1. Introduction
Stiffened thin-plate structures (STPSs) generally comprise stiffeners and thin-walled structures (TWSs) that offer a high specific stiffness and an excellent load-bearing capacity [
1,
2]. They are widely used in marine, automotive, and aerospace applications [
3]. From a mechanical perspective, the dynamic response of the STPS differs considerably from that of the TWS. The layout and size characteristics of the stiffeners significantly influence the dynamic and static performances, including the stiffness, frequency, and buckling load. In complex engineering environments, conventional layouts primarily feature a cruciform stiffener design, with the stiffener sizes generally derived from existing designs or empirical data. This approach results in minimal performance improvements in the optimized structures, thereby leading to unreliability and inaccuracy in the analysis, design, and optimization processes [
4]. Hence, there is a need for a multi-objective topology optimization (MOTO) method that comprehensively considers the characteristics of stiffener structures, including the overall performance of the STPS, to enhance the dynamic and static properties while optimizing the stiffener sizes and layouts.
Current research on STPS optimization primarily focuses on the stiffener characteristics and overall performance, with particular emphasis on the layout, shape, and size of the stiffeners. Liu et al. [
5] proposed a layout optimization method for stiffened plates by optimizing the structure through pre-modeling, particularly focusing on the thicknesses of individual stiffeners. Feng et al. [
6] introduced a stiffener layout optimization method for shell structures using B-spline parameterization, which avoided the checkerboard phenomenon by defining the stiffener height using B-spline control parameters. Liu et al. [
7] presented a layout and shape optimization method for stiffened plates using a multivariable cutting level set approach, which adjusted the layout and shape by modifying the upper and lower limits of the design variables. Gao et al. [
8] proposed a novel method based on the series expansion of anisotropic material fields, thereby determining the number, position, and size of the stiffeners according to specific problems and optimization processes. Moskaleva et al. [
9] developed an efficient and stable algorithm for designing composite freeform shell structures, thereby enhancing their buckling resistance by optimizing the stiffener layout using topology optimization. Li et al. [
10] proposed a multi-scale parallel topology optimization method for TWSs to optimize stiffener arrangements and cross-sections, thereby improving the structural performance compared to using the single-scale layout or section optimization.
While these studies investigated the layout, shape, and size of the stiffeners, their size parameters were primarily based on empirical values, thereby lacking robust computational foundations. Furthermore, they failed to comprehensively consider multiple structural characteristics, thereby affecting the optimization of mechanical characteristics. Zhang et al. [
11] aimed to maximize the sum of the modal loss factors and conducted topology optimization on bolted thin plates, thereby enhancing the vibration reduction effectiveness. Cao et al. [
12] treated the control point height as a variable, thereby targeting the structural strain energy, geometric complexity index, and ultimate load capacity in their MOTO of freeform stiffened grid shells. Xu et al. [
13] used the cross-sectional shape as a variable, thereby targeting the structural strain energy, buckling load, and mass in their MOTO of freeform stiffened grid shells. Jiang et al. [
14] performed shape optimization on freeform stiffened grid shells or thin plates under various loading conditions, with constraints based on the presence or absence of natural frequencies, thereby improving the static and dynamic performances of the freeform stiffened grid shells. Meng et al. [
15] introduced a shape–thickness–topology coupled optimization method for shell structures, which significantly reduced the displacement and von Mises stress, thereby enabling the efficient design of the freeform stiffened grid shells. Although the aforementioned studies have improved the mechanical properties of the TWS, they primarily focused on single-objective optimization and neither comprehensively investigated the dynamic and static characteristics of the structures nor established a systematic optimization method.
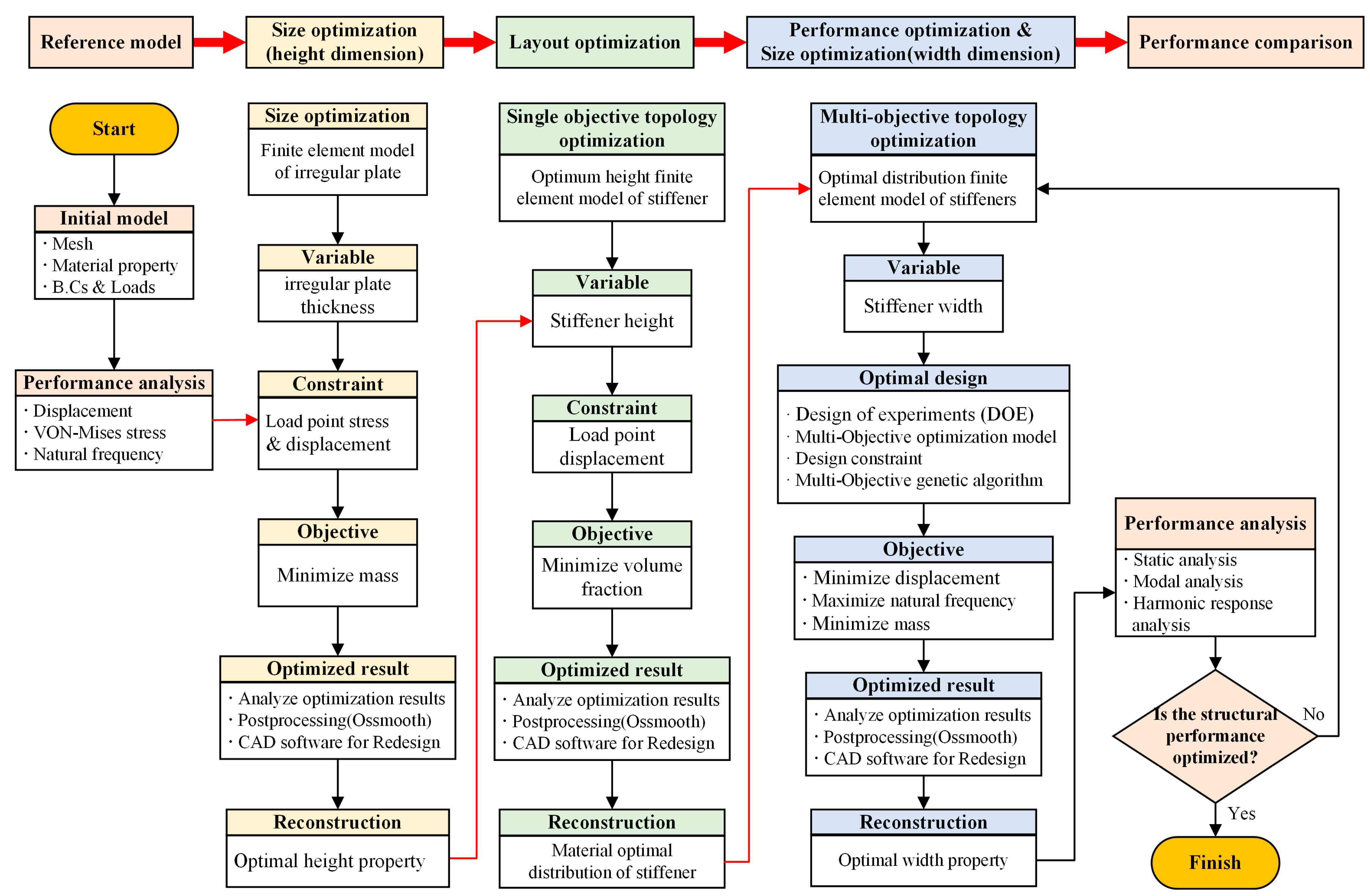
This study presents a MOTO method that considers the stiffener height and width as design variables, thereby optimizing the stiffener size and layout while comprehensively addressing the dynamic and static characteristics of the STPS. Using the thickness of the irregular plate (IP) as a variable, the load point displacement and stress of the initial STPS are constrained to minimize the mass, thereby determining the optimal stiffener height using size optimization. With the objective of minimizing the volume fraction, the stiffener height is treated as a design variable and load point displacement as a constraint. The optimal material distribution of the stiffeners is achieved using single-objective topology optimization. Furthermore, the stiffener width is considered as a design variable, while a MOTO is conducted with the load point displacement, first natural frequency, and mass as objectives. The dynamic and static characteristics are enhanced while determining the optimal stiffener width. Finally, a multi-dimensional comparison of the stiffeners and STPSs before and after optimization is conducted using a finite element simulation. The optimal dimensions and distribution of the stiffeners are clearly identified, thereby optimizing and enhancing the dynamic and static characteristics of the STPS.
2. Initial Structural Performance
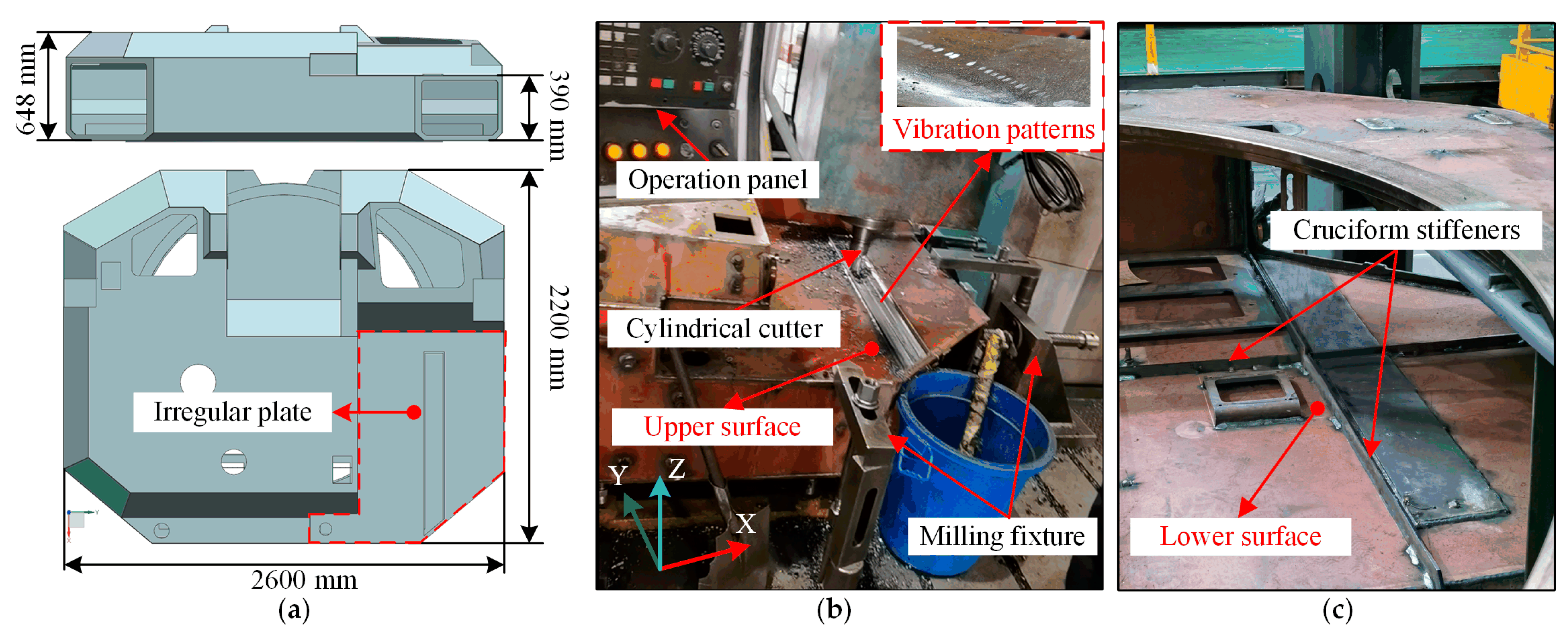
This study focuses on the IP within a large welded shell structure (WSS) in actual production, as shown in
Figure 1a. During the milling process, the IP exhibits significant vibrations, thereby affecting its surface quality, as shown in
Figure 1b. To enhance stiffness, cruciform stiffeners are added to the lower surface of the IP, thereby forming an STPS, as shown in
Figure 1c. However, the improvement in vibration resistance remains limited, with surface ripples and high machining amplitude still present. Hence, the STPSs were analyzed as initial structures to identify the key performance parameters and provide baseline data for further optimization.
2.1. Research Subject
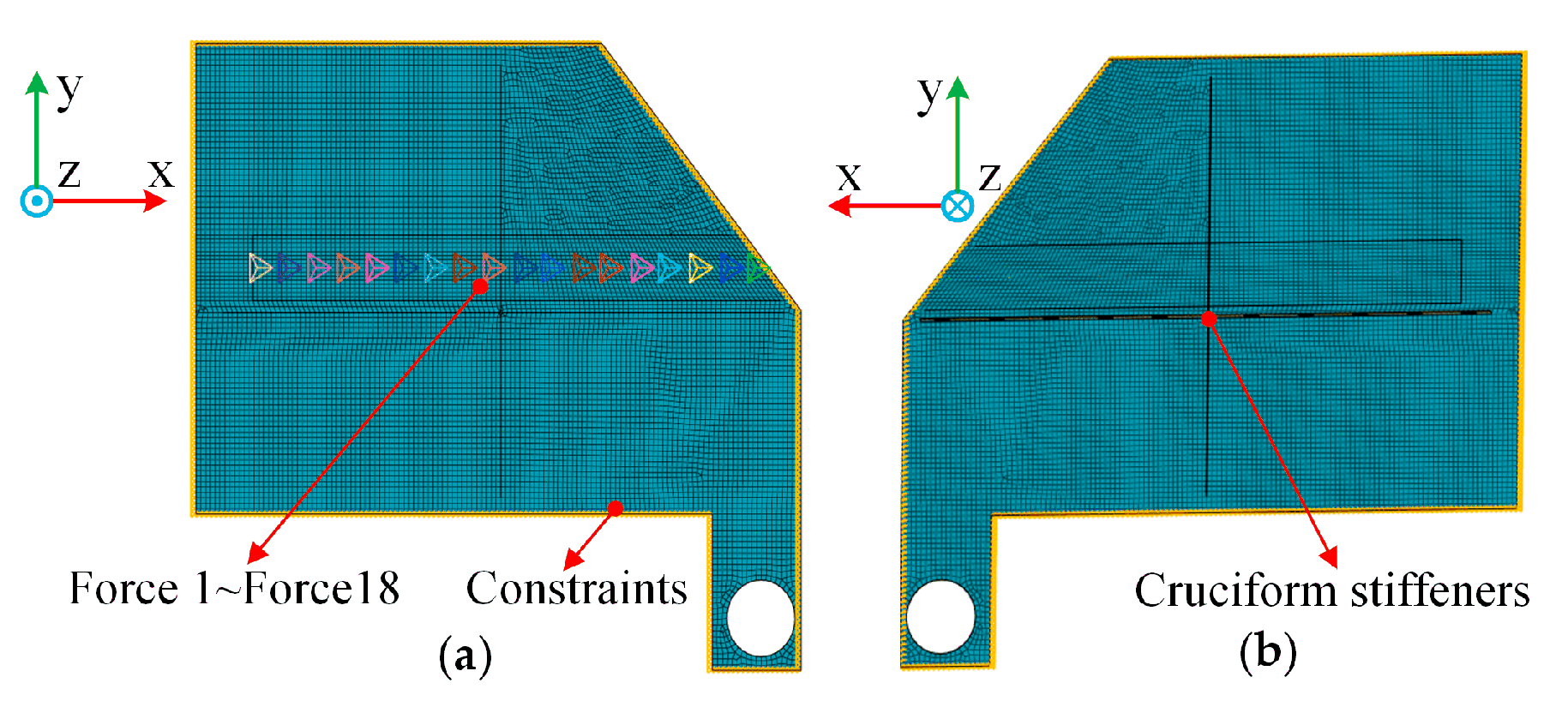
The STPS comprised an IP welded with stiffeners, with a cruciform layout of stiffeners on the lower surface, as shown in
Figure 2. The material properties of each component are presented in
Table 1. The thickness of the IP was 4.5 mm. The width of stiffeners 1 and stiffeners 2 is 5 mm, and their height is 30 mm. The width and height of stiffeners 3 are 5 mm and 25 mm, respectively. The non-design domain comprised three rectangular plates, each with a width and height of 5 and 20 mm, respectively. Based on the materials and dimensions, the initial mass of the STPS was calculated as 0.0402 t. This value was used as an economic indicator for structural optimization, with the mass being one of the optimization objectives.
2.2. Static Analysis
To determine the constraints and evaluation criteria for the optimized design of the STPS, finite element analysis software was used to conduct dynamic and static analyses. Parameters such as the load point displacement, stress, and natural frequencies were obtained for the initial STPS. Prior to the analysis, the boundary conditions, constraints, and loads were defined based on the actual stress state and connection methods of the structure.
2.2.1. Setting Boundary Conditions
The IP in the STPS was welded to the WSS. The WSS had a large overall size and was held in place by fixtures, thereby ensuring high stability. Hence, the boundary conditions for the STPS were set as fixed constraints.
2.2.2. Applying External Loads
During milling, the primary external load on the STPS was the milling force perpendicular to the IP plane. Hence, only the force exerted by the cylindrical milling cutter in this direction was considered to be the external load. Based on the parameters of the cylindrical milling cutter and milling process, the cutter had a diameter of 60 mm, a cutting width of 40 mm, eight teeth, a rake angle of 10°, a cutting depth of 2 mm, a spindle speed ranging from 300 to 600 rpm, and a feed rate of 300 mm/min. The perpendicular force component was calculated using the milling force calculation formula, with the maximum value FZ = 1299 N used as the input load.
2.2.3. Finite Element Model Construction
The stiffeners and IP are discretized using 10 mm shell elements (QUAD4) to develop the finite element model of the STPS, which employs a continuum modeling approach [
16,
17,
18,
19]. The meshes of the stiffeners and IP are connected using a shared node approach, thereby forming a continuous structure. The displacement compatibility at the connection is achieved by coupling the degrees of freedom at the nodes while also satisfying the requirements of multi-objective topology optimization software for continuum structures.
The model boundaries were defined as fixed constraints to simulate the actual stress conditions of the IP within the WSS. A 60 mm (milling cutter diameter) spacing was set, with 18 load points evenly distributed across the machined surface, arranged from right to left. Each load point was subjected to a 1299 N load, which was applied perpendicular to the IP in the negative Z-axis, thereby creating 18 load steps. The weight coefficient for each load step was set to one to simulate the excitation conditions during the milling process. Finally, a finite element model of the initial STPS was established, as shown in
Figure 3.
2.2.4. Performance Analysis Results
A static analysis was conducted on the STPS, thereby yielding stress values and maximum negative Z-axis displacements for the 18 load points, as presented in
Table 2. The results show that among the 18 load points, load point 11 had the largest displacement of 1.376 mm, whereas load point 1 had the smallest displacement of 0.034 mm. The lowest stress was observed at load point 1, with a value of 43.846 MPa, while the highest stress at load point 13 was 108.896 MPa, which was significantly below the tensile strength of the IP (1000 MPa) and satisfied the design requirements. Hence, the maximum negative Z-axis displacement was used as an optimization objective. Additionally, the minimum displacement (0.034 mm) and minimum stress (43.846 MPa) served as design constraints for further stiffener size optimization. The maximum displacement (1.376 mm) was used as a benchmark to evaluate the static performance optimization of the STPS.
2.3. Modal Analysis
A modal analysis was conducted on the initial STPS under static boundary conditions, thereby yielding the first six natural frequencies, as presented in
Table 3. The external excitation frequency during the milling process is influenced by the spindle speed and number of tool teeth. Under typical machining conditions with a spindle speed ranging from 300 to 400 rpm and eight tool teeth, the external excitation frequency during actual cutting is calculated to be between 40 and 53 Hz.
The analysis results indicate that the first natural frequency was 58.56 Hz, which was close to the range of the external excitation frequencies, whereas the remaining frequencies were >121 Hz. This suggests that the first natural frequency was more susceptible to external excitation than other frequency bands. Consequently, improving the first natural frequency was chosen as an optimization objective for the STPS.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}