
A Study on the Development of Carbon Fiber with Electromagnetic Wave Shielding Performance and Sizing Removal State Measurement Algorithm Using Image Processing


Abstract
:1. Introduction
2. Metal Coating Technology and Sizing Removal Image Processing of Carbon Fiber for Electromagnetic Wave Shielding Cable
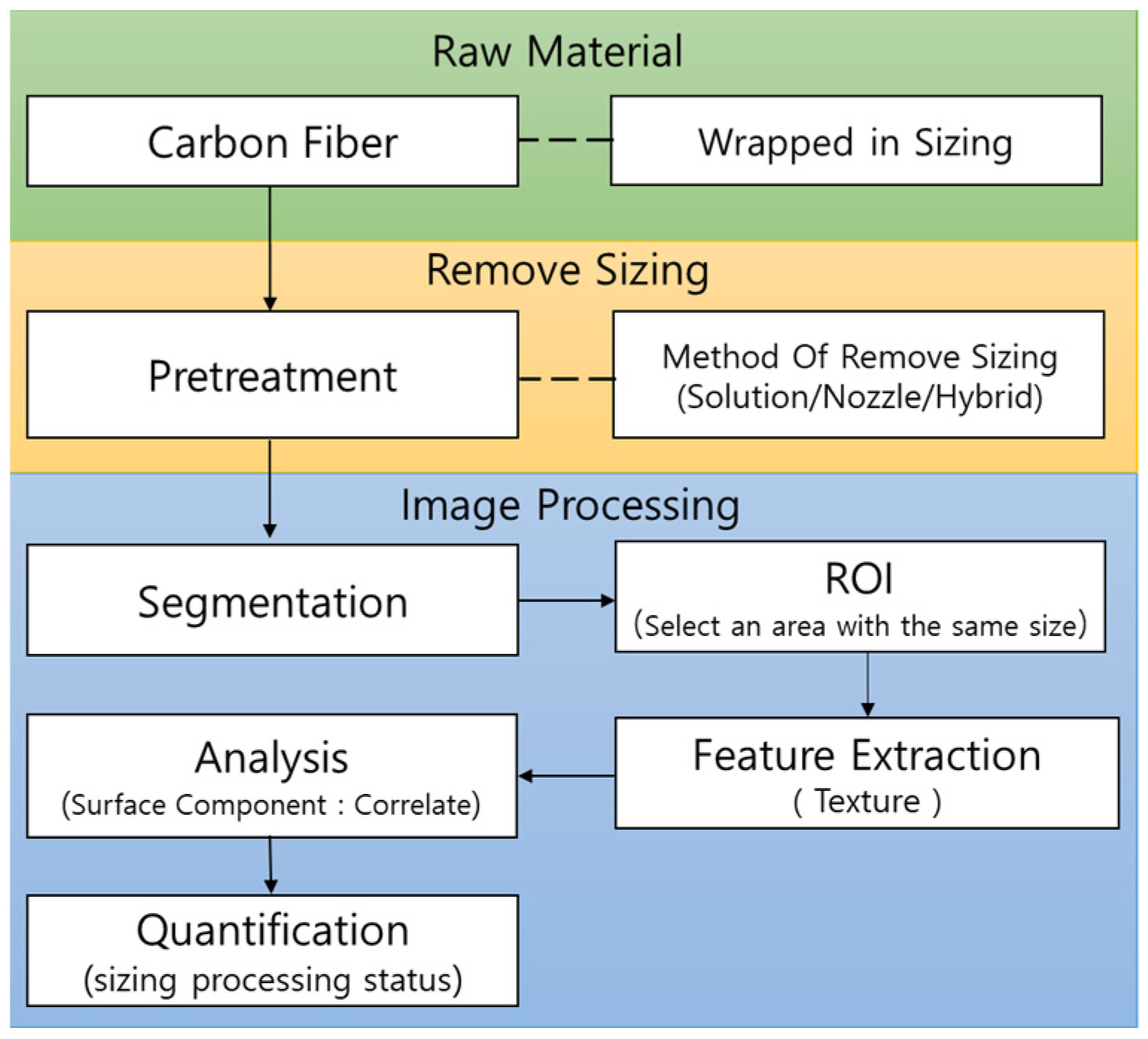
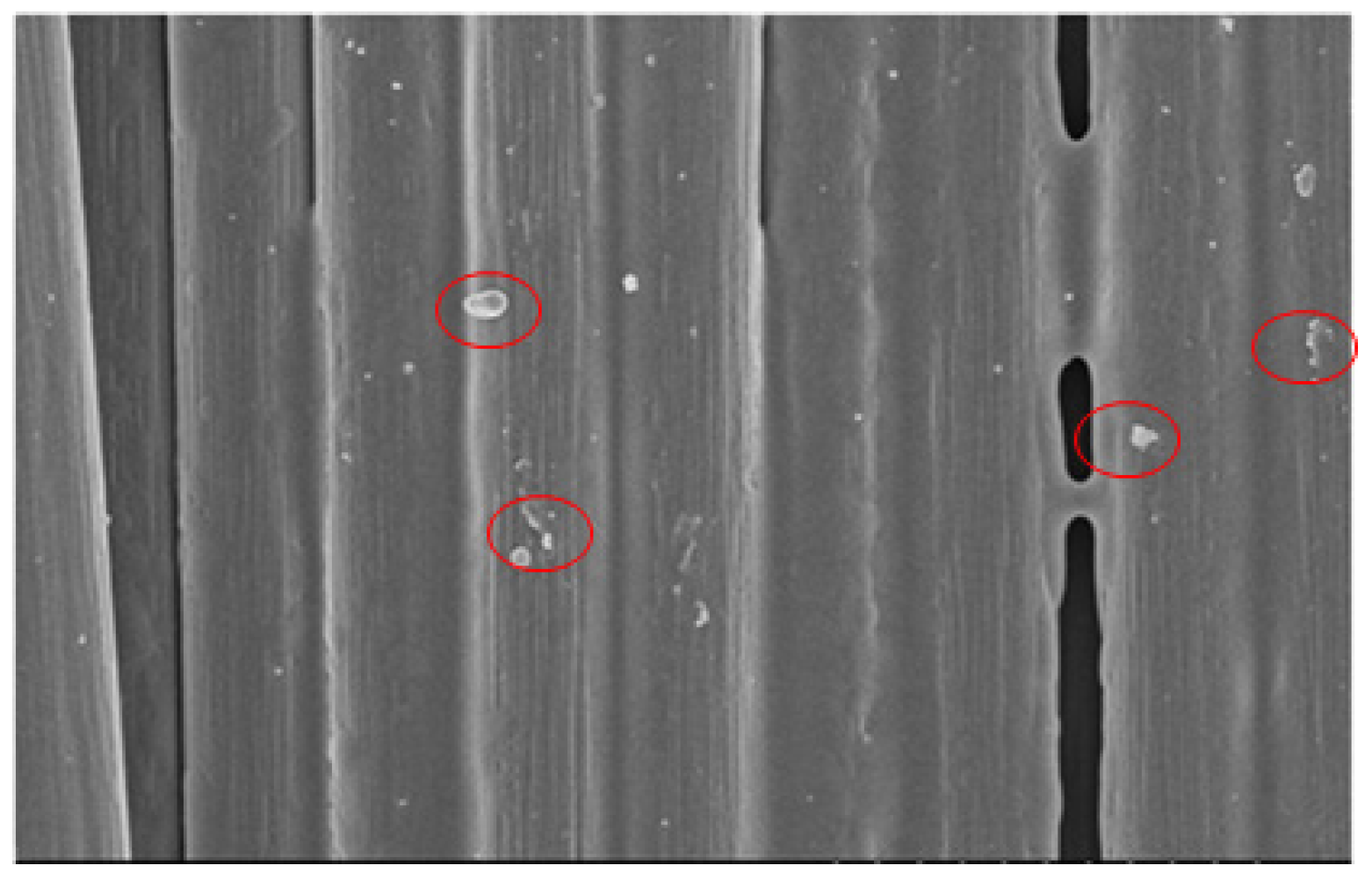
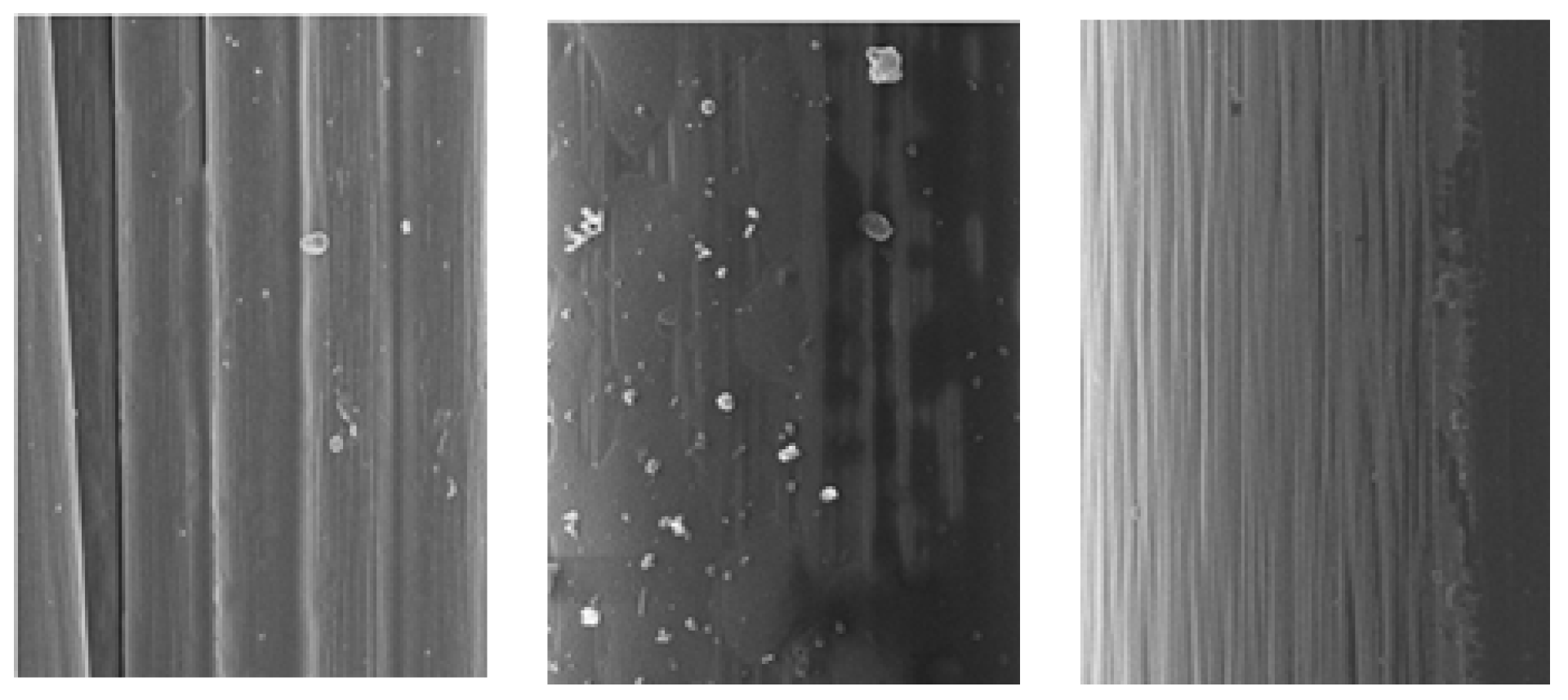
2.1. Analysis of Pretreatment State of Carbon Fiber Using Image Processing
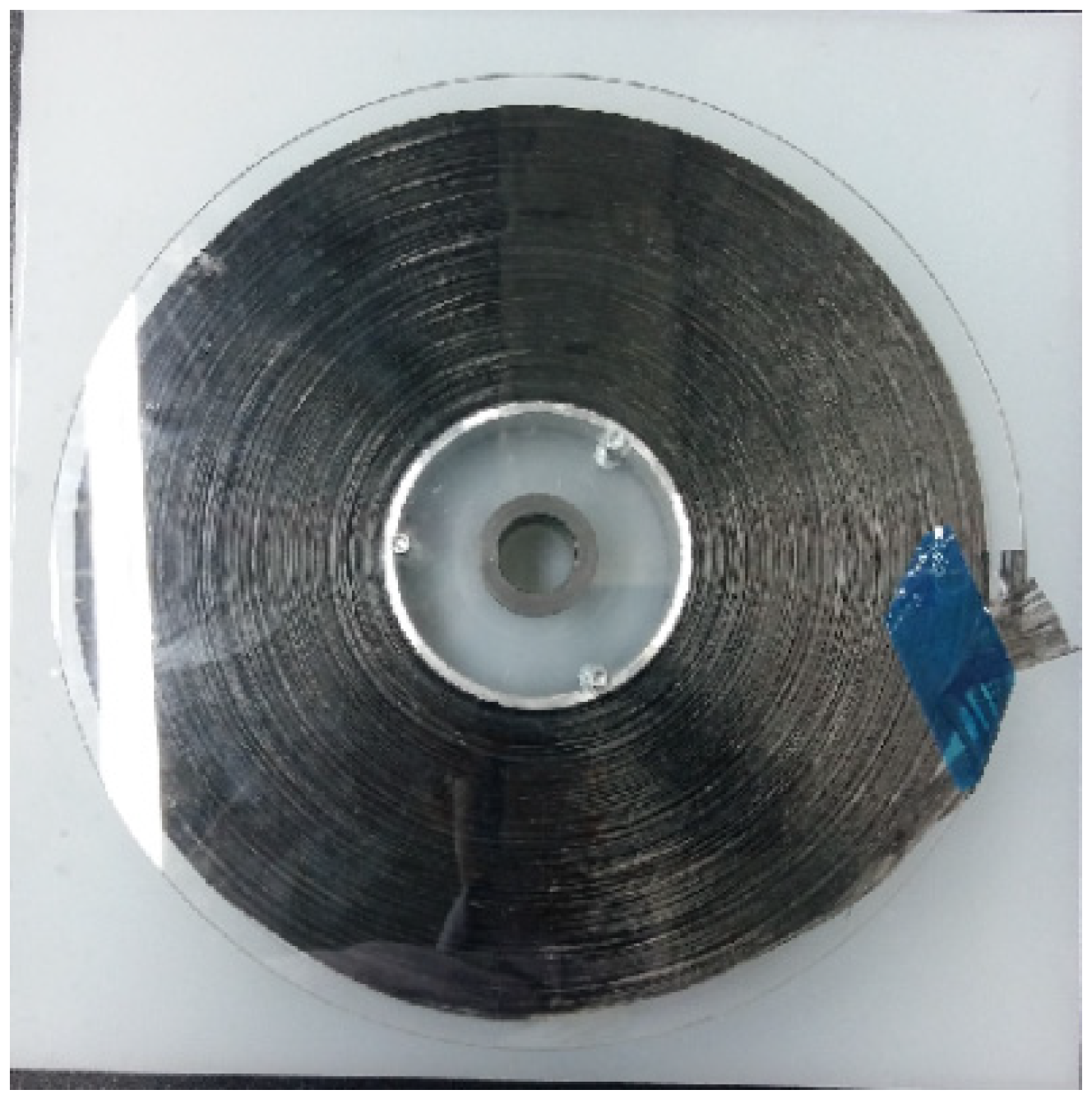
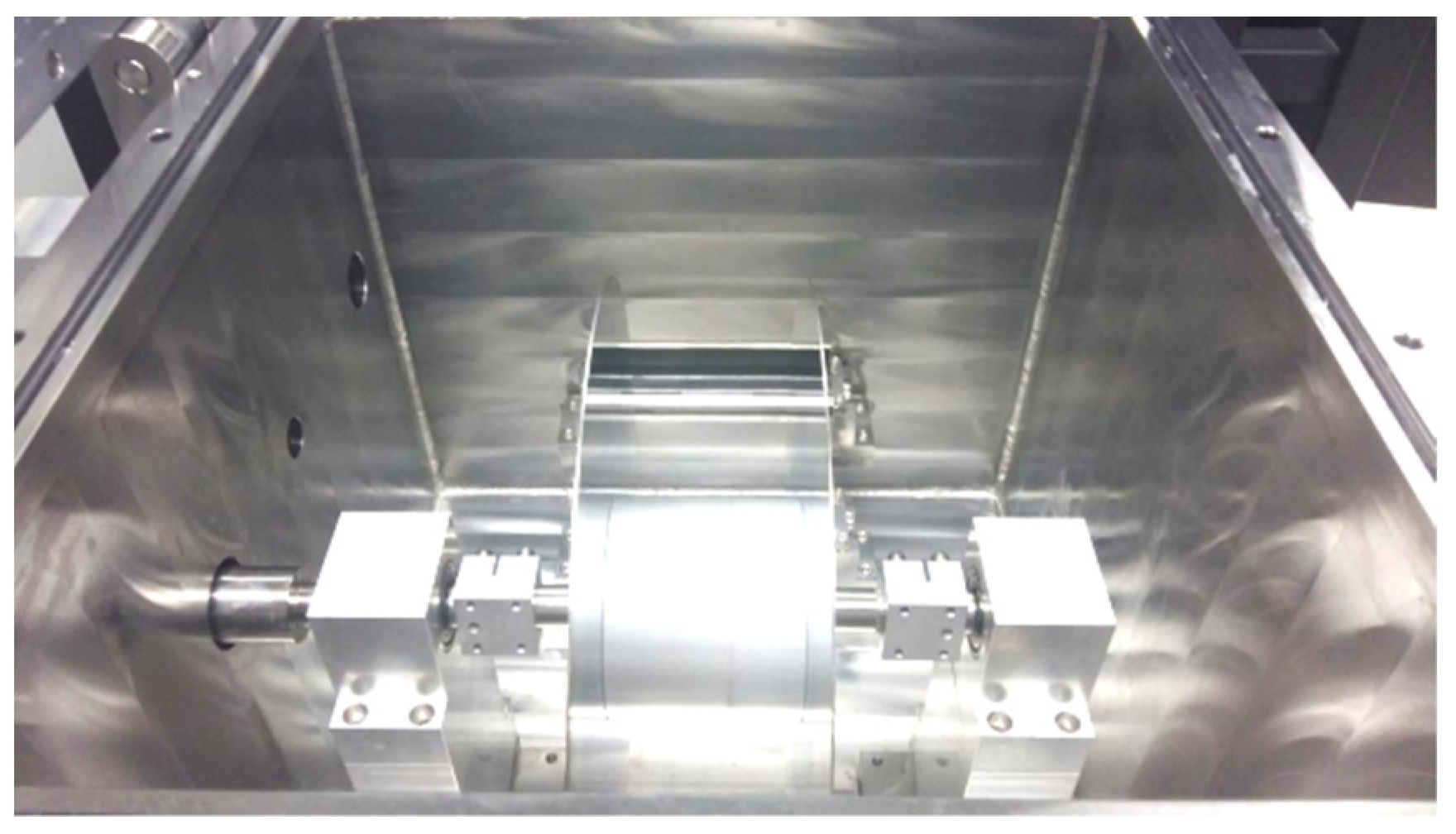
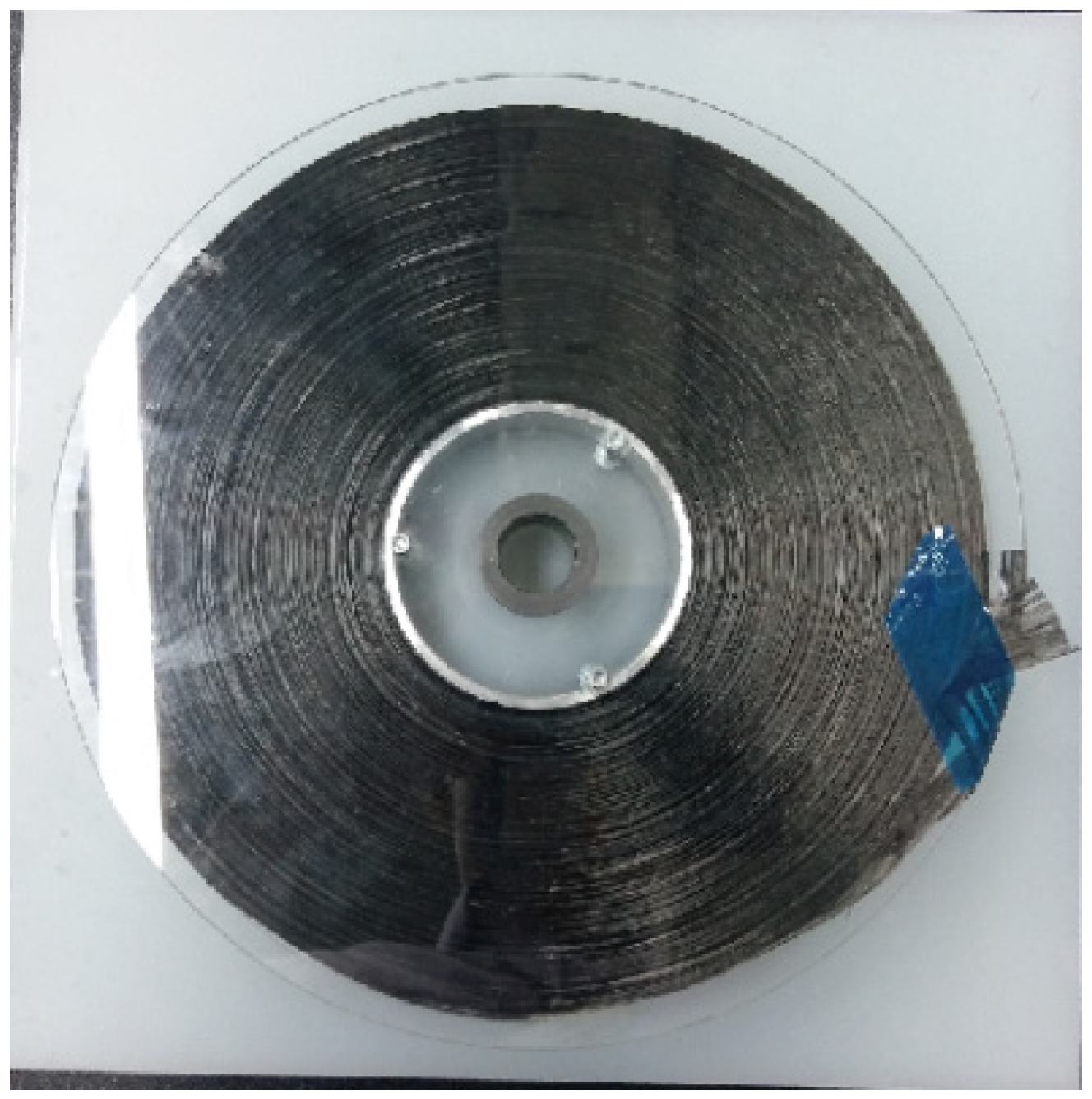
2.2. Spreading Carbon Fiber Roll Manufacturing
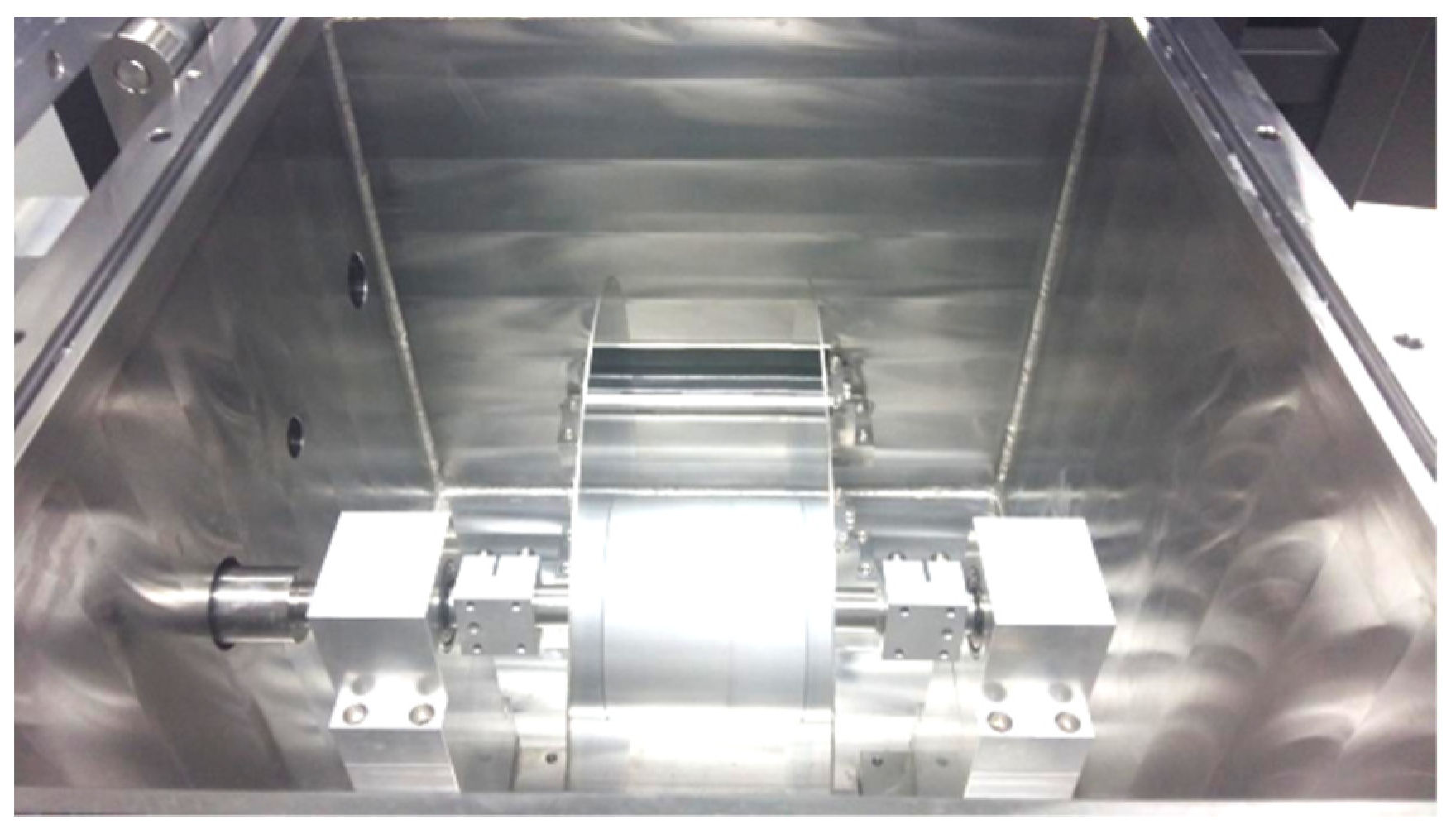
2.3. Carbon Fiber Coated with Nickel Metal by Dry Coating Method for Electromagnetic Wave Shielding
3. Evaluation Results and Consideration of Electromagnetic Wave Shielding Performance
3.1. Analysis Result of Pretreatment State of Carbon Fiber Using Image Processing
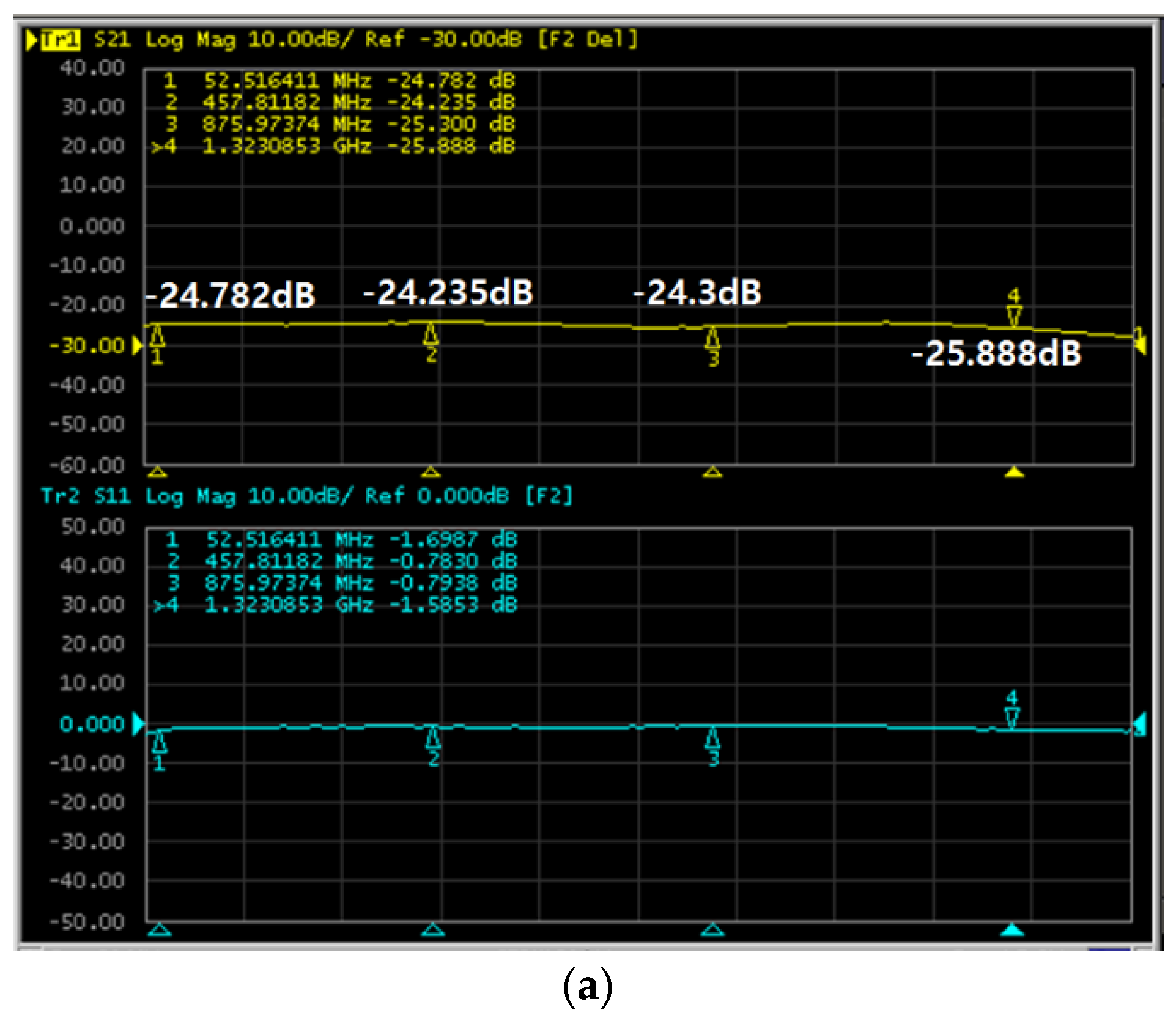
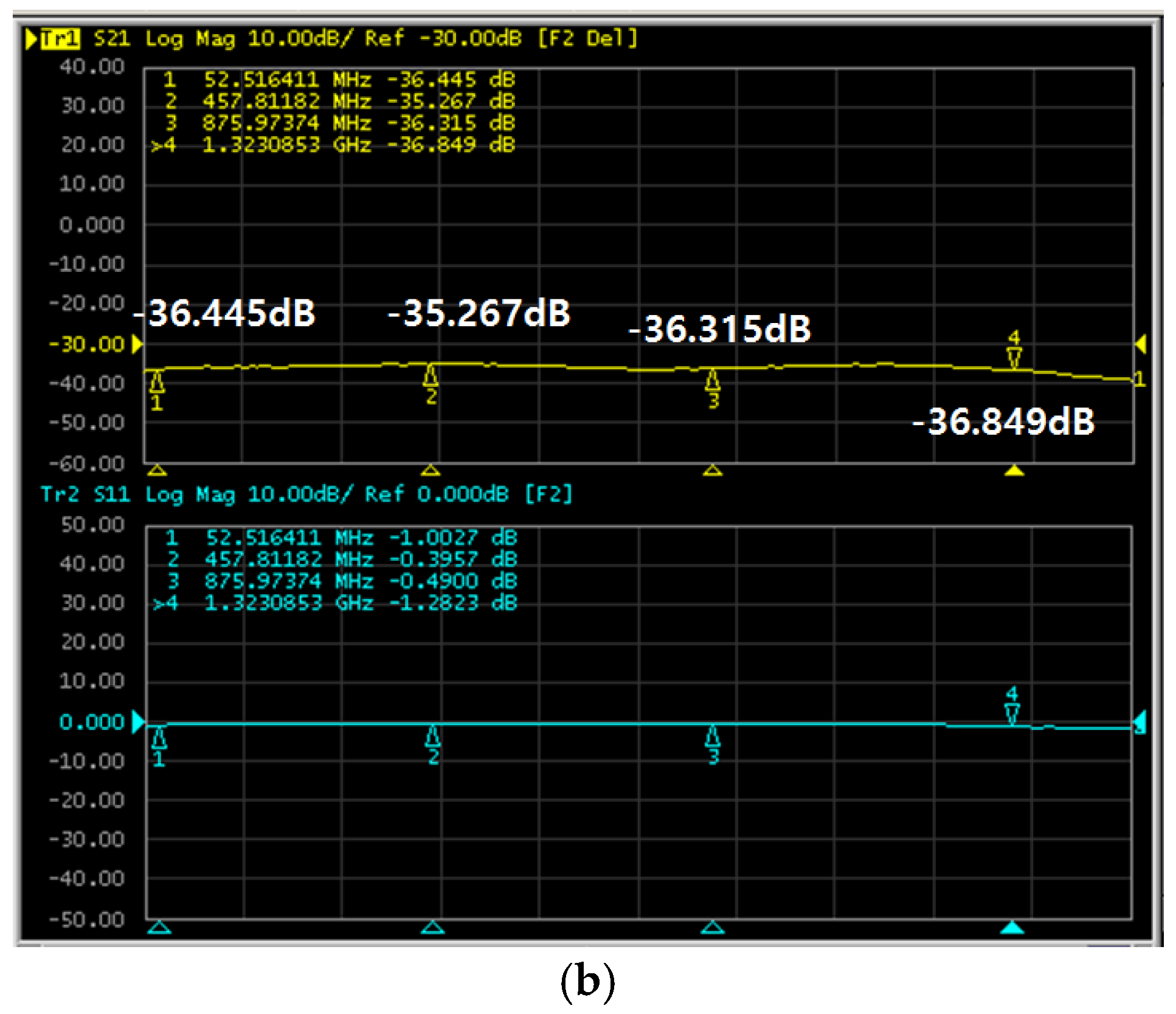
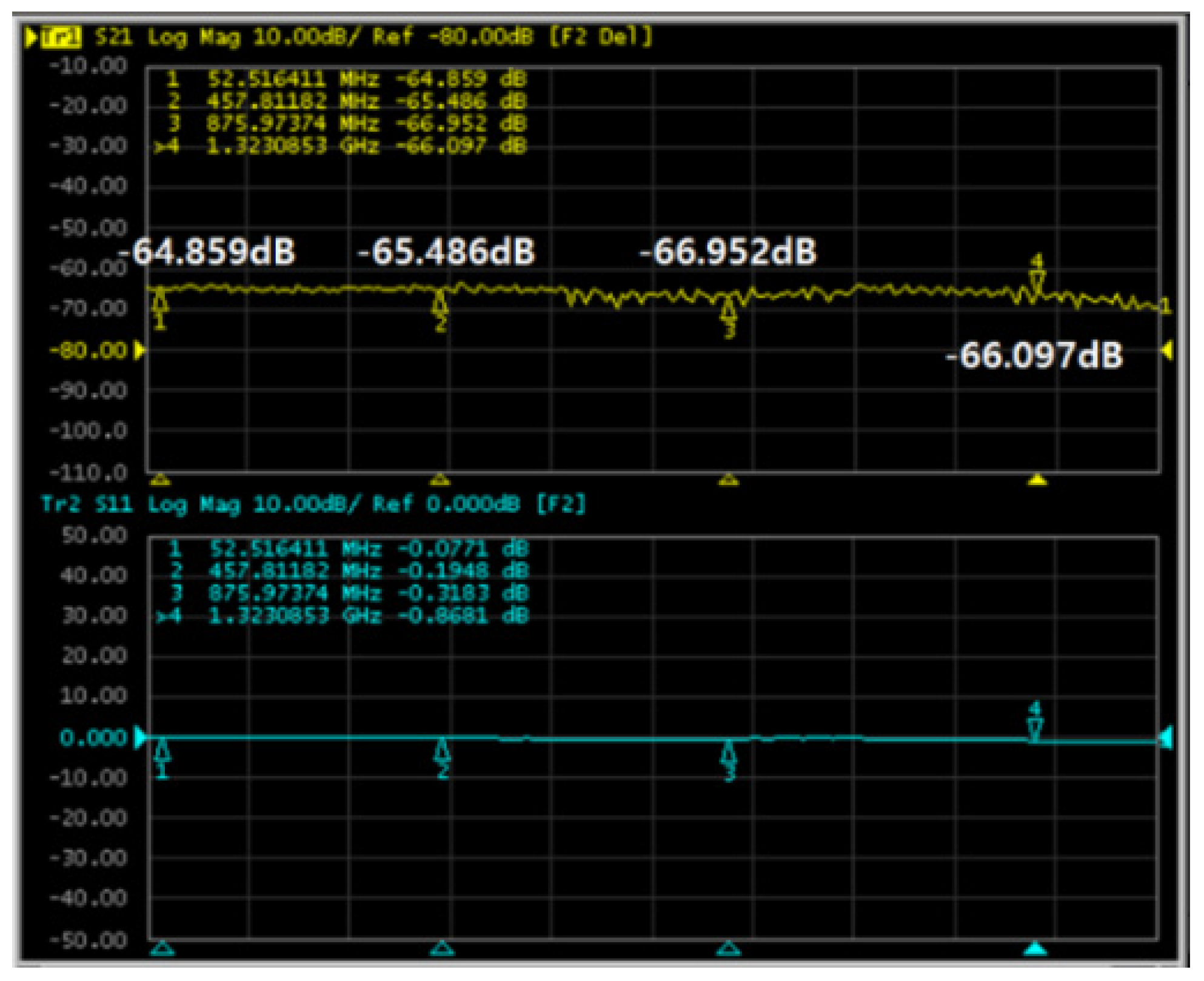
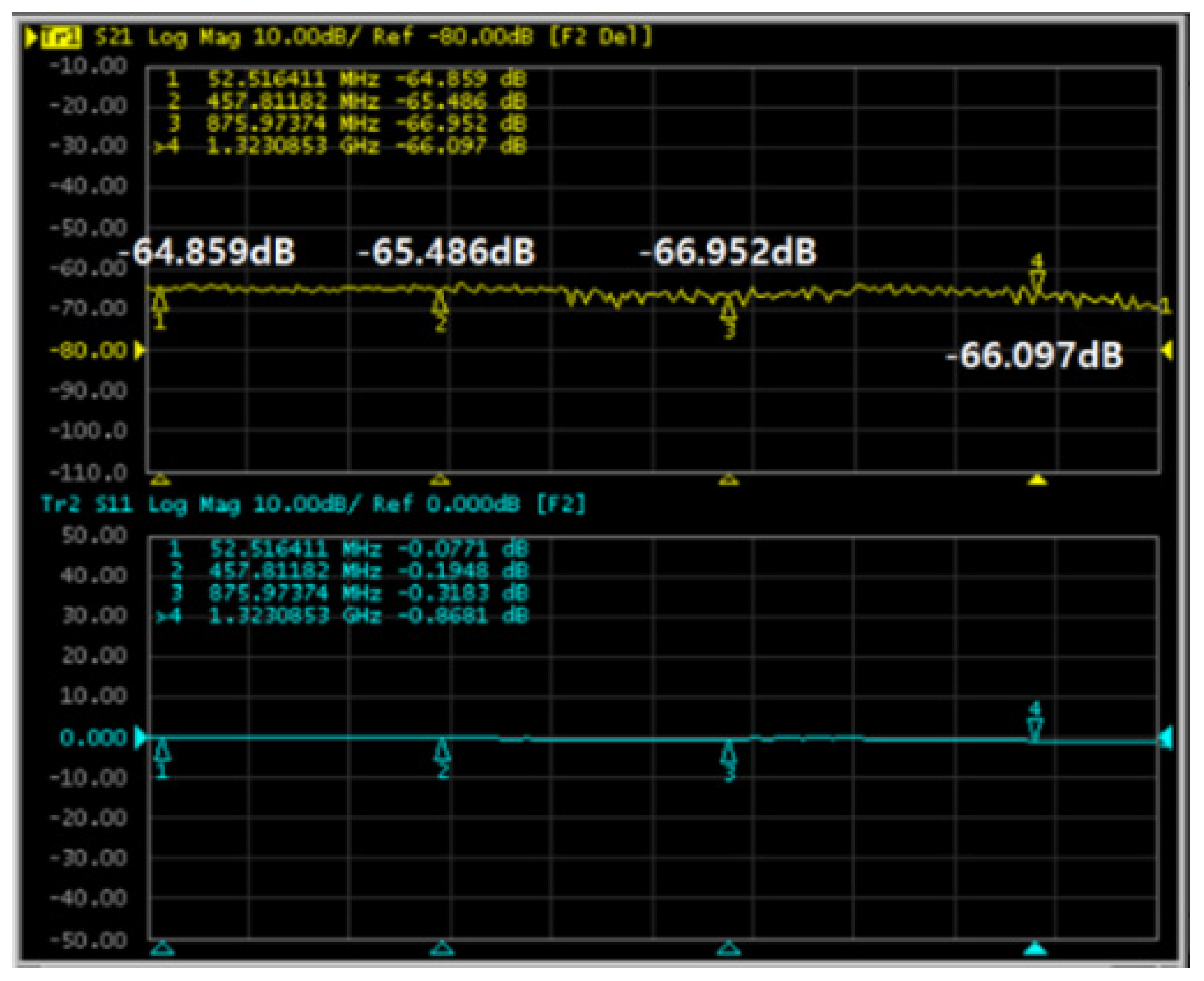
3.2. Evaluation and Analysis of Electromagnetic Wave Shielding of Carbon Fiber Coated with Nickel Metal Using Dry Process
4. Conclusions
Funding
Conflicts of Interest
References
- D’Alessandro, A.; Rallini, M.; Ubertini, F.; Materazzi, A.L.; Kenny, J.M. Investigations on scalable fabrication procedures for self-sensing carbon nanotube cement-matrix composites for SHM applications. Cem. Concr. Compos. 2016, 65, 200–213. [Google Scholar] [CrossRef]
- You, I.; Yoo, D.-Y.; Kim, S.; Kim, M.-J.; Zi, G. Electrical and Self-Sensing Properties of Ultra-High-Performance Fiber-Reinforced Concrete with Carbon Nanotubes. Sensors 2017, 17, 2481. [Google Scholar] [CrossRef] [Green Version]
- Pisello, A.L.; D’Alessandro, A.; Sambuco, S.; Rallini, M.; Ubertini, F.; Asdrubali, F.; Materazzi, A.L.; Cotana, F. Multipurpose experimental characterization of smart nanocomposite cement-based materials for thermal-energy efficiency and strain-sensing capability. Sol. Energy Mater. Sol. Cells 2017, 161, 77–88. [Google Scholar] [CrossRef]
- Chang, C.; Ho, M.; Song, G.; Mo, Y.; Li, H. A feasibility study of self-heating concrete utilizing carbon nanofiber heating elements. Smart Mater. Struct. 2009, 18, 18. [Google Scholar] [CrossRef]
- Chung, D. Cement reinforced with short carbon fibers: A multifunctional material. Compos. Part B Eng. 2000, 31, 511–526. [Google Scholar] [CrossRef]
- Collins, F.; Lambert, J.; Duan, W.H. The influences of admixtures on the dispersion, workability, and strength of carbon nanotube–OPC paste mixtures. Cem. Concr. Compos. 2012, 34, 201–207. [Google Scholar] [CrossRef]
- Hanxun, B.; Yu, X.; Ou, J. Effect of water content on the piezoresistivity of MWNT/cement composites. J. Mater. Sci. 2010, 45, 3714–3719. [Google Scholar] [CrossRef]
- Konsta-Gdoutos, M.S.; Metaxa, Z.S.; Shah, S.P. Highly dispersed carbon nanotube reinforced cement based materials. Cem. Concr. Res. 2010, 40, 1052–1059. [Google Scholar] [CrossRef]
- Sobolkina, A.; Mechtcherine, V.; Khavrus, V.; Maier, D.; Mende, M.; Ritschel, M.; Leonhardt, A. Dispersion of carbon nanotubes and its influence on the mechanical properties of the cement matrix. Cem. Concr. Compos. 2012, 34, 1104–1113. [Google Scholar] [CrossRef]
- Mendoza, O.; Sierra, G.; Tobón, J. Influence of super plasticizer and Ca(OH)2 on the stability of functionalized multi-walled carbon nanotubes dispersions for cement composites applications. Constr. Build. Mater. 2013, 47, 771–778. [Google Scholar] [CrossRef]
- Yu, X.; Kwon, E. A carbon nanotube/cement composite with piezoresistive properties. Smart Mater. Struct. 2009, 18, 18. [Google Scholar] [CrossRef]
- Sanchez, F.; Ince, C. Microstructure and macroscopic properties of hybrid carbon nanofiber/silica fume cement composites. Compos. Sci. Technol. 2009, 69, 1310–1318. [Google Scholar] [CrossRef]
- Nelson, L.; Smith, R.; Mienczakowski, M. Ply-orientation measurements in composites using structure-tensor analysis of volumetric ultrasonic data. Compos. Part A Appl. Sci. Manuf. 2018, 104, 108–119. [Google Scholar] [CrossRef] [Green Version]
- Gray, A.A.; Sean, O.N.; Lyndon, N.S. Precision Fibre Angle Inspection for Carbon Fibre Composite Structures Using Polarisation Vision. Electronics 2021, 10, 2765. [Google Scholar] [CrossRef]
- Wang, C.; Li, K.-Z.; Li, H.-J.; Jiao, G.-S.; Lu, J.; Hou, D.-S. Effect of carbon fiber dispersion on the mechanical properties of carbon fiber-reinforced cement-based composites. Mater. Sci. Eng. A 2008, 487, 52–57. [Google Scholar] [CrossRef]
- Chuang, W.; Geng-Sheng, J.; Bing-Liang, L.; Lei, P.; Ying, F.; Ni, G.; Ke-Zhi, L. Dispersion of carbon fibers and conductivity of carbon fiber-reinforced cement-based composites. Ceram. Int. 2017, 43, 15122–15132. [Google Scholar] [CrossRef]
- Wang, M.; Xu, X.; Liu, Q. Effect of dispersant on dispersion system of carbon fiber. J. Chang. Univ. Sci. Technol. 2010, 7, 74–80. [Google Scholar]
- You, I.; Lee, S.-J.; Zi, G.; Lim, D. Influence of Carbon Fiber Incorporation on Electrical Conductivity of Cement Composites. Appl. Sci. 2020, 10, 8993. [Google Scholar] [CrossRef]
- Yan, Y.; Liang, H.; Lu, Y.; Huang, Y. Behaviour of concrete-filled steel-tube columns strengthened with high-strength CFRP textile grid-reinforced high-ductility engineered cementitious composites. Constr. Build. Mater. 2021, 269, 121283. [Google Scholar] [CrossRef]
- Rafael, C.G.; Richard, E.W. Digital Image Processing Using MATLAB, 2nd ed.; 2009; Available online: https://www.amazon.com/Digital-Image-Processing-Using-MATLAB/dp/0982085400 (accessed on 1 December 2021).
- Standard Test Method for Measuring the Electromagnetic Shielding Effectiveness of Planar Materials, ASTM D-4935-99. Available online: https://www.astm.org/d4935-99.html (accessed on 1 December 2021).
- Yuping, D.; Shunhua, L.; Hongtao, G. Investigation of electrical conductivity and electromagnetic Shielding Effectiveness of polyaniline composites. Sci. Technol. Adv. Mater. 2005, 6, 513. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sizing Removal by Solution (Figure 2) | Sizing Removal by Compressed Air (Figure 3) | Sizing Removal by Hybrid Method (Figure 4) | |
|---|---|---|---|
| Mean | 107.9765 | 103.5886 | 104.0306 |
| Standard Deviation | 22.3881 | 27.0424 | 40.7007 |
| Relationship coefficient | 0.8005 | 0.9343 | 0.9639 |
| Unit | Existing Product | Manufactured Product | |
|---|---|---|---|
| Volumetric resistance | Ω·cm | ||
| Electromagnetic Shielding rate | dB | 30 | 66.7 |
| Carbon fiber density | g/cm3 | 3.3 | 2.42 |
| Coating thickness | mm | 0.5 | |
| Tensile strength | MPa | 5500 | 6400 |
| Measurement Condition (30 MHz–1.5 GHz) | ||||
|---|---|---|---|---|
| Lowest Electromagnetic Shielding Effect | Best Electromagnetic Shielding Effect | |||
| Frequency (MHz) | Measures (dB) | Frequency (MHz) | Measures (dB) | |
| 30 | 457.8 | 24.235 | 1323 | 25.888 |
| 40 | 457.8 | 35.267 | 1323 | 36.849 |
| 50 | 52.5 | 64.859 | 857.97 | 66.952 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cho, J.-H. A Study on the Development of Carbon Fiber with Electromagnetic Wave Shielding Performance and Sizing Removal State Measurement Algorithm Using Image Processing. Electronics 2021, 10, 3128. https://doi.org/10.3390/electronics10243128
Cho J-H. A Study on the Development of Carbon Fiber with Electromagnetic Wave Shielding Performance and Sizing Removal State Measurement Algorithm Using Image Processing. Electronics. 2021; 10(24):3128. https://doi.org/10.3390/electronics10243128
Chicago/Turabian StyleCho, Joon-Ho. 2021. "A Study on the Development of Carbon Fiber with Electromagnetic Wave Shielding Performance and Sizing Removal State Measurement Algorithm Using Image Processing" Electronics 10, no. 24: 3128. https://doi.org/10.3390/electronics10243128
APA StyleCho, J.-H. (2021). A Study on the Development of Carbon Fiber with Electromagnetic Wave Shielding Performance and Sizing Removal State Measurement Algorithm Using Image Processing. Electronics, 10(24), 3128. https://doi.org/10.3390/electronics10243128