
Interfacing the Control Systems of Enterprise-Level Process Equipment with a Robot Operating System




Abstract
1. Introduction
2. Literature Review
- ISO 13482, ISO/CD TR 234821, ISO/CD TR 234822 [23].
3. Materials and Methods
- The design and implementation of a communication channel between ROSs (Robot Operating Systems) and PLC control systems;
- The proposal of a new approach to the creation of a risk analysis of robotic workplaces.
3.1. Assumptions for the Implementation of Cobots in Production Systems
- A suitable cooperating robot and control system (cobot);
- The design of a suitable effector for the cobot.
3.2. The Incorporation of Robotic Systems into the Process Level of the Company
3.3. Holonic Manufacturing Systems
3.4. The Architecture of the Holonic Agent
4. The Design of a Risk Assessment of a Robotic Workplace
4.1. Definition of the Parameters of the Proposed Workplace
4.2. Identification of Sources of Risk
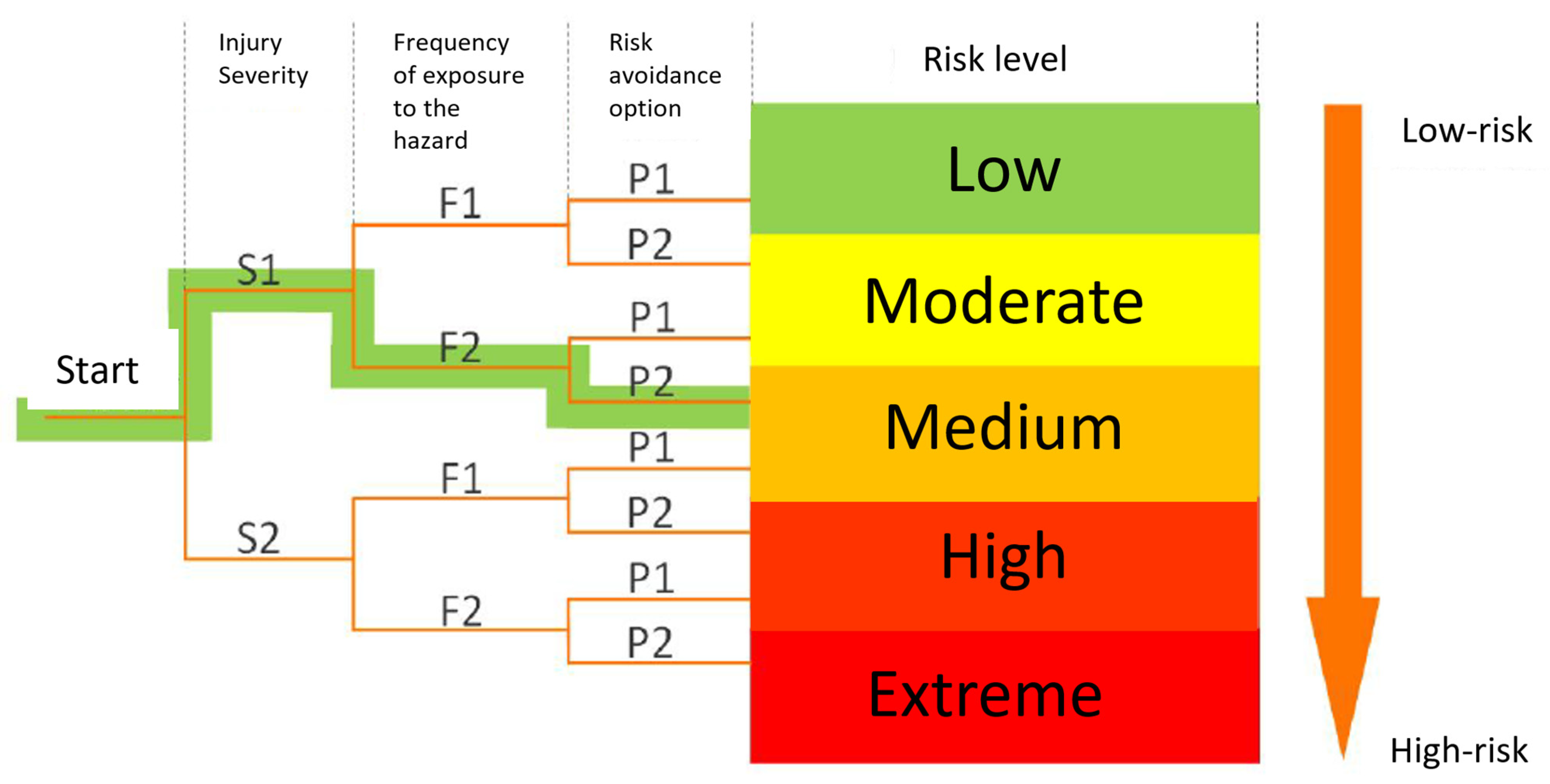
4.3. Determining Risk Levels
- Severity of injury (S):
- -
- S1 = Slight (normally reversible injury);
- -
- S2 = Serious (normally irreversible injury or death).
- Frequency of exposure to the hazard (F):
- -
- F1 = Seldom to less often and/or exposure time is short;
- -
- F2 = Frequent to continuous and/or exposure time is long).
- Possibility of avoiding the hazard (P);
- -
- P1 = Possible under specific conditions;
- -
- P2 = Scarcely possible.
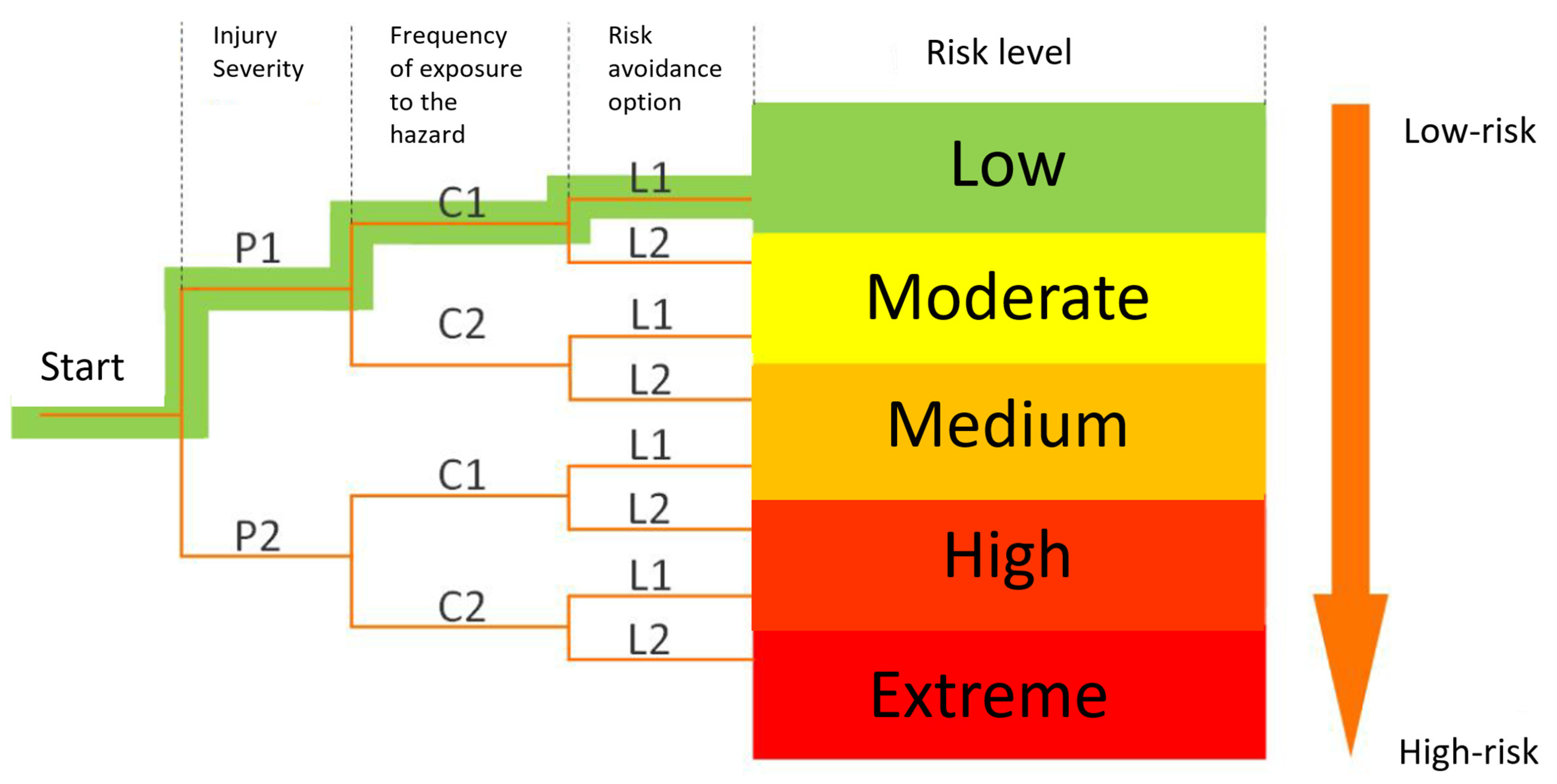
4.4. Design of Risk-Level Determination for Robotic Applications
- The ability to move and navigate in the space of advanced technologies. So far, we have considered static devices, but what if the cobot can move and orient itself in space? In this case, is it necessary to perform a risk analysis for the entire defined area of operation of the robot?
- Changes to the terms of reference: Currently, the establishment is obliged to submit a risk analysis evaluation, but the documents will be submitted based on fixed rules. This means that the robot will work in location “A” and perform activity “01”. In this case, the operator will be able to guarantee the safety of persons or technology. The possibility to change the environment or to adapt quickly to a new activity is considered one of the biggest advantages of cobots. When moving the cobot to location “B” or changing the task assignment and retraining the robot from activity “01” to “02”, the robot does not have a risk analysis performed and a risk reassessment by a safety engineer is necessary.
- The autonomy of technology is one of the other key parameters that is not given any importance nowadays. However, technologies are beginning to “feel” or “see”. This means that a robot, which is dangerous at first sight, sees you, perceives you in its environment, and can adapt to you. In the case of autonomous cobots, any movement is unpredictable, which is why, for example, the “P” parameter (the possibility of avoiding danger) in current standards makes one wonder whether it has merit in this case. Moreover, the trend in robotics is towards complete autonomy or “intelligence”, whereby the robot will be able to plan its routes, movements, obstacle avoidance, changes in planning its activities, etc., in human–robot cooperation. In the current risk analysis, we considered human–robot cooperation unconditionally as an operation with the potential for serious injury. However, in the case of the use of cobots, hitherto-inadmissible direct cooperation is also possible, and even in some cases, a human–robot collision is possible. The new ISO/TS 15066 [23] subsequently sets the level of individual forces, accelerations, and other parameters.
4.5. Risk Assessment
4.6. The Elimination of Risks
- The elimination of hazardous areas by designing solutions;
- Minimization of the risk by implementing safety protections;
- Marking the residual risk in the instructions for use.
4.7. Risk Elimination Design Using Holonic Agents and the Cloud
- The safety of persons;
- The environment and animals;
- Property.
4.8. Certification of the Robotic Workstation
5. Results
5.1. Experimental Validation Procedure
5.1.1. Identification of Processes for Automation, the Selection of a Suitable Robotic Cobot, and the Effector System
5.1.2. Integrating the Robotic System into the Process Level of a Holonic Manufacturing Company
- Plug and Play, the method via which, for example, USB components for computers (mouse, keyboard, etc.) work, are a requirement of the new industrial revolution. By connecting the keyboard to the computer, we achieved reliable keyboard–computer cooperation without any necessary configuration. Achieving the same result is what manufacturing companies strive to achieve when interconnecting industrial technologies. The cooperation of a cobot with an external system would be a matter of a few simple steps. In an attempt to realize the above, a data structure is proposed in the design part based on which the enterprise can define a certain type of operations to be carried out. Once a communication link is successfully established, the cobot can understand the “language” of the external system, resulting in the autonomous execution of the operations of the two interconnected technologies. In this case, the external simulated production device requests to establish communication with the cobot to:
- Supply material to the cobot;
- Remove manufactured parts from the conveyor belt.
6. Discussion
- The technology used: a Baxter cobot equipped with an emergency stop button.
- The type and characteristics of the operations performed: the requirement of the Baxter cobot is to perform handling operations to remove manufactured parts from the conveyor belt and to supply the external simulated system.
- The material to be handled: this is a part made of plastic in the shape of a cylinder with rounded edges and a max. weight of 0.02 kg.
- The effector: this is an electric effector designed by Rethink Robotics that meets the requirements for cooperation with a human.
- Risks associated with the robot: this is a summary of the safety characteristics of that robot, which allows us to assess that the cobot as a robotic technology itself is safe and does not pose a high risk to operators.
- Risks associated with the robotic system: This introduces the concepts of “quasi-static” and “dynamic” contact. In the case of tasks performed by a cobot, both of these contacts can occur, and in our case, they are evaluated with minimal risk to humans. In “quasi-static” contact, the application of forces is low, and thus, there is no risk of severe injuries (fractures, etc.). The Baxter cobot is adapted to cooperate with humans. Therefore, in dynamic contact, the human is not exposed to high risk, and the robot’s end effectors and loads have no sharp edges; the workplace uses a height-adjustable table, so in the case of human–robot cooperation, it is possible to ergonomically adjust its height according to the operator’s needs.
- Risks associated with the application:
- The main task of the Baxter cobot is the handling of light parts and rounded edges, where there is no high risk of injury.
- The proposed workstation concept makes human–robot cooperation unique. One of the factors affecting safety could be the reduced concentration of the operator when carrying out continuous cooperation with the cobot.
- There are no facilities in the vicinity of the proposed workplace producing hazardous factors affecting human health (noise, sparking, etc.).
- Parameter “P”: From a process point of view, the handling of a lightweight rounded part made of plastic material is a safe process. Even in unsafe situations where the cobot releases the part from its jaws—the effector—no serious injury will occur, so we selected parameter “P1” (safe processes).
- Parameter “C”: In the design part, the devices were divided into static and dynamic, and the experimental workstation in the ZIMS lab was static. The Baxter cobot was in its fixed position and the execution of its movements was determined by precisely defined trajectories. Risk detection was predictable. A trained person could estimate the robot’s behaviour, resulting in avoidable injuries in the event of a potential hazard. Based on the above, we selected the parameter “C1” (static device).
- Parameter “L”: The Baxter cobot was implemented in the lab not only from the perspective of human–robot cooperation, but also robot–machine cooperation. It was in the latter case that it was primarily about fulfilling the needs of the simulated production facility. The role of the human may consist of supplying material to the cobot, for example. It was the low frequency of human–robot cooperation that was the basis for our choice of the parameter “L1”.
6.1. Robotic Workstation Certification
6.2. Future Research Directions
- The implementation of cobots in a manufacturing enterprise with the possibility of establishing communication with external systems was presented in the thesis using the theory of holonic manufacturing systems. We defined the term “holonic agent” and, thus, we know that it consists of an upper HLC layer and a lower LLC layer. At the upper layer, agent communication, negotiation, ordering, and so on take place between the holons. At the lower layer, the exchange of process data takes place. In the given problem, the area of design and standardization of communication between the above-mentioned HLC and LLC layers is still unexplored, which is also a recommendation for a further research direction.
- The given paper also extensively dealt with the design of the individual steps—the procedure for the successful commissioning of the cobot. Based on the research and subsequent practical implementation, a communication interface of the ROS (Robotic Operating System) with a PLC programmable logic automaton was developed. However, it is important to note that, despite this research, the communication at the lower level between the holons at the LLC level is not sufficiently explored nowadays, or the communication channel needs to be redesigned in detail and standardized to create “plug and play” technologies. The result of this part of the development can have enormous benefits for the practice. The new findings from the design of new standards by the OPC Foundation, which proposed the “Automation ML” standard at the time of the work, were brought to attention.
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| AGV | Automated Guided Vehicle |
| ERP | Enterprise Resource Planning |
| GPS | Global Positioning System |
| HLC | High-level control |
| HMI | Human–machine interface |
| IFR | International Federation of Robots |
| LLC | Low-level control |
| LSB | Least significant bit |
| MAS | Multiagent system |
| MES | Manufacturing Execution System |
| OPC | OLE for Process Control |
| PL | Performance Level |
| PLC | Programmable logic controller |
| ROS | Robot Operating System |
| SIL | Safety Integrity Level |
| SLAM | Simultaneous localization and mapping |
| TCP/IP | Transmission Control Protocol/Internet Protocol |
| XML | eXtensible Markup Language |
| ZIMS | Zilina Intelligent Manufacturing System |
References
- Arviv, K.; Stern, H.; Edan, Y. Collaborative reinforcement learning for a tworobot job transfer flow-shop scheduling problem. Int. J. Prod. Res. 2016, 54, 1196–1209. [Google Scholar] [CrossRef]
- Kadir, B.A.; Broberg, O.; Souza da Conceição, C. Designing human-robot collaborations in industry 4.0: Explorative case studies. In Proceedings of the DS 92: Proceedings of the DESIGN 2018 15th International Design Conference, Dubrovnik, Croatia, 21–24 May 2018; pp. 601–610. [Google Scholar] [CrossRef]
- Marvel, J.A.; Norcross, R. Implementing speed and separation monitoring in collaborative robot workcells. Robot. Comput.-Integr. Manuf. 2017, 44, 144–155. [Google Scholar] [CrossRef] [PubMed]
- El Zaatari, S.; Marei, M.; Li, W.; Usman, Z. Cobot programming for collaborative industrial tasks: An overview. Robot. Auton. Syst. 2019, 116, 162–180. [Google Scholar] [CrossRef]
- Hashemi-Petroodi, S.E.; Dolgui, A.; Kovalev, S.; Kovalyov, M.Y.; Thevenin, S. Workforce reconfiguration strategies in manufacturing systems: A state of the art. Int. J. Prod. Res. 2020, 59, 6721–6744. [Google Scholar] [CrossRef]
- Cohen, Y.; Shoval, S.; Faccio, M.; Minto, R. Deploying cobots in collaborative systems: Major considerations and productivity analysis. Int. J. Prod. Res. 2022, 60, 1815–1831. [Google Scholar] [CrossRef]
- Prati, E.; Peruzzini, M.; Pellicciari, M.; Raffaeli, R. How to Include User EXperience in the Design of Human-Robot Interaction. Robot. Comput. Integr. Manuf. 2021, 68, 102072. [Google Scholar] [CrossRef]
- Cardoso, A.; Colim, A.; Bicho, E.; Braga, A.C.; Menozzi, M.; Arezes, P. Ergonomics and human factors as a requirement to implement safer collaborative robotic workstations: A literature review. Safety 2021, 7, 71. [Google Scholar] [CrossRef]
- Harada, K.; Kajita, S.; Kaneko, K.; Hirukawa, H. Dynamics and Balance of a Humanoid Robot During Manipulation Tasks. IEEE Trans. Robot. 2006, 22, 568–575. [Google Scholar] [CrossRef]
- Wong, C.Y.; Samadi, S.; Suleiman, W.; Kheddar, A. Touch Semantics for Intuitive Physical Manipulation of Humanoids. IEEE Trans. Hum.-Mach. Syst. 2022, 52, 1111–1121. [Google Scholar] [CrossRef]
- Krajcovic, M.; Gabajova, G.; Matys, M.; Grznar, P.; Dulina, L.; Kohar, R. 3D interactive learning environment as a tool for knowledge transfer and retention. Sustainability 2021, 13, 7916. [Google Scholar] [CrossRef]
- Marschall, M.; Gregor, M.; Durica, L.; Vavrik, V.; Bielik, T.; Grznar, P.; Mozol, S. Defining the Number of Mobile Robotic Systems Needed for Reconfiguration of Modular Manufacturing Systems via Simulation. Machines 2022, 10, 316. [Google Scholar] [CrossRef]
- Krajcovic, M.; Furmannova, B.; Grznar, P.; Furmann, R.; Plinta, D.; Svitek, R.; Antoniuk, I. System of Parametric Modelling and Assessing the Production Staff Utilisation as a Basis for Aggregate Production Planning. Appl. Sci. 2021, 11, 9347. [Google Scholar] [CrossRef]
- Dzedzickis, A.; Subačiūtė-Žemaitienė, J.; Šutinys, E.; Samukaitė-Bubnienė, U.; Bučinskas, V. Advanced applications of industrial robotics: New trends and possibilities. Appl. Sci. 2021, 12, 135. [Google Scholar] [CrossRef]
- Micieta, B.; Durica, L.; Binasova, V. Bio-Inspired Manufacturing Multi-Agent System for Control and Coordination of AGV Systems. Preprints 2016, 2016090003. [Google Scholar] [CrossRef]
- Liu, H.; Zhou, L.; Zhao, J.; Wang, F.; Yang, J.; Liang, K.; Li, Z. Deep-Learning-Based Accurate Identification of Warehouse Goods for Robot Picking Operations. Sustainability 2022, 14, 7781. [Google Scholar] [CrossRef]
- Liu, L.; Zou, Z.; Greene, R.L. The Effects of Type and Form of Collaborative Robots in Manufacturing on Trustworthiness, Risk Perceived, and Acceptance. Int. J. Hum.–Comput. Interact. 2023, 62, 1–14. [Google Scholar] [CrossRef]
- Mason, A.; Korostynska, O.; Cordova-Lopez, L.E.; Esper, I.; Romanov, D.; Ross, S.; Takács, K.; Haidegger, T. Meat Factory Cell: Assisting Meat Processors Address Sustainability in Meat Production. In Proceedings of the 2021 IEEE 21st International Symposium on Computational Intelligence and Informatics (CINTI), Budapest, Hungary, 18–20 November 2021; IEEE: Piscataway, NJ, USA, 2021; pp. 103–108. [Google Scholar]
- Matthias, B. Industrial Safety Requirements for Collaborative Robots and Applications. In ERF 2014 Workshop: Workspace Safety in Industrial Robotics: Trends, Integration, and Standards; 2014; Available online: https://www.google.com.hk/url?sa=t&rct=j&q=&esrc=s&source=web&cd=&ved=2ahUKEwin6L-3wKaBAxXGeN4KHTBVD2AQFnoECBQQAQ&url=https%3A%2F%2Fwww.infoplc.net%2Ffiles%2Fdocumentacion%2Frobotica%2FinfoPLC_net_Industrial_HRC_ERF2014_.pdf&usg=AOvVaw1wd7Ka6qTWDOTcMUQEJlcD&opi=89978449 (accessed on 4 September 2023).
- Bi, Z.M.; Lang, S.Y.T.; Shen, W.; Wang, L. Reconfigurable Manufacturing Systems: The State of the Art. Int. J. Prod. Res. 2008, 46, 967–992. [Google Scholar] [CrossRef]
- Haidegger, T. Taxonomy and Standards in Robotics. In Encyclopedia of Robotics; Springer Nature: Berlin/Heidelberg, Germany, 2021. [Google Scholar]
- ISO 8373:2021; Robotics—Vocabulary. ICS: 01.040.25 Manufacturing Engineering (Vocabularies). 25.040.30 Industrial Robots. Manipulators 202+. ISO: Geneva, Switzerland, 2021.
- Jacobs, T.; Veneman, J.; Virk, G.S.; Haidegger, T. The Flourishing Landscape of Robot Standardization. IEEE Robot. Autom. Mag. 2018, 25, 8–15. [Google Scholar] [CrossRef]
- Mai, V.; Vanderborght, B.; Haidegger, T.; Khamis, A.; Bhargava, N.; Boesl, D.B.O.; Gabriels, K.; Jacobs, A.; Moon, A.; Murphy, R. The Role of Robotics in Achieving the United Nations Sustainable Development Goals—The Experts’ Meeting at the 2021 IEEE/RSJ IROS Workshop [Industry Activities]. IEEE Robot. Autom. Mag. 2022, 29, 92–107. [Google Scholar] [CrossRef]
- Boesl, D.B.O.; Haidegger, T.; Khamis, A.; Mai, V.; Mörch, C. Automating the Achievement of SDGs: Robotics Enabling & Inhibiting the Accomplishment of the SDGs. In Emerging Science, Frontier Technologies, and the SDGs—Perspectives from UN System and Science and Technology Communities; The UN Interagency Task Team on Science, Technology and Innovation for the SDGs (IATT): New York, NY, USA, 2021. [Google Scholar]
- Huang, S.-J.; Tsai, J.-P. Robotic Automatic Assembly System for Random Operating Condition. Int. J. Adv. Manuf. Technol. 2005, 27, 334–344. [Google Scholar] [CrossRef]
- McKenzie, R.M.; Barraclough, T.W.; Stokes, A.A. Integrating Soft Robotics with the Robot Operating System: A Hybrid Pick and Place Arm. Front. Robot. AI 2017, 4, 39. [Google Scholar] [CrossRef]
- Onal, C.D. System-Level Challenges in Pressure-Operated Soft Robotics. In Proceedings of the Micro-and Nanotechnology Sensors, Systems, and Applications VIII, Baltimore, MD, USA, 17–21 April 2016; SPIE: Bellingham, WA, USA, 2016; Volume 9836, pp. 391–398. [Google Scholar]
- Grznar, P.; Krajcovic, M.; Gola, A.; Dulina, L.; Furmannova, B.; Mozol, S.; Svitek, R. The Use of a Genetic Algorithm for Sorting Warehouse Optimisation. Processes 2021, 9, 1197. [Google Scholar] [CrossRef]
- DiLuoffo, V.; Michalson, W.R.; Sunar, B. Robot Operating System 2: The Need for a Holistic Security Approach to Robotic Architectures. Int. J. Adv. Robot. Syst. 2018, 15, 1729881418770011. [Google Scholar] [CrossRef]
- Vinod, B.; Bindu, B.; Koushik Karan, G.N.; Jayanth Akash, V.E.; Dinesh Kumar, S. Design and Implementation of the 6-DoF Robotic Manipulator Using Robot Operating System. Int. J. Nonlinear Anal. Appl. 2021, 12, 1753–1760. [Google Scholar]
- Zhou, D.; Xu, K.; Lv, Z.; Yang, J.; Li, M.; He, F.; Xu, G. Intelligent Manufacturing Technology in the Steel Industry of China: A Review. Sensors 2022, 22, 8194. [Google Scholar] [CrossRef]
- Ostrosi, E.; Fougères, A.-J.; Zhang, Z.-F.; Stjepandić, J. Intelligent Modular Design with Holonic Fuzzy Agents. Adv. Manuf. 2021, 9, 81–103. [Google Scholar] [CrossRef]
- Macherki, D.; Diallo, T.M.L.; Choley, J.-Y.; Guizani, A.; Barkallah, M.; Haddar, M. The Q-Holon: A Quadridimensional Holon to Design and Operate an Adaptive and Scalable Architecture for CPPS. In Proceedings of the 2020 21st International Conference on Research and Education in Mechatronics (REM), Cracow, Poland, 9–11 December 2020; IEEE: Piscataway, NJ, USA, 2020; pp. 1–6. [Google Scholar]
- Ni, C.; Yan, H. Intelligent Manufacturing Execution System Based on Holon Modularity. In Proceedings of the 2022 IEEE 6th Advanced Information Technology, Electronic and Automation Control Conference (IAEAC), Beijing, China, 3–5 October 2022; pp. 1187–1191. [Google Scholar]
- Hall, K.H.; Staron, R.J.; Vrba, P. Holonic and Agent-Based Control. IFAC Proc. Vol. 2005, 38, 193–198. [Google Scholar] [CrossRef]
- Pedrycz, W. Computational Intelligence as an Emerging Paradigm of Software Engineering. In Proceedings of the 14th International Conference on Software Engineering and Knowledge Engineering, Ischia, Italy, 15–19 July 2002; pp. 7–14. [Google Scholar]
- Zhu, H. Granular Problem Solving and Its Applications in Software Engineering. Int. J. Granul. Comput. Rough Sets Intell. Syst. 2009, 1, 150–163. [Google Scholar] [CrossRef]
- Pekarcikova, M.; Trebuna, P.; Markovic, J. Case Study of Modelling the Logistics Chain in Production. Procedia Eng. 2014, 96, 355–361. [Google Scholar] [CrossRef][Green Version]
- Starecek, A.; Babelova, Z.G.; Makysova, H.; Caganova, D. Sustainable Human Resource Management and Generations of Employees in Industrial Enterprises. Acta Logist. 2021, 8, 45–53. [Google Scholar] [CrossRef]
- Gyurak Babelova, Z.; Vranakova, N.; Starecek, A. Moderating Effect of Industry 4.0 on the Performance of Enterprises in the Constrains Related to COVID-19 in the Perception of Employees in Slovakia. Adm. Sci. 2022, 12, 183. [Google Scholar] [CrossRef]
- Giret, A. A Multi Agent Methodology for Holonic Manufacturing Systems. In Proceedings of the Fourth International Joint Conference on Autonomous Agents and Multiagent Systems, Utrecht, The Netherlands, 25–29 July 2005; p. 1375. [Google Scholar]
- Botti, V.; Giret, A. Holonic Manufacturing Systems; Springer: Berlin/Heidelberg, Germany, 2008; ISBN 1848003099. [Google Scholar]
- Inbari, M. The ‘Deconversion’ of Arthur Koestler: A Study in Cognitive Dissonance. Contemp. Jew. 2018, 38, 127–149. [Google Scholar] [CrossRef]
- Russell, S.J. Artificial Intelligence a Modern Approach; Pearson Education, Inc.: Upper Saddle River, NJ, USA, 2010; ISBN 0136042597. [Google Scholar]
- Giret, A.; Botti, V. Holons and Agents. J. Intell. Manuf. 2004, 15, 645–659. [Google Scholar] [CrossRef]
- Cheng, F.T.; Chang, C.F.; Wu, S.L. Development of holonic manufacturing execution systems. J. Intell. Manuf. 2004, 15, 253–267. [Google Scholar] [CrossRef]
- Christensen, J.H.; Strasser, T.; Valentini, A.; Vyatkin, V.; Zoitl, A. The IEC 61499 Function Block Standard: Overview of the Second Edition. ISA Autom. Week 2012, 6, 6–7. [Google Scholar]
- Calabrese, M.; Amato, A.; Lecce, V.D.; Piuri, V. Hierarchical-Granularity Holonic Modelling. J. Ambient Intell. Humaniz. Comput. 2010, 1, 199–209. [Google Scholar] [CrossRef][Green Version]
- Vrba, P.; Tichý, P.; Mařík, V.; Hall, K.H.; Staron, R.J.; Maturana, F.P.; Kadera, P. Rockwell Automation’s Holonic and Multiagent Control Systems Compendium. IEEE Trans. Syst. Man Cybern. Part C Appl. Rev. 2010, 41, 14–30. [Google Scholar] [CrossRef]
- Ochsner, K.N.; Silvers, J.A.; Buhle, J.T. Functional Imaging Studies of Emotion Regulation: A Synthetic Review and Evolving Model of the Cognitive Control of Emotion. Ann. N. Y. Acad. Sci. 2012, 1251, E1–E24. [Google Scholar] [CrossRef]
- Harcuba, O.; Vrba, P. Ontologies for Flexible Production Systems. In Proceedings of the 2015 IEEE 20th Conference on Emerging Technologies & Factory Automation (ETFA), Luxembourg, 8–11 September 2015; IEEE: Piscataway, NJ, USA, 2015; pp. 1–8. [Google Scholar]
- Malavolta, I.; Lewis, G.A.; Schmerl, B.; Lago, P.; Garlan, D. Mining guidelines for architecting robotics software. J. Syst. Softw. 2021, 178, 110969. [Google Scholar] [CrossRef]
- Pałka, P.; Zieliński, C.; Dudek, W.; Seredyński, D.; Szynkiewicz, W. Communication-Focused Top-Down Design of Robotic Systems Based on Binary Decomposition. Energies 2022, 15, 7983. [Google Scholar] [CrossRef]
- Gambao, E. Analysis exploring risks and opportunities linked to the use of collaborative industrial robots in Europe. In Study—Panel for the Future of Science and Technology; European Parliamentary: Brussels, Belgium, 2023; ISBN 978-92-848-0799-4. [Google Scholar]
- Quigley, M.; Conley, K.; Gerkey, B.; Faust, J.; Foote, T.; Leibs, J.; Wheeler, R.; Ng, A.Y. ROS: An Open-Source Robot Operating System. In Proceedings of the ICRA Workshop on Open Source Software, Kobe, Japan, 12–17 May 2009; Volume 3, p. 5. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reading Data from an External System (Production Device) | Writing Data on an External System (Production Device) |
|---|---|
| External equipment security | Cobot safety |
| External device status | Status of the cobot |
| Enabling operations from an external device | The current cobot operation being performed |
| Termination of the cobot operation |
| Reading Data from an External System (Production Device) | Writing Data on an External System (Production Device) |
|---|---|
| Safety of the cobot | Safety of Baxter cobot |
| Status of the cobot | External Baxter cobot status |
| The cobot operation currently being executed | The current cobot operation being performed |
| Termination of the cobot operation |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Micieta, B.; Binasova, V.; Marcan, P.; Gaso, M. Interfacing the Control Systems of Enterprise-Level Process Equipment with a Robot Operating System. Electronics 2023, 12, 3871. https://doi.org/10.3390/electronics12183871
Micieta B, Binasova V, Marcan P, Gaso M. Interfacing the Control Systems of Enterprise-Level Process Equipment with a Robot Operating System. Electronics. 2023; 12(18):3871. https://doi.org/10.3390/electronics12183871
Chicago/Turabian StyleMicieta, Branislav, Vladimira Binasova, Peter Marcan, and Martin Gaso. 2023. "Interfacing the Control Systems of Enterprise-Level Process Equipment with a Robot Operating System" Electronics 12, no. 18: 3871. https://doi.org/10.3390/electronics12183871
APA StyleMicieta, B., Binasova, V., Marcan, P., & Gaso, M. (2023). Interfacing the Control Systems of Enterprise-Level Process Equipment with a Robot Operating System. Electronics, 12(18), 3871. https://doi.org/10.3390/electronics12183871