

Investigation of Skin–Stringer Assembly Made with Adhesive and Mechanical Methods on Aircraft


Abstract
1. Introduction
2. Materials and Methods
2.1. Double Cantilever Beam (DCB) Test
2.2. End-Notched Flexure (ENF) Test
2.3. Numerical Works, Mesh Structure, DCB, and ENF Test Analysis
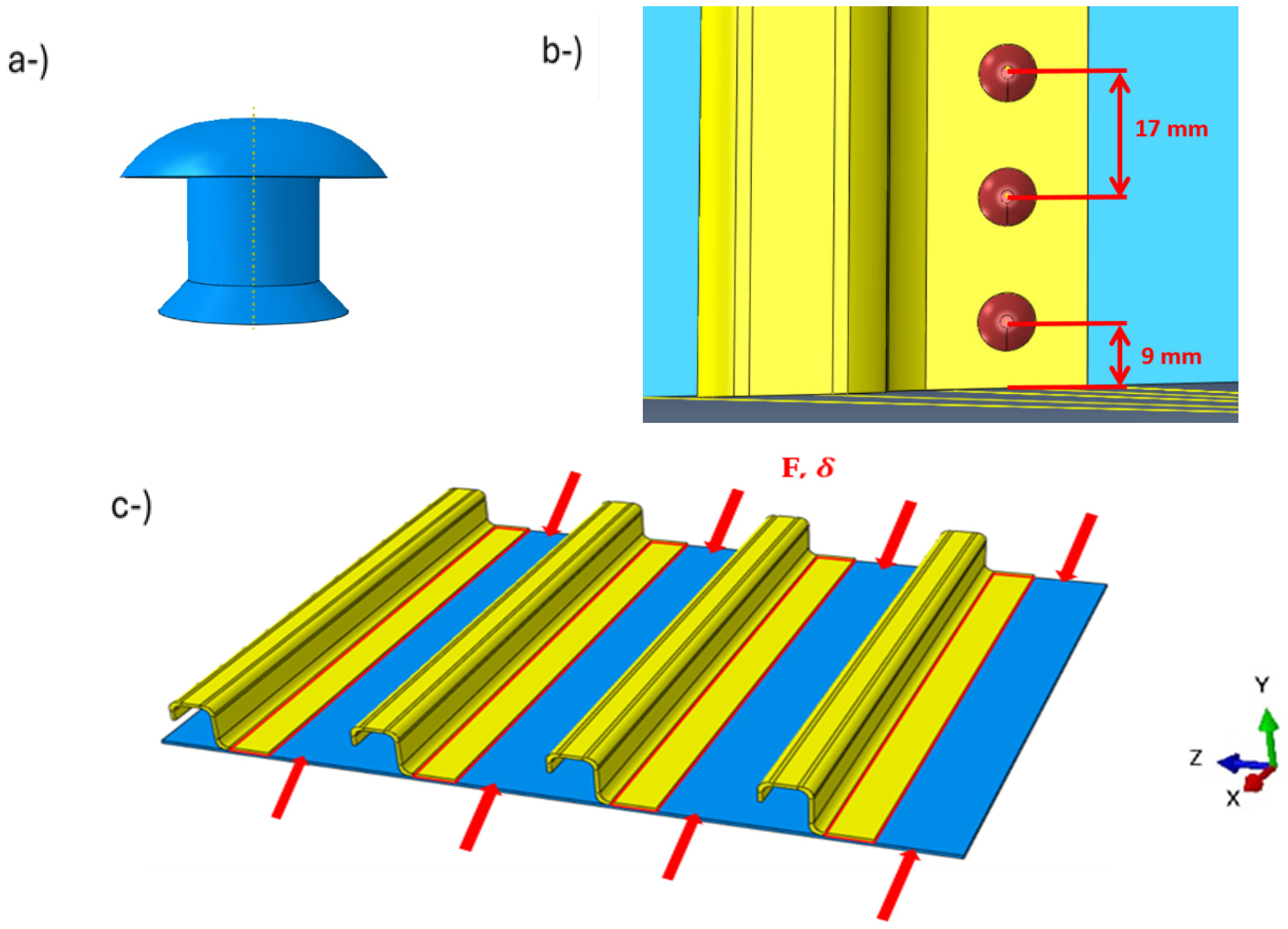
2.4. Skin–Stringer Analysis
3. Results
3.1. Skin–Stringer Model Joined with Only Adhesive Bonding
3.2. Skin–Stringer Model Joined with Only Rivets
3.3. Skin–Stringer Model Joined with Rivets and Adhesive
3.4. Skin–Stringer Model Joined with Adhesive and Reduced Number of Rivets
4. Conclusions
- In the four different skin stringer models we have applied,
- (a)
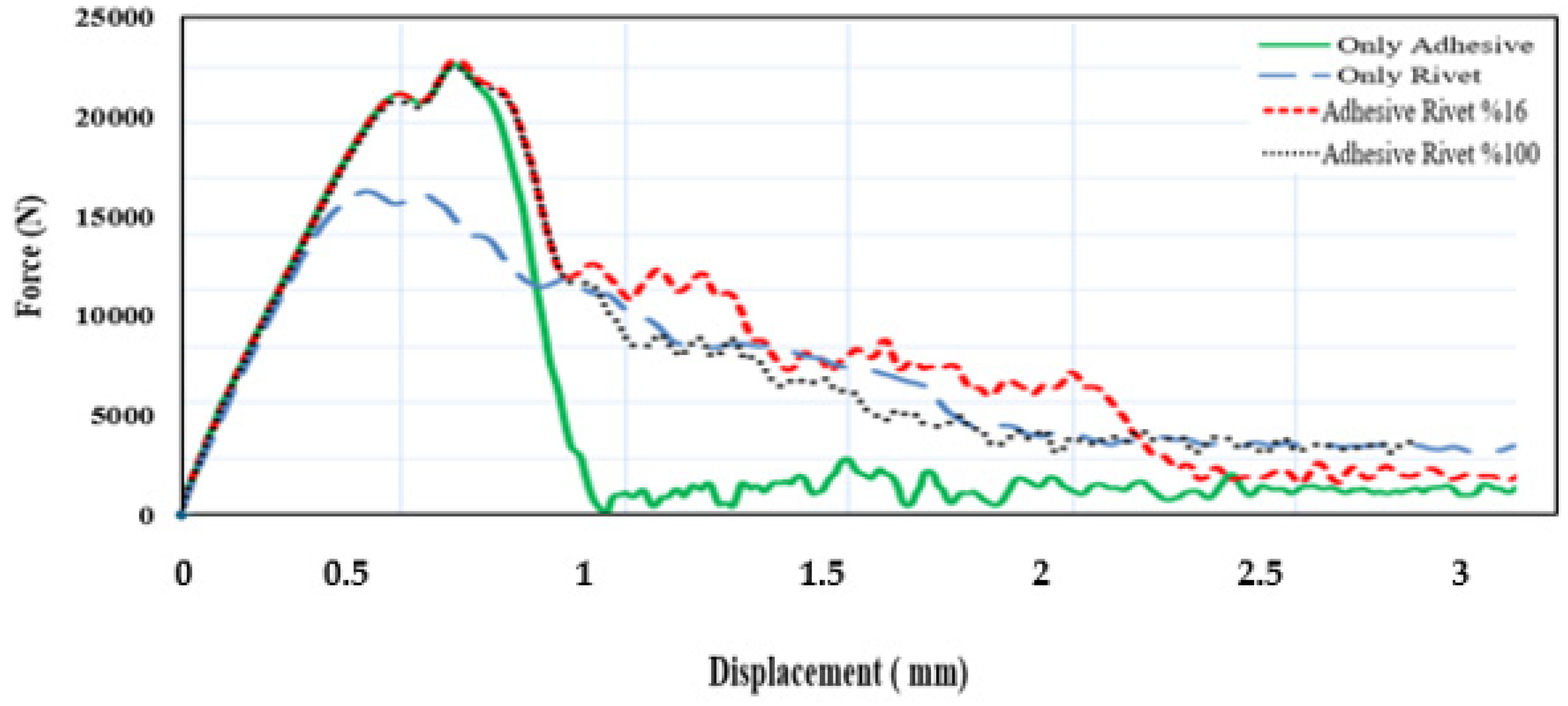
- one with only adhesive has the maximum strength of 200 KN. When the adhesive first starts to break, after the first crack initiation, the strength drops abruptly. This behaviour obeys the law of tensile separation. In this part, where only the adhesive is present, the force required for deformation was measured at 10 kN since there will be energy release after the moment of force rupture and the strength of the adhesive after the first crack is very low. This is fixed at 5% of the maximum strength.
- (b)
- a riveted connection only, the strength decreases more gradually with this connection method. The approximately maximum load resistance in the riveted connection is 144 kN. Here, the behaviour of the rivets after they start to separate from the skin is very different from the behaviour of the adhesive model after the first crack. The rivets allowed the load to fall in a more controlled manner and fixed it at about 20% of 29 kN. Adhesive increased the initial strength, while rivets improved the strength after the adhesive began to crack.
- (c)
- in the hybrid connections designed according to the advantages and disadvantages of connections requiring only rivets or adhesive, firstly in Section 3.3, in the modelling in which 76 rivets and AF163-2K adhesive were applied at 0.471 mm, the model withstood the strength of the adhesive until the adhesive formed its first crack. After the first crack, the strength of the adhesive suddenly decreased. At the point where it coincided with the graph of the riveted connection, the rivet started to carry the load, and its strength decreased more slowly than the connection with only adhesive and followed the graph of the riveted connection. The hybrid connection showed its advantage here, but both the use of 76 rivets and the use of adhesive did not contribute to the design in terms of weight. To overcome this problem, the number of rivets should be reduced. Using a hybrid connection that combines both rivets and adhesive has been observed to enhance the overall strength and durability of the assembly.
- (d)
- other hybrid connections, the weight is reduced by using 12 rivets and the same adhesive conditions. As a result of the analysis of the model, the maximum strength of the model glued with 12 rivets was very close to the maximum strength of the model glued with 76 rivets. However, at the point where the force reaches equilibrium, since the number of rivets is significantly reduced, the force value is closer to that of the model glued with adhesive only. The stress distributions are equal at 7.9 s for the skin–stringer connection with few rivets and glue and that with many rivets and glue. As seen in the model with few rivets, the stresses are more distributed. The reason for this is that the skin is more flexible due to the low number of rivets, and the amount of force required for displacement is high for a short time in the model with few rivets. As the displacement progresses and the flexibility of the panel decreases, the force required decreases compared to the model with more rivets.
- The force–displacement curves for the four different models are shown in Figure 11. Comparing the models reveals that those with adhesive have higher strength, but the strength of the adhesive-only model drops sharply after reaching the maximum force. Adding rivets prevents this sudden drop, as the rivets carry the load at that point. It is observed that the number of rivets to be used with adhesive can be significantly reduced and their strength can be increased, as well as the weight caused by the rivets on the aircraft can be reduced. At the same time, the stress concentration around the holes drilled for the rivets will affect the system much less due to the small number of rivets in the hybrid connection and will contribute positively to the fatigue strength. Filling the skin and stringer with adhesive will also protect the materials from the risk of corrosion. In aircraft design, sealant is applied between materials to reduce the risk of corrosion in metal-to-metal contact. Since the adhesive itself performs this task, there will be no need to use sealant, and the weight effect of the sealant will be eliminated.
- Using DCB and ENF tests, the force–displacement data obtained from these tests, the first and second mode fracture energies of the adhesive bonding were calculated by the CBBM method. Since it is impractical to manually calculate the CBBM method formulas using thousands of data points from force–displacement graphs, a MATLAB code was written to find the fracture energies. Using the obtained fracture energies, numerical results of DCB and ENF tests were obtained using static, dynamic implicit, and dynamic explicit methods in ABAQUS CAE 2018 software. By comparing these numerical results with experimental results, it was determined that the dynamic explicit method is more appropriate. The analysis and experimental data showed close values.
- In substance, adhesive bonding increases the maximum strength of the skin–stringer. When the force suddenly drops, rivets help to carry the load at the moment of coincidence between the graphs of the models that are only adhesive and only riveted. After these results, it was observed that the hybrid model with a reduced rivet quantity gives good results and combines the advantages of mechanical joints and adhesive bonding.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Pethrick, R.A. Composite to metal bonding in aerospace and other applications. In Welding and Joining of Aerospace Materials; Woodhead Publishing: Shaston, UK, 2012. [Google Scholar]
- Nuhoğlu, K.; Aktaş, E.; Tanoğlu, M.; Martin, S.; İplikçi, H.; Barışık, M.; Yeke, M.; Türkdoğan, C.; Esenoğlu, G.; Dehneliler, S.; et al. Analysis of adhesively bonded joints of laser surface treated composite primary components of aircraft structures. Int. J. Adhes. Adhes. 2023, 126, 103456. [Google Scholar] [CrossRef]
- Encinas, N.; Oakley, B.R.; Belcher, M.A.; Blohowiak, K.Y.; Dillingham, R.G.; Abenojar, J.; Martínez, M.A. Surface modification of aircraft used composites for adhesive bonding. Int. J. Adhes. Adhes. 2014, 50, 157–163. [Google Scholar] [CrossRef]
- Chun Fang, X.; Lin Fa, S. Study on Adhesion of Carbon Fiber Resin Matrix Composite Skin Coating for Aircraft. J. Inst. Eng. Ser. D 2024, 105, 249–254. [Google Scholar] [CrossRef]
- Romano, M.G.; Guida, M.; Marulo, F.; Auricchio, M.G.; Russo, S. Characterization of adhesives bonding in aircraft structures. Materials 2020, 13, 4816. [Google Scholar] [CrossRef] [PubMed]
- Pogosyan, M.; Nazarov, E.; Bolshikh, A.; Koroliskii, V.; Turbin, N.; Shramko, K. Aircraft composite structures integrated approach: A review. J. Phys. Conf. Ser. 2021, 1925, 012005. [Google Scholar] [CrossRef]
- Bhagatji, J.D.; Morris, C.; Sridhar, Y.; Bhattacharjee, B.; Kaipa, K.N.; Kravchenko, O.G. Effect of Post-Cured through Thickness Reinforcement on Disbonding Behavior in Skin–Stringer Configuration. Materials 2024, 17, 3389. [Google Scholar] [CrossRef]
- An, Q.; Wang, C.; Ma, T.; Zou, F.; Fan, Z.; Zhou, E.; Ge, E.; Chen, M. Aeronautical composite/metal bolted joint and its mechanical properties: A review. J. Intell. Manuf. Spéc. Equip. 2024, 5, 70–91. [Google Scholar] [CrossRef]
- Popov, V.M. High-strength adhesive joints in aircraft parts. Russ. Aeronaut. 2013, 56, 423–430. [Google Scholar] [CrossRef]
- Pantelakis, S.; Tserpes, K.I. Adhesive bonding of composite aircraft structures: Challenges and recent developments. Sci. China Phys. Mech. 2014, 57, 2–11. [Google Scholar] [CrossRef]
- Maggiore, S.; Banea, M.D.; Stagnaro, P.; Luciano, G. A review of structural adhesive joints in hybrid joining processes. Polymers 2021, 13, 3961. [Google Scholar] [CrossRef]
- Pantelakis, S.; Tserpes, K. (Eds.) Revolutionizing Aircraft Materials and Processes; Springer International Publishing: Cham, Switzerland, 2020. [Google Scholar] [CrossRef]
- Bielawski, R.; Rządkowski, W.; Kowalik, M.P.; Kłonica, M. Safety of aircraft structures in the context of composite element connection. Int. Rev. Aerosp. Eng. 2020, 13, 159. [Google Scholar] [CrossRef]
- Yu, Y.; Hou, C.; Zheng, X.; Zhao, M. Meiying Zhao Phase field modeling for composite material failure. Fatigue Fract. Eng. Mater. Struct. 2024, 47, 4176–4195. [Google Scholar] [CrossRef]
- Ebnesajjad, C.F. Surface Treatment of Materials for Adhesion Bonding; William Andrew, Inc.: Norwich, UK, 2006; pp. 89–90. ISBN 978-0-8155-1523-4. [Google Scholar]
- Davis, M.; Bond, D. Principles and practices of adhesive bonded structural joints and repairs. Int. J. Adhes. Adhes. 1999, 19, 91–105. [Google Scholar] [CrossRef]
- Zimmermann, N.; Wang, P.H. A review of failure modes and fracture analysis of aircraft composite materials. Eng. Fail. Anal. 2020, 115, 104692. [Google Scholar] [CrossRef]
- Davis, M.J.; Bond, D.A. The Importance of Failure Mode Identification in Adhesive Bonded Aircraft Structures and Repairs. In Proceedings of the 12th International Conference on Composite Materials, Paris, France, 5–9 July 1999. [Google Scholar]
- Rośkowicz, M.; Godzimirski, J.; Komorek, A.; Jasztal, M. The effect of adhesive layer thickness on joint static strength. Materials 2021, 14, 1499. [Google Scholar] [CrossRef]
- Swamy, K.M.M.; Manjunath, H.; Shanmugavadivu, N.; Shanmugasundaram, M. An Overview of Adhesive Bonded Composite Joint Failure. In Failure of Fibre-Reinforced Polymer Composites; CRC Press: Boca Raton, FL, USA, 2021; pp. 91–103. [Google Scholar] [CrossRef]
- Freed, Y.; Salviato, M.; Zobeiry, N. Implementation of a probabilistic machine learning strategy for failure predictions of adhesively bonded joints using cohesive zone modeling. Int. J. Adhes. Adhes. 2022, 118, 103226. [Google Scholar] [CrossRef]
- Brito, R.F.N.; Campilho, R.D.S.G.; Moreira, R.D.F.; Sánchez-Arce, I.J.; Silva, F.J.G. Composite stepped-lap adhesive joint analysis by cohesive zone modelling. Procedia Struct. Integr. 2021, 33, 665–672. [Google Scholar] [CrossRef]
- Ma, F.; Zhu, Z.; Wang, D.; Jin, X. Numerical Analysis of the Wing Leading Edge Electro-Impulse De-Icing Process Based on Cohesive Zone Model. Appl. Sci. 2024, 14, 2777. [Google Scholar] [CrossRef]
- Bayramoglu, S.; Akpinar, S.; Çalık, A. Numerical analysis of elasto-plastic adhesively single step lap joints with cohesive zone models and its experimental verification. J. Mech. Sci. Technol. 2021, 35, 641–649. [Google Scholar] [CrossRef]
- Linke, M.; Lammering, R. On the calibration of the cohesive strength for cohesive zone models in finite element analyses. Theor. Appl. Fract. Mech. 2022, 124, 103733. [Google Scholar] [CrossRef]
- Silva, L. Modeling of Adhesively Bonded Joints; Springer: Berlin/Heidelberg, Germany, 2008; pp. 55–60. ISBN 978-3-540-79055-6. [Google Scholar] [CrossRef]
- Ohno, N.; Matsuda, T.; Wu, X. A homogenization theory for elastic–viscoplastic composites with point symmetry of internal distributions. Int. J. Solids Struct. 2001, 38, 2867–2878. [Google Scholar] [CrossRef]
- Adams, R.D. Prediction of the strength of adhesive lap joints. An investigative review. Int. J. Adhes. Adhes. 2024, 129, 103576. [Google Scholar] [CrossRef]
- Goland, M.; Reissner, E. The stresses in cemented joints. J. Appl. Mech. 1944, 11, 11–27. [Google Scholar] [CrossRef]
- Cioboată, D.D. (Ed.) International Conference on Reliable Systems Engineering (ICoRSE)—2023; Springer Nature: Cham, Switzerland, 2023; Volume 762, pp. 458–465. [Google Scholar] [CrossRef]
- da Silva, L.F.; das Neves, P.J.; Adams, R.; Spelt, J.K. Analytical models of adhesively bonded joints—Part I: Literature survey. Int. J. Adhes. Adhes. 2009, 29, 319–330. [Google Scholar] [CrossRef]
- Rene, Q.; Paulo, S.; William, P.; Marcelo, B. Failure criteria for adhesively bonded joints. Int. J. Adhes. Adhes. 2012, 37, 26–36. [Google Scholar] [CrossRef]
- Brick Chaouche, A. Cohesive Models for Anti-Plane Mode Fracture in Dissimilar Structures: Effect of Small/Large Scale Yielding Conditions on Computed Fracture Load. Iran. J. Sci. Technol. Trans. Mech. Eng. 2024, 48, 1551–1563. [Google Scholar] [CrossRef]
- Slamani, I.; Ferdjani, H. Solution of a Dugdale–Barenblatt crack in an infinite strip by a hyper-singular integral equation. Theor. Appl. Fract. Mech. 2024, 133, 104625. [Google Scholar] [CrossRef]
- Dundeti, C.; Punnam, P. A Finite Element Analysis of Crack Propagation in Interface of Aluminum Foil—LDPE Laminate During Fixed Arm Peel Test; Department of Mechanical Engineering Blekinge Institute of Technology: Karlskrona, Sweden, 2017; pp. 51–52, Id diva2:1088888. [Google Scholar]
- Birnie, J.; Falaschetti, M.P.; Troiani, E. Comparative Analysis on Modelling Approaches for the Simulation of Fatigue Disbonding with Cohesive Zone Models. Aerospace 2025, 12, 139. [Google Scholar] [CrossRef]
- Jiang, H. Cohesive Zone Model for Carbon Nanotube Adhesive Simulation and Fracture/Fatigue Crack Growth; The Graduate Faculty of The University of Akron: Akron, OH, USA, 2010; pp. 9–10. Available online: http://rave.ohiolink.edu/etdc/view?acc_num=akron1272647385 (accessed on 15 February 2025).
- Jia, L.; Zhang, C.; Li, J.; Yao, L.; Tang, C. Liaojun Yao Validation and development of trace-based approach for composite laminates. Compos. Sci. Technol. 2022, 221, 109348. [Google Scholar] [CrossRef]
- Zhua, Y.; Liechtib, M.K.; Ravi-Chandarb, K. Direct extraction of rate-dependent traction–separation laws for polyurea/steel interfaces. Int. J. Solids Andstruct. 2009, 46, 31–51. [Google Scholar] [CrossRef]
- Desai, C.K.; Basu, S.; Parameswaran, V. Determination of Traction Separation Law for Interfacial Failure in Adhesive Joints at Different Loading Rates. J. Adhes. 2016, 92, 819–839. [Google Scholar] [CrossRef]
- 3M™Scotch-Weld™ Structural Adhesive Film AF 163-2K Technical Datasheet. 2009. Available online: https://multimedia.3m.com/mws/media/282041O/3m-scotch-weld-structural-adhesive-film-af-163-2-af-163-3.pdf (accessed on 15 February 2025).
- Chaves, F.J.P.; de Moura, M.; da Silva, L.F.M.; David, A.D. Fracture Mechanics Tests in Adhesively Bonded Joints: A Literature Review. J. Adhes. 2014, 90, 955–992. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value |
|---|---|
| E (Knn) Elastic Modulus | 1110 MPa |
| σi (Kss) Shear Modulus | 413.69 MPa |
| σii (Ktt) Shear Modulus | 413.69 MPa |
| Shear Strength First Direction | 47.92 MPa |
| Shear Strength Second Direction | 47.92 MPa |
| Tensile Strength Normal Mode | 48.26 MPa |
| Normal Mode (GI c) | 3.8 N/mm |
| Shear Mode First Direction (GII c) | 9.8 N/mm |
| Shear Mode Second Direction (GIII c) | 9.8 N/mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tasdemir, H.A.; Mirza, B.A.; Erkendirci, Y.H. Investigation of Skin–Stringer Assembly Made with Adhesive and Mechanical Methods on Aircraft. Aerospace 2025, 12, 383. https://doi.org/10.3390/aerospace12050383
Tasdemir HA, Mirza BA, Erkendirci YH. Investigation of Skin–Stringer Assembly Made with Adhesive and Mechanical Methods on Aircraft. Aerospace. 2025; 12(5):383. https://doi.org/10.3390/aerospace12050383
Chicago/Turabian StyleTasdemir, Hacı Abdullah, Berke Alp Mirza, and Yunus Hüseyin Erkendirci. 2025. "Investigation of Skin–Stringer Assembly Made with Adhesive and Mechanical Methods on Aircraft" Aerospace 12, no. 5: 383. https://doi.org/10.3390/aerospace12050383
APA StyleTasdemir, H. A., Mirza, B. A., & Erkendirci, Y. H. (2025). Investigation of Skin–Stringer Assembly Made with Adhesive and Mechanical Methods on Aircraft. Aerospace, 12(5), 383. https://doi.org/10.3390/aerospace12050383