
Energy Saving Implementation in Hydraulic Press Using Industrial Internet of Things (IIoT)


 , ,
, ,  , ,
, , 
 , and
, and
Abstract
1. Introduction
2. Materials and Methods
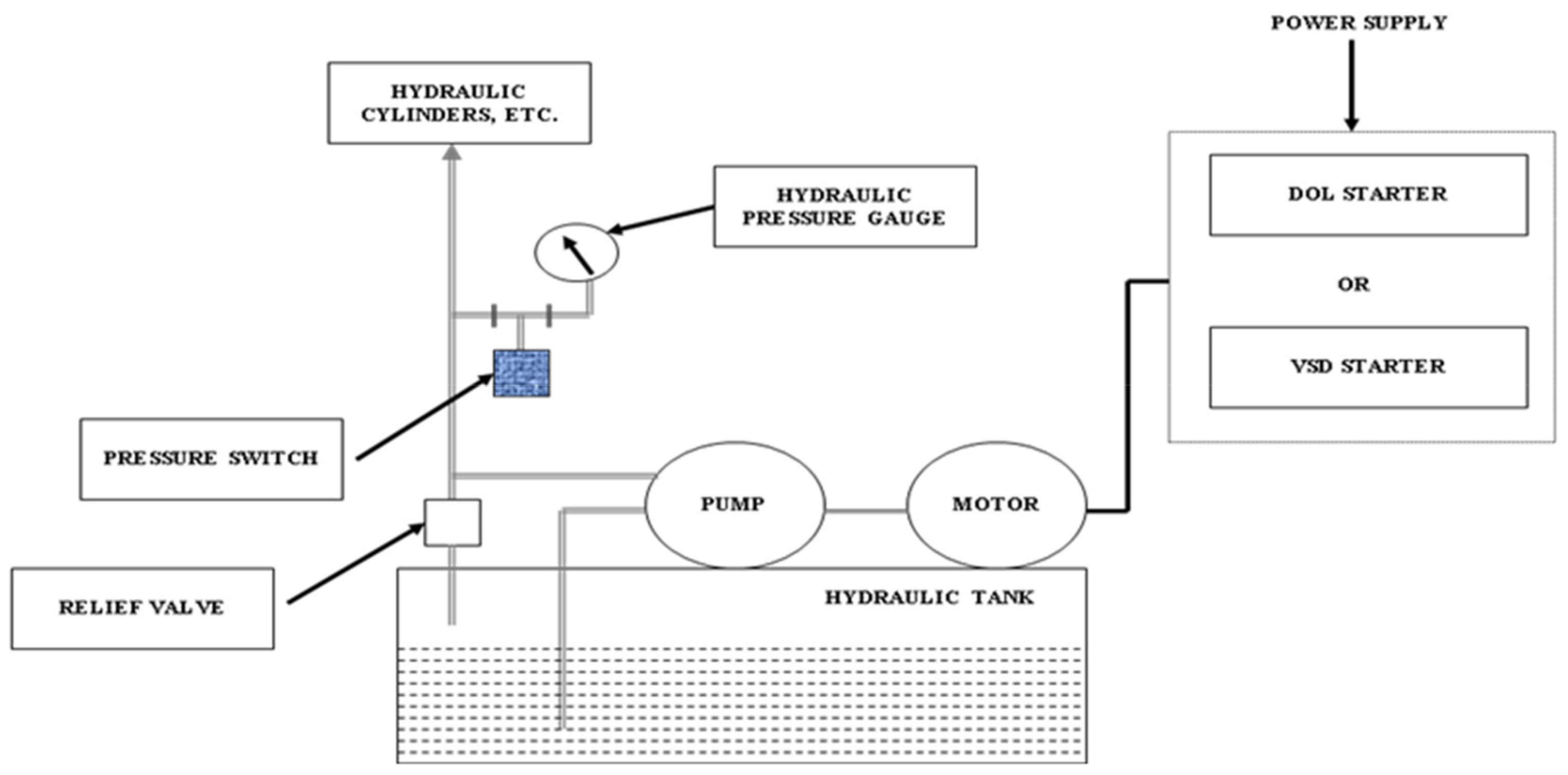
- Collection of important data related to the existing mode of operation (DOL starter), which included hydraulic pump motor starting current, continuous current during the loading and unloading cycle, input supply voltage, input power factor, hydraulic pump pressure, and the number of press strokes, etc.
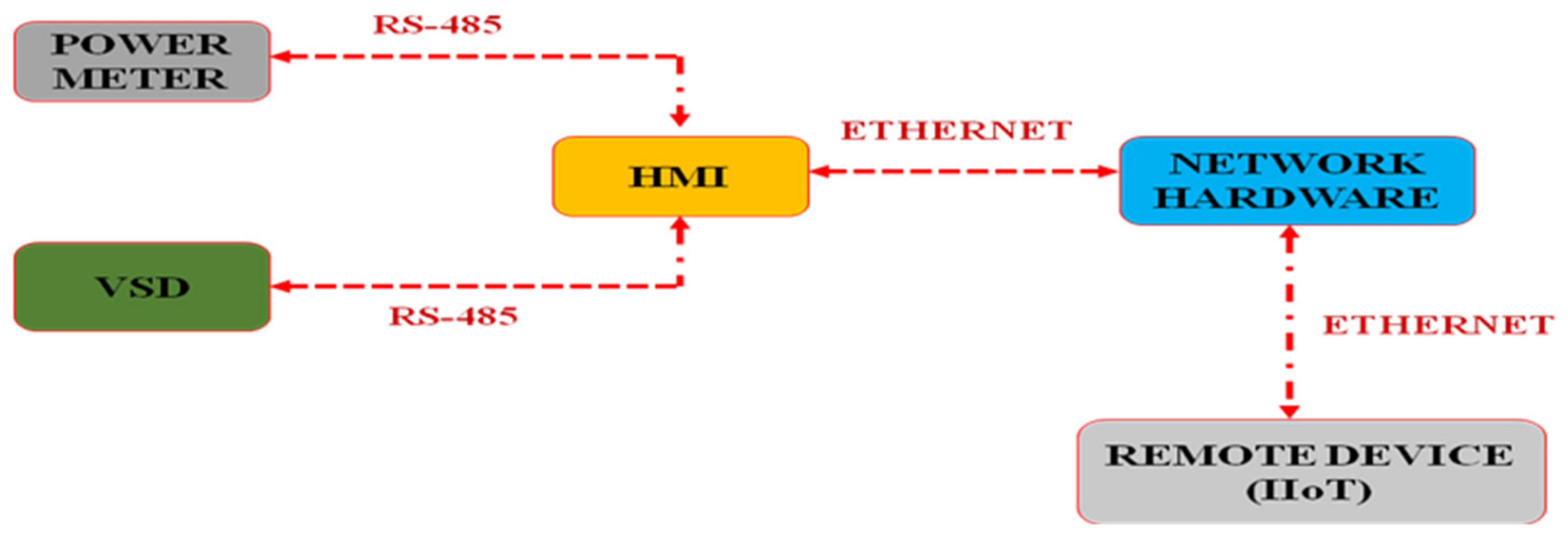
- Design of IIoT-based remote monitoring and data analysis system for conducting energy audits remotely. This system was composed of—(i). Power meter, (ii). Human Machine Interface (HMI), (iii). Networking hardware for enabling remote access of HMI, (iv). VSD and (v). The remote monitoring station is shown in Figure 3. The power meter and VSD were connected to the HMI over the RS-485 communication protocol for the interchange of important data digitally. Networking hardware connected HMI with the remote monitoring station over a high-speed ethernet communication network utilizing a virtual private network (VPN).

- Installation of IIoT-based remote monitoring and data analysis system for a remote energy audit with both DOL and VSD control methods one by one.
- Data recorded in HMI during the DOL mode of operation was accessed remotely, monitoring and data analysis [63].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Rated Specification |
|---|---|
| Power | 7.5 kW |
| Input Volts | 3 Phase, 380–480 V |
| Input Frequency | 50, 60 Hz |
| Output Current | 16.5 A |
| Overload capability | 120% of rated current for 1 min. |
| Model Code | FRN7.5F1S-4A |
| Make | Fuji Electric |
- A detailed energy-saving audit report was prepared based on data collected remotely using IIoT.
3. Results and Discussions
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Huang, H.; Zou, X.; Li, L.; Li, X.; Liu, Z. Energy-saving design method for hydraulic press drive system with multi motor-pumps. Int. J. Precis. Eng. Manuf. Green Technol. 2019, 6, 223–234. [Google Scholar] [CrossRef]
- Messner, F.; Scheidl, R.; Haas, R.; Gattringer, H.; Springer, K. A Combined Variable Displacement–Digital Cylinder Hydraulic Drive for Large Presses with High Operating Frequencies. J. Dyn. Syst. Meas. Control. 2016, 138, 074502. [Google Scholar] [CrossRef]
- Gao, M.; Li, L.; Wang, Q.; Liu, C. Energy efficiency and dynamic analysis of a novel hydraulic system with double actuator. Int. J. Precis. Eng. Manuf. Green Technol. 2020, 7, 643–655. [Google Scholar]
- Wang, T.; Wang, Q. An energy-saving pressure-compensated hydraulic system with electrical approach. IEEE/ASME Trans. Mechatron. 2014, 19, 570–578. [Google Scholar] [CrossRef]
- Zhao, W.B.; Jeong, J.W.; Noh, S.D.; Yee, J.T. Energy simulation framework integrated with green manufacturing-enabled PLM information model. Int. J. Precis. Eng. Manuf. Green Technol. 2015, 2, 217–224. [Google Scholar]
- Jo, H.; Noh, S.D.; Cho, Y. An agile operations management system for green factory. Int. J. Precis. Eng. Manuf. Green Technol. 2014, 1, 131–143. [Google Scholar] [CrossRef][Green Version]
- Luan, X.; Zhang, S.; Li, G. Modified power prediction model based on infinitesimal cutting force during face milling process. Int. J. Precis. Eng. Manuf. Green Technol. 2018, 5, 71–80. [Google Scholar]
- Schmidt, C.; Li, W.; Thiede, S.; Kara, S.; Herrmann, C. A methodology for customized prediction of energy consumption in manufacturing industries. Int. J. Precis. Eng. Manuf. Green Technol. 2015, 2, 163–172. [Google Scholar] [CrossRef]
- BP Statistical Review of World Energy. 2014. Available online: www.bp.com/en/global/corporate/about-bp/energy-economics/statistical-review-of-world-energy.html (accessed on 8 September 2022).
- The Forests per Hectare Absorb 54 Million Tons of Carbon Dioxide Each Year In Zhejiang. Available online: http://zj.people.com.cn/GB/13547008.html (accessed on 8 September 2022).
- Cai, W.; Lai, K.H.; Liu, C.; Wei, F.; Ma, M.; Jia, S.; Jiang, Z.; Lv, L. Promoting sustainability of manufacturing industry through the lean energy-saving and emission-reduction strategy. Sci. Total Environ. 2019, 665, 23–32. [Google Scholar]
- Cai, W.; Liu, C.; Lai, K.-H.; Li, L.; Cunha, J.; Hu, L. Energy performance certifcation in mechanical manufacturing industry: A review and analysis. Energy Convers. Manag. 2019, 186, 415–432. [Google Scholar]
- Quan, Z.; Quan, L.; Zhang, J. Review of energy efficient direct pump controlled cylinder electro-hydraulic technology. Renew. Sustain. Energy Rev. 2014, 35, 336–346. [Google Scholar] [CrossRef]
- Lin, T.; Chen, Q.; Ren, H.; Huang, W.; Chen, Q.; Fu, S. Review of boom potential energy regeneration technology for hydraulic construction machinery. Renew. Sustain. Energy Rev. 2017, 79, 358–371. [Google Scholar]
- Grabbel, J.; Ivantysynova, M. An investigation of swash plate control concepts for displacement controlled actuators. Int. J. Fluid Power 2005, 6, 19–36. [Google Scholar] [CrossRef]
- Ven, J.D.V.D. Constant pressure hydraulic energy storage through a variable area piston hydraulic accumulator. Appl. Energy 2013, 105, 262–270. [Google Scholar]
- Dai, M.; Zhao, S.; Fan, X.U.; Yuan, X. The 20MN energy saving fast forging press hydraulic system design. In Proceedings of the 10th Asia-Pacifc Conference, Wuhan, China, 15–17 November 2011; pp. 368–372. [Google Scholar]
- Zhang, Q.; Fang, J.; Wei, J.; Xiong, Y.; Wang, G. Adaptive robust motion control of a fast forging hydraulic press considering the nonlinear uncertain accumulator model. Proc. Inst. Mech. Eng. Part I J. Syst. Control. Eng. 2016, 230, 483–497. [Google Scholar]
- Ma, Q.; Kong, X.; Yao, J. Research of the infuence factors of the accumulator fast forging hydraulic control system. In Proceedings of the 2010 IEEE International Conference on Automation and Logistics, Hong Kong, China, 16–20 August 2010; pp. 414–417. [Google Scholar]
- Dai, M.Q.; Zhao, S.D.; Yuan, X.M. The application study of accumulator used in hydraulic system of 20MN fast forging machine. Appl. Mech. Mater. 2011, 80, 870–874. [Google Scholar] [CrossRef]
- Zhao, X.X.; Zhang, S.S.; Ke, W.; Wen, P.F.; Zhou, C.L. Research on operating parameters matching and efciency optimization for hydraulic system based on AMESim. Appl. Mech. Mater. 2015, 779, 192–198. [Google Scholar]
- Monn, J.A.; Raffio, T.S.; Kissock, K. Energy Efficient Mechanical Press and Hydraulic System Operation, (No. 2012-01-0326). SAE Technical Paper. In Proceedings of the SAE 2012 World Congress & Exhibition, Detroit, MI, USA, 24–26 April 2012. [Google Scholar]
- Camoirano, R.; Dellepiane, G. Variable frequency drives for MSF desalination plant and associated pumping stations. Desalination 2005, 182, 53–65. [Google Scholar] [CrossRef]
- Su, C.L.; Chung, W.L.; Yu, K.T. An Energy-Savings Evaluation Method for Variable-Frequency-Drive Applications on Ship Central Cooling Systems. IEEE Trans. Ind. Appl. 2014, 50, 1286–1294. [Google Scholar] [CrossRef]
- Zheng, J.M.; Zhao, S.D.; Wei, S.G. Application of self-tuning fuzzy PID controller for a SRM direct drive volume control hydraulic press. Control Eng. Pract. 2009, 17, 1398–1404. [Google Scholar]
- Pugi, L.; Pagliai, M.; Nocentini, A.; Lutzemberger, G.; Pretto, A. Design of a hydraulic servo-actuation fed by a regenerative braking system. Appl. Energy 2017, 187, 96–115. [Google Scholar]
- Zheng, J.M.; Zhao, S.d.; Wei, S.G. Fuzzy iterative learning control of electrohydraulic servo system for SRM direct-drive volume control hydraulic press. J. Cent. South Univ. 2010, 17, 316–322. [Google Scholar] [CrossRef]
- Lovrec, D.; Kastrevc, M.; Ulaga, S. Electro-hydraulic load sensing with a speed-controlled hydraulic supply system on forming-machines. Int. J. Adv. Manuf. Technol. 2009, 41, 1066–1075. [Google Scholar]
- Fang, K.; Uhan, N.; Zhao, F.; Sutherland, J.W. A new approach to scheduling in manufacturing for power consumption and carbon footprint reduction. J. Manuf. Syst. 2011, 30, 234–240. [Google Scholar]
- Yin, L.; Li, X.; Gao, L.; Lu, C.; Zhang, Z. A novel mathematical model and multi-objective method for the low-carbon flexible job shop scheduling problem, considering productivity, energy efficiency and noise reduction. Sustain. Comput. Inform. Syst. 2017, 13, 15–30. [Google Scholar]
- Fox, K.; Im, S.; Moseley, B. Energy efficient scheduling of parallelizable jobs. Theor. Comput. Sci. 2018, 726, 30–40. [Google Scholar]
- Saidur, R.; Mekhilef, S.; Ali, M.B.; Safari, A.; Mohammed, H.A. Applications of variable speed drive (VSD) in electrical motors energy savings. Renew. Sustain. Energy Rev. 2012, 16, 543–550. [Google Scholar] [CrossRef]
- Ramesh, S.; Ashok, S.D.; Nagaraj, S. An energy conservation strategy using variable frequency drive for a hydraulic clamping system in a CNC machine. Mater. Today Proc. 2018, 5, 13504–135013. [Google Scholar]
- Patel, R.; Sheth, M.N.; Kamlesh Patel, M. Energy Conservation Opportunity with a Variable Frequency Drive in Boiler Feed Pump. Int. J. Appl. Or Innov. Eng. Manag. 2015, 4, 181–188. [Google Scholar]
- Rashid, M.H. Power Electronics Handbook; Academic Press: San Diego, CA, USA, 2001. [Google Scholar]
- Solomon, S. Understanding Variable Speed Drives (Part 2). 2010. Available online: http://ecmweb.com (accessed on 8 September 2022).
- Bostan, B. Variable speed pump drive systems in presses. In Proceedings of the National Hydraulic Pneumatic Congress, Izmir, Tukiye, 12–15 October 2011; Volume VI, pp. 37–54. [Google Scholar]
- Akova, H.U.; Caliskan, H.; Balkan, T.; Platin, B.E.; Demirer, S. Energy efficient hydraulic drive system and control for press brakes. In Proceedings of the VII. National Hydraulic Pneumatic Congress, Istanbul, Turkiye, 22–25 October 2014; pp. 361–376. [Google Scholar]
- Caliskan, O.; Akkaya, A.V. Modifying hydraulic press brake by variable speed drive application: Energy saving, CO2 reduction, and economic analysis. Energy Effic. 2020, 13, 1031–1046. [Google Scholar] [CrossRef]
- Wang, S.; Lu, X.; Li, X.X.; Li, W.D. A systematic approach of process planning and scheduling optimization for sustainable machining. J. Clean. Prod. 2015, 87, 914–929. [Google Scholar]
- Liu, Q.; Zhang, Y.; Zhou, Y. Integrated optimization of cutting parameters and scheduling for reducing carbon emissions. J. Mech. Eng. 2017, 53, 24. [Google Scholar]
- Zeng, Z.; Hong, M.; Li, J.; Man, Y.; Liu, H.; Li, Z.; Zhang, H. Integrating process optimization with energy-efficiency scheduling to save energy for paper mills. Appl. Energy 2018, 225, 542–558. [Google Scholar] [CrossRef]
- Koltsaklis, N.E.; Giannakakis, M.; Georgiadis, M.C. Optimal Energy Planning and Scheduling of Microgrids. Chem. Eng. Res. Des. 2018, 131, 318–323. [Google Scholar]
- Malinauskaite, J.; Jouhara, H.; Ahmad, L.; Milani, M.; Montorsi, L.; Venturelli, M. Energy efficiency in industry: EU and national policies in Italy and the UK. Energy 2019, 172, 255–269. [Google Scholar]
- Woo, J.; Moore, T. An End-User-Focused Building Energy Audit: A High-Density Multi-residential Development in Melbourne, Australia. In Energy Performance in The Australian Built Environment; Springer: Singapore, 2019; pp. 75–90. [Google Scholar]
- Stankovic, J.A. Research directions for the internet of things. IEEE Internet Things J. 2014, 1, 3–9. [Google Scholar]
- O’Driscoll, E.; O’Donnell, G.E. Industrial power and energy metering-a state-of-the-art review. J. Clean. Prod. 2013, 41, 53–64. [Google Scholar] [CrossRef]
- Jan, B.; Farman, H.; Khan, M.; Ahmad, S.H. An adaptive energy efficient scheme for energy constrained wireless sensor networks. In Proceedings of the 34th ACM/SIGAPP Symposium on Applied Computing, Limassol, Cyprus, 8–12 April 2019. [Google Scholar]
- Peter, O.; Mbohwa, C. Correlation between future energy systems and industrial revolutions. In Proceedings of the International Conference on Industrial Engineering and Operations Management, Bandung, Indonesia, 6–8 March 2018; pp. 1953–1961. [Google Scholar]
- Khan, W.U.; Imtiaz, N.; Ullah, I. Joint optimization of NOMA-enabled backscatter communications for beyond 5G IoT networks. Internet Technol. Lett. 2021, 4, e265. [Google Scholar] [CrossRef]
- Beier, G.; Niehoff, S.; Xue, B. More sustainability in industry through industrial internet of things? Appl. Sci. 2018, 8, 219. [Google Scholar] [CrossRef]
- Yu, S.; Liu, J.; Wang, J.; Ullah, I. Adaptive double-threshold cooperative spectrum sensing algorithm based on history energy detection. Wirel. Commun. Mob. Comput. 2020, 2020, 4794136. [Google Scholar] [CrossRef]
- Asif, M.; Khan, W.U.; Afzal, H.R.; Nebhen, J.; Ullah, I.; Rehman, A.U.; Kaabar, M.K. Reduced-complexity LDPC decoding for next-generation IoT networks. Wirel. Commun. Mob. Comput. 2021, 2021, 2029560. [Google Scholar]
- Shao, C.; Yang, Y.; Juneja, S.; GSeetharam, T. IoT data visualization for business intelligence in corporate finance. Inf. Process. Manag. 2022, 59, 102736. [Google Scholar] [CrossRef]
- Juneja, A.; Juneja, S.; Bali, V.; Mahajan, S. Multi-criterion decision making for wireless communication technologies adoption in IoT. Int. J. Syst. Dyn. Appl. 2021, 10, 1–15. [Google Scholar] [CrossRef]
- Uppal, M.; Gupta, D.; Juneja, S.; Dhiman, G.; Kautish, S. Cloud-based fault prediction using IoT in office automation for improvisation of health of employees. J. Healthc. Eng. 2021, 2021, 8106467. [Google Scholar] [PubMed]
- Anand, R.; Sindhwani, N.; Juneja, S. Cognitive Internet of Things, Its Applications, and Its Challenges: A Survey. In Harnessing the Internet of Things (IoT) for a Hyper-Connected Smart World; Apple Academic Press: Palm Bay, FL, USA, 2022; pp. 91–113. [Google Scholar]
- Kour, K.; Gupta, D.; Gupta, K.; Juneja, S.; Kaur, M.; Alharbi, A.H.; Lee, H.N. Controlling Agronomic Variables of Saffron Crop Using IoT for Sustainable Agriculture. Sustainability 2022, 14, 5607. [Google Scholar]
- Juneja, S.; Juneja, A.; Dhankhar, A.; Jain, V. IoT-Enabled Effective Healthcare Monitoring System Using Semantic Web. In Semantic Web for Effective Healthcare; Wiley: Hoboken, NJ, USA, 2021; pp. 175–189. [Google Scholar]
- Upadhyay, H.K.; Juneja, S.; Muhammad, G.; Nauman, A.; Awad, N.A. Analysis of IoT-Related Ergonomics-Based Healthcare Issues Using Analytic Hierarchy Process Methodology. Sensors 2022, 22, 8232. [Google Scholar]
- Juneja, S.; Dhiman, G.; Kautish, S.; Viriyasitavat, W.; Yadav, K. A perspective roadmap for IoMT-based early detection and care of the neural disorder, dementia. J. Healthc. Eng. 2021, 2021, 6712424. [Google Scholar] [CrossRef]
- Gatti, R.; GB, A.K.; KN, S.K.; Palle, S.; Gadekallu, T.R. Optimal resource scheduling algorithm for cell boundaries users in heterogenous 5G networks. Phys. Commun. 2022, 55, 101915. [Google Scholar] [CrossRef]
- Li, P.; Laghari, A.A.; Rashid, M.; Gao, J.; Gadekallu, T.R.; Javed, A.R.; Yin, S. A deep multimodal adversarial cycle-consistent network for smart enterprise system. IEEE Trans. Ind. Inform. 2022, 19, 693–702. [Google Scholar] [CrossRef]
- Maddikunta, P.K.R.; Gadekallu, T.R.; Kaluri, R.; Srivastava, G.; Parizi, R.M.; Khan, M.S. Green communication in IoT networks using a hybrid optimization algorithm. Comput. Commun. 2020, 159, 97–107. [Google Scholar] [CrossRef]
- Muhammad, G.; Alshehri, F.; Karray, F.; El Saddik, A.; Alsulaiman, M.; Falk, T.H. A comprehensive survey on multimodal medical signals fusion for smart healthcare systems. Inf. Fusion 2021, 76, 355–375. [Google Scholar] [CrossRef]
- Muhammad, G.; Alhussein, M. Security, trust, and privacy for the Internet of vehicles: A deep learning approach. IEEE Consum. Electron. Mag. 2021, 11, 49–55. [Google Scholar]






| Parameter | Rated Specification |
|---|---|
| Power | 7.5 kW |
| Volts | 415 V |
| Current | 14 A |
| Frequency | 50 Hz |
| RPM | 1450 |
| Poles | 4 |
| Insulation class | B |
| Make | SEING |
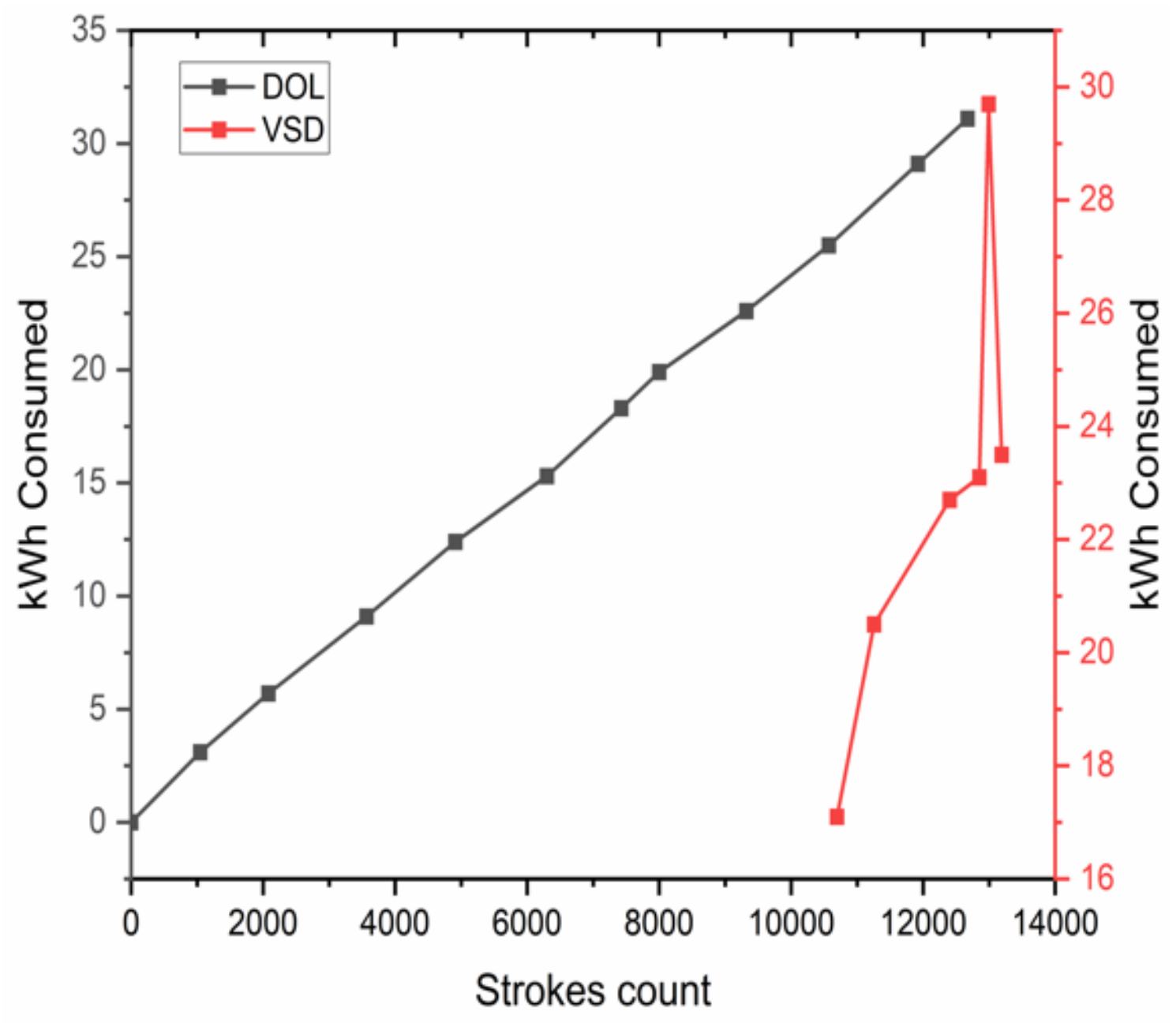
| Time | Power Meter Reading (kWh) | Press Strokes Count | kWh Consumed | Input Power Factor |
|---|---|---|---|---|
| 07:00 a.m. | 217.1 | 0 | 0 | 0.79 |
| 08:00 a.m. | 220.2 | 1045 | 3.1 | 0.79 |
| 09:00 a.m. | 222.8 | 2080 | 5.7 | 0.79 |
| 10:00 a.m. | 226.2 | 3565 | 9.1 | 0.79 |
| 11:00 a.m. | 229.5 | 4912 | 12.4 | 0.79 |
| 12:00 p.m. | 232.4 | 6301 | 15.3 | 0.79 |
| 01:00 p.m. | 235.4 | 7427 | 18.3 | 0.79 |
| 02:00 p.m. | 237 | 8000 | 19.9 | 0.79 |
| 03:00 p.m. | 239.7 | 9320 | 22.6 | 0.79 |
| 04:00 p.m. | 242.6 | 10,570 | 25.5 | 0.79 |
| 05:00 p.m. | 246.2 | 11,920 | 29.1 | 0.79 |
| 05:30 p.m. | 248.2 | 12,672 | 31.1 | 0.79 |
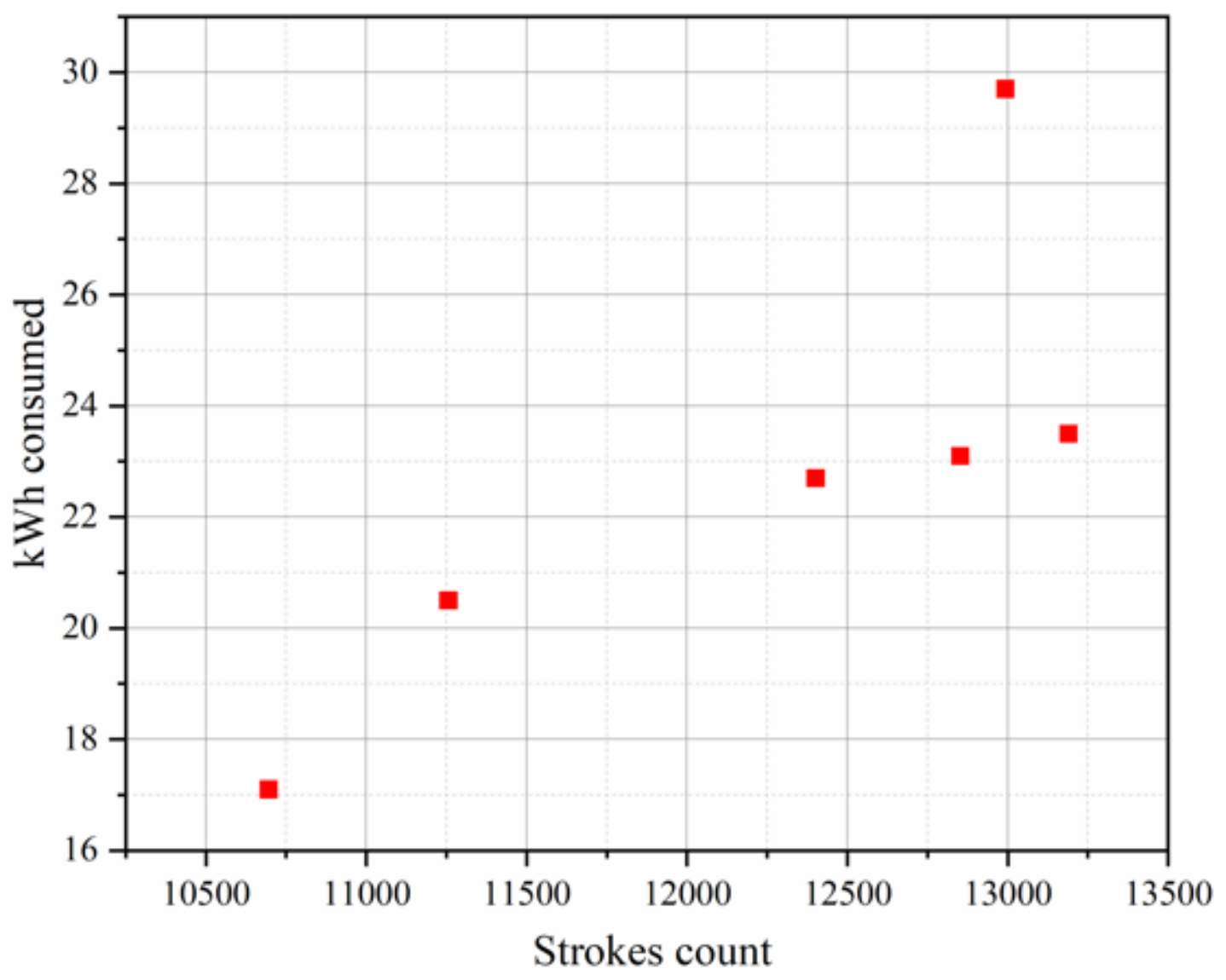
| Time | VSD Output Frequency (Hz) | Press Strokes Count | kWh Consumed | Input Power Factor |
|---|---|---|---|---|
| 07:00 a.m.–05:30 p.m. | 45 | 12,993 | 29.7 | 0.9 |
| 40 | 12,852 | 23.1 | 0.9 | |
| 40 | 12,401 | 22.7 | 0.9 | |
| 35 | 13,190 | 23.5 | 0.9 | |
| 35 | 11,256 | 20.5 | 0.9 | |
| 35 | 10,696 | 17.1 | 0.9 |
| S.No. | Hydraulic Pump Motor Control Method | VSD Benefits in Hydraulic Press | |
|---|---|---|---|
| DOL | VSD | ||
| 1 | Input power factor of the hydraulic pump motor was monitored to be 0.79 at different loads. | Input power factor of hydraulic pump motor was monitored to be 0.9 at all the tested motor loads. | Improvement of input power factor from 0.79 to 0.9 in comparison with DOL control method. Input power factor remained 0.9 in VSD control at all the tested motor loads. |
| 2 | Motor starting current was monitored to be 112 Amps. | Motor starting current was monitored to be 18 Amps. | 84% reduction in motor starting current. This reduced the electrical and mechanical stress on the motor due to smooth motor start as was possible with VSD control. |
| 3 | For every press cycle, motor loading time was monitored to be 1.5 s. Motor continuous current during loading time was monitored to be 27–28.5 Amps. | Motor continuous current during loading time was monitored to be 16–17 Amps. | 40% reduction in motor continuous current during loading time with VSD control. |
| 4 | For every press cycle, motor unloading time was monitored to be 0.5 s. Motor continuous current during unloading time was monitored to be 9.5–10.5 Amps. | Motor continuous current during unloading time was monitored to be 3–3.59 Amps. | 65% reduction in motor continuous current during unloading time with VSD control. |
| 5 | Motor speed regulation was not possible. Motor operated at its rated speed even during unloading time. | Motor tested at variable operational speeds—45 Hz, 40 Hz, and 35 Hz. Speed of operation was fixed at 35 Hz after careful observations. | Speed regulation with VSD control enabled the running of the motor as per operated conditions reducing the speed of the motor from 50 Hz in the DOL control to 35 Hz with VSD control. |
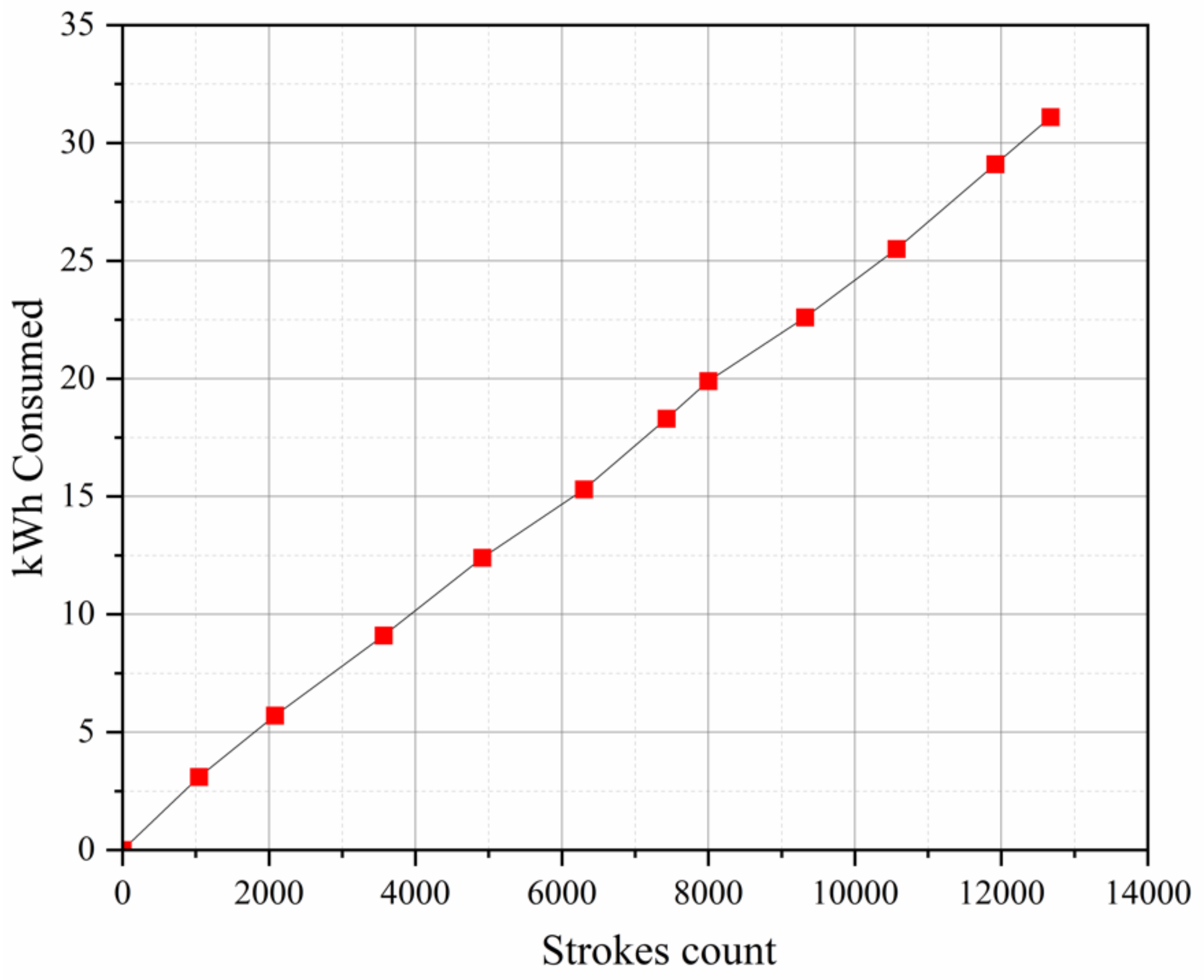
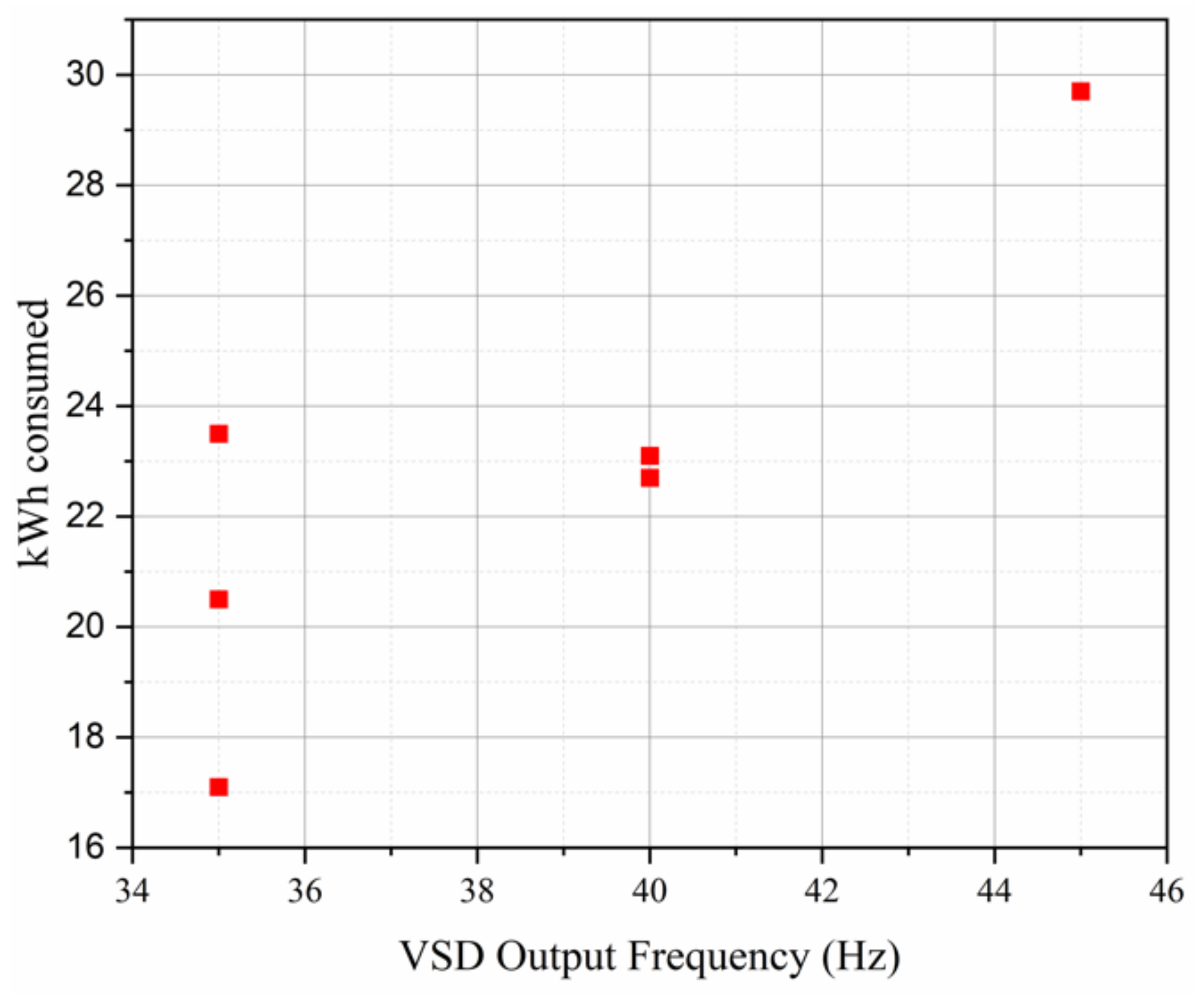
| 6 | Linear variation of electrical energy consumption with different press strokes was observed. | Electrical energy consumption varied non-linearly with change in speed of operation. Hydraulic press was operated at 45 Hz, 40 Hz, and 35 Hz with a different number of press strokes. | With speed regulation functionality in VSD control, electrical energy consumption was reduced significantly at lower speeds in comparison with DOL control where the speed of operation was fixed at 50 Hz. |
| 7 | For 12,672 press strokes by hydraulic press, electrical energy consumption was monitored to be 31.1 kWh. | For 13,190 press strokes by hydraulic press, the electrical energy consumed was monitored to be 23.5 kWh. | Energy saving of 24% with 518 additional strokes in VSD control at 35 Hz in comparison to DOL control without impacting hydraulic press machine operation and quality of the end product (gasket). |
| S.No. | Energy Audit Method | |
|---|---|---|
| Physical Energy Audit | Remote Energy Audit | |
| 1 | Requires audit team to be physically present at audit site. | No physical presence of the audit team is needed as data collection, monitoring, and analysis can be done remotely using IIoT. |
| 2 | Less flexible as audit team, as well as plant site team, are required to be physically present at audit site. Energy audit takes more time due to the unavailability of audit team for the physical visit as they may be engaged in other urgent works. | More flexible as audit team can access the audit data at any time remotely as per their availabilities. Audit team needs to connect with the site system over IIoT to access the audit-related key data. |
| 3 | Cost is high as physical visit may require multiple travels and stays at audit site. | Cost is low as no travel and stays are required. Data monitoring and analysis can be done using IIoT. |
| 4 | Does not require IIoT connectivity and infrastructure at audit site. | Requires reliable IIoT connectivity and strong infrastructure all the time during audit period. |
| 5 | In some cases, physical audit does not result in actual implementation of energy-saving recommendations due to longer duration of total energy audit. | Remote energy audit has potential tomore positively influence the end user regarding implementation of energy-saving recommendations at a faster pace as audit results can be generated at a faster pace compared to physical energy audit. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sumit; Gupta, D.; Juneja, S.; Nauman, A.; Hamid, Y.; Ullah, I.; Kim, T.; Tag eldin, E.M.; Ghamry, N.A. Energy Saving Implementation in Hydraulic Press Using Industrial Internet of Things (IIoT). Electronics 2022, 11, 4061. https://doi.org/10.3390/electronics11234061
Sumit, Gupta D, Juneja S, Nauman A, Hamid Y, Ullah I, Kim T, Tag eldin EM, Ghamry NA. Energy Saving Implementation in Hydraulic Press Using Industrial Internet of Things (IIoT). Electronics. 2022; 11(23):4061. https://doi.org/10.3390/electronics11234061
Chicago/Turabian StyleSumit, Deepali Gupta, Sapna Juneja, Ali Nauman, Yasir Hamid, Inam Ullah, Taejoon Kim, Elsayed Mohamed Tag eldin, and Nivin A. Ghamry. 2022. "Energy Saving Implementation in Hydraulic Press Using Industrial Internet of Things (IIoT)" Electronics 11, no. 23: 4061. https://doi.org/10.3390/electronics11234061
APA StyleSumit, Gupta, D., Juneja, S., Nauman, A., Hamid, Y., Ullah, I., Kim, T., Tag eldin, E. M., & Ghamry, N. A. (2022). Energy Saving Implementation in Hydraulic Press Using Industrial Internet of Things (IIoT). Electronics, 11(23), 4061. https://doi.org/10.3390/electronics11234061