Printed Circuit Board Drilling Machine Using Recyclables


Abstract
1. Introduction
2. Materials and Methods
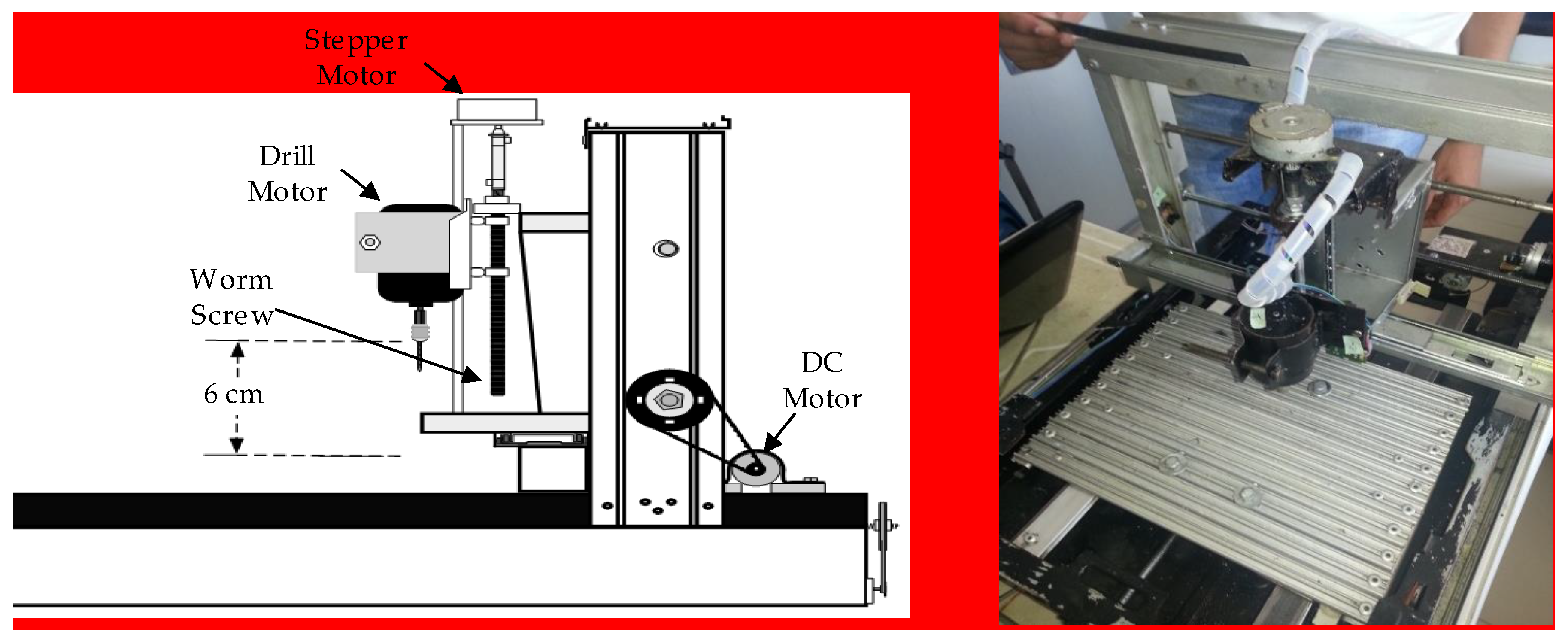
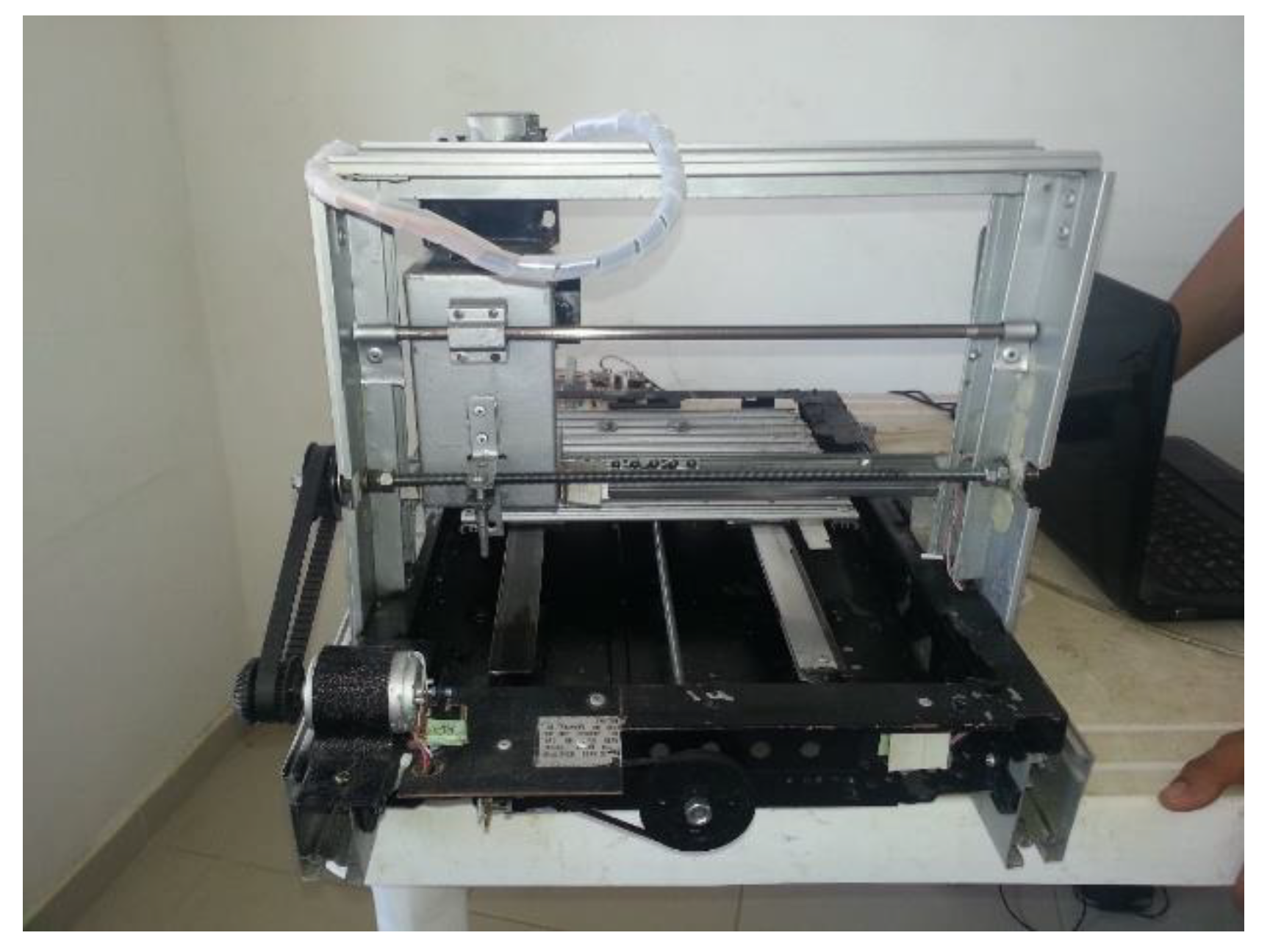
2.1. Mechanical System
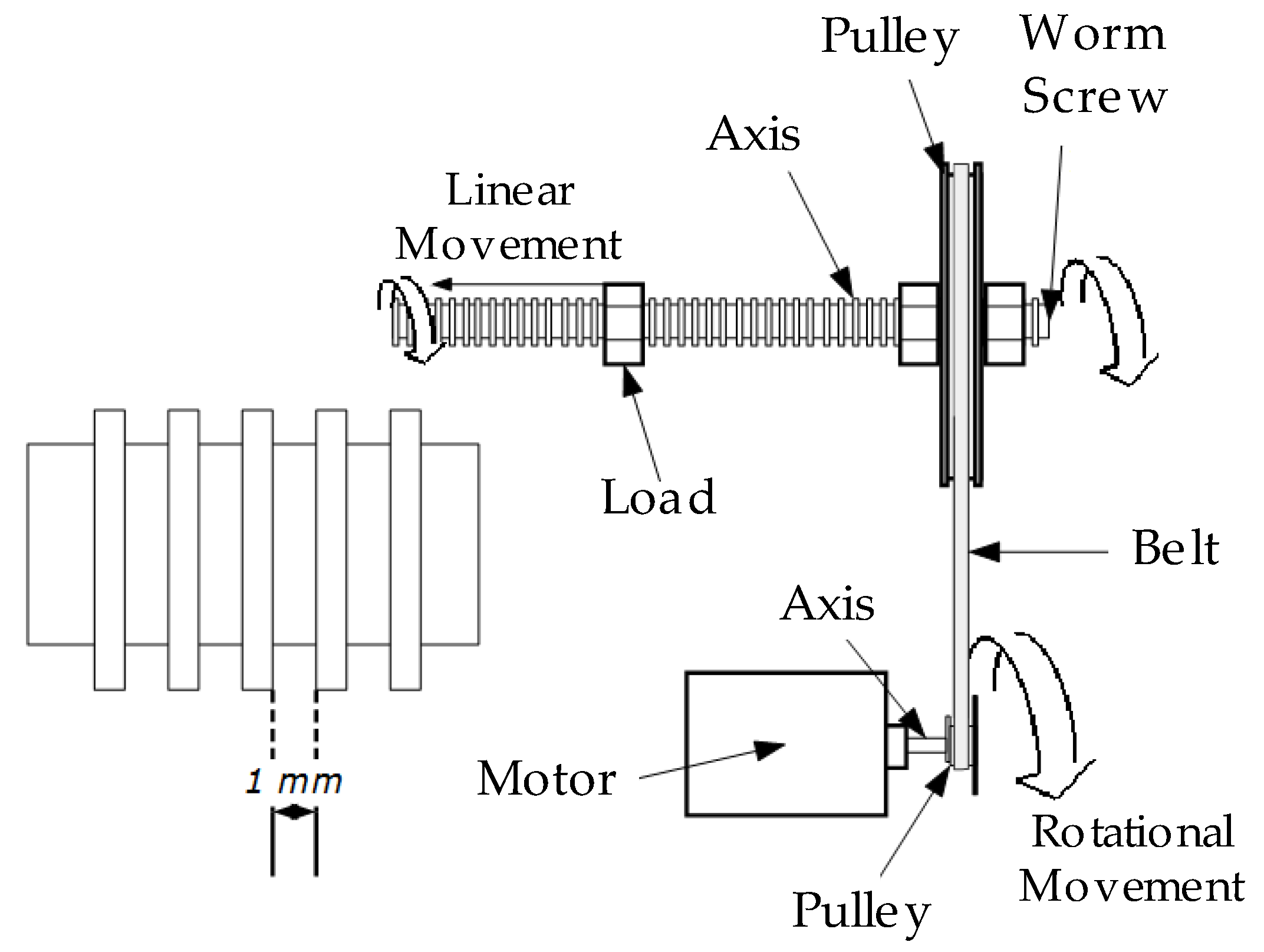
2.1.1. Belt Drive System
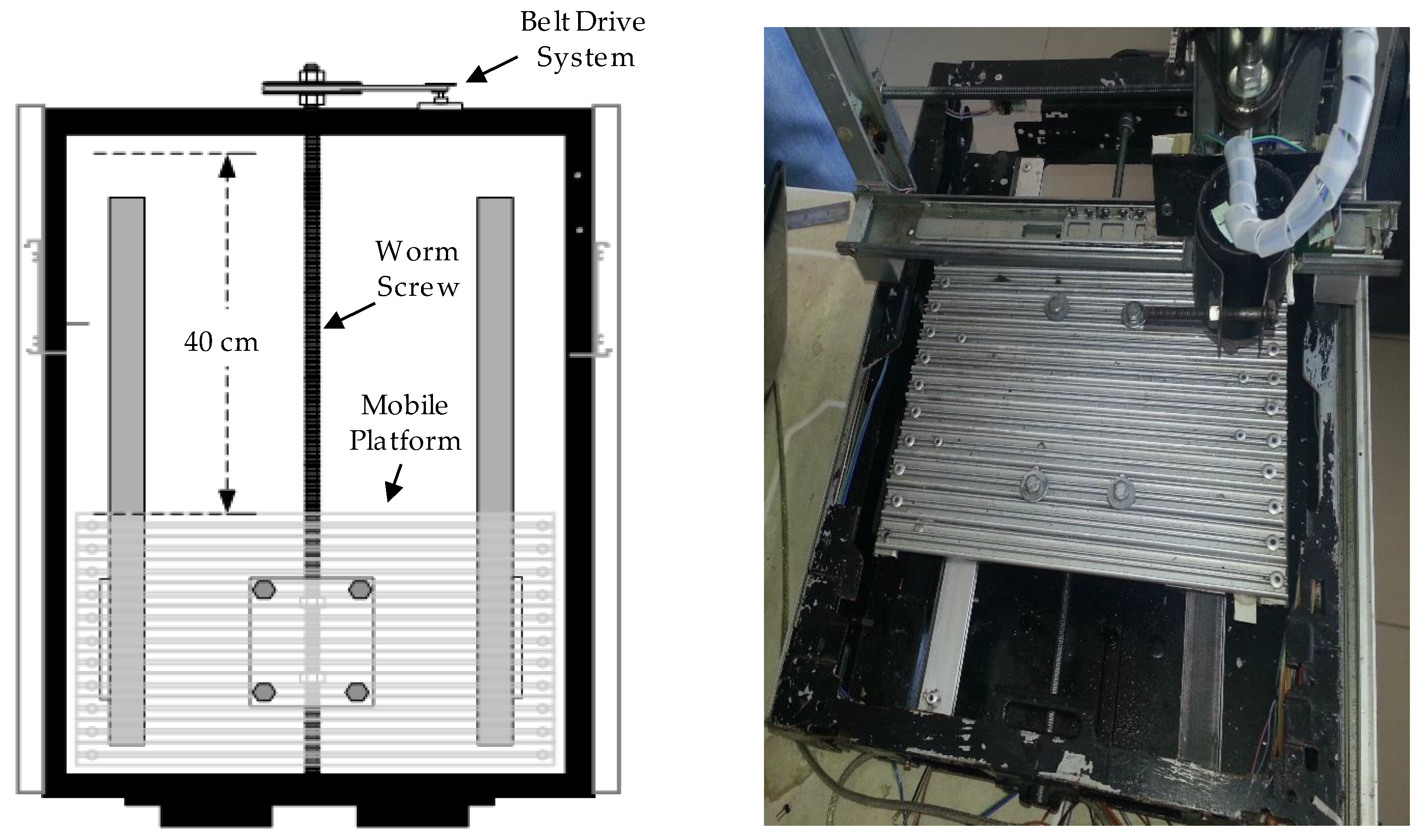
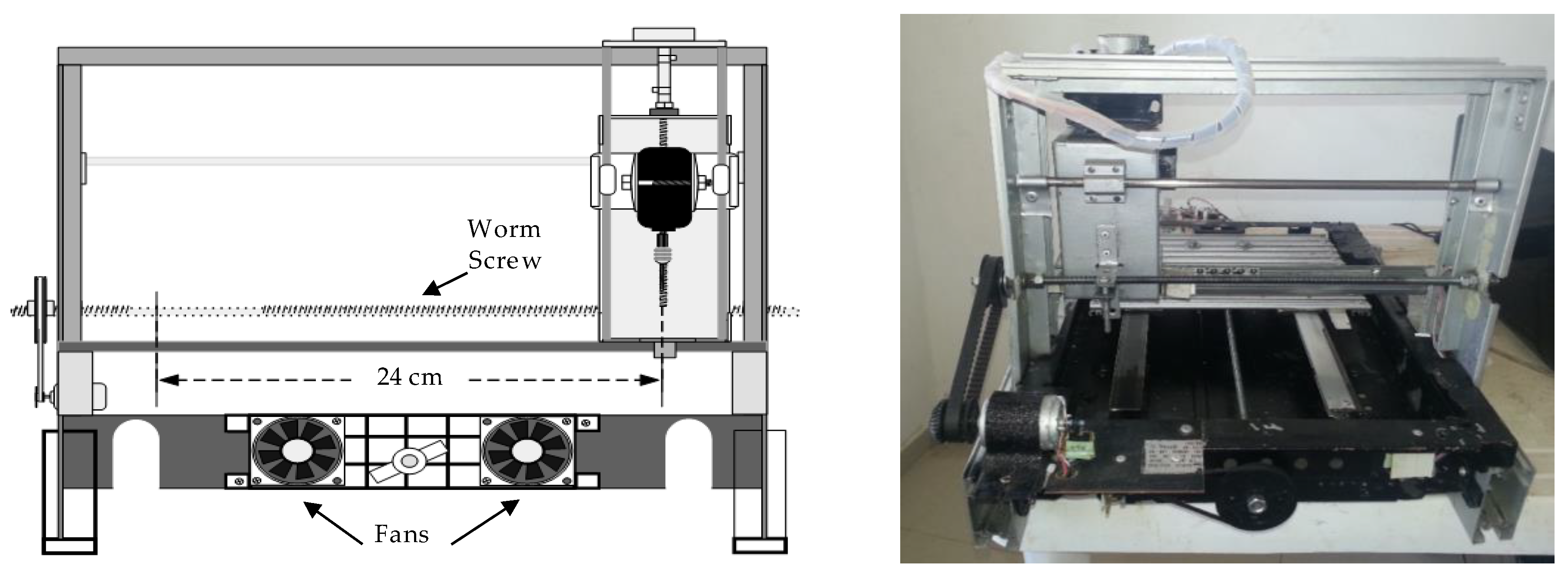
2.1.2. Mechanical System for X, Y and Z Axes
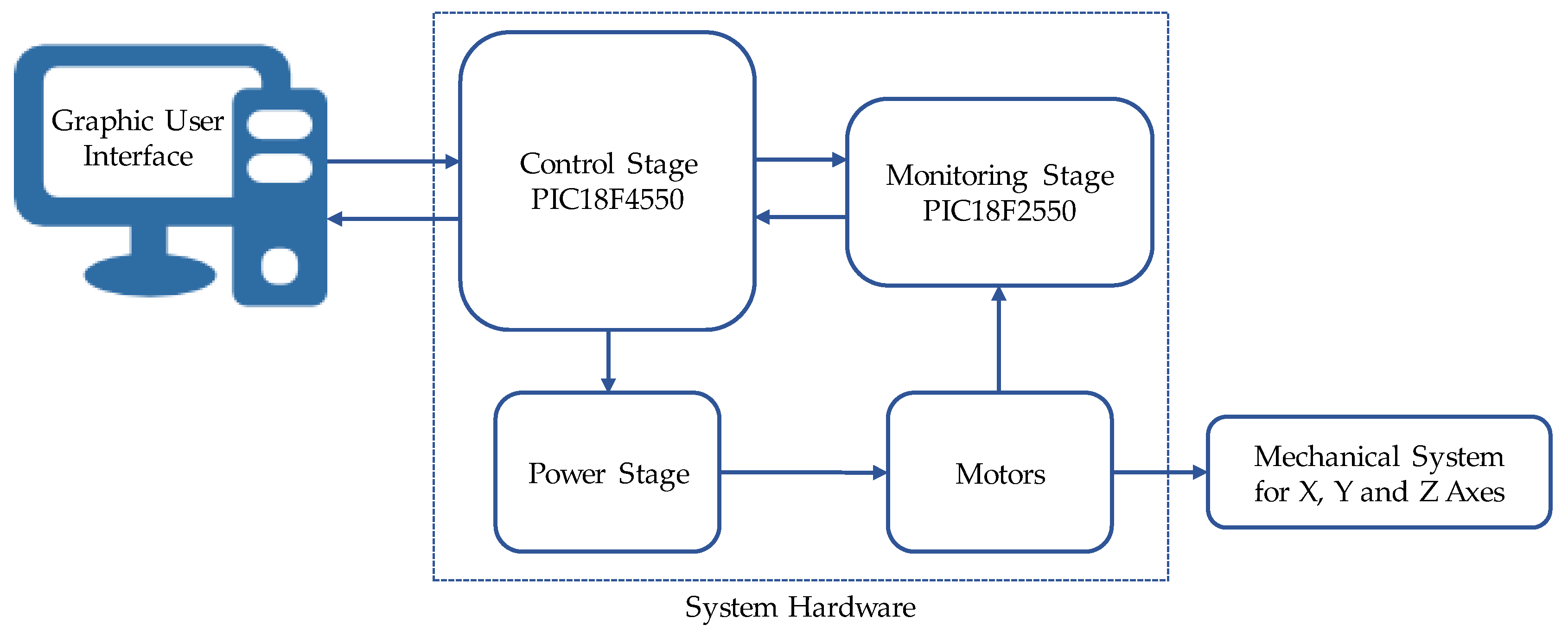
2.2. System Hardware
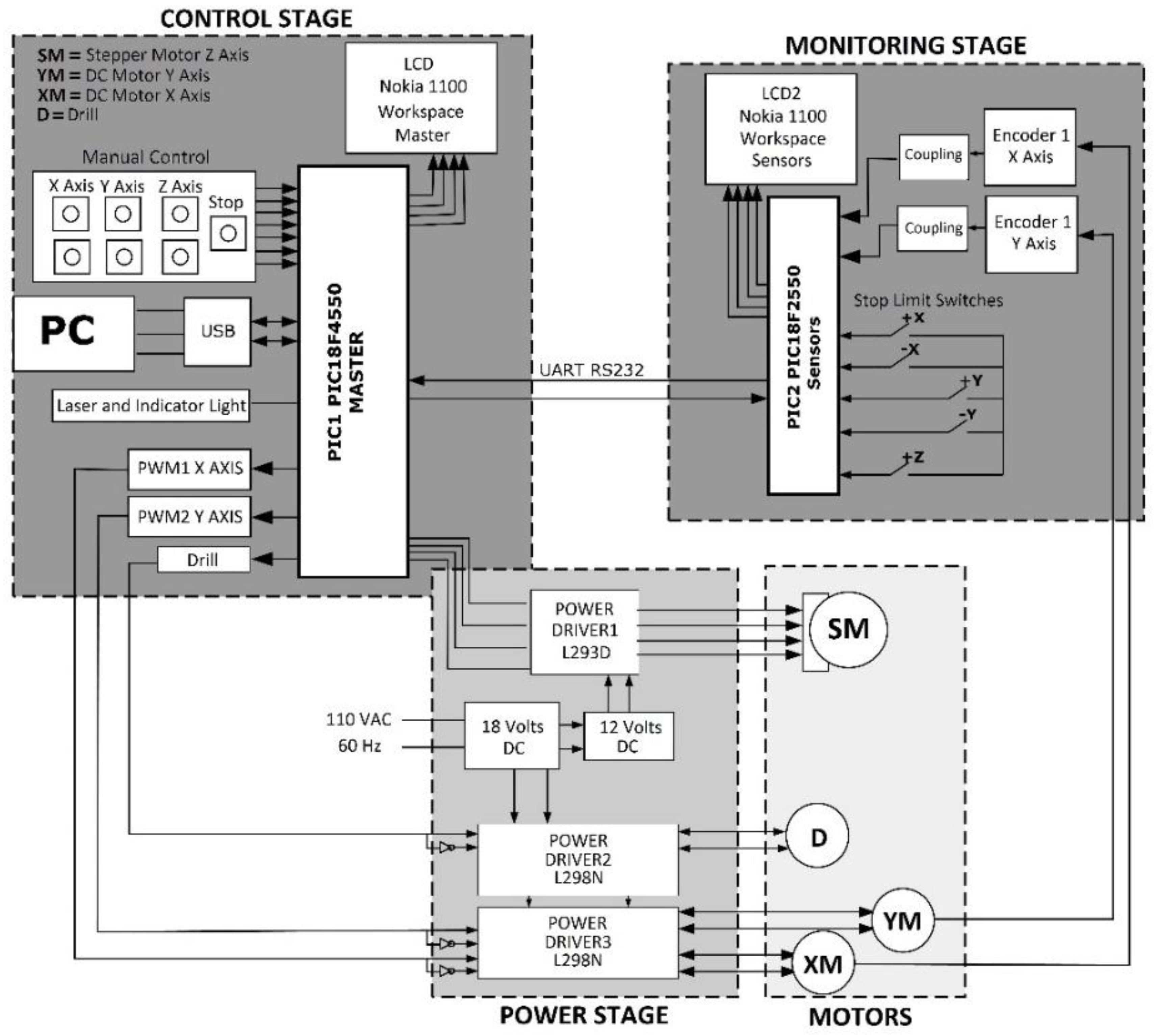
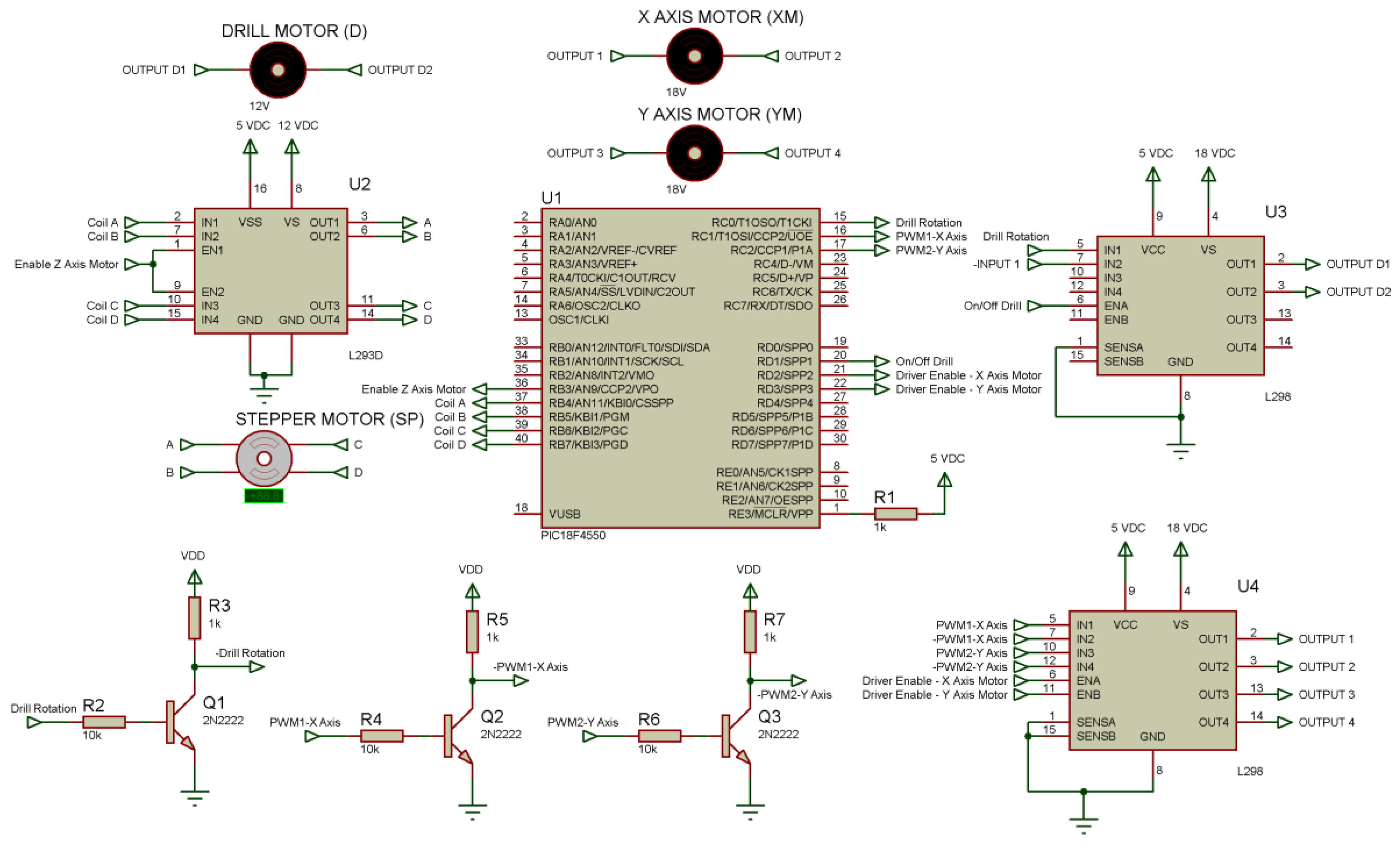
2.2.1. Control Stage
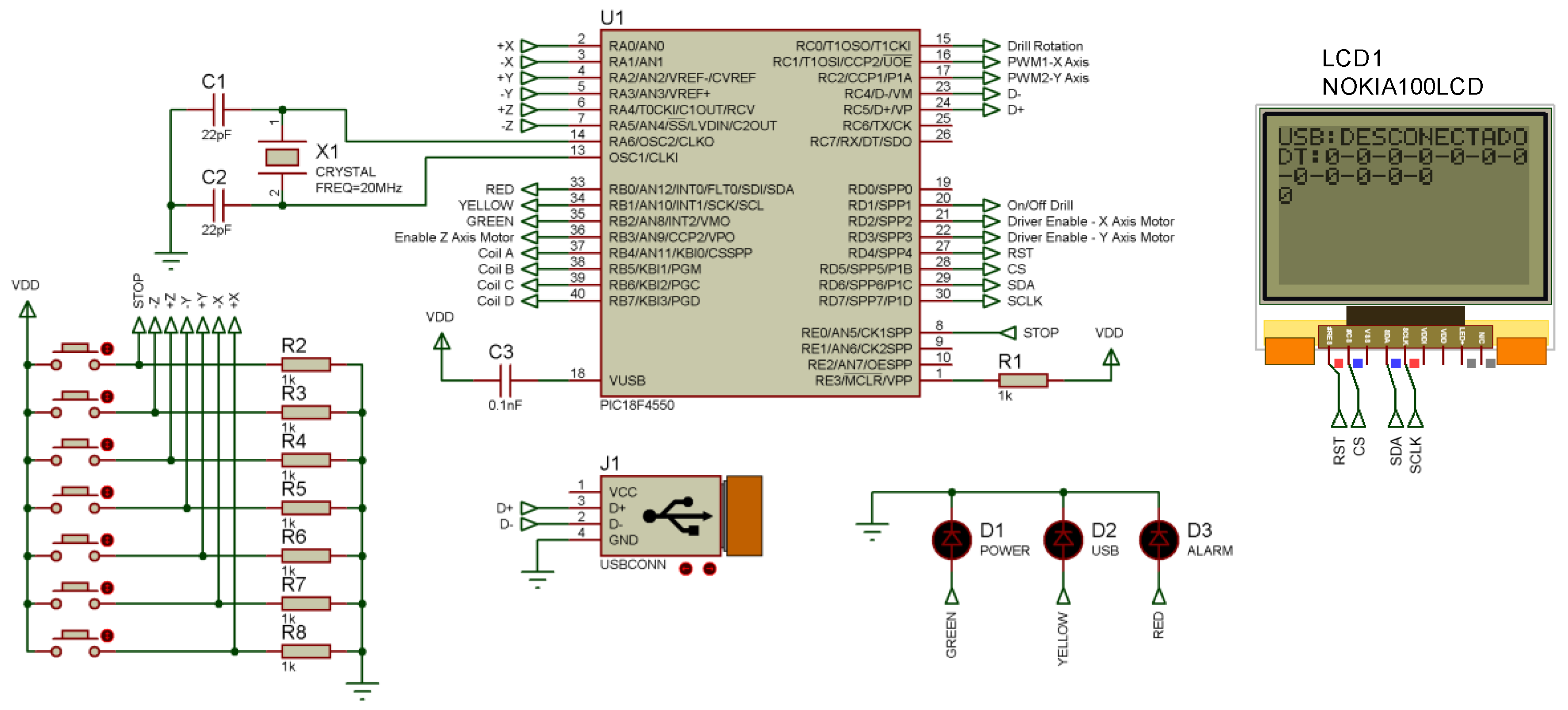
- Master device: a PIC18F4550 was used as a master control device with the following functions:
- Receiving the data sent by the user interface via the USB protocol in the mode bulk transfer.
- Transmission and reception of data to PIC18F2550 by the Universal Asynchronous Receiver-Transmitter (UART) module.
- Adjust the PID control for positioning of the Cartesian axes.
- Configuration and generation of PWM signals for DC motors.
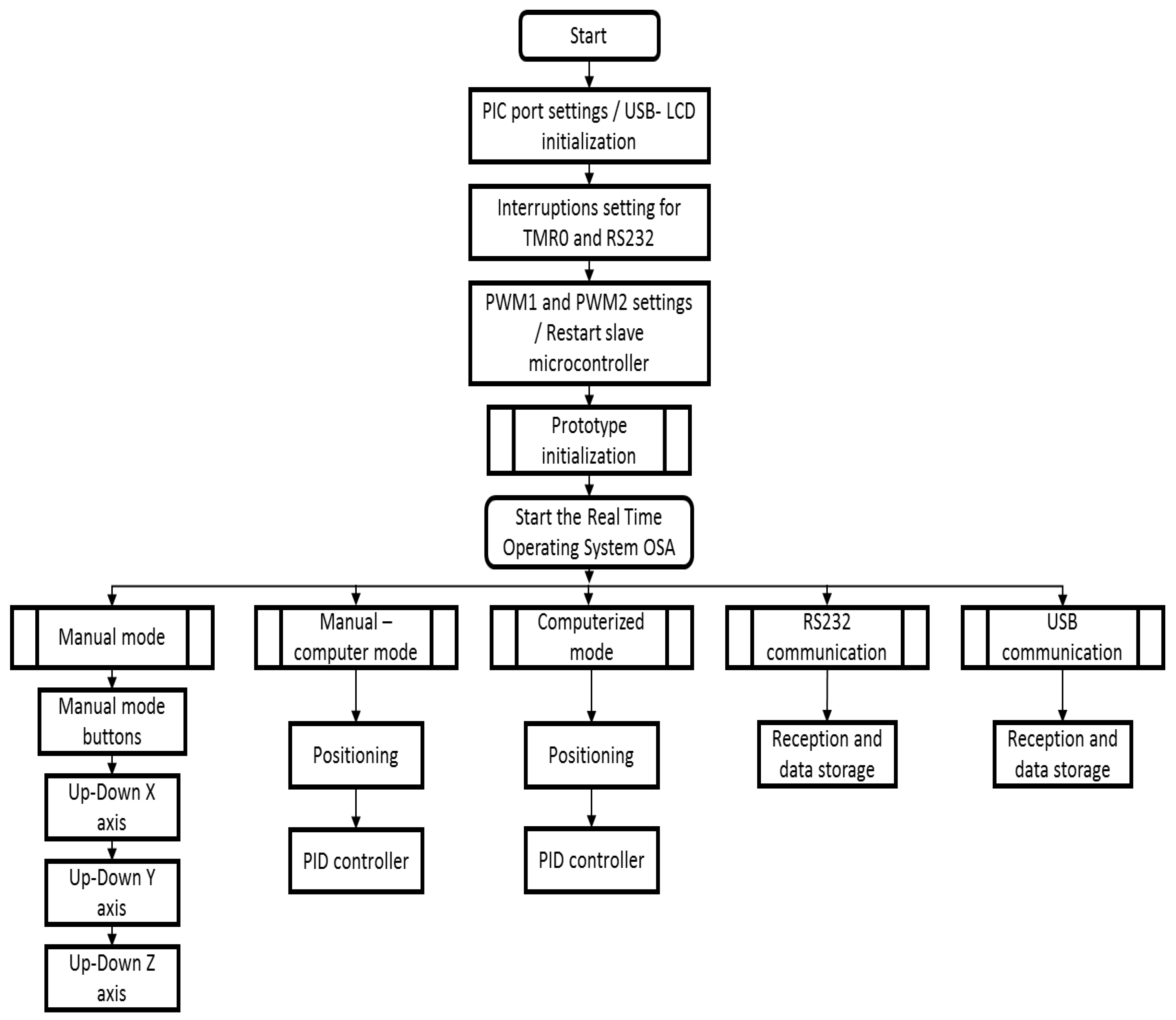
- Initialization, verification and control of machine states.
- 2.
- Display: an LCD extracted from a Nokia 1100 cell recycle was used. Clock signals, data, chip select and reset were connected to the PortD of the master microcontroller, using a resistive voltage adjustment circuit to work with 3.3 V.
- 3.
- Communication with PC: communication between the control stage and PC for operation modes manual and automatic-computerized was performed through the USB protocol. For this, it was necessary to configure the master PIC and the user interface developed in Matlab.
- 4.
- Serial connection: for communication with the monitoring stage, the UART modules incorporated in the PIC18F4550 and PIC18F2550 microcontrollers were used. An asynchronous serial connection using the Tx and Rx pins was implemented.
- 5.
- Control of DC motors for axes X, Y, and Drill: to control the rotation and switching on and off of each DC motor, the master microcontroller PWM module through the pin RC0, RC1 and RC3 was used.
- 6.
- Stepper motor for the Z axis: to control the bipolar stepper permanent magnet motor, four pins of PortB to handle four reels were used. In addition, a fifth pin was used as an enabler.
- 7.
- Manual operation: seven buttons connected to PortA master PIC to operate manually the drilling machine were used. Six buttons were used to adjust the coordinates X, Y, Z, while the remaining button is used as stop.
- 8.
- Leds: a set of led indicators were incorporated so that the user can verify system alarms, status USB port connection, and correct polarization of the microcontroller.
2.2.2. Monitoring Stage
2.2.3. Power Stage
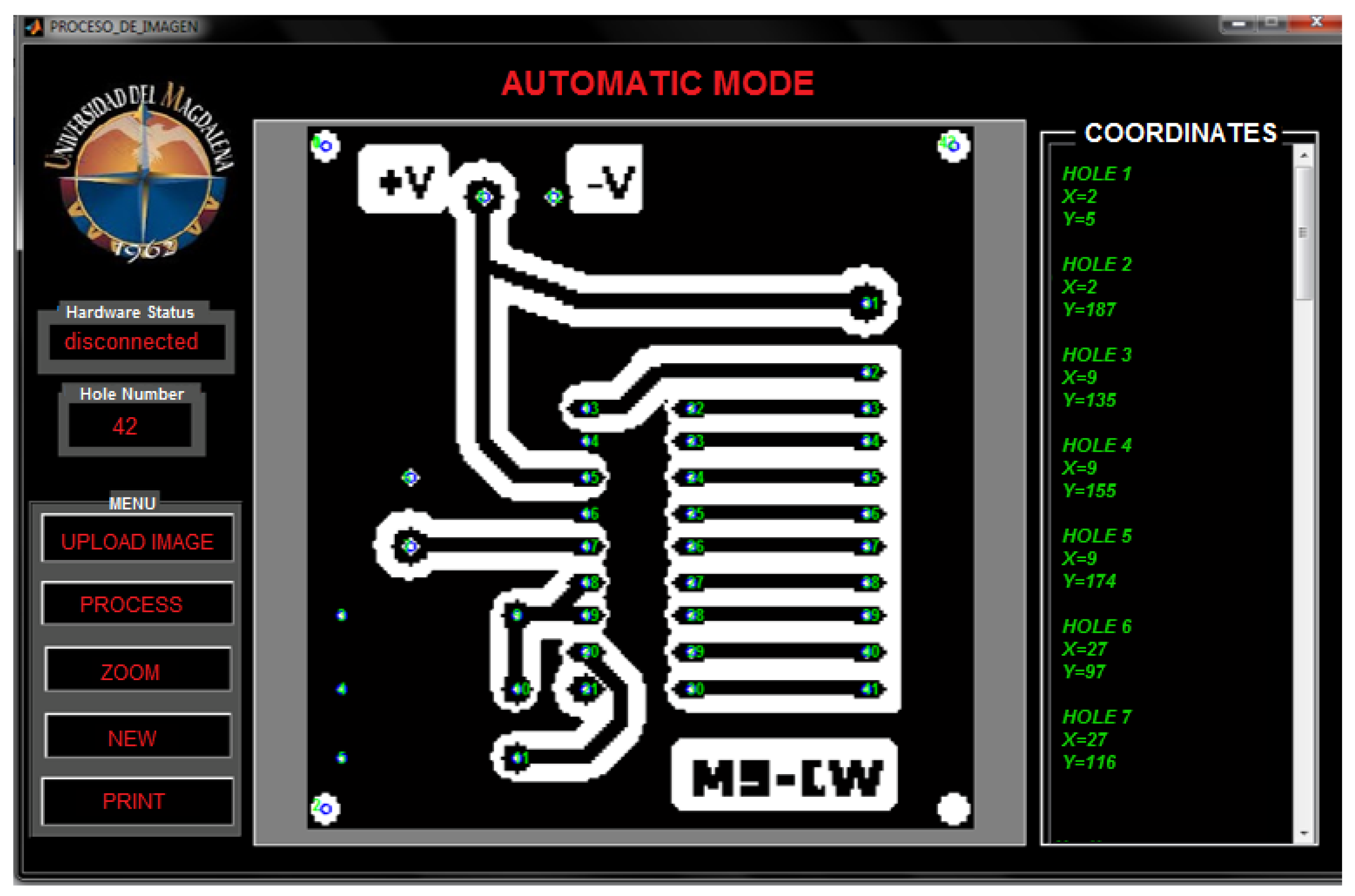
2.3. Graphic User Interface
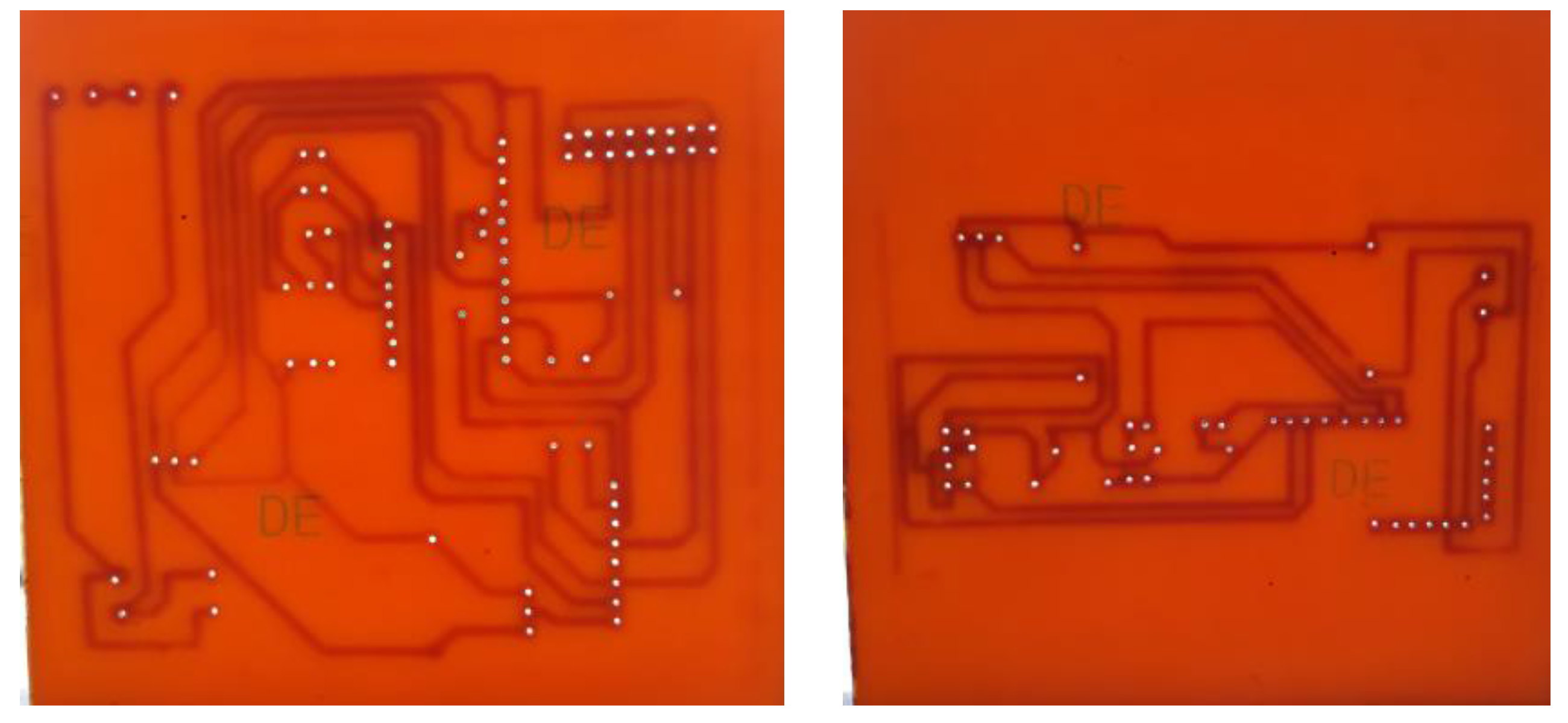
3. Results and Discussion
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Lai, C.Y.; Chavez, D.E.V.; Ding, S. Transformable parallel-serial manipulator for robotic machining. Int. J. Adv. Manuf. Technol. 2018, 97, 2987–2996. [Google Scholar] [CrossRef]
- Hsieh, F.S. Design of scalable agent-based reconfigurable manufacturing systems with Petri nets. Int. J. Comput. Integr. Manuf. 2018, 31, 748–759. [Google Scholar] [CrossRef]
- Alhama Blanco, P.J.; Abu-Dakka, F.J.; Abderrahim, M. Practical use of robot manipulators as intelligent manufacturing systems. Sensors 2018, 18, 2877. [Google Scholar] [CrossRef] [PubMed]
- Lu, Y.C.; Yeh, S.S. Using the segmented iterative learning control method to generate volumetric error-compensated part programs for three-axis CNC milling machine tools. J. Manuf. Mater. Process. 2018, 2, 53. [Google Scholar] [CrossRef]
- Moreno-Báez, A.; Miramontes-De León, G.; García-Domínguez, E.; Sifuentes-Gallardo, C. Processing Gerber files for manufacturing printed circuit boards. Procedia Eng. 2012, 35, 240–244. [Google Scholar] [CrossRef]
- Yemelyanov, N.V.; Yemelyanova, I.V.; Zubenko, V.L. Improving machining accuracy of cnc machines with innovative design methods. In Proceedings of the International Conference on Mechanical Engineering, Automation and Control Systems 2017, Tomsk, Russia, 4–6 December 2017. [Google Scholar]
- Yusof, Y.; Latif, K. New interpretation module for open architecture control based CNC systems. Procedia CIRP 2015, 26, 729–734. [Google Scholar] [CrossRef]
- Latif, K.; Yusof, Y.; Nassehi, A.; Alias Imran Latif, Q.B. Development of a feature-based open soft-CNC system. Int. J. Adv. Manuf. Technol. 2017, 89, 1013–1024. [Google Scholar] [CrossRef]
- Correa, J.E.; Toombs, N.; Ferreira, P.M. A modular-architecture controller for CNC systems based on open-source electronics. JMSY 2017, 44, 317–323. [Google Scholar] [CrossRef]
- Alonso, D.; Gil, J.; Martínez, F. Prototipo de máquina fresadora CNC para circuitos impresos. Revista Tekhnê 2015, 12, 23–28. [Google Scholar]
- Groover, M.P. Fundamentals of Modern Manufacturing, 6th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2015; pp. 764–780. [Google Scholar]
- Desai, D.P.; Patel, D.M. Design of Control unit for CNC machine tool using Arduino based embedded system. In Proceedings of the 2015 International Conference on Smart Technologies and Management for Computing, Communication, Controls, Energy and Materials, Chennai, India, 6–8 May 2015; pp. 443–448. [Google Scholar]
- Basanta-Val, P.; García-Valls, M. A library for developing real-time and embedded applications in C. J. Syst. Archit. 2015, 61, 239–255. [Google Scholar] [CrossRef]
- Hou, M.; Faddis, T.N. Automatic tool path generation of a feature-based CAD/CAPP/CAM integrated system. Int. J. Comput. Integr. Manuf. 2006, 19, 350–358. [Google Scholar] [CrossRef]
- De Santiago-Perez, J.J.; Osornio-Rios, R.A.; Romero-Troncoso, R.J.; Cabal-Yepez, E.; Guevara-Gonzalez, R.G. Feedrate optimization by polynomial interpolation for CNC machines based on a reconfigurable FPGA controller. JSIR 2010, 69, 342–349. [Google Scholar]
- Bhandari, B.; Hong, Y.S.; Yoon, H.S.; Moon, J.S.; Pham, M.Q.; Lee, G.B.; Huang, Y.; Linke, B.S.; Dornfeld, D.A.; Ahn, S.H. Development of a micro-drilling burr-control chart for PCB drilling. Precis. Eng. 2014, 38, 221–229. [Google Scholar] [CrossRef]
- Tahir, Z.; Abu, N.A.; Sahib, S.; Herman, N.S. CNC PCB drilling machine using novel natural approach to Euclidean TSP. In Proceedings of the 2010 3rd International Conference on Computer Science and Information Technology, Chengdu, China, 9–11 July 2010; pp. 481–485. [Google Scholar]
- Huang, X.; Chen, Z.S.; Wang, C.Y.; Zheng, L.J.; Song, Y.X. Measurement of micro-drill breakage during PCB drilling. Mater. Sci. Forum 2016, 836, 592–599. [Google Scholar] [CrossRef]
- Yoon, H.S.; Moon, J.S.; Pham, M.Q.; Lee, G.B.; Ahn, S.H. Control of machining parameters for energy and cost savings in micro-scale drilling of PCBs. J. Clean. Prod. 2013, 54, 41–48. [Google Scholar] [CrossRef]
- Borkar, B.R.; Puri, Y.M.; Kuthe, A.M.; Deshpande, P.S. Automatic CNC Part Programming for through Hole Drilling. Procedia Mater. Sci. 2014, 5, 2513–2521. [Google Scholar] [CrossRef]
- Ioan, M.; Razvan, C. Drill hole sets manufacturing on CNC machines. Procedia Technol. 2015, 19, 135–140. [Google Scholar] [CrossRef]
- Polo, A.; Narvaez, P.; Robles Algarín, C. Implementation of a cost-effective didactic prototype for the acquisition of biomedical signals. Electronics 2018, 7, 77. [Google Scholar] [CrossRef]
- González, H.; Calleja, A.; Pereira, O.; Ortega, N.; López de Lacalle, L.N.; Barton, M. Super abrasive machining of integral rotary components using grinding flank tools. Metals 2018, 8, 24. [Google Scholar] [CrossRef]
- López De Lacalle, L.N.; Lamikiz, A.; Ocerin, O.; Díez, D.; Maidagan, E. The Denavit and Hartenberg approach applied to evaluate the consequences in the tool tip position of geometrical errors in five-axis milling centres. Int. J. Adv. Manuf. Technol. 2008, 37, 122–139. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Displacement (cm) | X-Axis Pulses | Y-Axis Pulses |
|---|---|---|
| 1 | 82 | 257 |
| 2 | 172 | 527 |
| 5 | 412 | 1329 |
| 10 | 811 | 2628 |
| 12 | 962 | 3170 |
| 16 | 1284 | 4143 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Robles-Algarín, C.; Echavez, W.; Polo, A. Printed Circuit Board Drilling Machine Using Recyclables. Electronics 2018, 7, 240. https://doi.org/10.3390/electronics7100240
Robles-Algarín C, Echavez W, Polo A. Printed Circuit Board Drilling Machine Using Recyclables. Electronics. 2018; 7(10):240. https://doi.org/10.3390/electronics7100240
Chicago/Turabian StyleRobles-Algarín, Carlos, William Echavez, and Aura Polo. 2018. "Printed Circuit Board Drilling Machine Using Recyclables" Electronics 7, no. 10: 240. https://doi.org/10.3390/electronics7100240
APA StyleRobles-Algarín, C., Echavez, W., & Polo, A. (2018). Printed Circuit Board Drilling Machine Using Recyclables. Electronics, 7(10), 240. https://doi.org/10.3390/electronics7100240