
Residual Stress Distribution and Its Effect on Fatigue Crack Path of Laser Powder Bed Fusion Ti6Al4V Alloy




Abstract
1. Introduction
2. Materials and Methods
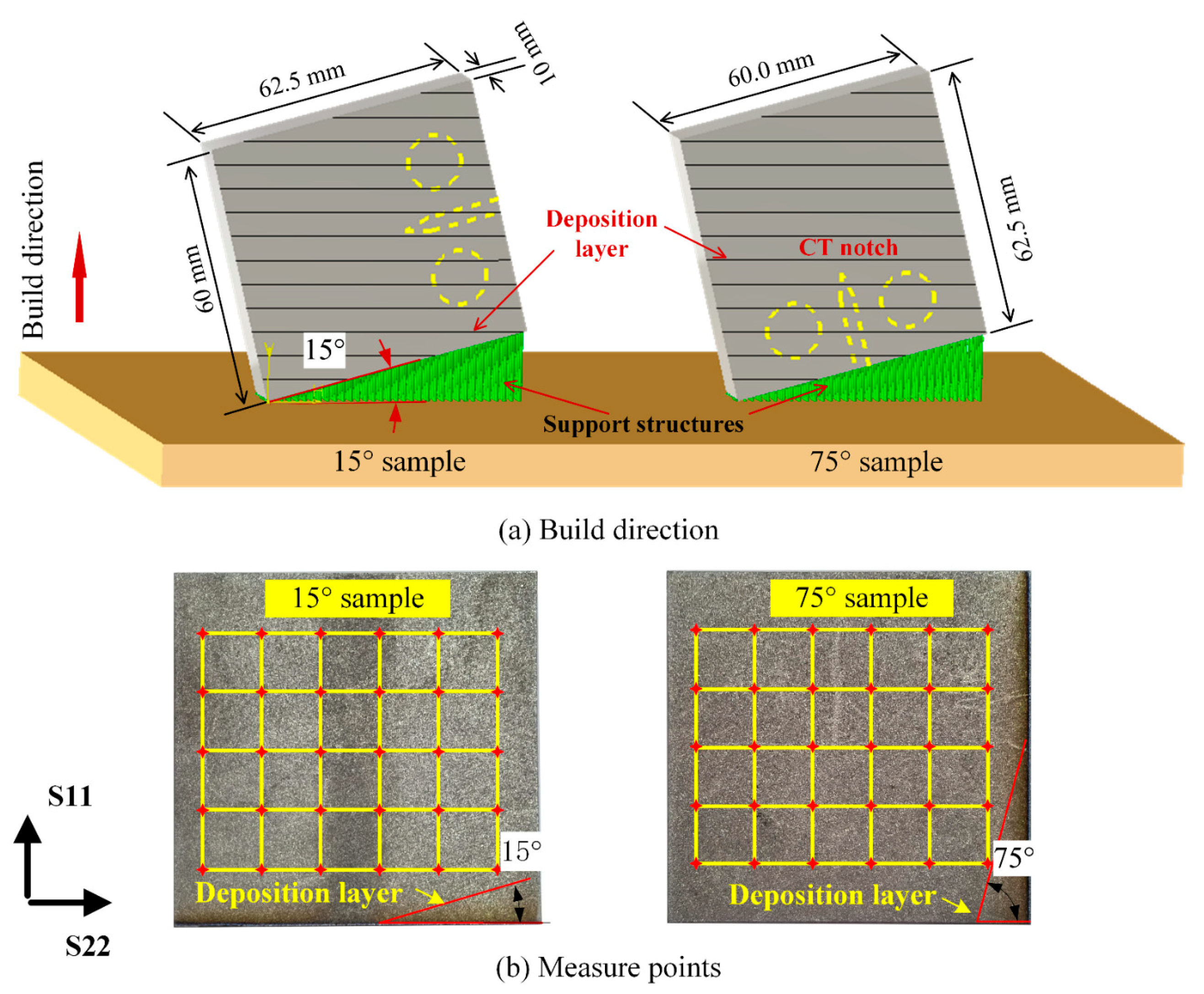
2.1. Sample Design and Residual Stress Test Setup
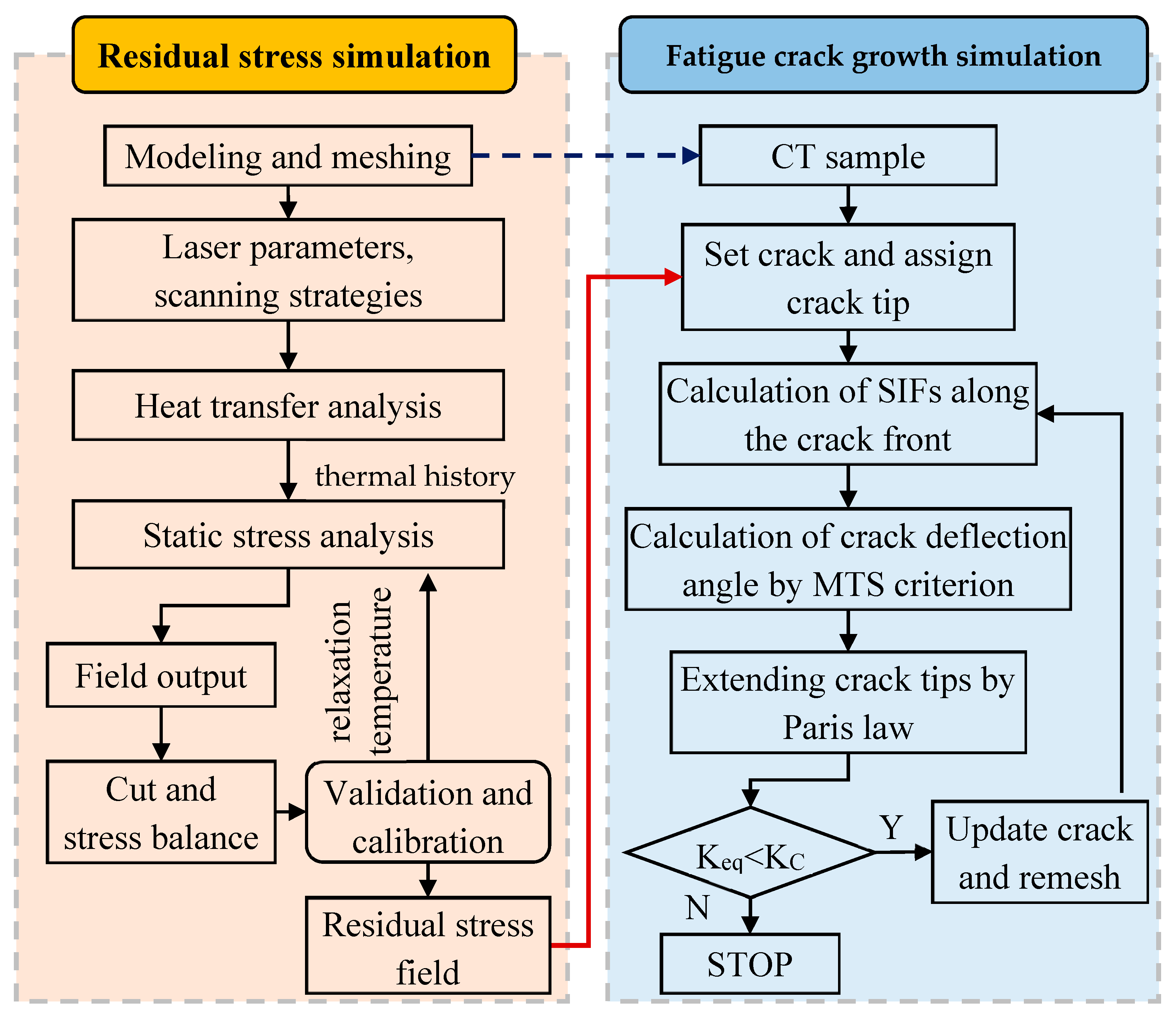
2.2. Numerical Analysis Methodology
2.2.1. Residual Stress Simulation
2.2.2. Fatigue Crack Propagation Simulation
2.2.3. Material Properties and Flowchart
3. Results and Discussion
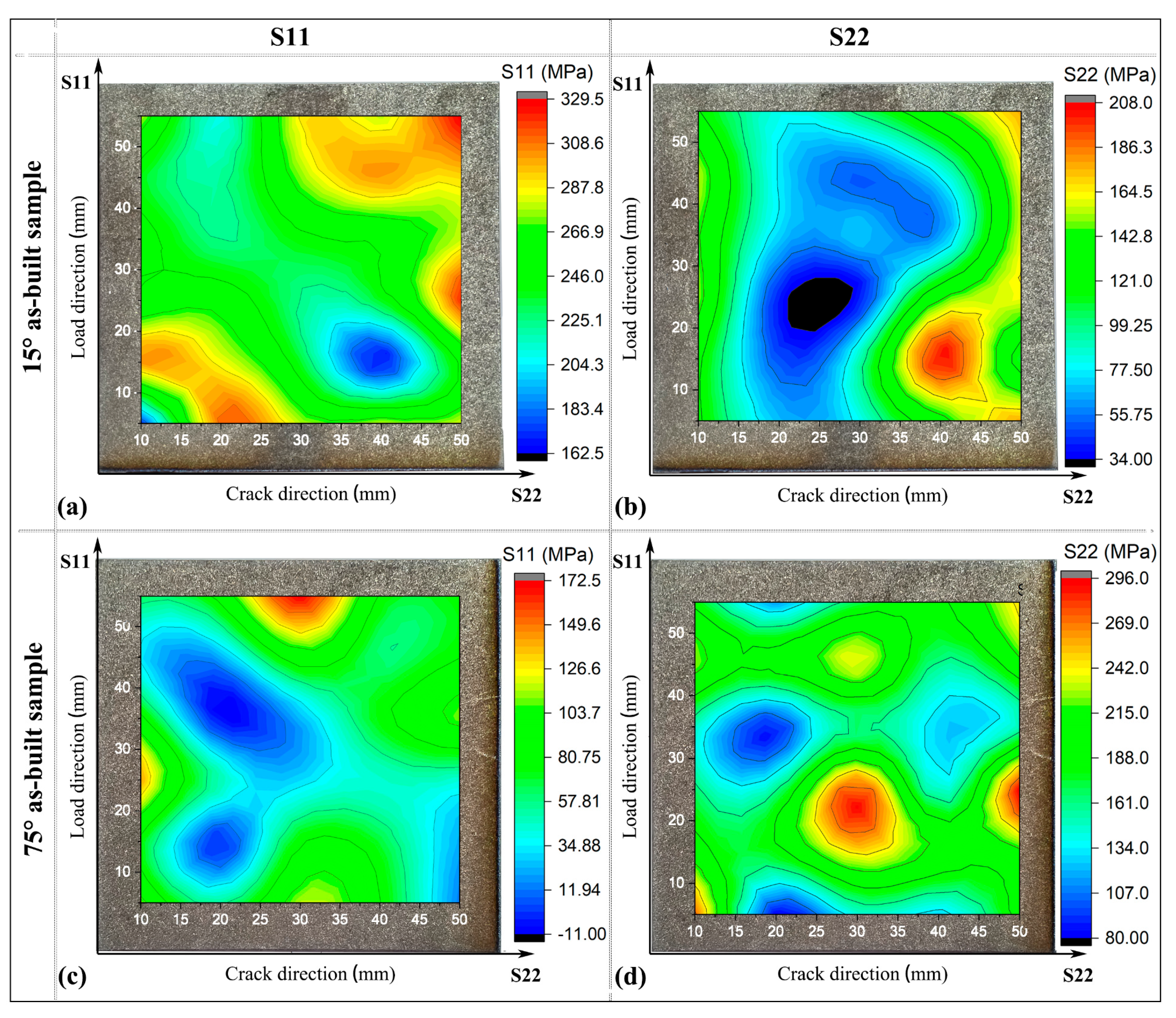
3.1. Surface Residual Stress Distribution
3.2. Three-Dimensional Residual Stress and Validation
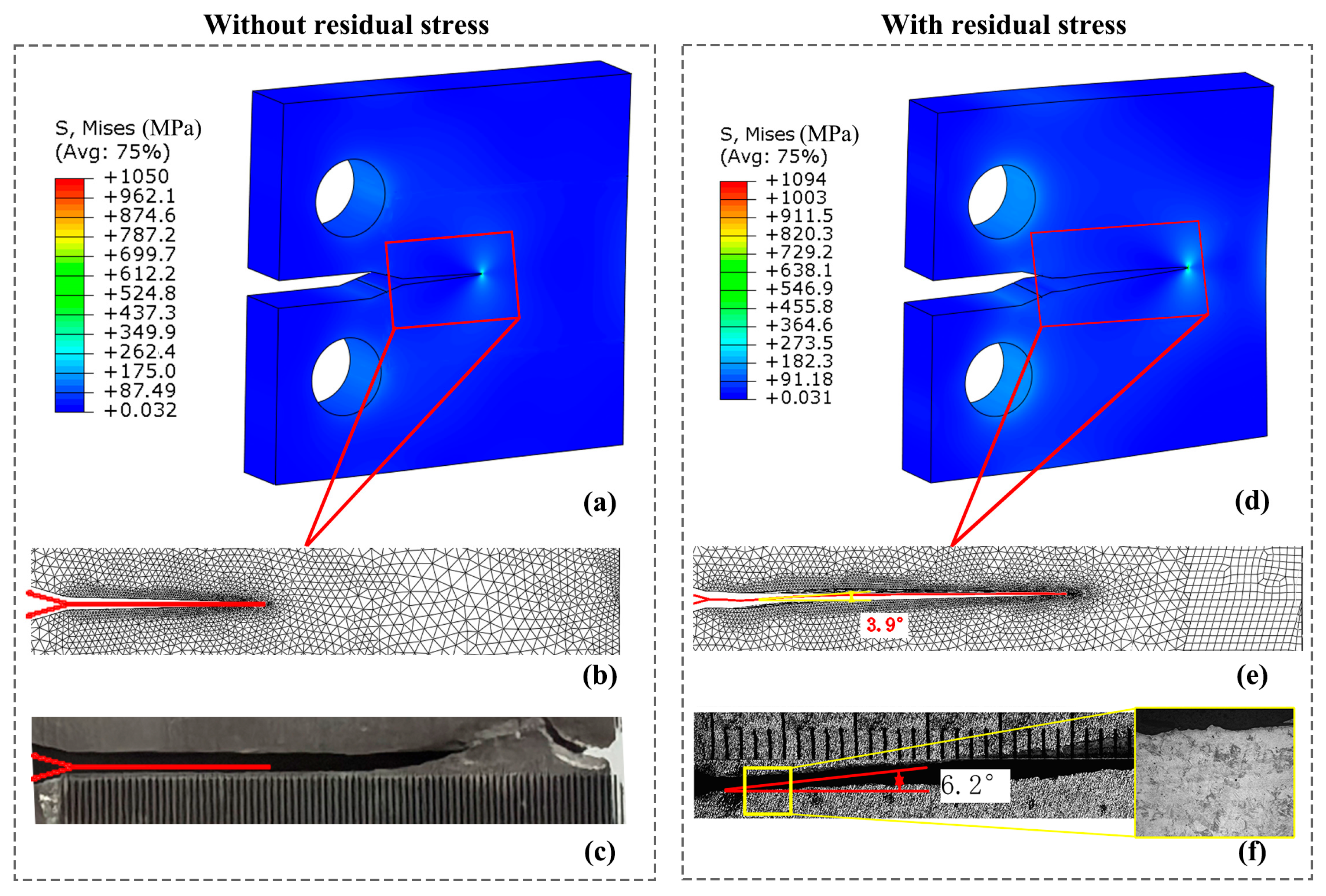
3.3. Fatigue Crack Propagation Behaviour
4. Conclusions and Outlook
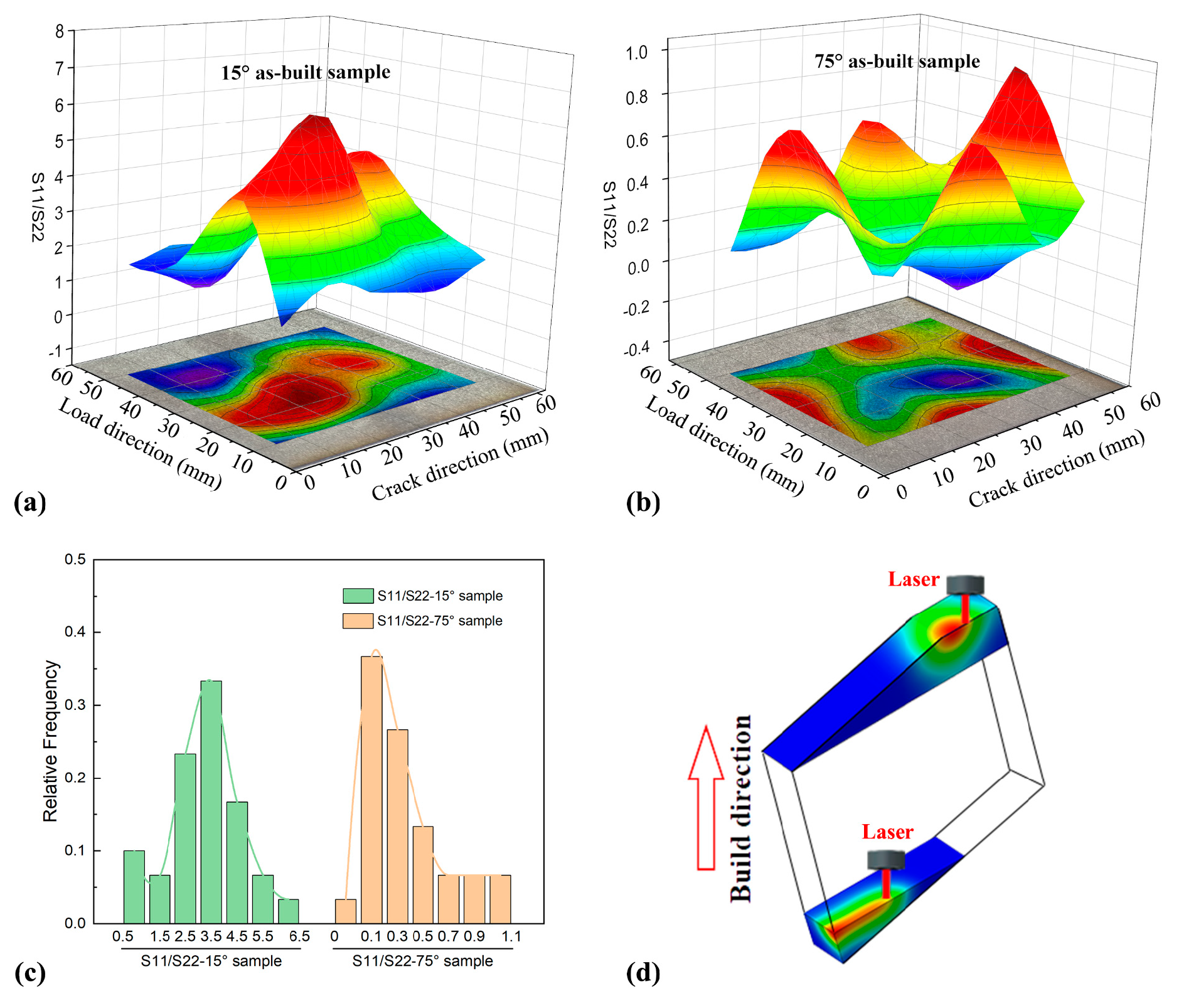
- (1)
- The anisotropy of the residual stress state can be found both in the 15° and the 75°as-built samples. In the 15° sample, the ratio between S11 and S22 predominantly ranged from 0.2 to 0.6, whereas in the 75° sample, this range increased significantly to 1.5 to 3.5.
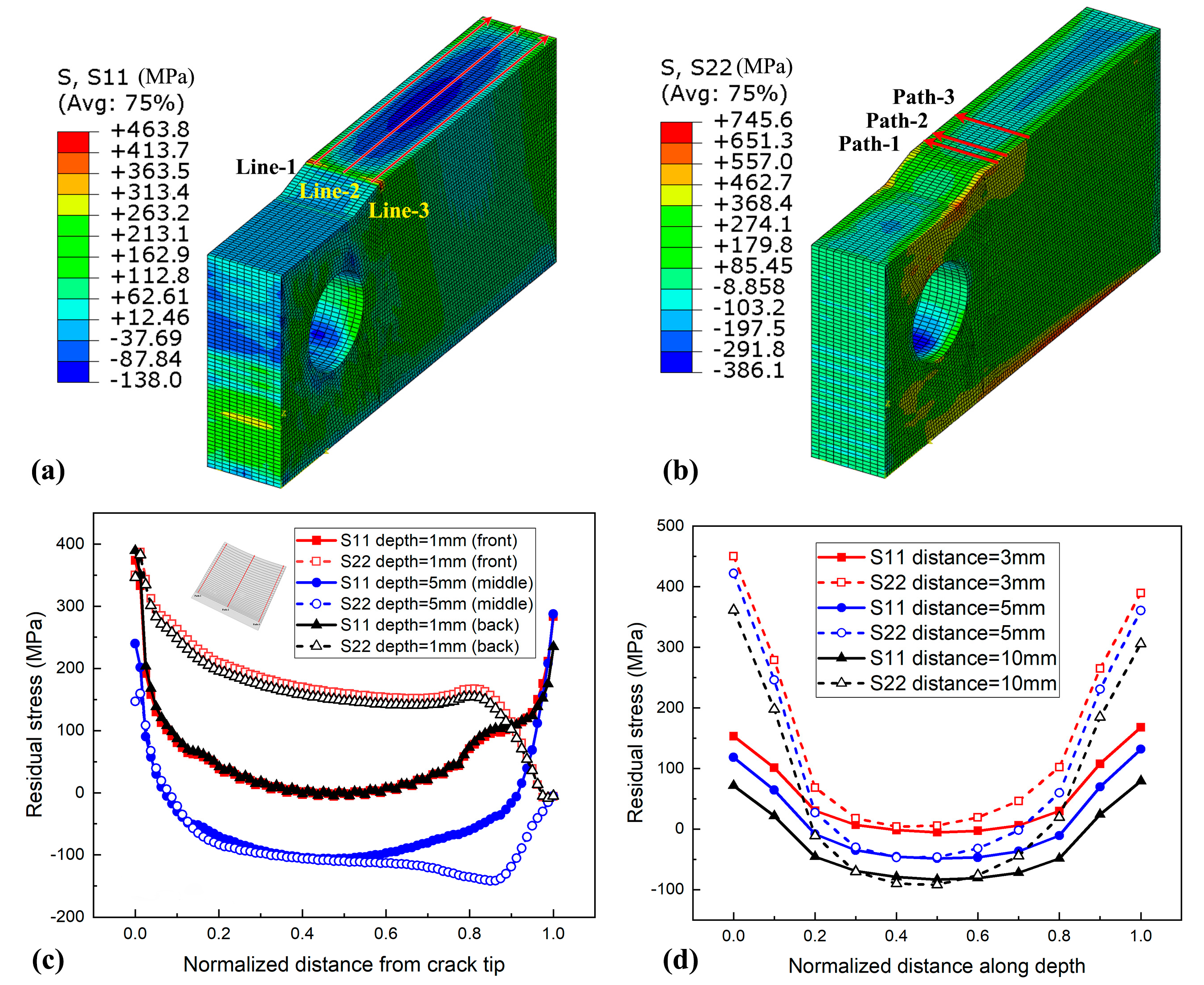
- (2)
- The thermo-mechanical simulation was successfully used to simulate the 3D residual stress trends in its distribution and anisotropy. Tensile stress is predominantly present within approximately 2 mm depth from the free surface in this study, while compressive stresses dominated the central region.
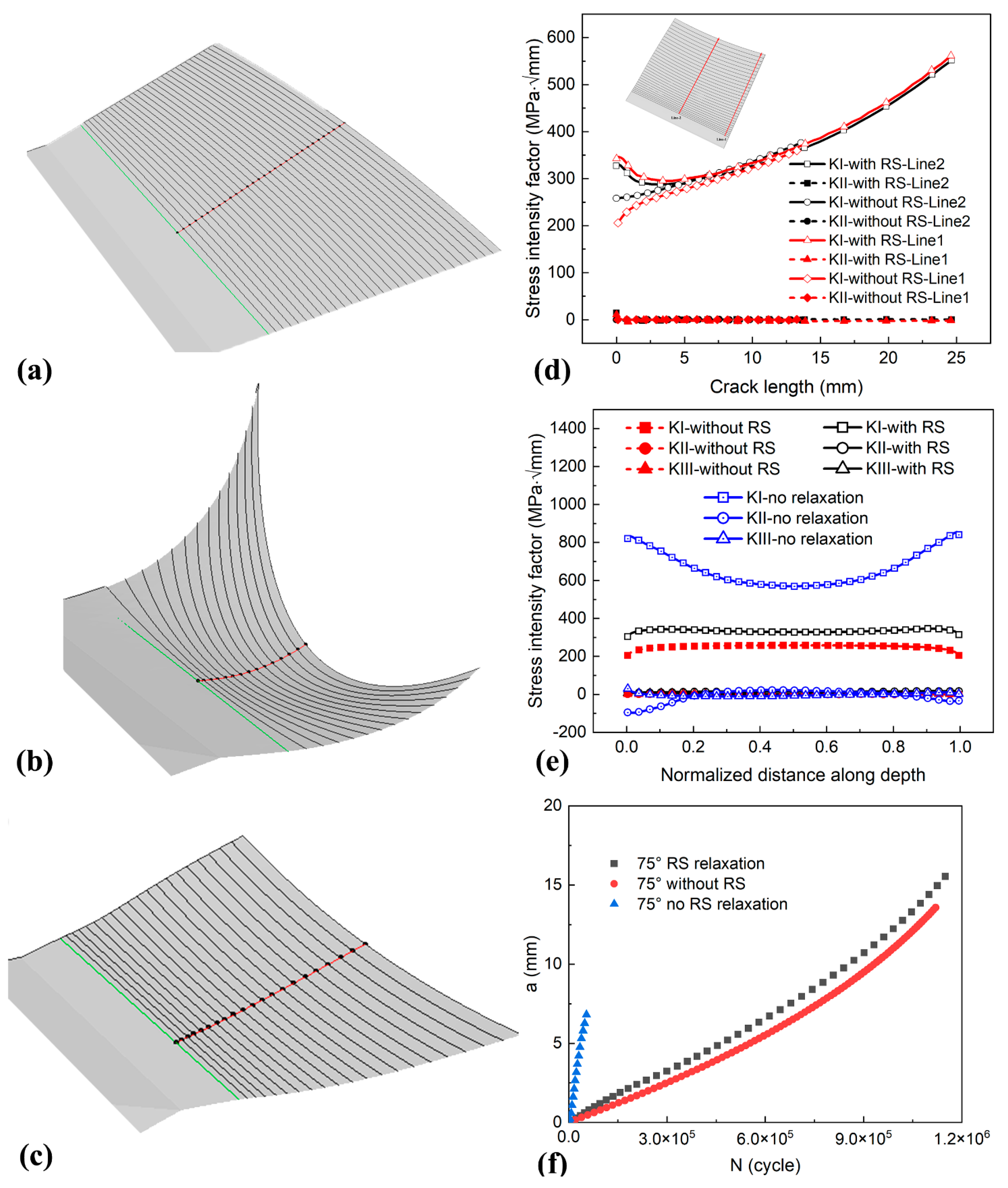
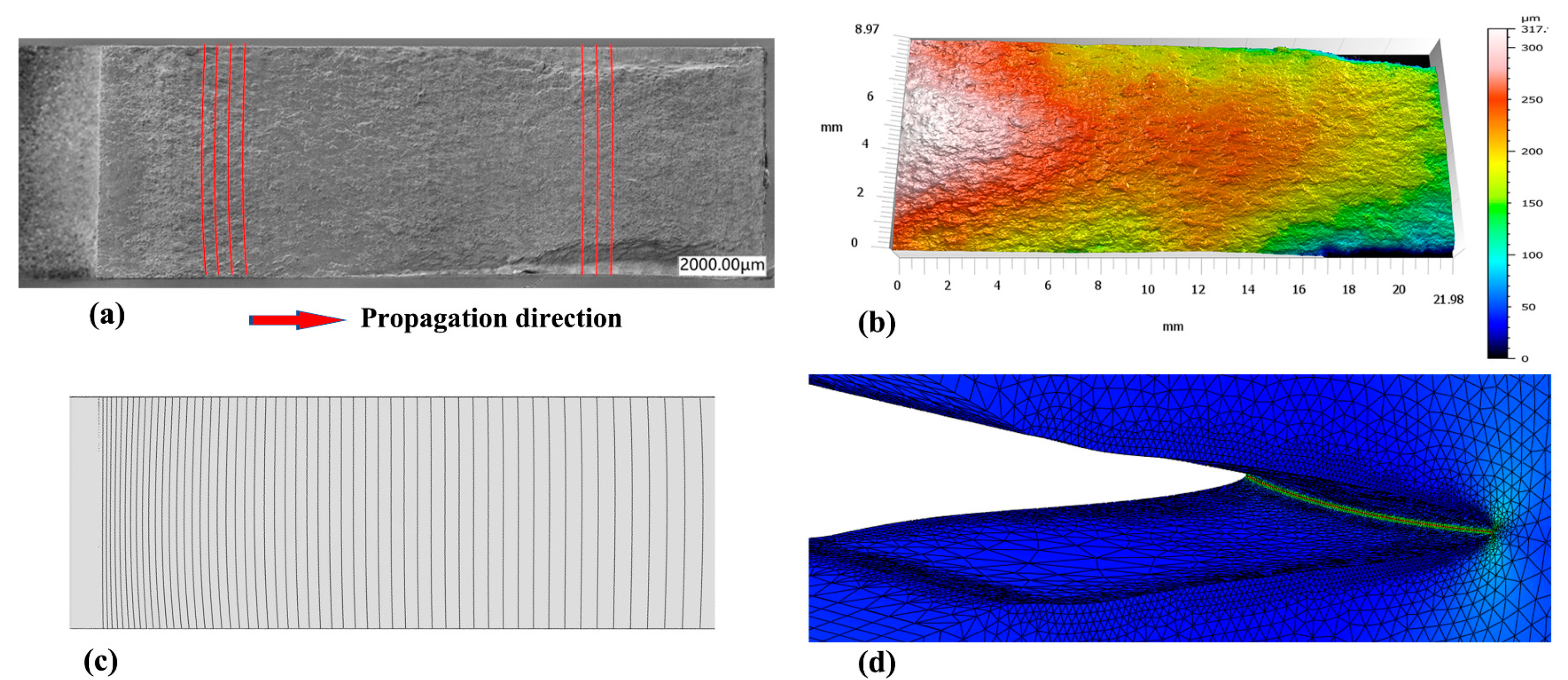
- (3)
- Residual stress induced mixed fracture modes in the LPBF Ti6Al4V alloy under fatigue loading, resulting in crack deflection and the inverted elliptical crack front. With the increase in the fatigue cycles and crack length, residual stress was gradually released, and its influence on the fatigue crack decreased and disappeared.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Li, C.; Liu, Z.Y.; Fang, X.Y.; Guo, Y.B. Residual Stress in Metal Additive Manufacturing. Procedia CIRP 2018, 71, 348–353. [Google Scholar] [CrossRef]
- Yakout, M.; Elbestawi, M.A.; Veldhuis, S.C. A study of the relationship between thermal expansion and residual stresses in selective laser melting of Ti-6Al-4V. J. Manuf. Process. 2020, 52, 181–192. [Google Scholar] [CrossRef]
- Mercelis, P.; Kruth, J.P. Residual stresses in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Zhang, H.; Gu, D.; Dai, D.; Ma, C.; Li, Y.; Peng, R.; Li, S.; Liu, G.; Yang, B. Influence of scanning strategy and parameter on microstructural feature, residual stress and performance of Sc and Zr modified Al–Mg alloy produced by selective laser melting. Mater. Sci. Eng. A 2020, 788, 139593. [Google Scholar] [CrossRef]
- Zhang, W.; Tong, M.; Harrison, N.M. Scanning strategies effect on temperature, residual stress and deformation by multi-laser beam powder bed fusion manufacturing. Addit. Manuf. 2020, 36, 101507. [Google Scholar] [CrossRef]
- Zou, S.; Xiao, H.; Ye, F.; Li, Z.; Tang, W.; Zhu, F.; Chen, C.; Zhu, C. Numerical analysis of the effect of the scan strategy on the residual stress in the multi-laser selective laser melting. Results Phys. 2020, 16, 103005. [Google Scholar] [CrossRef]
- Zhao, J.; Quan, G.; Zhang, Y.; Ma, Y.; Jiang, L.; Dai, W.; Jiang, Q. Influence of deposition path strategy on residual stress and deformation in weaving wire-arc additive manufacturing of disc parts. J. Mater. Res. Technol. 2024, 30, 2242–2256. [Google Scholar] [CrossRef]
- Bian, P.; Shi, J.; Liu, Y.; Xie, Y. Influence of laser power and scanning strategy on residual stress distribution in additively manufactured 316L steel. Opt. Laser Technol. 2020, 132, 106477. [Google Scholar] [CrossRef]
- Salem, M.; Le Roux, S.; Hor, A.; Dour, G. A new insight on the analysis of residual stresses related distortions in selective laser melting of Ti-6Al-4V using the improved bridge curvature method. Addit. Manuf. 2020, 36, 101586. [Google Scholar] [CrossRef]
- Bartlett, J.L.; Li, X. An overview of residual stresses in metal powder bed fusion. Addit. Manuf. 2019, 27, 131–149. [Google Scholar] [CrossRef]
- Ali, H.; Ma, L.; Ghadbeigi, H.; Mumtaz, K. In-situ residual stress reduction, martensitic decomposition and mechanical properties enhancement through high temperature powder bed pre-heating of Selective Laser Melted Ti6Al4V. Mater. Sci. Eng. A 2017, 695, 211–220. [Google Scholar] [CrossRef]
- Pidge, P.A.; Kumar, H. Additive manufacturing: A review on 3 D printing of metals and study of residual stress, buckling load capacity of strut members. Mater. Today Proc. 2020, 21, 1689–1694. [Google Scholar] [CrossRef]
- Xie, D.; Lv, F.; Yang, Y.; Shen, L.; Tian, Z.; Shuai, C.; Chen, B.; Zhao, J. A Review on Distortion and Residual Stress in Additive Manufacturing. Chin. J. Mech. Eng. Addit. Manuf. Front. 2022, 1, 100039. [Google Scholar] [CrossRef]
- Zhang, Z.; Ibhadode, O.; Shahabad, S.I.; Zhai, X.; Yu, D.; Gao, T.; Zhu, J.; Zhang, W. High-resolution inherent strain method using actual layer thickness in laser powder bed fusion additive manufacturing with experimental validations. J. Mater. Res. Technol. 2024, 30, 6576–6595. [Google Scholar] [CrossRef]
- Xiao, Z.; Chen, C.; Hu, Z.; Zhu, H.; Zeng, X. Effect of rescanning cycles on the characteristics of selective laser melting of Ti6Al4V. Opt. Laser Technol. 2020, 122, 105890. [Google Scholar] [CrossRef]
- Vastola, G.; Zhang, G.; Pei, Q.X.; Zhang, Y.W. Controlling of residual stress in additive manufacturing of Ti6Al4V by finite element modeling. Addit. Manuf. 2016, 12, 231–239. [Google Scholar] [CrossRef]
- Li, Z.; Dai, H.; Du, C.; Xiao, P.; Yao, Y. Energy-based efficient residual stress prediction of titanium alloys with lack-of-fusion porosity in powder bed fusion. Thin-Walled Struct. 2024, 196, 111513. [Google Scholar] [CrossRef]
- Ribeiro, V.; Correia, J.; Mourão, A.; Lesiuk, G.; Gonçalves, A.; De Jesus, A.; Berto, F. Fatigue crack growth modelling by means of the strain energy density-based Huffman model considering the residual stress effect. Eng. Fail. Anal. 2022, 140, 106543. [Google Scholar] [CrossRef]
- Tekumalla, S.; Seita, M.; Zaefferer, S. Delineating dislocation structures and residual stresses in additively manufactured alloys. Acta Mater. 2024, 262, 119413. [Google Scholar] [CrossRef]
- Szost, B.A.; Terzi, S.; Martina, F.; Boisselier, D.; Prytuliak, A.; Pirling, T.; Hofmann, M.; Jarvis, D.J. A comparative study of additive manufacturing techniques: Residual stress and microstructural analysis of CLAD and WAAM printed Ti–6Al–4V components. Mater. Des. 2016, 89, 559–567. [Google Scholar] [CrossRef]
- Zhao, L.; Macías, J.G.S.; Dolimont, A.; Simar, A.; Rivière-Lorphèvre, E. Comparison of residual stresses obtained by the crack compliance method for parts produced by different metal additive manufacturing techniques and after friction stir processing. Addit. Manuf. 2020, 36, 101499. [Google Scholar] [CrossRef]
- Strantza, M.; Vrancken, B.; Prime, M.B.; Truman, C.E.; Rombouts, M.; Brown, D.W.; Guillaume, P.; Van Hemelrijck, D. Directional and oscillating residual stress on the mesoscale in additively manufactured Ti-6Al-4V. Acta Mater. 2019, 168, 299–308. [Google Scholar] [CrossRef]
- Smudde, C.M.; Marchi, C.W.S.; Hill, M.R.; Gibeling, J.C. Evaluation of residual stress reproducibility and orientation dependent fatigue crack growth in powder bed fusion stainless steel. Mater. Sci. Eng. A 2023, 879, 145266. [Google Scholar] [CrossRef]
- Becker, T.H.; Dhansay, N.M.; Haar, G.M.T.; Vanmeensel, K. Near-threshold fatigue crack growth rates of laser powder bed fusion produced Ti-6Al-4V. Acta Mater. 2020, 197, 269–282. [Google Scholar] [CrossRef]
- ASyed, K.; Ahmad, B.; Guo, H.; Machry, T.; Eatock, D.; Meyer, J.; Fitzpatrick, M.E.; Zhang, X. An experimental study of residual stress and direction-dependence of fatigue crack growth behaviour in as-built and stress-relieved selective-laser-melted Ti6Al4V. Mater. Sci. Eng. A 2019, 755, 246–257. [Google Scholar]
- Ye, H.; Le, F.; Wei, C.; Ye, K.; Liu, S.; Wang, G. Fatigue crack growth behavior of Ti-6Al-4V alloy fabricated via laser metal deposition: Effects of building orientation and heat treatment. J. Alloys Compd. 2021, 868, 159023. [Google Scholar] [CrossRef]
- Gordon, J.V.; Haden, C.V.; Nied, H.F.; Vinci, R.P.; Harlow, D.G. Fatigue crack growth anisotropy, texture and residual stress in austenitic steel made by wire and arc additive manufacturing. Mater. Sci. Eng. A 2018, 724, 431–438. [Google Scholar] [CrossRef]
- Shoemaker, T.K.; Harris, Z.D.; Smudde, C.M.; Hill, M.R.; Burns, J.T. 3D fatigue crack path deflection and residual stresses in 17-4PH stainless steel rod. Int. J. Fatigue 2023, 175, 107735. [Google Scholar] [CrossRef]
- Smudde, C.M.; Marchi, C.W.S.; Hill, M.R.; Gibeling, J.C. Effects of residual stress on orientation dependent fatigue crack growth rates in additively manufactured stainless steel. Int. J. Fatigue 2023, 169, 107489. [Google Scholar] [CrossRef]
- Zhang, X.; Ma, Y.; Yang, M.; Huang, W.; Peng, Y.; Wang, Z. Effects of biaxial residual stress components on mixed-mode fatigue crack propagation behavior in friction stir welded 7075-T6 aluminium alloy panel. Theor. Appl. Fract. Mech. 2022, 121, 103437. [Google Scholar] [CrossRef]
- Luan, S.; Zhang, C.; Zhang, X. Effect of residual stress redistribution on fatigue crack growth pertinent to crack closure and applied load. Mater. Des. 2023, 233, 112282. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, X.; Paddea, S.; Zhang, X. Fatigue crack propagation behaviour in wire+arc additive manufactured Ti-6Al-4V: Effects of microstructure and residual stress. Mater. Des. 2016, 90, 551–561. [Google Scholar] [CrossRef]
- Zhang, X.; Ma, Y.; Li, W.; Huang, W.; Zhang, W.; Wang, Z. A review of residual stress effects on fatigue properties of friction stir welds. Crit. Rev. Solid State Mater. Sci. 2023, 48, 775–813. [Google Scholar] [CrossRef]
- Bachus, N.A.; Strantza, M.; Clausen, B.; Elia, C.R.D.; Hill, M.R.; Ko, J.Y.P.; Pagan, D.C.; Brown, D.W. Novel bulk triaxial residual stress mapping in an additive manufactured bridge sample by coupling energy dispersive X-ray diffraction and contour method measurements. Addit. Manuf. 2024, 83, 104070. [Google Scholar] [CrossRef]
- Marola, S.; Bosia, S.; Veltro, A.; Fiore, G.; Manfredi, D.; Lombardi, M.; Amato, G.; Baricco, M.; Battezzati, L. Residual stresses in additively manufactured AlSi10Mg: Raman spectroscopy and X-ray diffraction analysis. Mater. Des. 2021, 202, 109550. [Google Scholar] [CrossRef]
- Uzun, F.; Basoalto, H.; Liogas, K.; Slim, M.F.; Lee, T.L.; Besnard, C.; Wang, Z.I.; Chen, J.; Dolbnya, I.P.; Korsunsky, A.M. Tomographic eigenstrain reconstruction for full-field residual stress analysis in large scale additive manufacturing parts. Addit. Manuf. 2024, 81, 104027. [Google Scholar] [CrossRef]
- Uzun, F.; Basoalto, H.; Liogas, K.; Chen, J.; Dolbnya, I.P.; Wang, Z.I.; Korsunsky, A.M. Voxel-based full-field eigenstrain reconstruction of residual stresses in additive manufacturing parts using height digital image correlation. Addit. Manuf. 2023, 77, 103822. [Google Scholar] [CrossRef]
- Rashid, A.; Gopaluni, A. A review of residual stress and deformation modeling for metal additive manufacturing processes. Chin. J. Mech. Eng. Addit. Manuf. Front. 2023, 2, 100102. [Google Scholar] [CrossRef]
- Li, Z.; Dai, H.; Yao, Y.; Liu, J. A semi-analytical model for rapid prediction of residual stress and deformation in laser powder bed fusion. Appl. Math. Model. 2024, 125, 672–686. [Google Scholar] [CrossRef]
- Prabhune, B.C.; Suresh, K. A fast matrix-free elasto-plastic solver for predicting residual stresses in additive manufacturing. Comput.-Aided Des. 2020, 123, 102829. [Google Scholar] [CrossRef]
- Singh, U.P.; Shukla, A.; Swaminathan, S.; Phanikumar, G. Effect of build orientations on residual stress, microstructure, and mechanical properties of additively manufactured alloy-718 components. J. Manuf. Process. 2024, 113, 1–15. [Google Scholar] [CrossRef]
- Hodge, N.E.; Ferencz, R.M.; Vignes, R.M. Experimental comparison of residual stresses for a thermomechanical model for the simulation of selective laser melting. Addit. Manuf. 2016, 12, 159–168. [Google Scholar] [CrossRef]
- Lee, Y.; Feldhausen, T.; Fancher, C.M.; Nandwana, P.; Babu, S.S.; Simunovic, S.; Love, L.J. Prediction of residual strain/stress validated with neutron diffraction method for wire-feed hybrid additive/subtractive manufacturing. Addit. Manuf. 2024, 79, 103920. [Google Scholar] [CrossRef]
- Song, X.; Feih, S.; Zhai, W.; Sun, C.; Li, F.; Maiti, R.; Wei, J.; Yang, Y.; Oancea, V.; Brandt, L.R.; et al. Advances in additive manufacturing process simulation: Residual stresses and distortion predictions in complex metallic components. Mater. Des. 2020, 193, 108779. [Google Scholar] [CrossRef]
- Cao, J.; Gharghouri, M.A.; Nash, P. Finite-element analysis and experimental validation of thermal residual stress and distortion in electron beam additive manufactured Ti-6Al-4V build plates. J. Mater. Process. Technol. 2016, 237, 409–419. [Google Scholar] [CrossRef]
- Karpenko, O.; Oterkus, S.; Oterkus, E. Investigating the influence of residual stresses on fatigue crack growth for additively manufactured titanium alloy Ti6Al4V by using peridynamics. Int. J. Fatigue 2022, 155, 106624. [Google Scholar] [CrossRef]
- Ali, B.; Heider, Y.; Markert, B. Predicting residual stresses in SLM additive manufacturing using a phase-field thermomechanical modeling framework. Comput. Mater. Sci. 2024, 231, 112576. [Google Scholar] [CrossRef]
- Hajializadeh, F.; Ince, A. Residual stress computation in direct metal deposition using integrated artificial neural networks and finite element analysis. Mater. Today Commun. 2024, 38, 108471. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, J.; Ma, Y.; Liu, D.; Gao, R.; Xu, R.; Zhao, Z.; Chen, S.; Wang, Z. Residual stress effects on short crack propagation behavior in friction stir welded 7075-T6 aluminum alloy panel under biaxial loading: An experimental and numerical study. Eng. Fract. Mech. 2024, 299, 109956. [Google Scholar] [CrossRef]
- ASTM E647-23B; Standard Test Method for Measurement of Fatigue Crack Growth Rates. ASTM International: West Conshohocken, PA, USA, 2011.
- Li, F.Z.; Shin, C.F.; Needleman, A. A comparison of methods for calculating energy-release rates. Eng. Fract. Mech. 1985, 21, 405–421. [Google Scholar] [CrossRef]
- Rice, J.R. A Path Independent Integral and the Approximate Analysis of Strain Concentration by Notches and Cracks. J. Appl. Mech. 1968, 35, 379–386. [Google Scholar] [CrossRef]
- Sun, W.; Ma, Y.E.; Zhang, W.; Qian, X.; Huang, W.; Wang, Z. Effects of the build direction on mechanical performance of laser powder bed fusion additively manufactured ti6al4v under different loadings. Adv. Eng. Mater. 2021, 23, 2100611. [Google Scholar] [CrossRef]
- Sun, W.; Ma, Y.; Huang, W.; Zhang, W.; Qian, X. Effects of build direction on tensile and fatigue performance of selective laser melting Ti6Al4V titanium alloy. Int. J. Fatigue 2020, 130, 105260. [Google Scholar] [CrossRef]
- Lin, S.E. Numerical Methods and High Performance Computing for Modeling Metallic Additive Manufacturing Processes at Multiple Scales. Ph.D. Thesis, Northwestern University, Evanston, IL, USA, 2019. [Google Scholar]
- Małecka, J.; Rozumek, D. Metallographic and Mechanical Research of the O–Ti2AlNb Alloy. Materials 2020, 13, 3006. [Google Scholar] [CrossRef]
- Rozumek, D.; Faszynka, S. Surface cracks growth in aluminum alloy AW-2017A-T4 under combined loadings. Eng. Fract. Mech. 2020, 226, 106896. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| (%) | |||||||
|---|---|---|---|---|---|---|---|
| Ti | Al | V | Fe | C | H | O | N |
| balance | 5.5–6.75 | 3.5–4.5 | ≤0.30 | ≤0.08 | ≤0.015 | ≤0.20 | ≤0.05 |
| Laser Power/W | Laser Beam Diameter/mm | Scanning Speed/(mm/s) | Layer Thickness/mm |
|---|---|---|---|
| 350 | 0.08 | 1000 | 0.06 |
| Yielding Stress/MPa | Ultimate Tensile Stress/MPa | Elongation/ |
|---|---|---|
| 855 | 935 | 0.15 |
| Temperature/ °C | Conductivity/ (mW·mm−1·°C−1) | Elastic/ MPa | Specific Heat/ (×108 mJ·Tonne−1·°C−1) | Expansion/ (×10−6 1/°C) |
|---|---|---|---|---|
| 20 | 7 | 102,000 | 5.46 | 9 |
| 127 | 7.8 | 101,000 | 5.67 | 9.16 |
| 227 | 8.9 | 95,000 | 5.91 | 9.31 |
| 327 | 10.5 | 91,000 | 6.11 | 9.46 |
| 427 | 11.7 | 85,000 | 6.36 | 9.61 |
| 527 | 13 | 80,000 | 6.56 | 9.76 |
| 627 | 14.5 | 75,000 | 6.79 | 9.9 |
| 727 | 16.2 | 70,000 | 6.99 | 10.1 |
| 827 | 18.4 | 65,000 | 7.19 | 10.2 |
| 927 | 20.1 | 60,000 | 7.33 | 10.4 |
| 1027 | 19.7 | 35,000 | 6.47 | 10.5 |
| 1127 | 21.7 | 20,000 | 6.64 | 10.6 |
| 1677 | 72 | 10,000 | 7.9 | 11 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, W.; Ma, Y.; Li, P.; Zhang, W. Residual Stress Distribution and Its Effect on Fatigue Crack Path of Laser Powder Bed Fusion Ti6Al4V Alloy. Aerospace 2025, 12, 103. https://doi.org/10.3390/aerospace12020103
Sun W, Ma Y, Li P, Zhang W. Residual Stress Distribution and Its Effect on Fatigue Crack Path of Laser Powder Bed Fusion Ti6Al4V Alloy. Aerospace. 2025; 12(2):103. https://doi.org/10.3390/aerospace12020103
Chicago/Turabian StyleSun, Wenbo, Yu’e Ma, Peiyao Li, and Weihong Zhang. 2025. "Residual Stress Distribution and Its Effect on Fatigue Crack Path of Laser Powder Bed Fusion Ti6Al4V Alloy" Aerospace 12, no. 2: 103. https://doi.org/10.3390/aerospace12020103
APA StyleSun, W., Ma, Y., Li, P., & Zhang, W. (2025). Residual Stress Distribution and Its Effect on Fatigue Crack Path of Laser Powder Bed Fusion Ti6Al4V Alloy. Aerospace, 12(2), 103. https://doi.org/10.3390/aerospace12020103