melting (SLM). Phys. Procedia 2011, 12, 683–690. [Google Scholar] [CrossRef]
- Rodriguez, E.; Mireles, J.; Terrazas, C.A.; Espalin, D.; Perez, M.A.; Wicker, R.B. Approximation of absolute surface temperature measurements of powder bed fusion additive manufacturing technology using in situ infrared thermography. Addit. Manuf. 2015, 5, 31–39. [Google Scholar] [CrossRef]
- Smurov, I.Y.; Dubenskaya, M.A.; Zhirnov, I.V.; Teleshevskii, V.I. Determination of the True Temperature During Selective Laser Melting of Metal Powders Based on Measurements with an Infrared Camera. Meas. Tech. 2016, 59, 971–974. [Google Scholar] [CrossRef]
- Casavola, C.; Campanelli, S.L.; Pappalettere, C. Preliminary investigation on distribution of residual stresses generated by the selective laser melting process. J. Strain Anal. 2009, 44, 93–104. [Google Scholar] [CrossRef]
- Yadroitsava, I.; Yadroitsev, I. Residual Stress in Metal Specimens Produced by Direct Metal Laser Sintering. Available online: https://sffsymposium.engr.utexas.edu/sites/default/files/2015/2015-49-Yadroitsev.pdf (accessed on 11 April 2017).
- Dunbar, A.J.; Denlinger, E.R.; Heigel, J.; Michaleris, P.; Guerrier, P.; Mertukanitz, R.; Simpson, T.W. Development of experimental method for in situ distortion and temperature measurements during the laser powder bed fusion additive manufacturing process. Addit. Manuf. 2016, 12, 25–30. [Google Scholar] [CrossRef]
- Havermann, D.; Mathew, J.; MacPherson, W.N.; Hand, D.P.; Maier, R.R.J. Measuring Residual Stresses in metallic components manufactured with Fibre Bragg Gratings embedded by Selective Laser Melting. In Proceedings of the International Conference on Optical Fibre Sensors (OFS24), Curitiba, Brazil, 28 September 2015. [Google Scholar] [CrossRef]
- Yadroitsava, I.; Grewar, S.; Hattingh, D.; Yadroitsev, I. Residual Stress in SLM Ti6Al4V Alloy Specimens. Mater. Sci. Forum 2015, 828, 305–310. [Google Scholar] [CrossRef]
- Protasov, C.E.; Safronov, V.A.; Kotoban, D.V.; Gusarov, A.V. Experimental study of residual stresses in metal parts obtained by selective laser melting. Phys. Procedia 2016, 83, 825–832. [Google Scholar] [CrossRef]
- Sundar, R.; Hedaoo, P.; Ranganathan, K.; Bindra, K.S.; Oak, S.M. Application of Meshes to Extract the Fabricated Objects in Selective Laser Melting. Mater. Manuf. Process. 2014, 29, 429–433. [Google Scholar] [CrossRef]
- Maliaris, G.; Sarafis, I.T.; Lazaridis, T.; Varoutoglou, A.; Tsakataras, G. Random lattice structures. Modeling, manufacture and FEA of their mechanical response. Mater. Sci. Eng. 2016, 161, 012045. [Google Scholar] [CrossRef]
- Strano, G.; Hao, L.; Everson, R.M.; Evans, K.E. A new approach to the design and optimization of support structures in additive manufacturing. Int. J. Adv. Manuf. Technol. 2013, 66, 1247–1254. [Google Scholar] [CrossRef]
- Wang, D.; Yang, Y.; Yi, Z.; Su, X. Research on the fabricating quality optimization of the overhanging surface in SLM process. Int. J. Adv. Manuf. Technol. 2013, 65, 1471–1484. [Google Scholar] [CrossRef]
- Wang, D.; Mai, S.; Xiao, D.; Yang, Y. Surface quality of the curved overhanging structure manufactured from 316-L stainless steel by SLM. Int. J. Adv. Manuf. Technol. 2016, 86, 781–792. [Google Scholar] [CrossRef]
- Cloots, M.; Spierings, A.B.; Wegener, K. Assessing new support minimizing strategies for the additive manufacturing technology SLM. In Proceedings of the 24th International SFF Symposium–An Additive Manufacturing Conference, Austin, TX, USA, 12–14 August 2013; Available online: https://sffsymposium.engr.utexas.edu/Manuscripts/2013/2013-50-Cloots.pdf (accessed on 11 April 2017).
- Fox, J.C.; Moylan, S.P.; Lane, B.M. Effect of process parameters on the surface roughness of overhanging structures in laser powder bed fusion additive manufacturing. Procedia CIRP 2016, 45, 131–134. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Vandenbrouke, B.; van Vaerenbergh, J.; Mercelis, P. Benchmarking of Different SLS/SLM Processes as Rapid Manufacturing Techniques. In Proceedings of the International Conference on Polymers and Moulds Innovations, Gent, Belgium, 20–23 April 2005; Available online: https://core.ac.uk/download/pdf/11459701.pdf (accessed on 11 April 2017).
- Papalambros, P.Y.; Wilde, D.J. Principles of Optimal Design, 2nd ed.; Cambridge University Press: Cambridge, UK, 2000; pp. 337–350. [Google Scholar]

© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Patterson, A.E.; Messimer, S.L.; Farrington, P.A. Overhanging Features and the SLM/DMLS Residual Stresses Problem: Review and Future Research Need. Technologies 2017, 5, 15. https://doi.org/10.3390/technologies5020015
Patterson AE, Messimer SL, Farrington PA. Overhanging Features and the SLM/DMLS Residual Stresses Problem: Review and Future Research Need. Technologies. 2017; 5(2):15. https://doi.org/10.3390/technologies5020015
Chicago/Turabian StylePatterson, Albert E., Sherri L. Messimer, and Phillip A. Farrington. 2017. "Overhanging Features and the SLM/DMLS Residual Stresses Problem: Review and Future Research Need" Technologies 5, no. 2: 15. https://doi.org/10.3390/technologies5020015
APA StylePatterson, A. E., Messimer, S. L., & Farrington, P. A. (2017). Overhanging Features and the SLM/DMLS Residual Stresses Problem: Review and Future Research Need. Technologies, 5(2), 15. https://doi.org/10.3390/technologies5020015