
Soft Pneumatic Bending Actuator with Integrated Carbon Nanotube Displacement Sensor

 ,
, 
Abstract
:1. Introduction
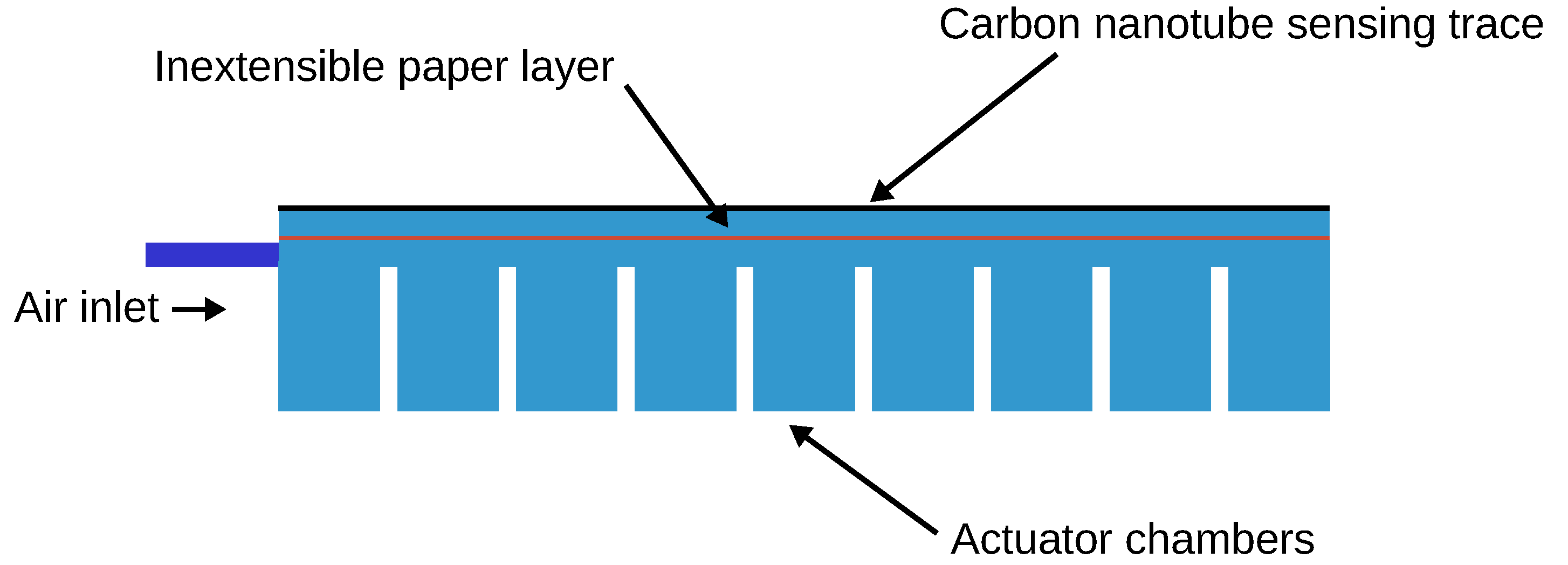
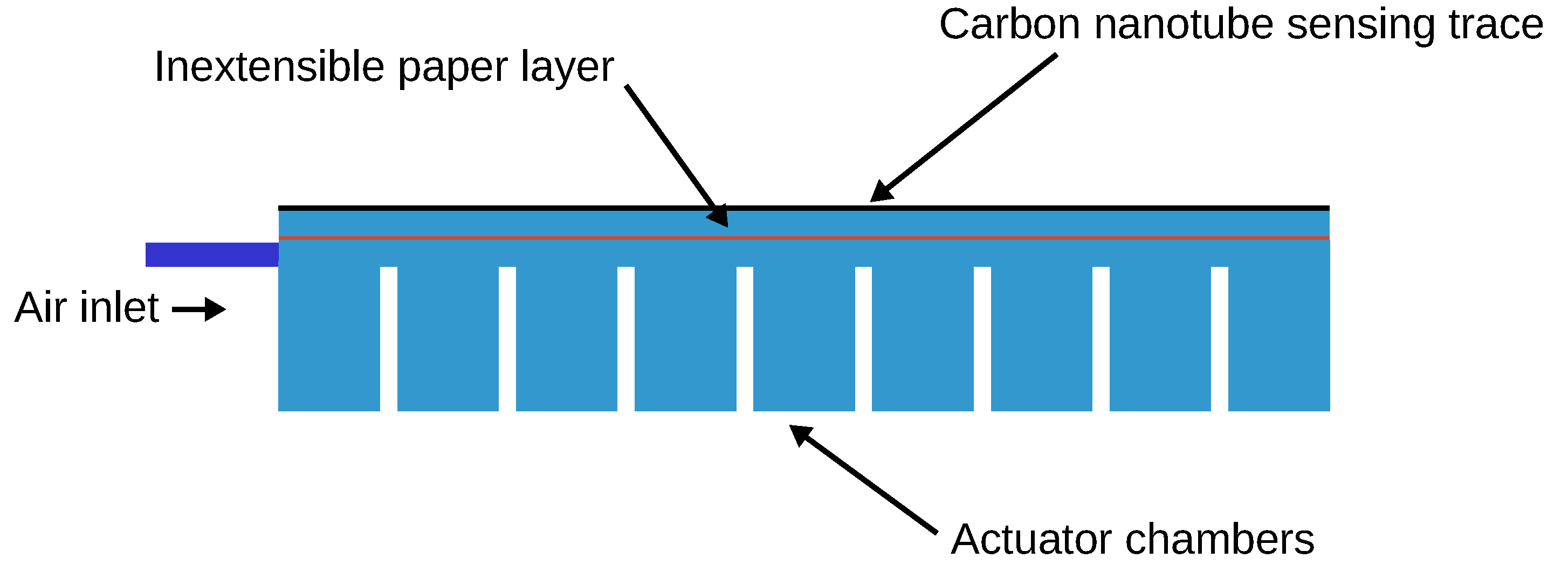
2. Concept
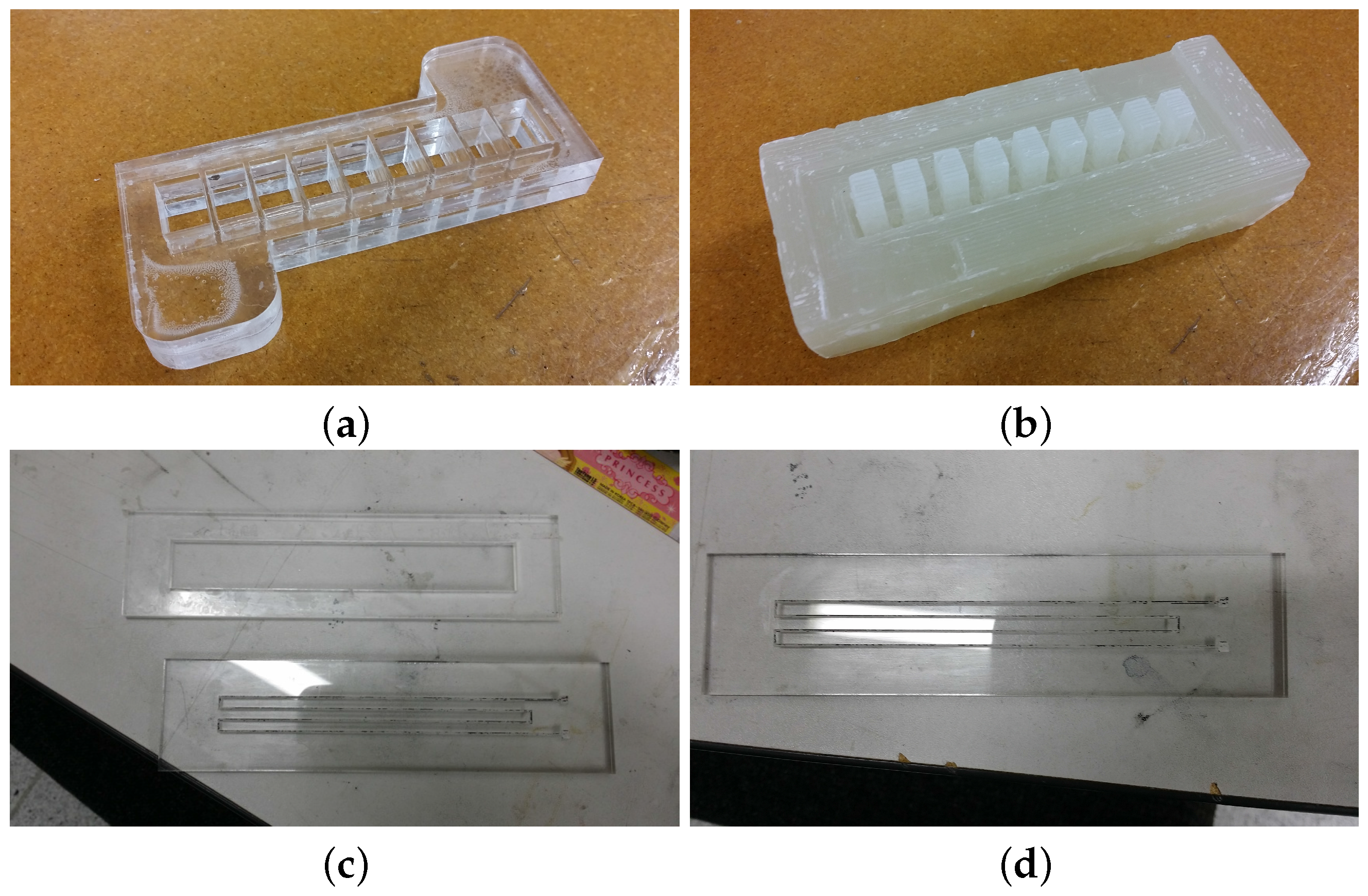
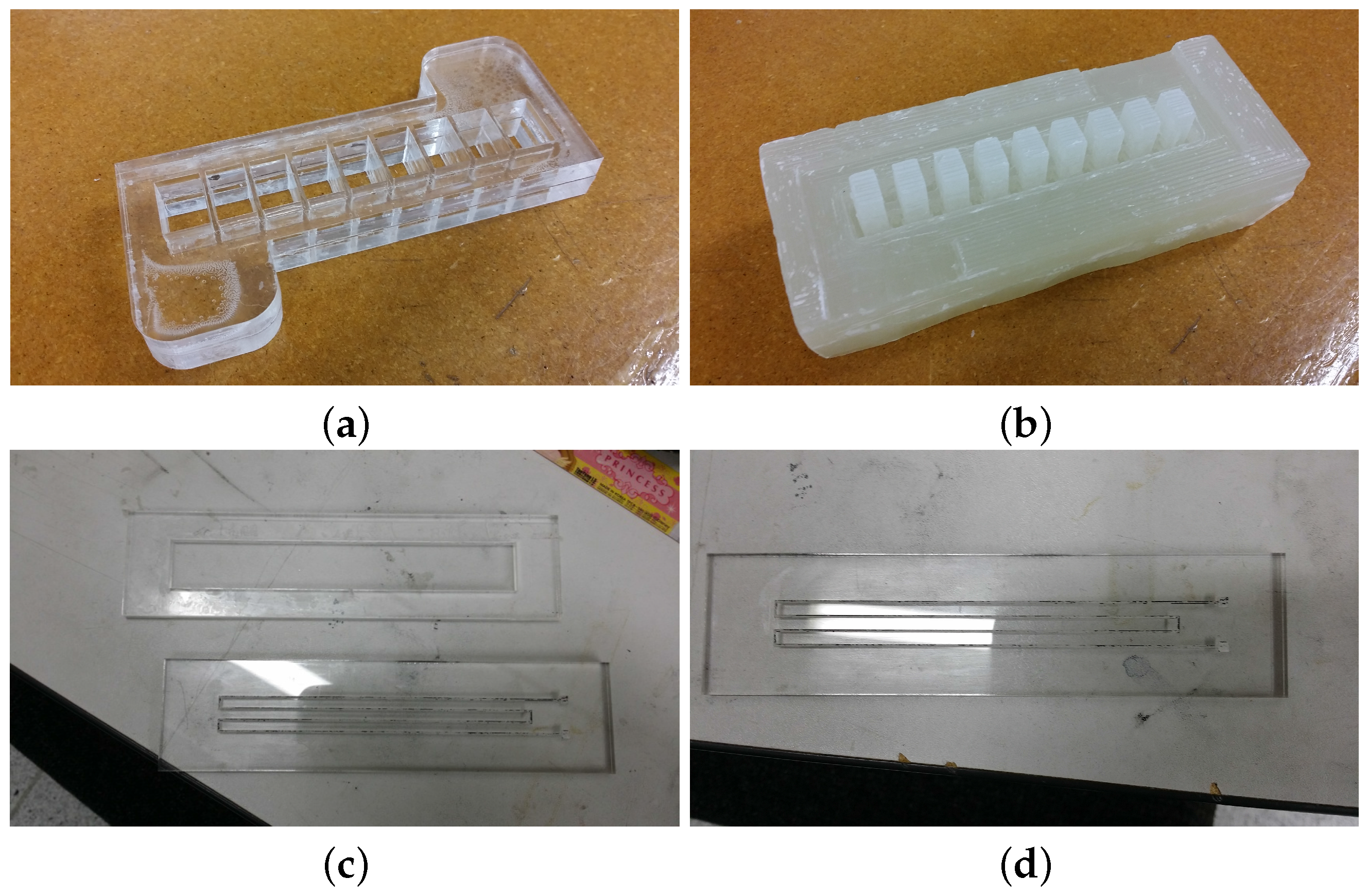
3. Fabrication
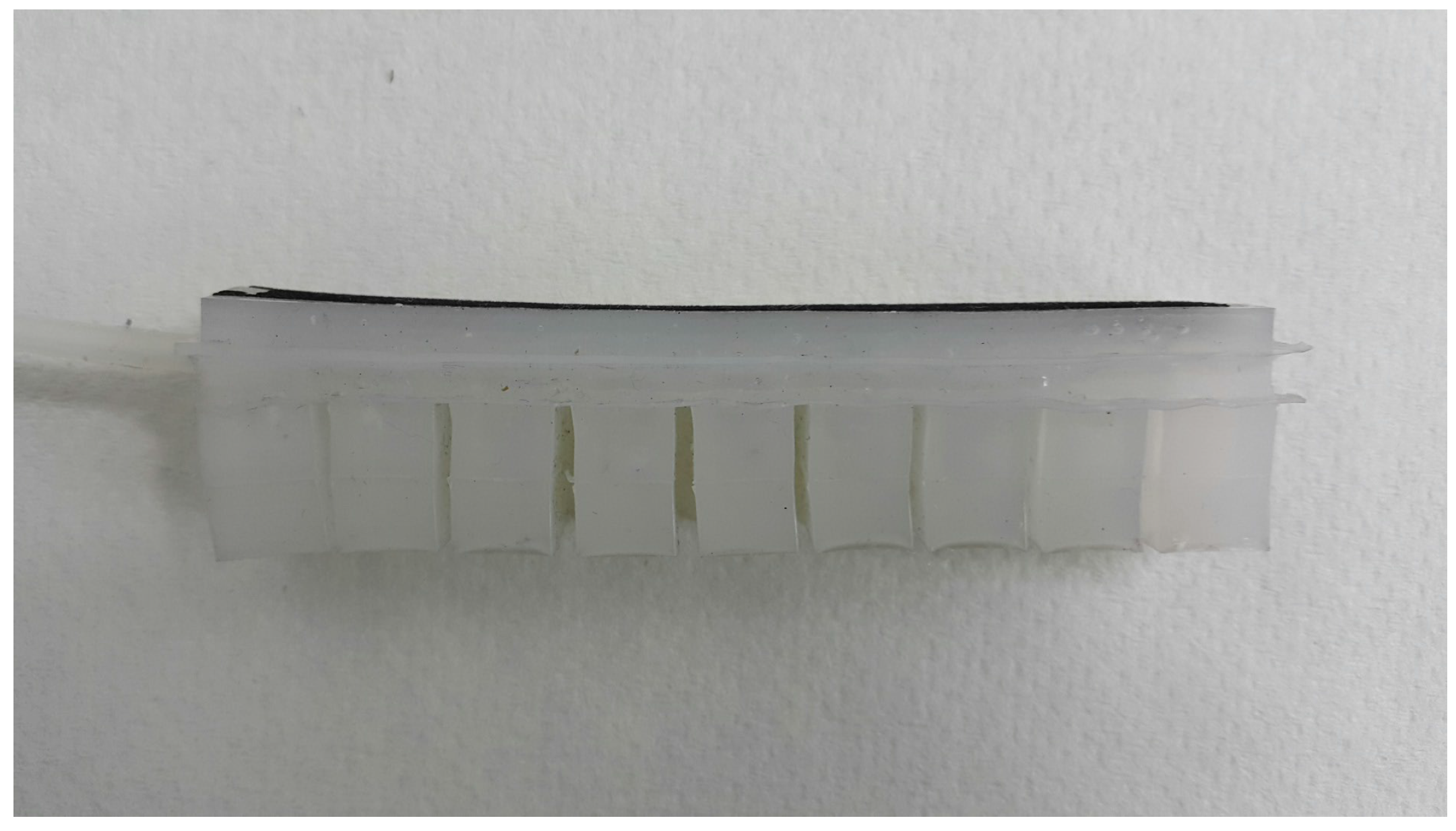
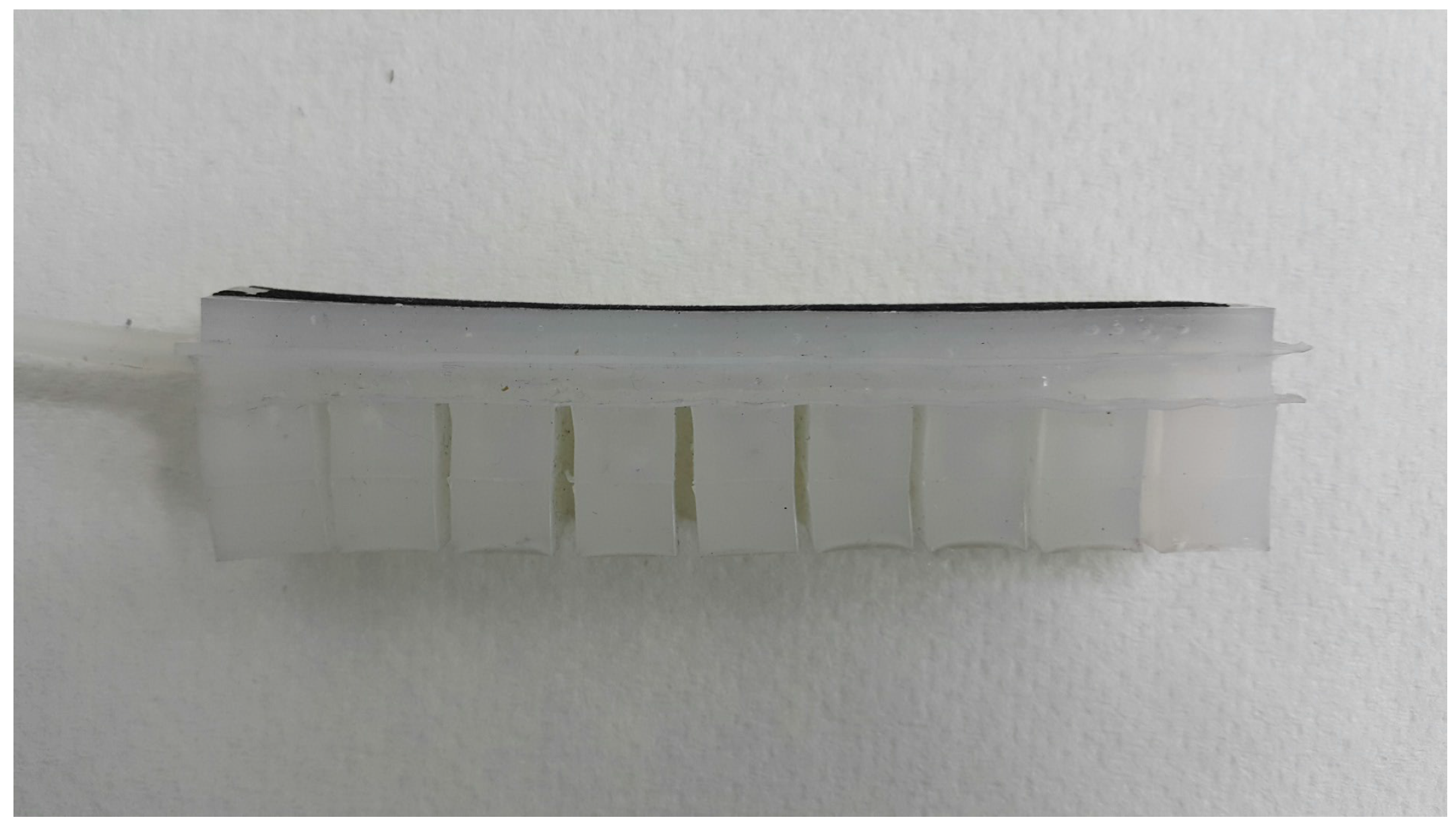
3.1. Chambers of the Soft Pneumatic Bending Actuator
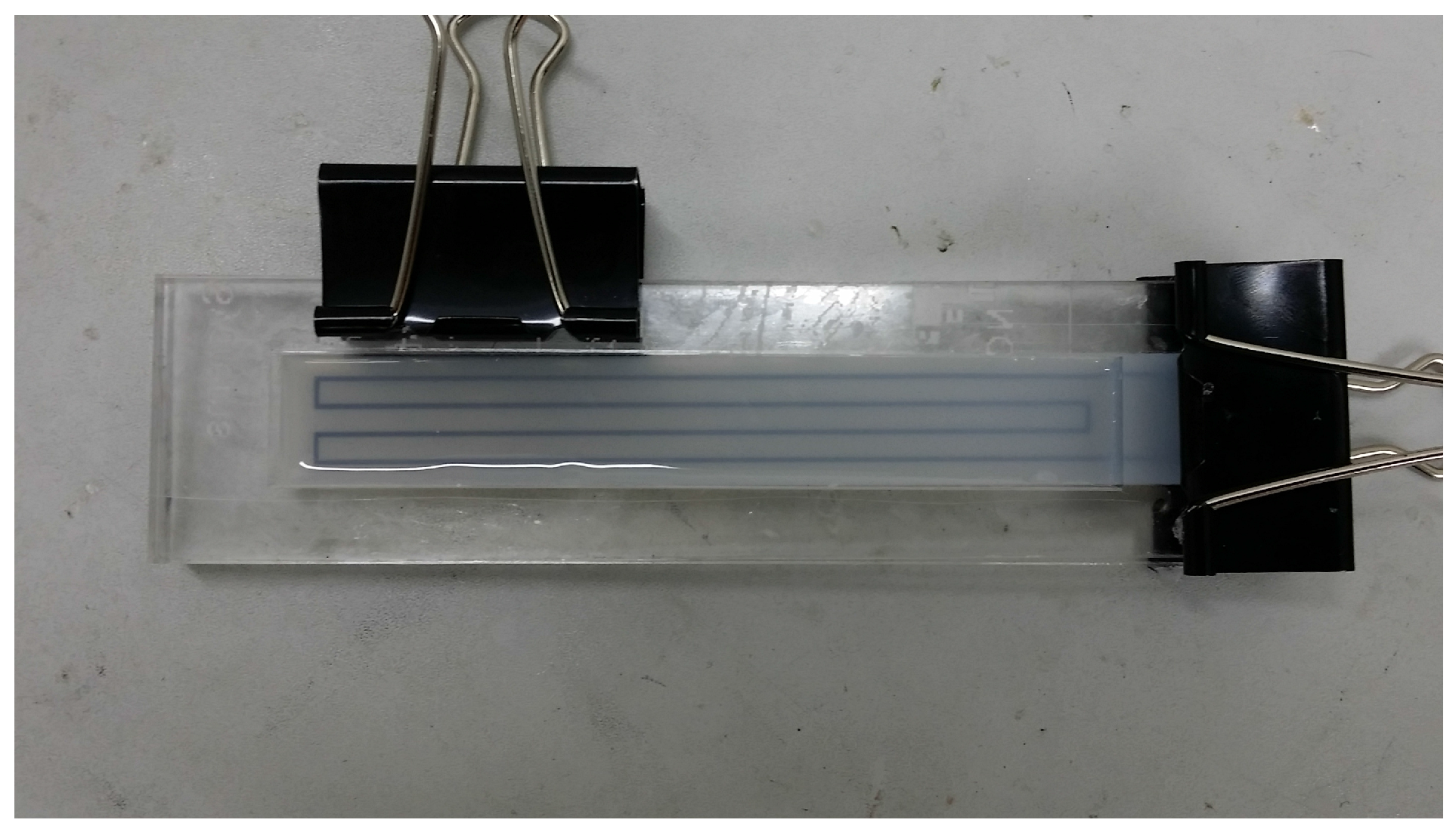
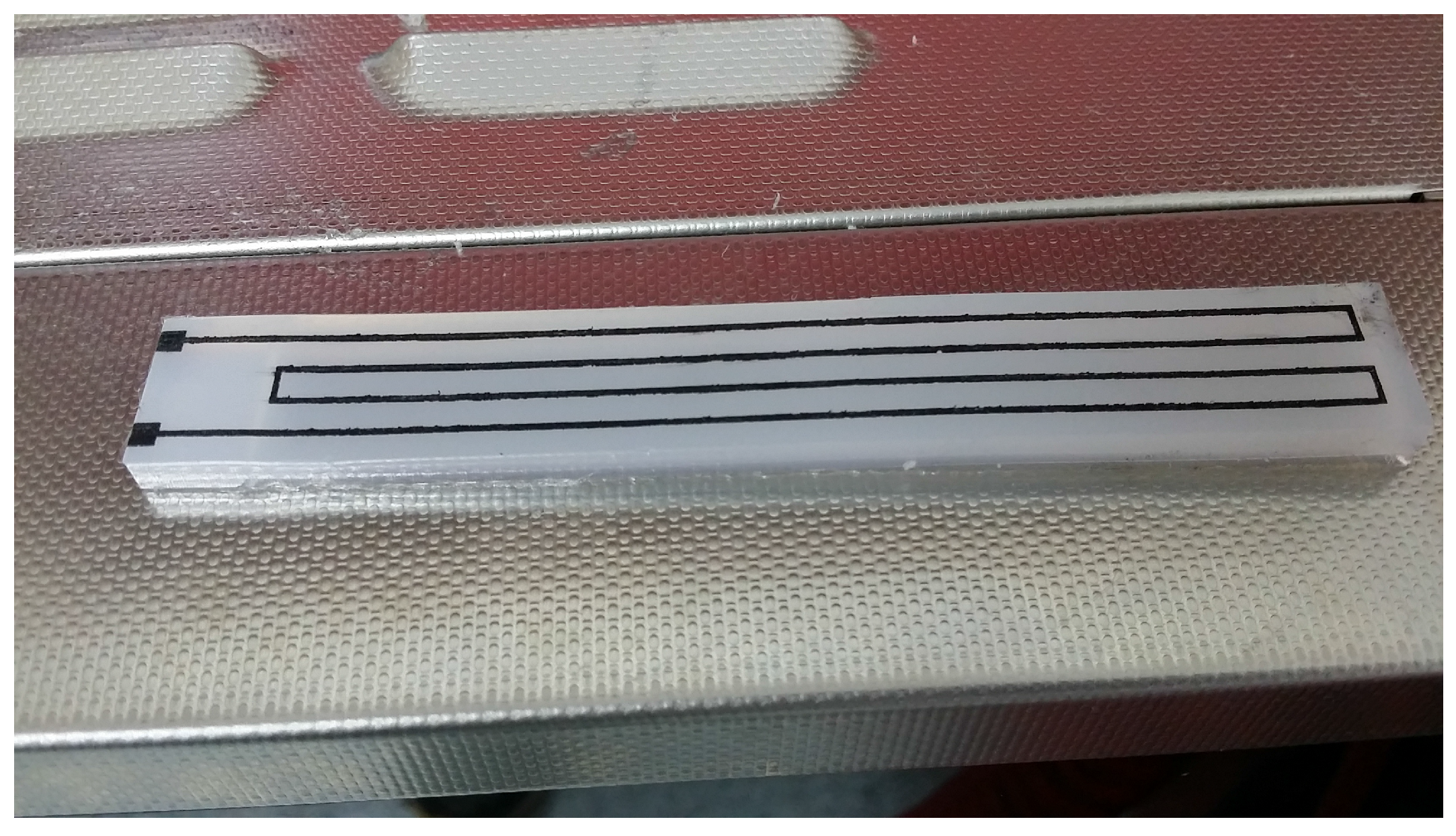
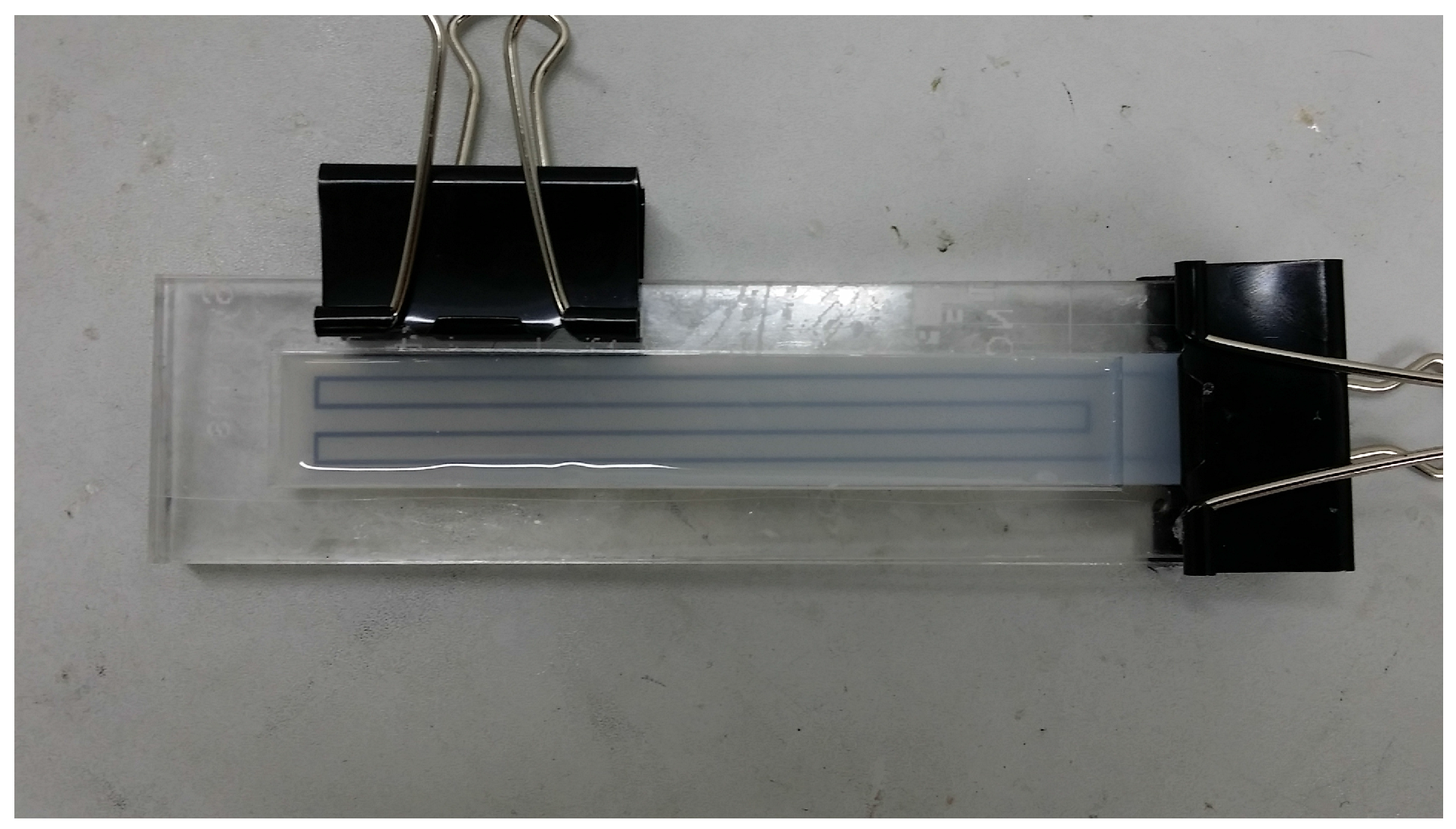
3.2. Carbon Nanotube Sensor
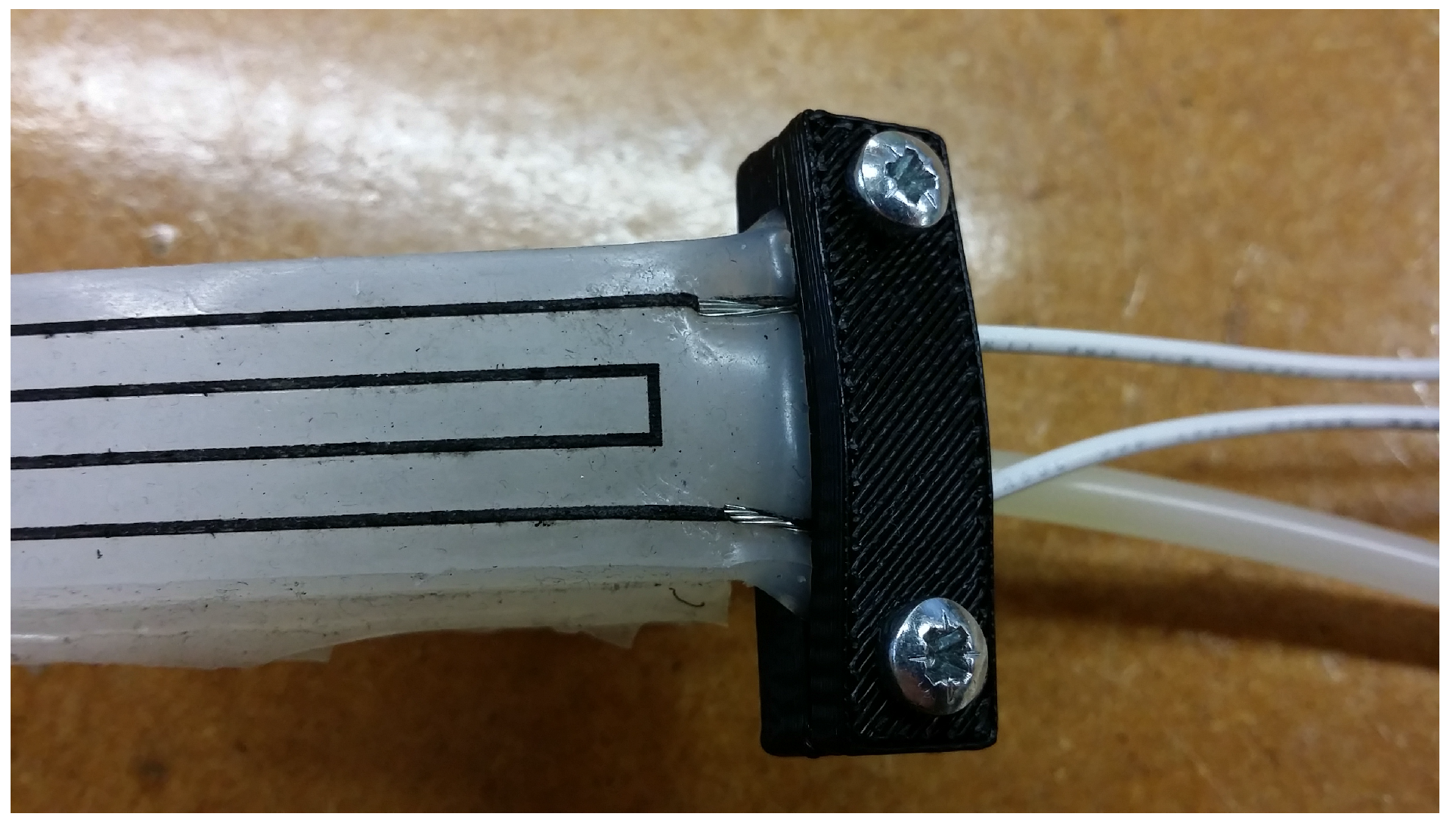
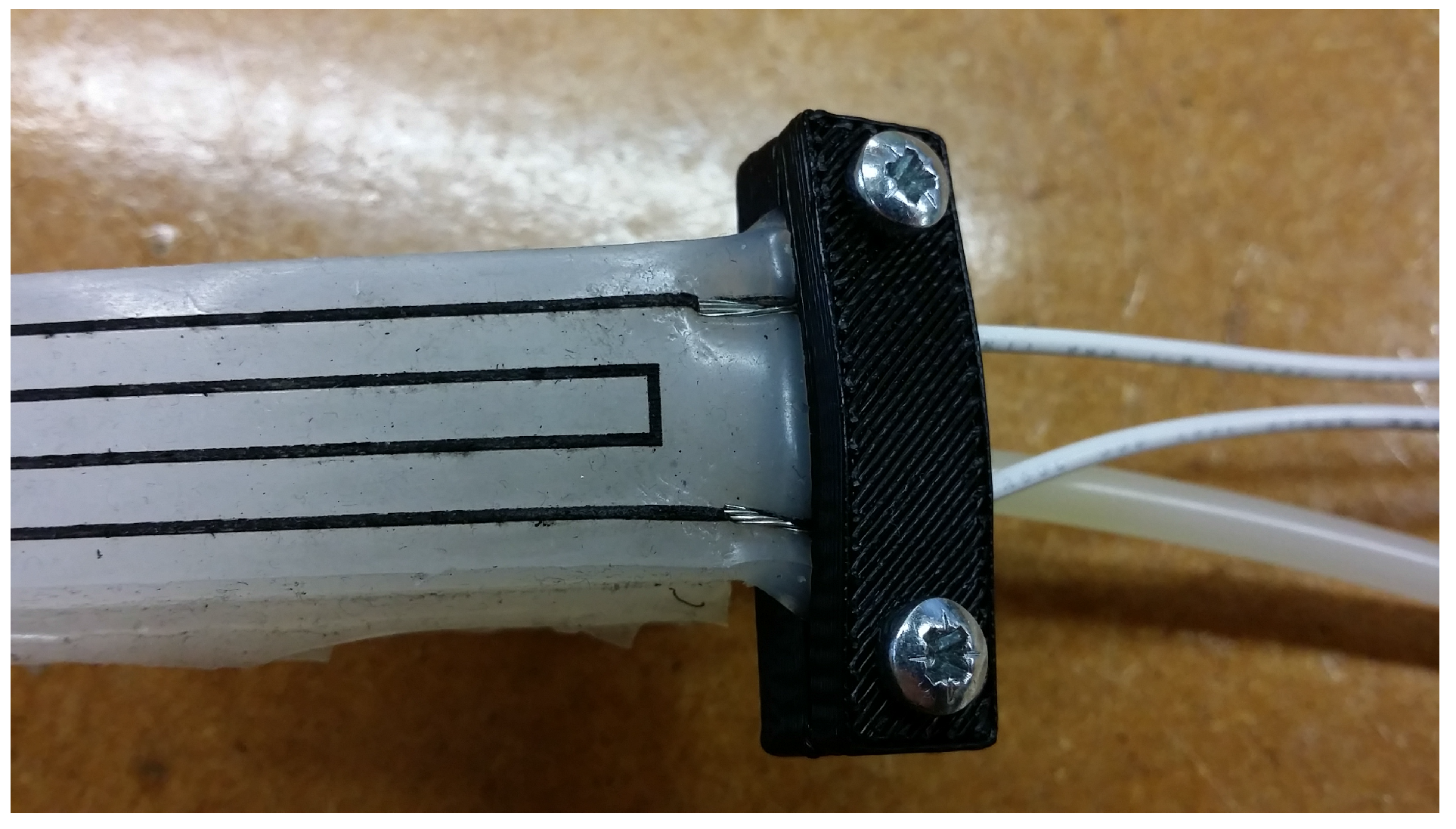
3.3. Final Assembly
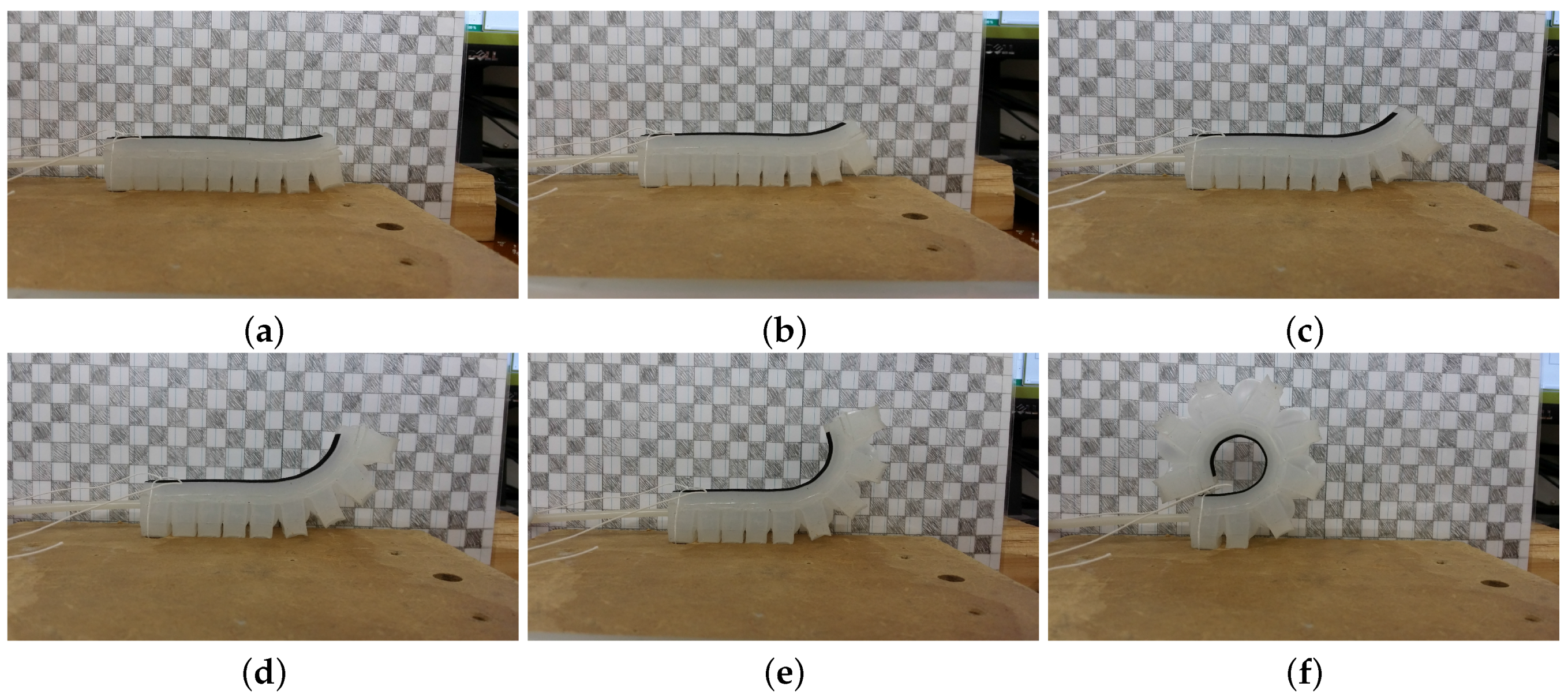
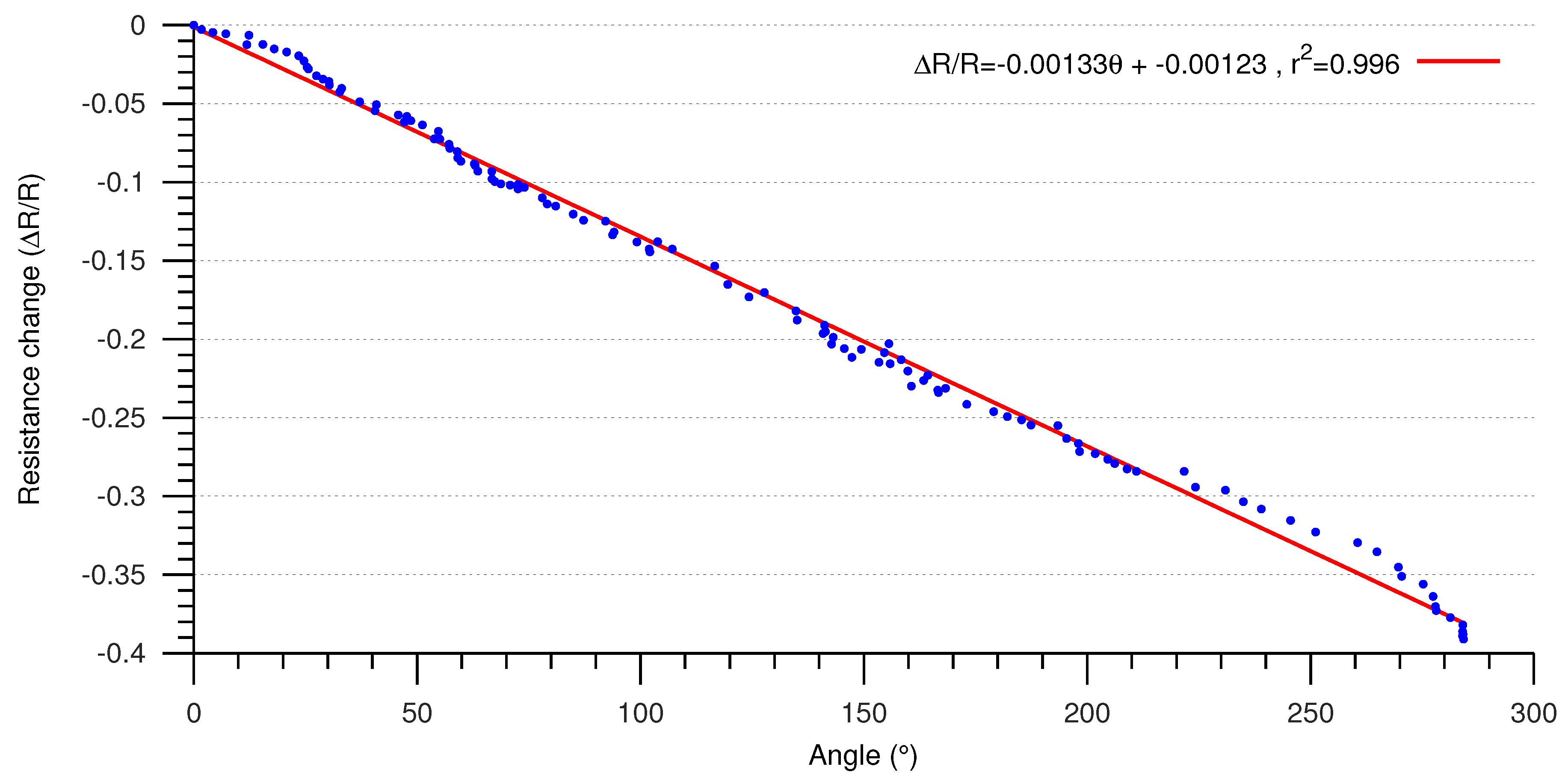
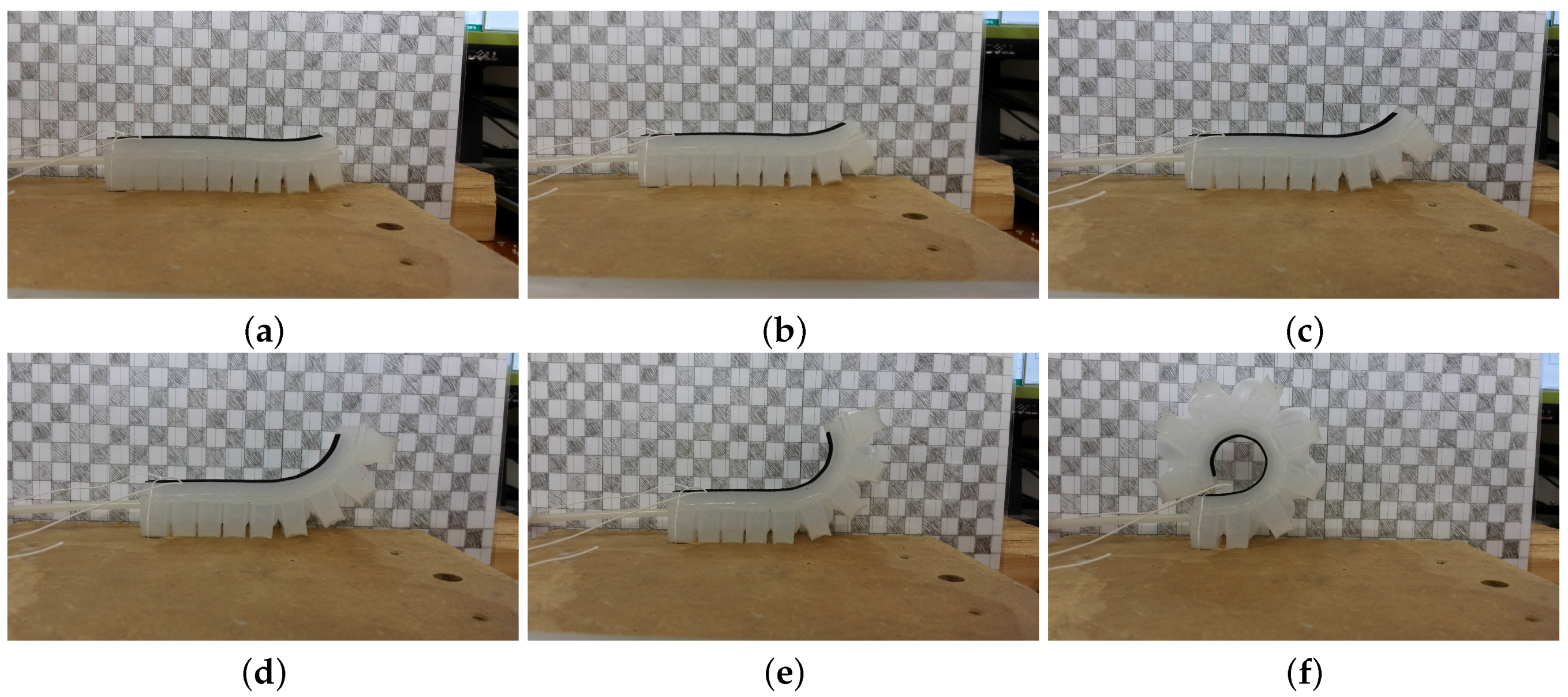
4. Characterization
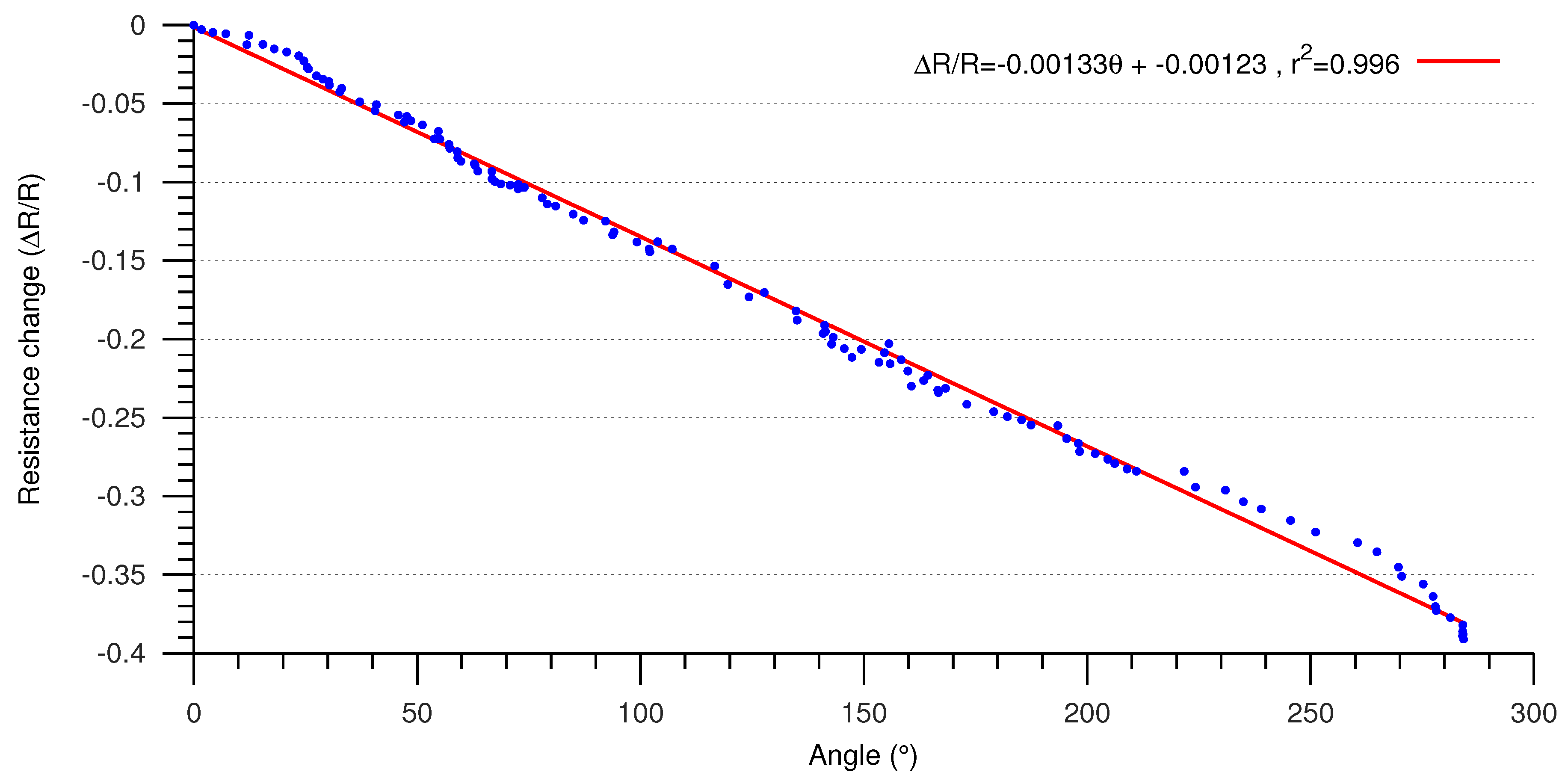
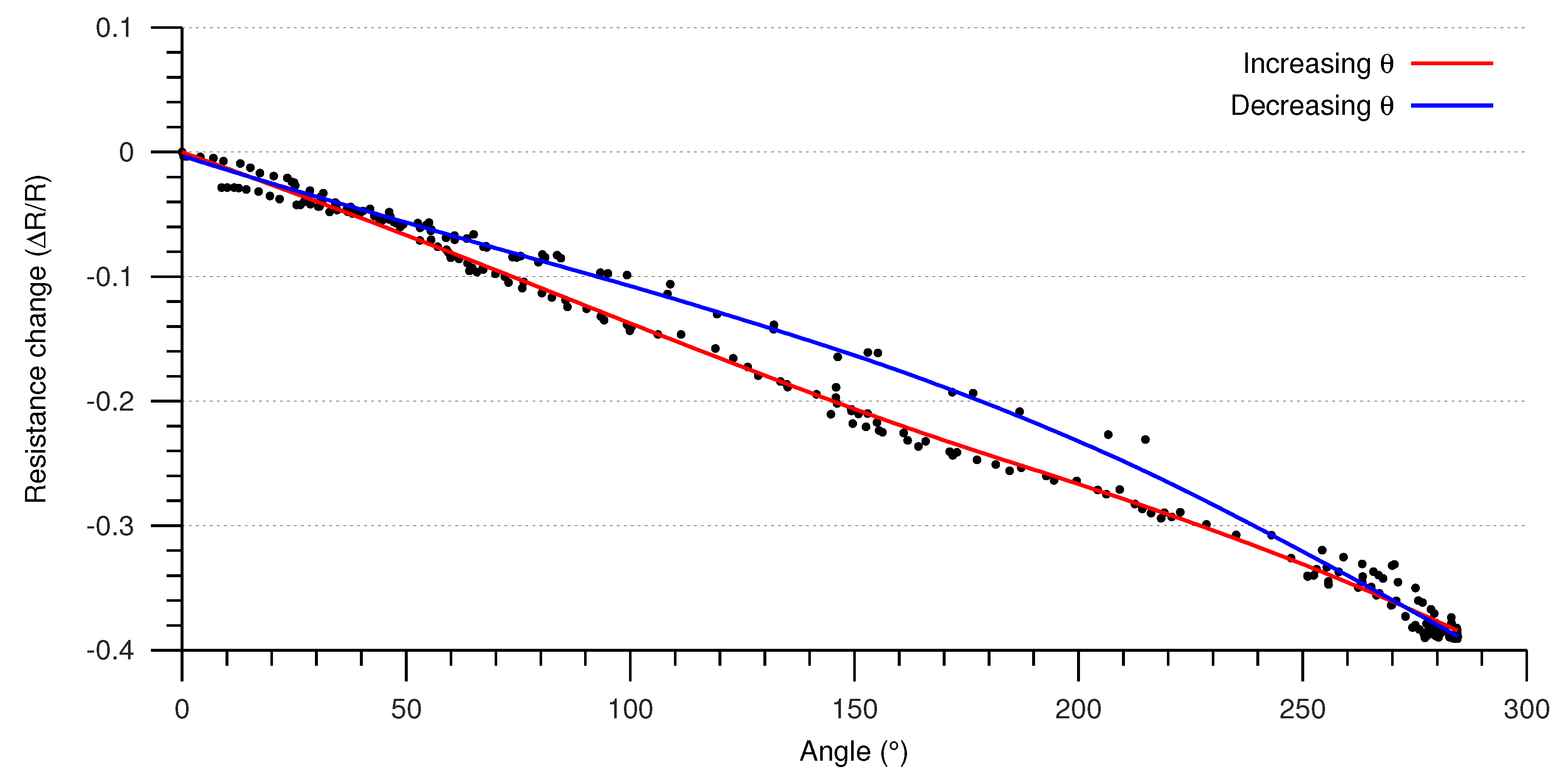
5. Results and Discussion
6. Conclusions
Acknowledgements
Author Contributions
Conflicts of Interest
References
- Trivedi, D.; Rahn, C.; Kier, W.; Walker, I. Soft robotics: Biological inspiration, state of the art, and future research. Appl. Bionics Biomech. 2008, 5, 99–117. [Google Scholar] [CrossRef]
- Ilievski, F.; Mazzeo, A.D.; Shepherd, R.F.; Chen, X.; Whitesides, G.M. Soft Robotics for Chemists. Angew. Chem. Int. Ed. 2011, 50, 1890–1895. [Google Scholar] [CrossRef] [PubMed]
- Polygerinos, P.; Wang, Z.; Galloway, K.; Wood, R.; Walsh, C. Soft robotic glove for combined assistance and at-home rehabilitation. Robot. Auton. Syst. 2015, 73, 135–143. [Google Scholar] [CrossRef]
- Shepherd, R.; Ilievski, F.; Choi, W.; Morin, S.; Stokes, A.; Mazzeo, A.; Chen, X.; Wang, M.; Whitesides, G. Multigait soft robot. Proc. Natl. Acad. Sci. USA 2011, 108, 20400–20403. [Google Scholar] [CrossRef] [PubMed]
- Laschi, C.; Cianchetti, M.; Mazzolai, B.; Margheri, L.; Follador, M.; Dario, P. Soft Robot Arm Inspired by the Octopus. Adv. Robot. 2012, 26, 709–727. [Google Scholar] [CrossRef]
- Jung, K.; Koo, J.; Nam, J.D.; Lee, Y.; Choi, H. Artificial annelid robot driven by soft actuators. Bioinspir. Biomim. 2007, 2, S42–S49. [Google Scholar] [CrossRef] [PubMed]
- Yim, W.; Lee, J.; Kim, K. An artificial muscle actuator for biomimetic underwater propulsors. Bioinspir. Biomim. 2007, 2, S31–S41. [Google Scholar] [CrossRef] [PubMed]
- Aw, K.; McDaid, A. Bio-applications of ionic polymer metal composite transducers. Smart Mater. Struct. 2014, 23. [Google Scholar] [CrossRef]
- Galloway, K.; Polygerinos, P.; Walsh, C.; Wood, R. Mechanically programmable bend radius for fiber-reinforced soft actuators. In Proceedings of the 2013 16th International Conference on Advanced Robotics, ICAR 2013, Montevideo, Uruguay, 25–29 November 2013.
- Mosadegh, B.; Polygerinos, P.; Keplinger, C.; Wennstedt, S.; Shepherd, R.; Gupta, U.; Shim, J.; Bertoldi, K.; Walsh, C.; Whitesides, G. Pneumatic networks for soft robotics that actuate rapidly. Adv. Funct. Mater. 2014, 24, 2163–2170. [Google Scholar] [CrossRef]
- Rus, D.; Tolley, M. Design, fabrication and control of soft robots. Nature 2015, 521, 467–475. [Google Scholar] [CrossRef] [PubMed]
- Dobrzynski, M.; Pericet-Camara, R.; Floreano, D. Contactless deflection sensor for soft robots. In Proceedings of the 2011 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), San Francisco, CA, USA, 25–30 September 2011; pp. 1913–1918.
- Girard, A.; Bigue, J.P.; O’Brien, B.; Gisby, T.; Anderson, I.; Plante, J.S. Soft Two-Degree-of-Freedom Dielectric Elastomer Position Sensor Exhibiting Linear Behavior. IEEE/ASME Trans. Mech. 2015, 20, 105–114. [Google Scholar] [CrossRef]
- Vogt, D.; Park, Y.L.; Wood, R. Design and characterization of a soft multi-axis force sensor using embedded microfluidic channels. IEEE Sens. J. 2013, 13, 4056–4064. [Google Scholar] [CrossRef]
- Muth, J.; Vogt, D.; Truby, R.; Menguc, Y.; Kolesky, D.; Wood, R.; Lewis, J. Embedded 3D printing of strain sensors within highly stretchable elastomers. Adv. Mater. 2014, 26, 6307–6312. [Google Scholar] [CrossRef] [PubMed]
- Yamada, T.; Hayamizu, Y.; Yamamoto, Y.; Yomogida, Y.; Izadi-Najafabadi, A.; Futaba, D.; Hata, K. A stretchable carbon nanotube strain sensor for human-motion detection. Nat. Nanotechnol. 2011, 6, 296–301. [Google Scholar] [CrossRef]
- Amjadi, M.; Yoon, Y.; Park, I. Ultra-stretchable and skin-mountable strain sensors using carbon nanotubes-Ecoflex nanocomposites. Nanotechnology 2015, 26. [Google Scholar] [CrossRef] [PubMed]
- Polygerinos, P.; Mosadegh, B.; Campo, A. PneuNets Bending Actuators. Available online: http://softroboticstoolkit.com/book/pneunets-bending-actuator (accessed on 28 October 2015).
- Smooth-On, Inc. Available online: http://www.smooth-on.com/tb/files/ECOFLEXSERIESTB.pdf (accessed on 28 October 2015).
- Bradski, G. The OpenCV Library. Dr. Dobbs J. 2000, 25, 120–125. [Google Scholar]
- Amjadi, M.; Park, I. Carbon nanotubes-ecoflex nanocomposite for strain sensing with ultra-high stretchability. In Proceedings of 2015 28th IEEE International Conference on Micro Electro Mechanical Systems (MEMS), Estoril, Portugal, 18–22 January 2015; pp. 744–747.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dimension | Value |
|---|---|
| Overall length | 110 mm |
| Overall width | 17 mm |
| Number of chambers | 9 |
| Chamber height | 16 mm |
| Chamber facing wall thickness | 1.5 mm |
| MWCNT trace width | 0.6 mm |
| MWCNT trace thickness | 0.3 mm |
| MWCNT total trace length | 400 mm |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Giffney, T.; Xie, M.; Yong, A.; Wong, A.; Mousset, P.; McDaid, A.; Aw, K. Soft Pneumatic Bending Actuator with Integrated Carbon Nanotube Displacement Sensor. Robotics 2016, 5, 7. https://doi.org/10.3390/robotics5010007
Giffney T, Xie M, Yong A, Wong A, Mousset P, McDaid A, Aw K. Soft Pneumatic Bending Actuator with Integrated Carbon Nanotube Displacement Sensor. Robotics. 2016; 5(1):7. https://doi.org/10.3390/robotics5010007
Chicago/Turabian StyleGiffney, Tim, Mengying Xie, Aaron Yong, Andrew Wong, Philippe Mousset, Andrew McDaid, and Kean Aw. 2016. "Soft Pneumatic Bending Actuator with Integrated Carbon Nanotube Displacement Sensor" Robotics 5, no. 1: 7. https://doi.org/10.3390/robotics5010007
APA StyleGiffney, T., Xie, M., Yong, A., Wong, A., Mousset, P., McDaid, A., & Aw, K. (2016). Soft Pneumatic Bending Actuator with Integrated Carbon Nanotube Displacement Sensor. Robotics, 5(1), 7. https://doi.org/10.3390/robotics5010007