
An Off-Axis Measuring Method of Structural Parameters for Lenslet Array



Abstract
:1. Introduction
2. Methodology
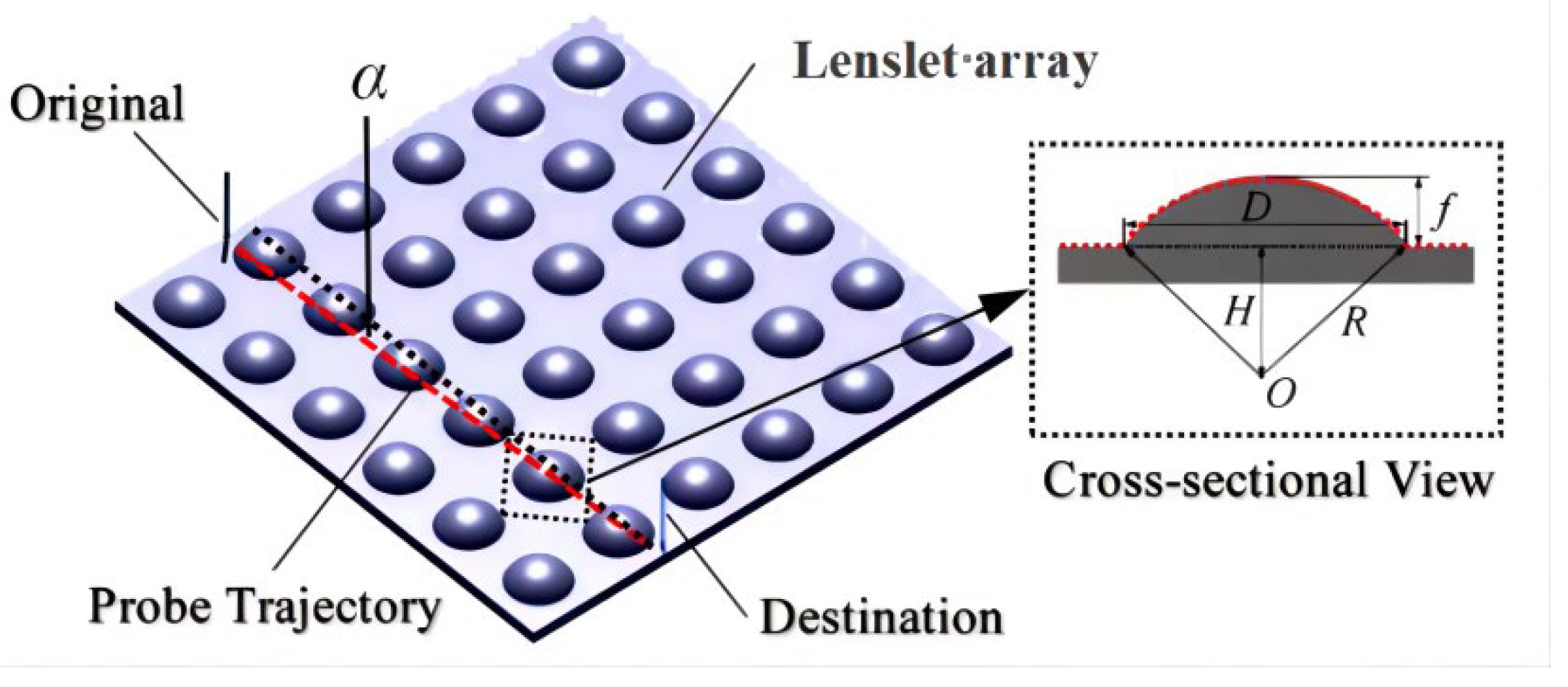
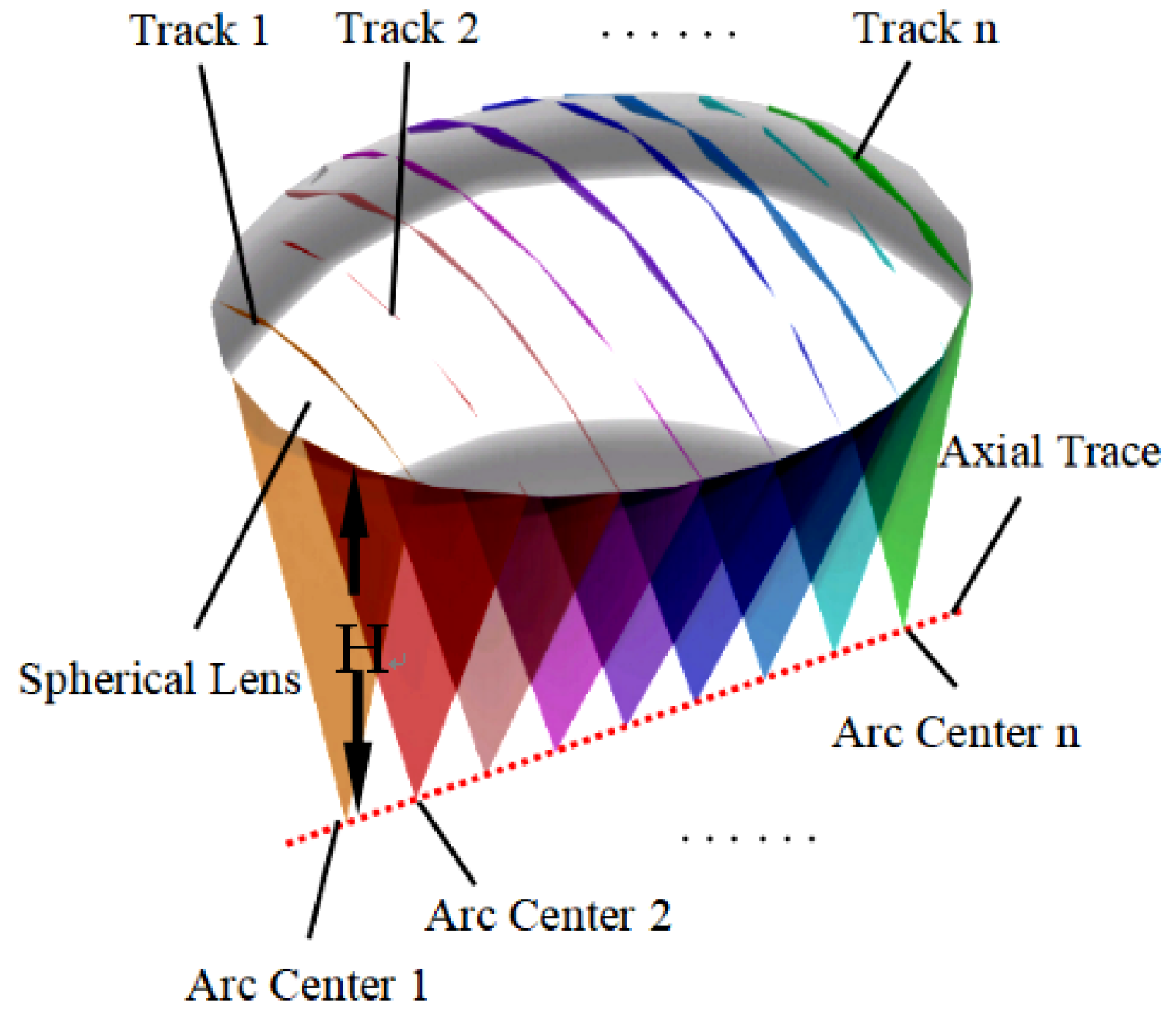
2.1. Off-Axis Trajectory Modeling and Geometric Analysis
2.2. Analysis of the Error Mechanism of Off-Axis Measurement
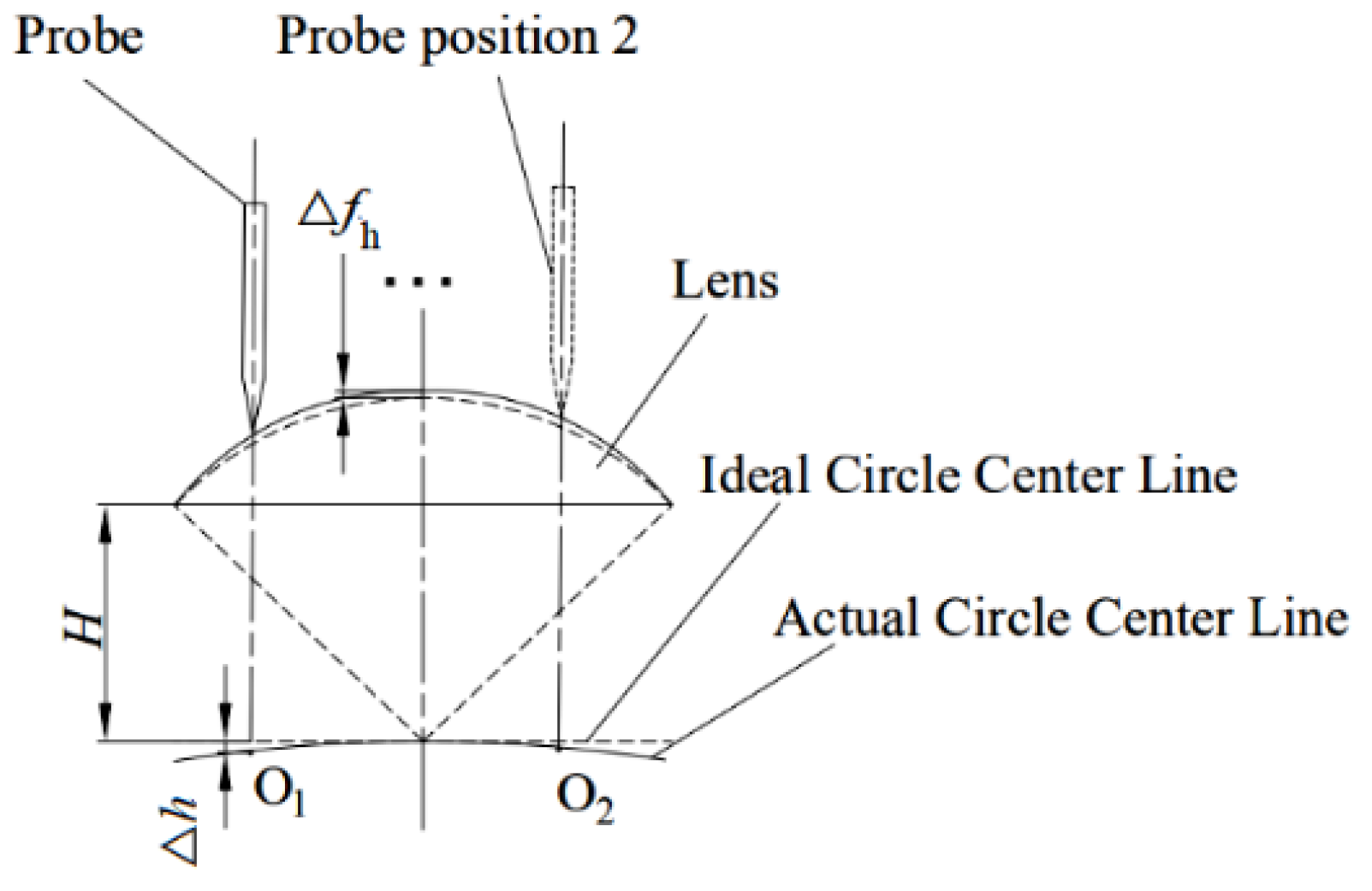
2.2.1. Error Analysis of Stylus Deflection Angle on Measurement Results
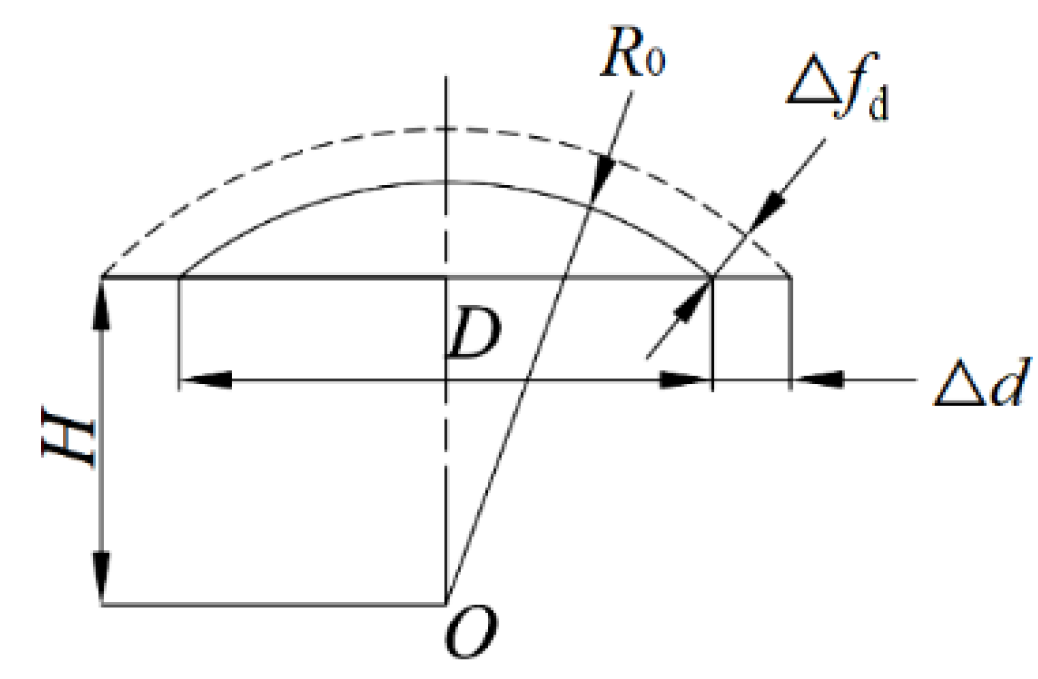
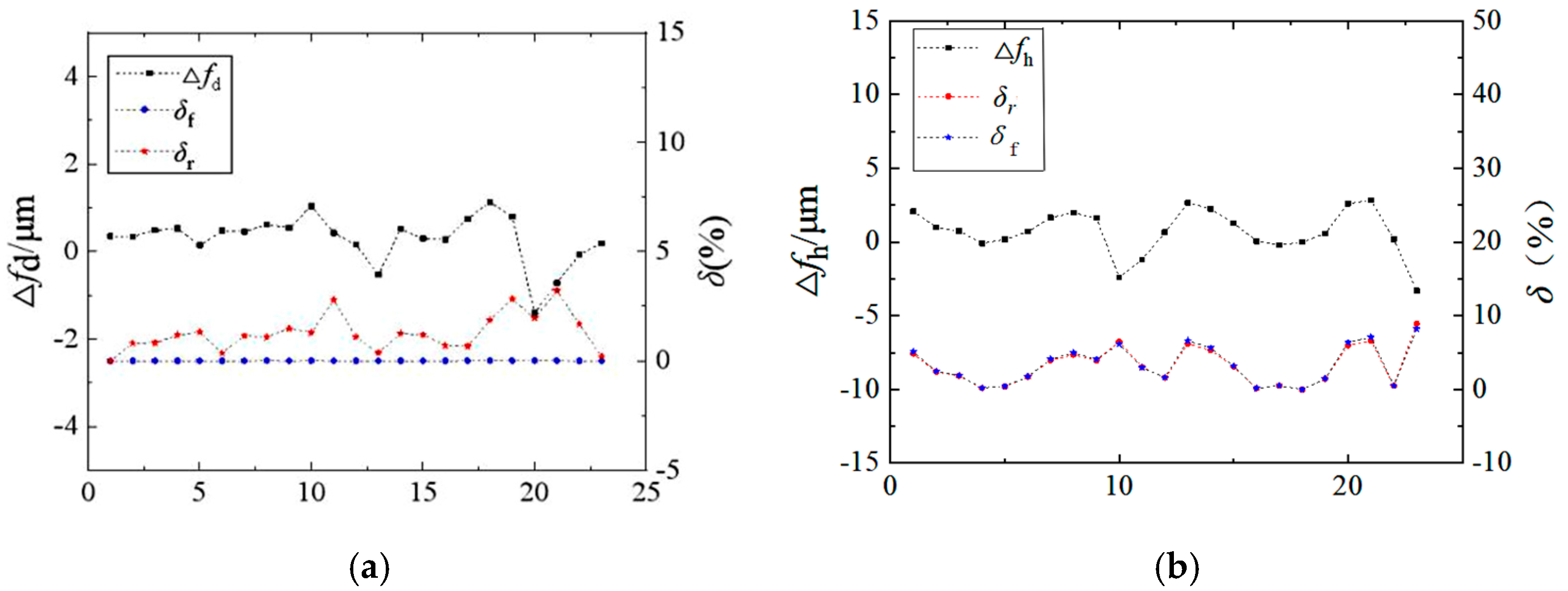
2.2.2. Error Analysis of Measurement Results by Caliber Deviation
2.2.3. Error Analysis of Spherical Distortion on Measurement Results
3. Mathematical Analysis
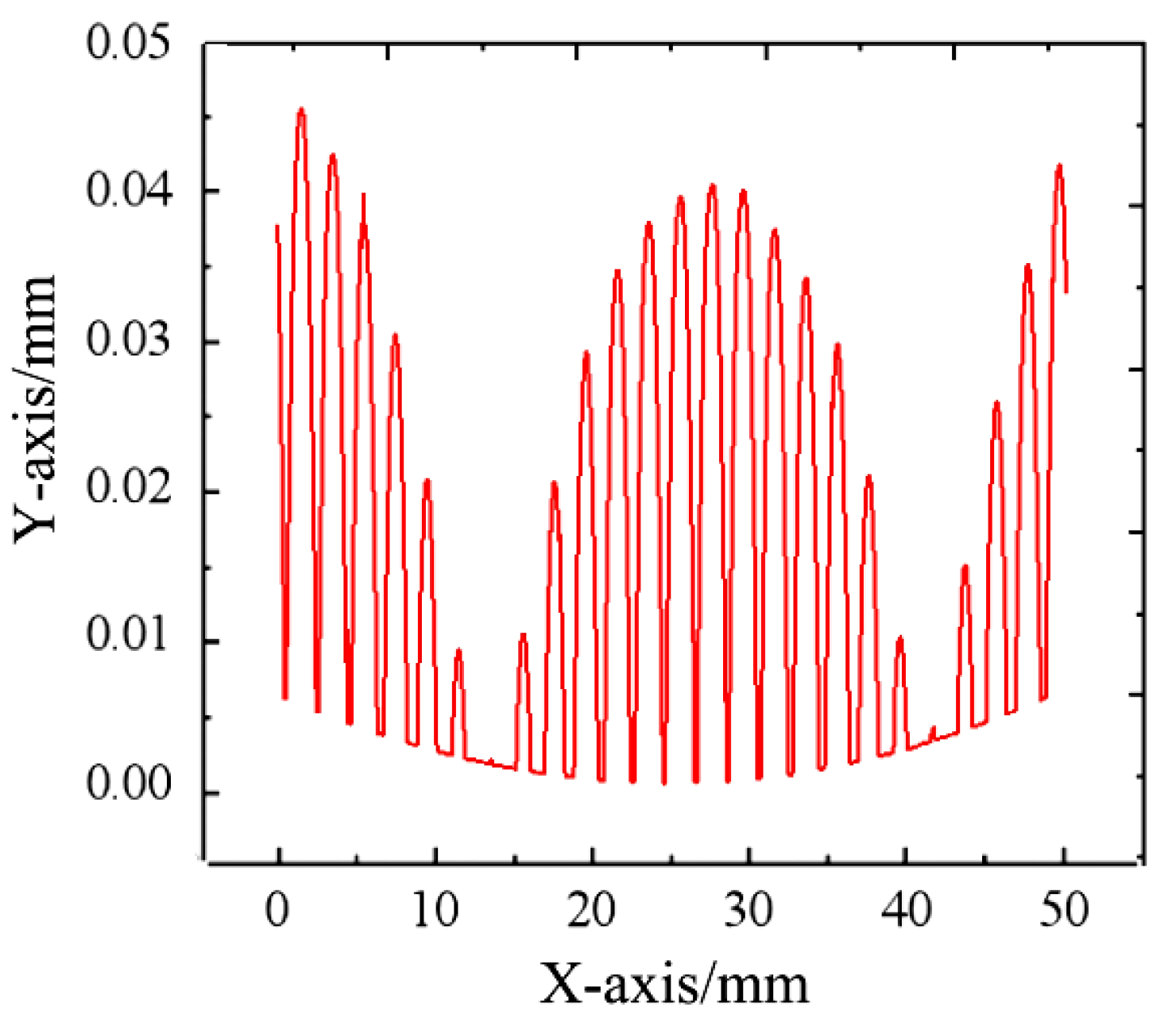
3.1. Parametric Fitting of the Trajectory Arc
3.2. Consistency of Structural Parameters of Lenslet Arrays
4. Experimental Validation
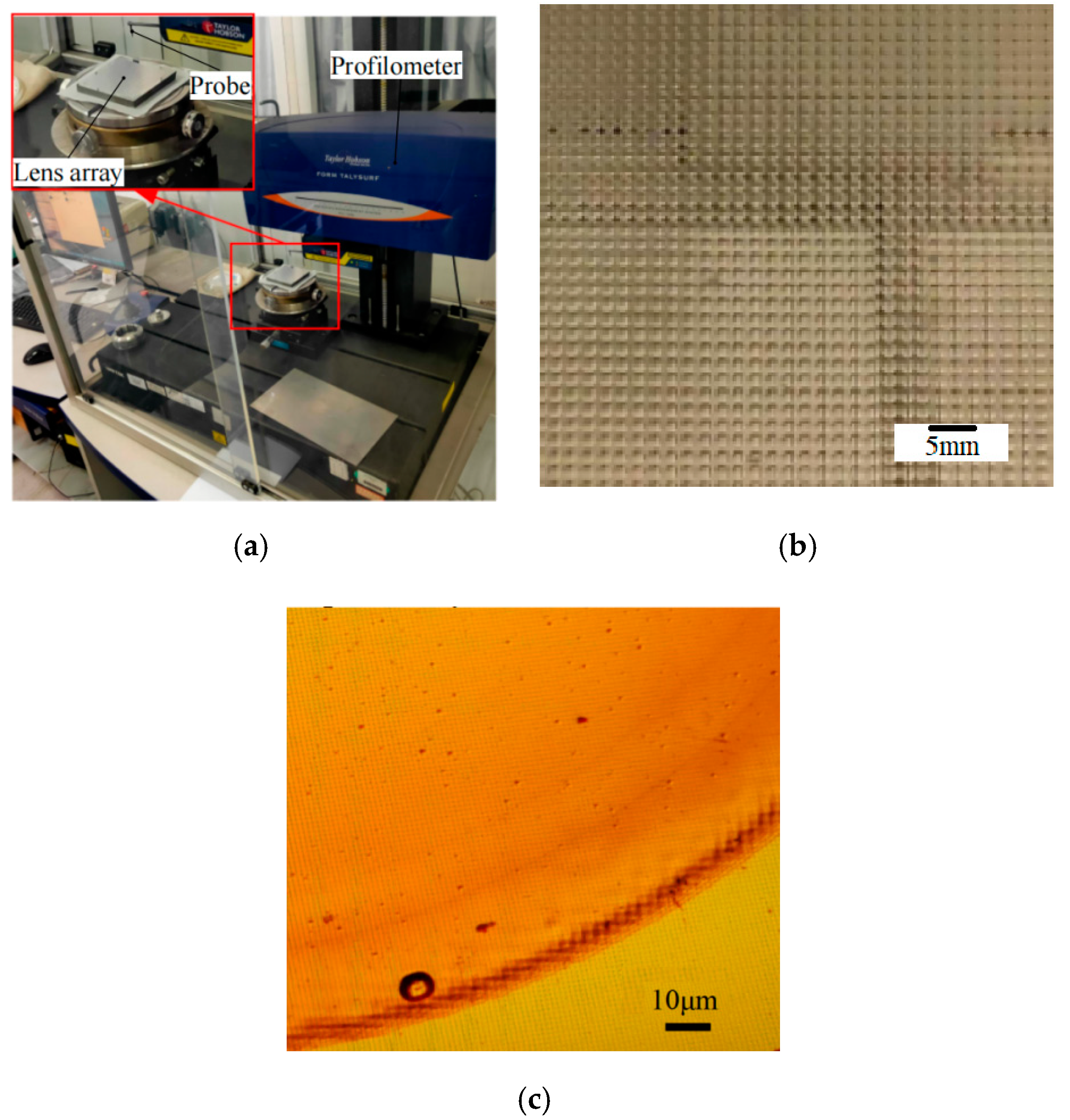
4.1. Experimental Equipment and Materials
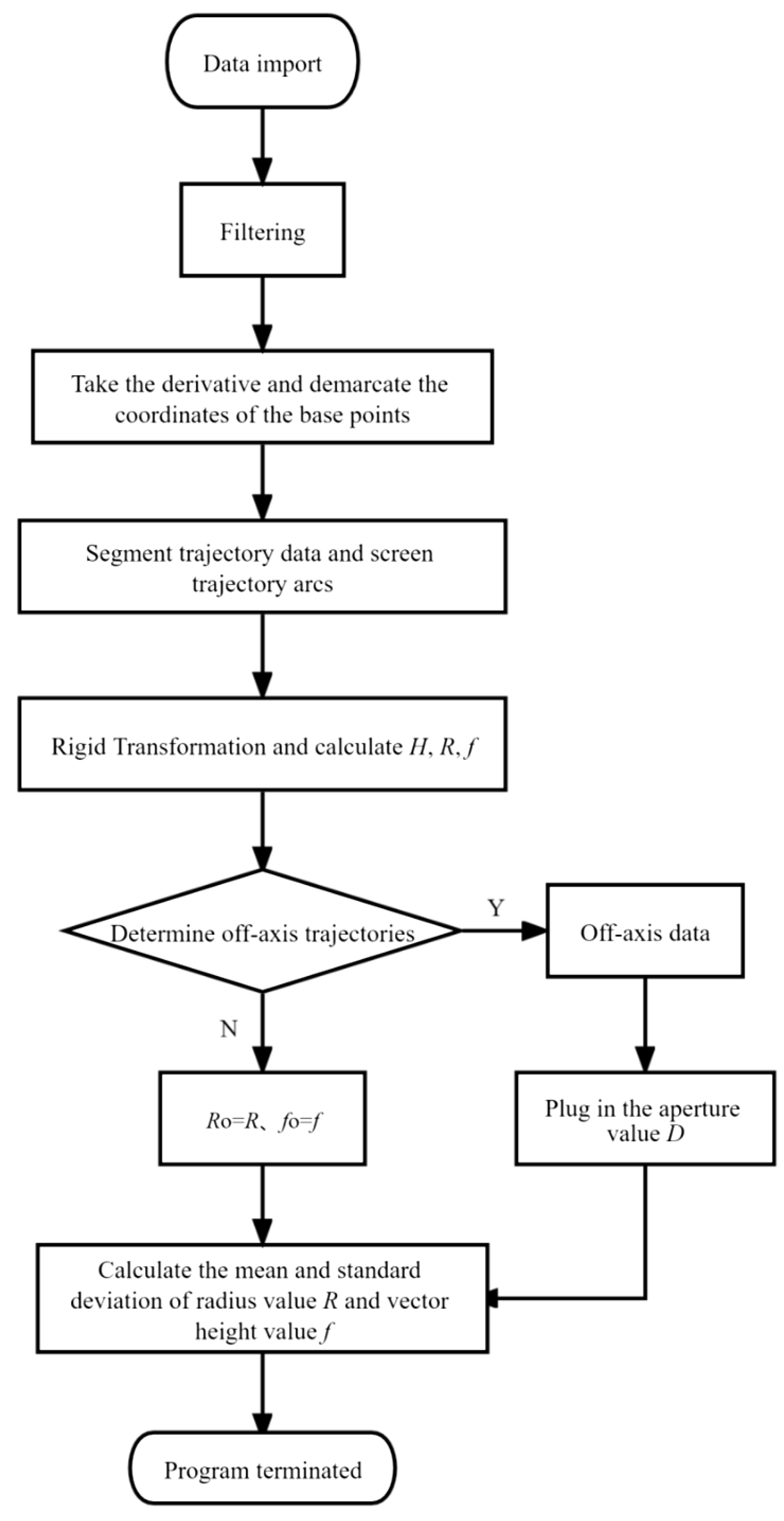
4.2. Experimental Data Processing Flow
- Mi,j,2—Data matrix for the row i, column j of the lens trajectory arc.
- Mi,j,3—Row i, column j lens data rotation matrix, rotation angle θi,j.
- Qi,j—The data matrix after rigid transformation.
4.3. Validation Experiments
4.3.1. Off-Axis Detection Method
4.3.2. Vertex Detection Method
4.4. Experimental Results
4.4.1. Off-Axis Detection Method Accuracy and Efficiency
4.4.2. Evaluation of the Measurement Error of the Off-Axis Detection Method
5. Conclusions
- (1)
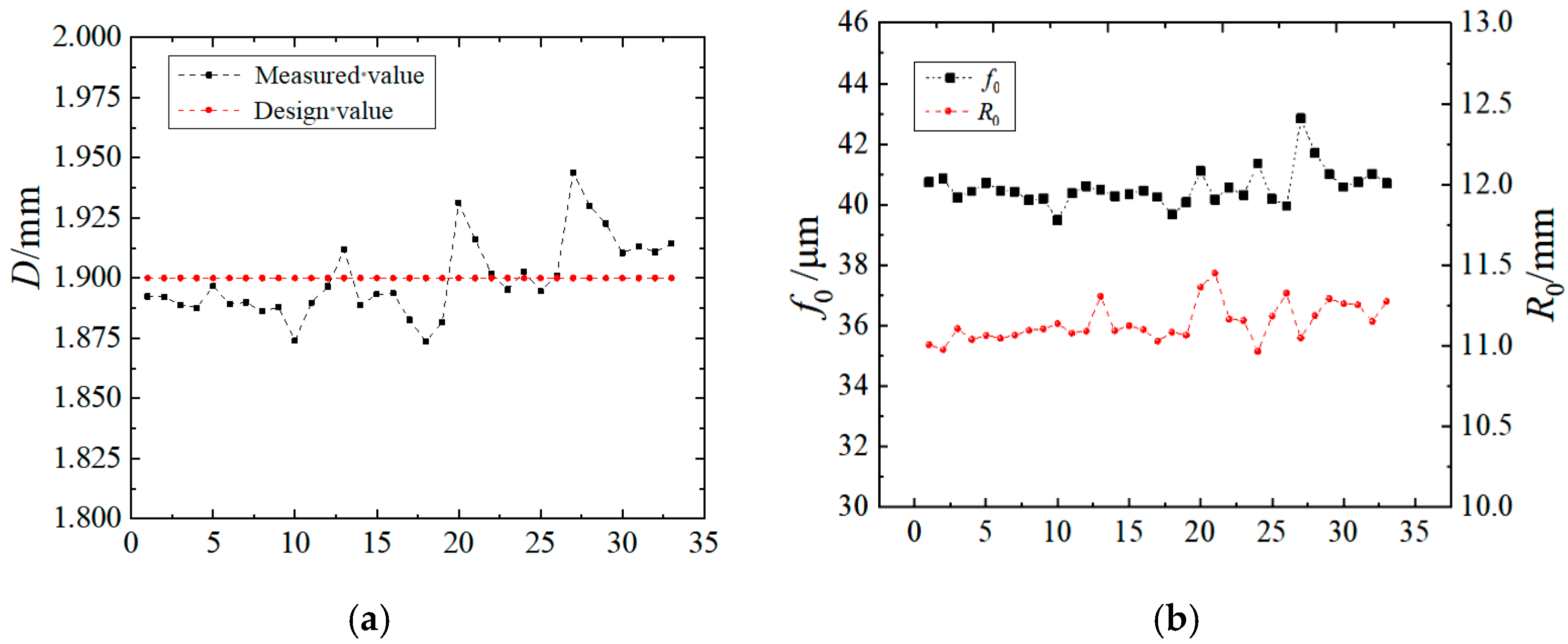
- The relative errors δ of R0 and f0 measured by the off-axis detection method were 1.71% and 1.95%, respectively, and it shows that the detection accuracy of the off-axis detection method meets the detection requirements.
- (2)
- The average detection efficiency of the off-axis detection method is 43 times higher than that of the vertex detection method at the sampling measurement scale of this experiment. The off-axis inspection method enables full inspection of large scale spherical circular aperture lenslet arrays.
- (3)
- This method is sensitive to the accuracy of the outer surface of the lens. The Sr and Sf were increased by 2.77 and 1.99 times, respectively, compared with the vertex detection method and the test results, reflecting the accuracy of the face shape of the compound eye sublens.
- (4)
- The off-axis inspection method reduces the difficulty of the experiment, significantly reduces the professional skills required of the measurement personnel, and realizes the simplification of the precision measurement technology.
Author Contributions
Funding
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, R.; Zhang, G.; Zhang, J.; Xu, D.; Sun, G.; Liu, S.; Yang, S. Uniform illumination of large area divergent solar simulator. Opt. Precis. Eng. 2019, 3, 552–560. [Google Scholar] [CrossRef]
- Tao, K.; Lian, G.; Liu, Y.; Xing, H.; Xing, Y.; Su, X.; Feng, X.; Wu, Y. Design and Integration of the Single-Lens Curved Muti-Focusing Compound Eye Camera. Micromachines 2021, 12, 331. [Google Scholar] [CrossRef] [PubMed]
- Guo, X.; Yang, Z.; Yang, K.; Zhang, J.; Wang, Y. Detection technology of infrared guidance device box based on compound eye array. Syst. Eng. Electron. Technol. 2020, 42, 1668–1672. [Google Scholar]
- Cui, C.; Zhang, Y.; Yi, D.; Kong, L.; Liu, Z. Image quality optimization method of optical microscope system. J. Huaqiao Univ. 2017, 11, 768–774. [Google Scholar]
- Gong, X.; Yu, W.; Zhang, H.; Lu, Z.; Sun, Q.; Shen, H. Research progress in design and fabrication of bionic compound eye imaging system. Opt. China 2013, 6, 34–45. [Google Scholar] [CrossRef]
- Yang, S. Morphology Measurement and Error Analysis in Ultra Precision Machining of Microstructure Array; Zhejiang University: Hangzhou, China, 2018. [Google Scholar]
- Shang, W.; Zhang, W.; Wu, Z.; Li, Y.; Kong, X. Three-dimensional measurement system based on full-field heterodyne-interferometry. Opt. Precis. Eng. 2019, 27, 2097–2104. [Google Scholar] [CrossRef]
- Zhang, H.; Li, L.; McCray, D.L.; Scheiding, S.; Naples, N.J.; Gebhardt, A.; Risse, S.; Eberhardt, R.; Tünnermann, A.; Allen, Y.Y. Development ofa low cost high precision three-layer 3D artificial compound eye. Opt. Express 2013, 21, 22232–22245. [Google Scholar] [CrossRef] [PubMed]
- Zhu, X.; Wu, F.; Cao, X.; Wu, S. Focal length detection of micro-lenslet array based on Hartman Shack wavefront detection principle. Opt. Precis. Eng. 2013, 21, 1122–1128. (In Chinese) [Google Scholar]
- Sun, Y.; Leng, Y.; Chen, Z.; Dong, L. Research on square aperture spherical micro lenslet array for infrared focal plane. Acta Photonica Sin. 2012, 4, 400–403. [Google Scholar]
- Zhou, P.; Yu, Y. Algorithmic Research Based on White Light Scanning Profilometers. Chin. J. Sci. Instrum. 2002, 23, 533–535. [Google Scholar]
- Ren, F.; Wang, Z.; Qian, J.; Liang, Y.; Dang, S.; Cai, Y.; Bianco, P.R.; Yao, B.; Lei, M. Multi-view Object Topography Measurement with Optical Sectioning Structured Illumination Microscopy. Appl. Opt. 2019, 58, 6288–6294. [Google Scholar] [CrossRef]
- Xu, Y.; Chen, L.; Zhu, R. Study on the measurement of radii of curvature of mini-spheres. Chin. J. Sci. Instrum. 2006, 27, 1159–1162. [Google Scholar]
- Zhou, Y. Three-Dimensional Morphology and Super-Resolution Detection of Micro Nano Structure Based on WHITE light Micro Interferometry; University of Chinese Academy of Sciences (Institute of Optoelectronic Technology, Chinese Academy of Sciences): Beijing, China, 2018. [Google Scholar]
- Tomlinson, K.; Schroen, D.G. Using an Interferometric Profilometersr and Gage Block to Determine Sample Thickness. Fusion Sci. Technol. 2013, 63, 288–295. [Google Scholar] [CrossRef]
- Wu, J.; Chen, J.; Xu, C.; Gao, X. Focal length measurement based on Hartmann Shack wavefront measurement principle. Acta Photonica Sin. 2011, 40, 912–915. [Google Scholar]
- Han, Z.; Li, S.; Feng, Y.; Zhao, L. Development of contact profilometer contact needle state check graph block. Micro Nano Electron. Technol. 2019, 56, 761–765. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Radius | Rise | Caliber | Array Spacing | Process | Material |
|---|---|---|---|---|---|
| 11.0 | 0.0405 | 1.90 | 2.0 | Lithography | Silicon |
| Methods/Parameter | R0/mm | f0/μm | Sr/mm | Sf/μm | η/min |
|---|---|---|---|---|---|
| Vertex detection method | 11.14 | 40.56 | 0.116 | 0.604 | 0.27 |
| Off-axis detection method | 10.95 | 41.35 | 0.321 | 1.189 | 11.50 |
| Parameters\Factors | Stylus Deflection Angle β | Lens Aperture Deviation Δd | Spherical Aberration Δh |
|---|---|---|---|
| Δf/μm max/mean | 0/0 | 1.12/0.29 | 3.30/0.70 |
| δf(%) max/mean | 0/0 | 3.21/1.29 | 8.91/3.21 |
| Δr/μm max/mean | 0.12/0 | 0/0 | 993.81/172.85 |
| δr(%) max/mean | 0/0 | 0/0 | 8.21/3.28 |
| Impact level | Minuteness | Small | Large |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Li, J.; Guo, X.; Zhang, J.; Zhang, Y.; Yang, Z. An Off-Axis Measuring Method of Structural Parameters for Lenslet Array. Electronics 2022, 11, 1716. https://doi.org/10.3390/electronics11111716
Zhang J, Li J, Guo X, Zhang J, Zhang Y, Yang Z. An Off-Axis Measuring Method of Structural Parameters for Lenslet Array. Electronics. 2022; 11(11):1716. https://doi.org/10.3390/electronics11111716
Chicago/Turabian StyleZhang, Jianjun, Jianying Li, Xinmin Guo, Jianlong Zhang, Yong Zhang, and Zhen Yang. 2022. "An Off-Axis Measuring Method of Structural Parameters for Lenslet Array" Electronics 11, no. 11: 1716. https://doi.org/10.3390/electronics11111716
APA StyleZhang, J., Li, J., Guo, X., Zhang, J., Zhang, Y., & Yang, Z. (2022). An Off-Axis Measuring Method of Structural Parameters for Lenslet Array. Electronics, 11(11), 1716. https://doi.org/10.3390/electronics11111716