1. Introduction
Many industrial fields like electronics and biomedical applications require a fine patterning process when making various types of devices. For this reason, not only are the optical method and chemical etching technique used to make a fine pattern, but also the hot-embossing process using heat and pressure.
Hot embossing technology is a fine processing method that can generate micro and nanoscale patterns on polymer film heated above the glass transition temperature by using a patterned stamp. To harden the generated pattern, a cooling process is applied to the polymer film after forming the pattern. The hot-embossing process requires a pressurizing mechanism, heating mechanism, and stamp having a fine pattern. This process is simple and does not need to discharge pollutants, so this method has been widely researched in micro and nanoscale patterning fields.
This method can be applied to mass-produced disposable microfluidic devices for low-cost production [
1], and the roll-to-roll method for hot embossing is also studied to improve productivity [
2]. Recently, not only heat and pressure but also ultrasonic vibration have been applied to improve the embossing quality [
3]. Sparks can also be used together with the hot-embossing process [
4]. Modified processes using hot embossing are also under study, such as the study of heating a contact surface using a laser on the opposite side of a glass plate while pressing the glass plate with a mold to emboss the glass [
5].
Many researchers have studies the microdevices in the form of chips focusing on the biomedical field [
6], and nanofiber arrays have been realized using thermoplastic materials that used a hot-embossing method in place of conventional methods such as the deposition of nickel, another metal on silicon dioxide dry etching method, and patterned resist substrates (Lithographie, Galvanoformung, Abformung (LIGA) processes) [
7]. In addition, many areas of research such as nanoscale patterning in fluorinated ethylene propylene (FEP) [
8], the production of energy-harvesting devices using field-emission display [
3], and the generation of gradient porous microneedles [
9] have been investigated.
Therefore, the conventional hot-embossing method generates a pattern using a patterned stamp by applying pressure and heat to the polymer film. Conventional hot-embossing equipment such as the roller type or plate type can be mainly used in the hot-embossing process, and the pattern of the stamp is made by engraving the micro or nanoscale patterns directly on the stamp [
10] or by applying the imprinted substrate on this stamp [
11]. When engraving a fine pattern roll or preparing a stamp, this conventional hot-embossing method is significantly disadvantageous because the fabrication cost to make a fine pattern on the stamp is expensive and time-consuming.
In addition, in the roll-to-roll hot-embossing process, the micro or nanoscale patterns are directly engraved on the roller. Therefore, in the case of changing the patterning process, the high-cost rolls or stamps must be replaced to change the pattern shape. For this reason, to solve the disadvantage of pattern replacement in the conventional hot-embossing process, our research team proposed “impact print-type” hot-embossing technology [
12]. Impact print-type hot embossing refers to the method of a line printer or a dot printer imprinting microscale patterns on a substrate by striking it with a minute probe or printer head. This method can generate a dot pattern several μm in size by using a single impact, and it can generate arbitrary patterns that have various widths and depths by adjusting the positions of the impact actuator. In contrast to conventional hot-embossing equipment, the impact print-type hot-embossing method can flexibly generate various fine patterns in real-time by connecting small patterns that have arbitrary shapes or points formed using the impact header. The conventional hot-embossing device has the disadvantage that whole stamps, such as flat or roll types, need to be replaced or newly manufactured when modifying or changing the pattern shape. For this reason, conventional hot embossing has a high cost and is time-consuming. On the other hand, the impact print-type hot-embossing method has the significant advantage that it can generate various patterns in real time without replacing stamps due to the electromagnetic actuator.
In this paper, a fundamental experiment with the impact print-type hot-embossing process was performed, and the experiment was conducted to understand the characteristics of the impact print-type hot-embossing process. Notably, we significantly reduced the size of the electromagnetic actuator compared to the previous actuator and performed embossing experiments using the implemented smaller electromagnetic actuator. This research was presented at the 23rd International Conference on Mechatronics Technology (ICMT 2019) [
13], and it was selected for a Special Issue in
Electronics by ICMT 2019 and updated for submission to this journal.
3. Embossing Patterning Using the Impact-Type Actuator
This section deals with an experiment of the hot-embossing patterning using the developed electromagnetic actuator, and the embossing performance was validated by investigating the generated patterns.
First, in order to reduce vibration from the outside, an anti-vibration table was prepared, and a flat plate heater capable of heating up to 350 degrees was placed on the table. The polymethyl methacrylate (PMMA) film was attached to the upper surface of the heater using insulated tape. The two-axis stage (M-531.2S1, L-511.20SD00, PI) was then fitted vertically to each other using aluminum jigs, then installed on the table, and an impact driver was assembled and developed on the z-axis stage. The surface of the jig near the heater was wrapped with aluminum tape to prevent it from heating, as shown in
Figure 7. A personal computer (PC) was used as the main controller, and the operation system was coded using Labview to control the two-axis stage and impact header.
The control program was designed to control the speed, distance of operation, driving frequency of the two-axis stage, and phase of the impact head. Using the data acquisition (DAQ) board (USB-6211, National Instruments, Austin, TX, USA), the square wave control signal from the PC was passed to the driver. A driver was devised using an operational amplifier (OP-amp) (OPA2541, Texas Instruments, Dallas, TX, USA) to amplify the control signal to the proper level. The film was prepared by cutting to a width of 150 mm and a length of 70 mm, and the temperature of the heater for the experiment was changed between 80 °C and 100 °C considering the glass temperature of 100 °C of the film.
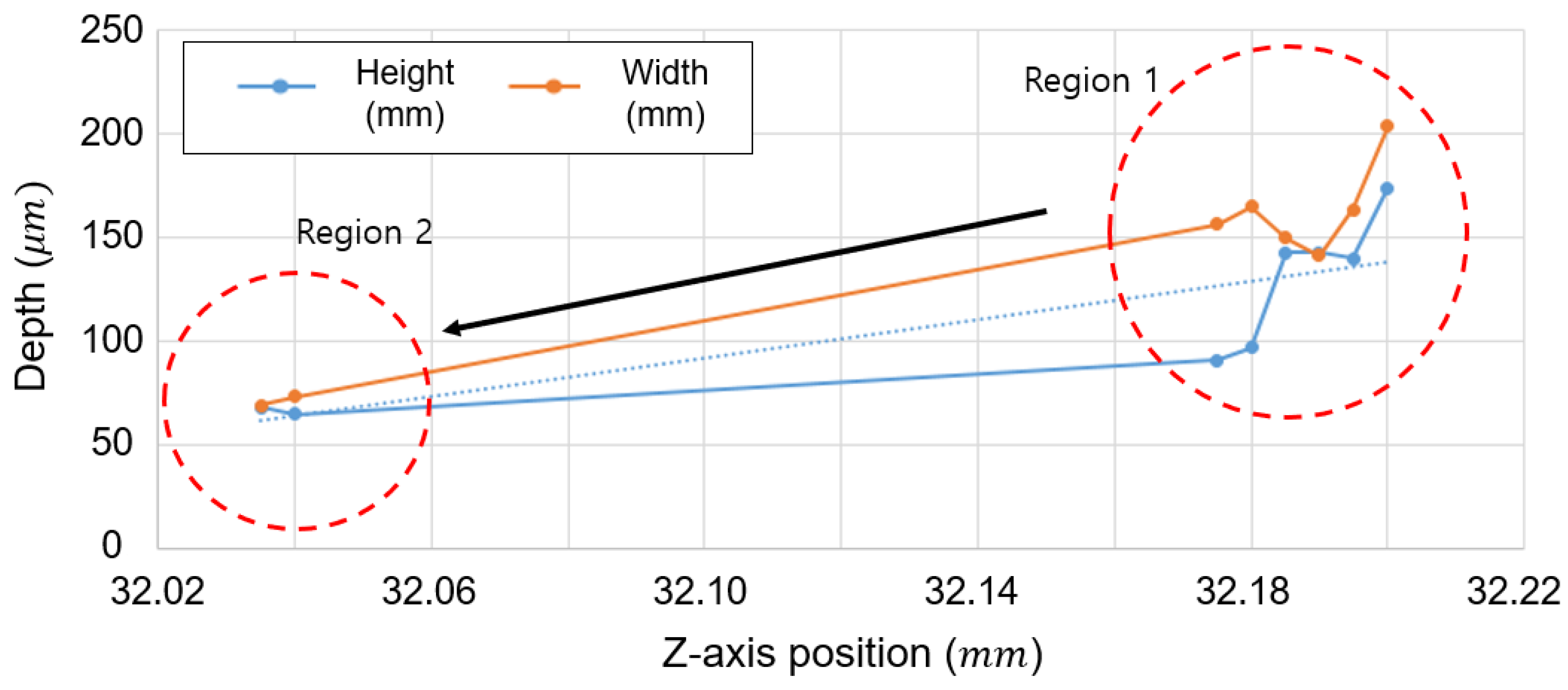
Using the prepared equipment, film patterning was performed while increasing the height of the z-stage in the vicinity of 32 mm in 5 µm increments. For the experiment, a PMMA film having a thickness of 125 μm was used, and the temperature of the heat plate was set to 100 °C. In addition, the X-stage value was shifted by 300 µm for each Z-stage section, patterning was performed in three points, and a gap of 500 µm was spaced when the Z-stage setting was changed.
The film pattern was measured while changing the Z-stage height. The depth and width of the pattern were measured using a confocal microscope, and the measured results are shown in
Figure 8. As can be seen in the figure, when the height of the
z-axis was 32.2 mm, the pattern depth was 174 µm, the pattern width was about 203.8 µm, and the shape of the pattern measured using a confocal microscope at this condition is shown in
Figure 9.
Throughout this experiment, the depth tended to decrease as the height decreased in the experimental section. In this study, the goal was to create a pattern with a depth and width of about 60–70 µm, so we reduced the height of the z stage to reach this value. When the height of the z stage was 32.035 mm, the desired pattern having a size of 150 μm pitch, 61 μm pattern depth, and 60 μm pattern width was obtained as shown in
Figure 10.
Through these experiments, it was found that by using the developed equipment, hot-embossing patterns of various sizes can be generated if the process parameters are controlled properly. Since the size of the pattern is determined according to the temperature and the operating distance of the driver, experiments that change these parameters are needed to obtain the desired pattern, and the pattern changes should be investigated. By this procedure, the conditions for the target embossed patterns can be found.
Next, the influence of heating temperature on patterning was examined. Since it is impossible to heat the temperature of the film to 100 °C or more, the effect of temperature on the width and depth of the pattern was examined when the temperature was changed from 100 °C to 80 °C in 10 °C increments.
Figure 11 shows the experimental results. At 80 °C, the height of the pattern was 118 µm and the width was 98.15 µm. At 90 °C, the height and width of the pattern were 80 µm and 80.65 µm, respectively, and at 100 °C it was found that the height and width were 60 µm and 62.52 µm. This study confirmed that the temperature of 100 °C is suitable for our purpose of obtaining patterns with a size of 60 µm. It is estimated that the depth of the pattern becomes shallower as the temperature increases due to the reflow phenomenon. It was also interesting that the difference in depth and width decreased as the temperature increased.
Finally, an experiment was conducted to see if multiple patterns could be taken in succession. In order to apply the developed impact-type hot-embossing process technology to the fields of microfluidic channels and conductive patterns, etc., it is necessary to be able to generate several patterns in a dot form continuously. Therefore, a continuous pattern was taken using the equipment developed. To achieve this, it is necessary to make and connect dots with a pitch smaller than the size of the pattern.
We coded the control program of the stage and embossed five dots side by side, and the result is shown in
Figure 12. In the result measured by a confocal microscope, as shown in the figure, the unevenness of the bottom region was caused by the pointed pin impacting the substrate, which is characteristic of the proposed hot-embossing process. The wavy shape around the edge in
Figure 12 was from the characteristics of the confocal microscope. In order to measure such a small pattern, the confocal microscope uses light on the pattern and optically measures the reflected light. Therefore, the reflection or refraction of light at the corners characterizes the pattern, resulting in a wavy and noisy shape. As a result, it was possible to successfully create a continuous pattern in which five dots having a uniform depth of 65 µm were taken adjacent to each other.
4. Conclusions
In this paper, we developed an electromagnetic actuator for use in the impact-type hot-embossing process. Compared to the conventional hot-embossing process, which can engrave only a predetermined pattern, this technology has been proposed to develop patterns of very small dots and connecting them to generate arbitrary patterns in real time.
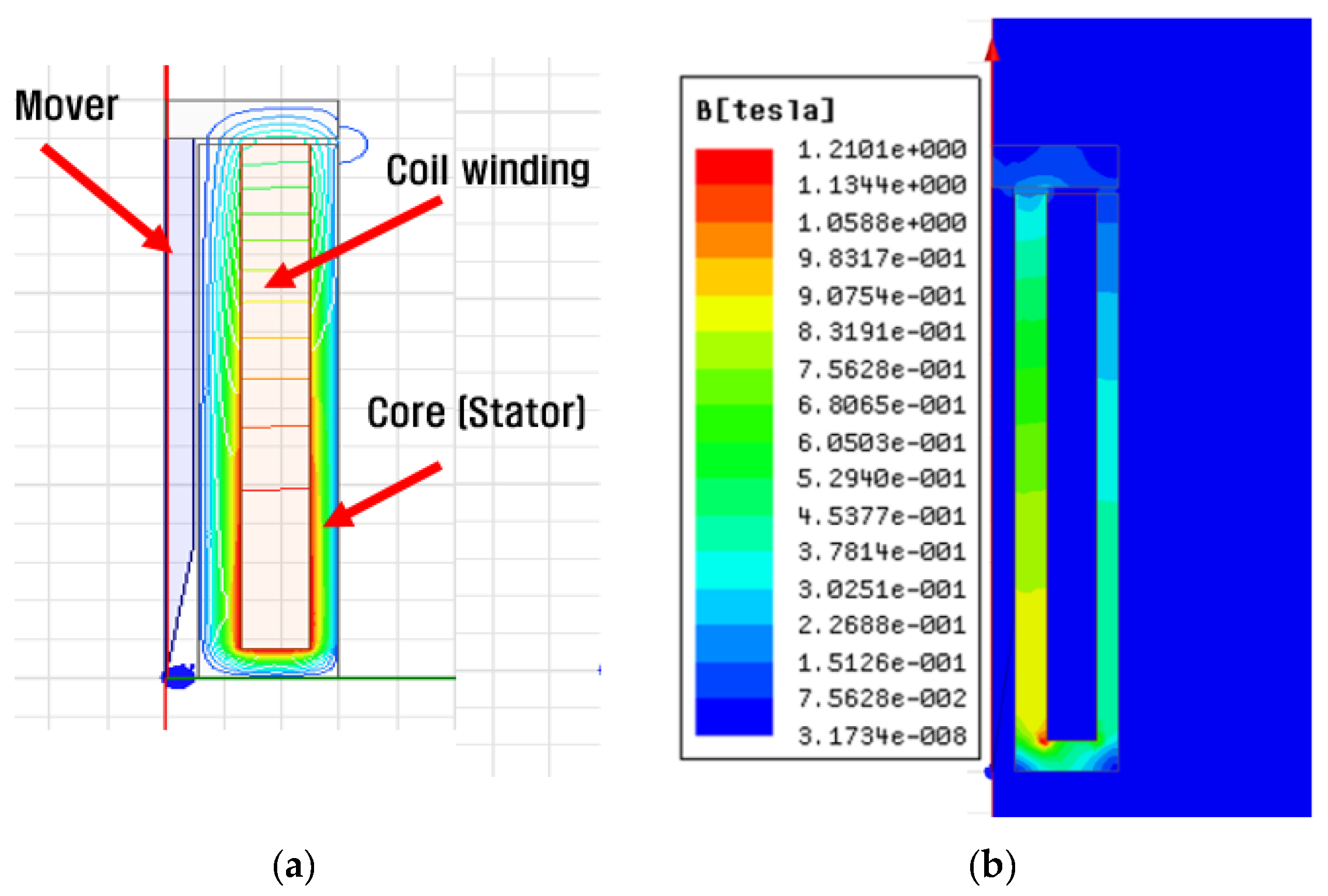
To do this, the impact-type embossing process was realized using the developed electromagnetic impact actuator, and 60–70 μm patterns were formed through the actual embossing process. In order to create the impact actuator, a new actuator was designed and manufactured using the principle of electromagnetic actuation, and a finite element analysis method was used for this. Through this, it was possible to obtain enough force required for hot embossing. Therefore, the hot-embossing system can be realized using a smaller electromagnetic actuator than that used in previous studies.
Experiments were performed to obtain the desired patterns using the developed equipment. The objective of the experiment was to create an embossing pattern with a width and depth of 60–70 μm. To obtain the desired pattern, a number of experiments were performed using the actuator’s height and the temperature of the heating plate as variables.
In this way, an appropriate position of the actuator could be determined, and a hot-embossing pattern having a width of 60 μm and a depth of 61 μm at a heating temperature of 100 °C could be made. In order to create an arbitrary pattern, since small dot patterns must be continuously generated side by side, five dot patterns were embossed on the PMMA film. In this way, a linear pattern with a depth of 65 μm was successfully achieved.
In this study, we developed an electromagnetic actuator to implement an impact-type hot-embossing process that can create arbitrary patterns in real time, unlike the existing hot-embossing process. If the impact-type hot-embossing process is successfully implemented using the developed actuator, the time and cost required to replace the pattern in the hot-embossing process can be drastically reduced. In addition, by using the proposed technology, it is expected that any shape can be formed in real time, so it can be widely used in research fields such as micro-fluids and conductive patterns in the future.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}