


Preparation of Adsorbent Materials from Rice Husk via Hydrothermal Carbonization: Optimization of Operating Conditions and Alkali Activation


 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Hydrochar Preparation
2.2. HTC Process Optimization
2.3. Activation and Characterization of Optimal Hydrochars
3. Results and Discussion
3.1. Adsorption Experiments and Optimization
3.1.1. Statistical Analysis and Obtained Models
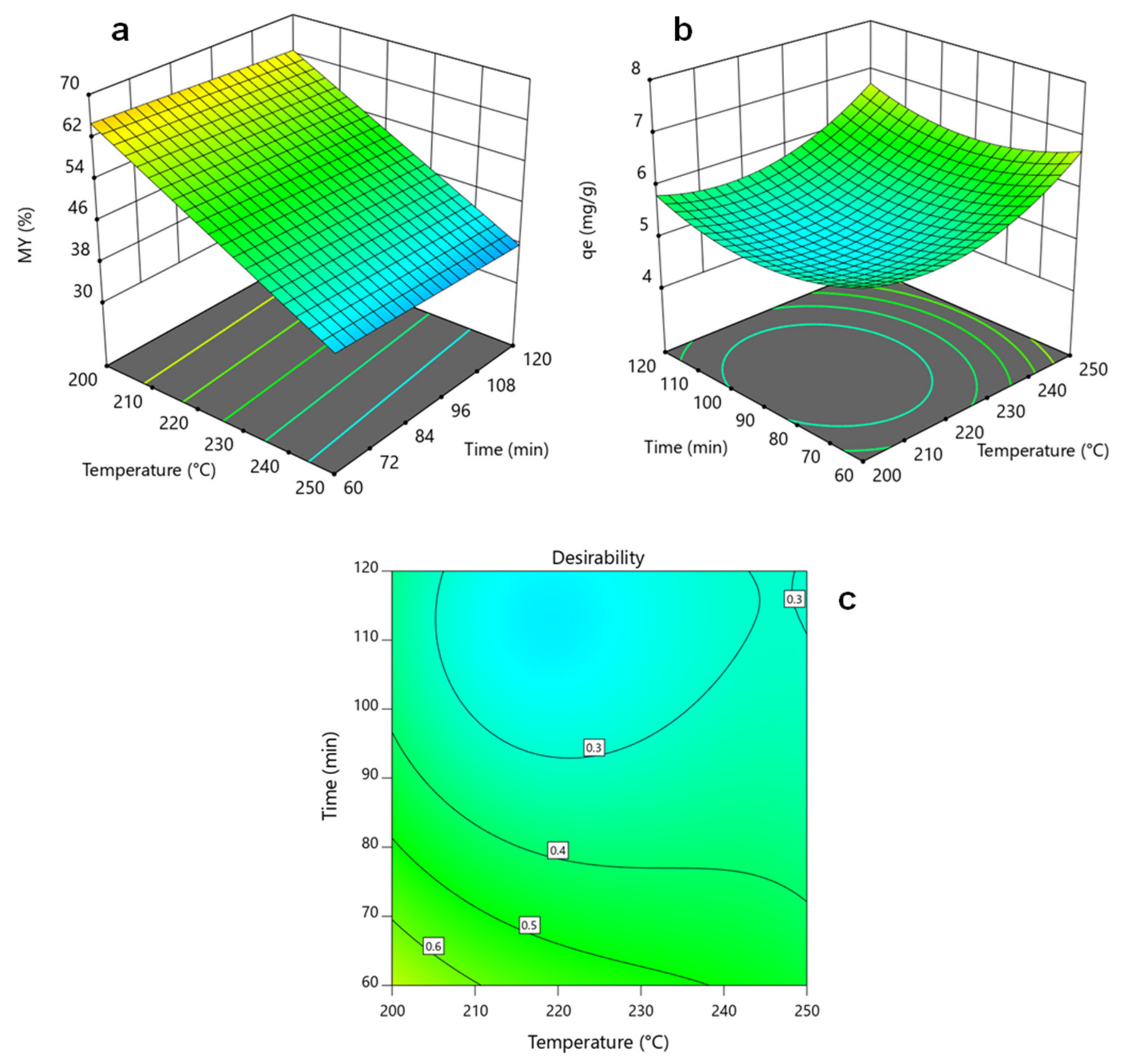
3.1.2. Effect of the HTC Operating Conditions on Response Variables and Optimization of Multiple Responses
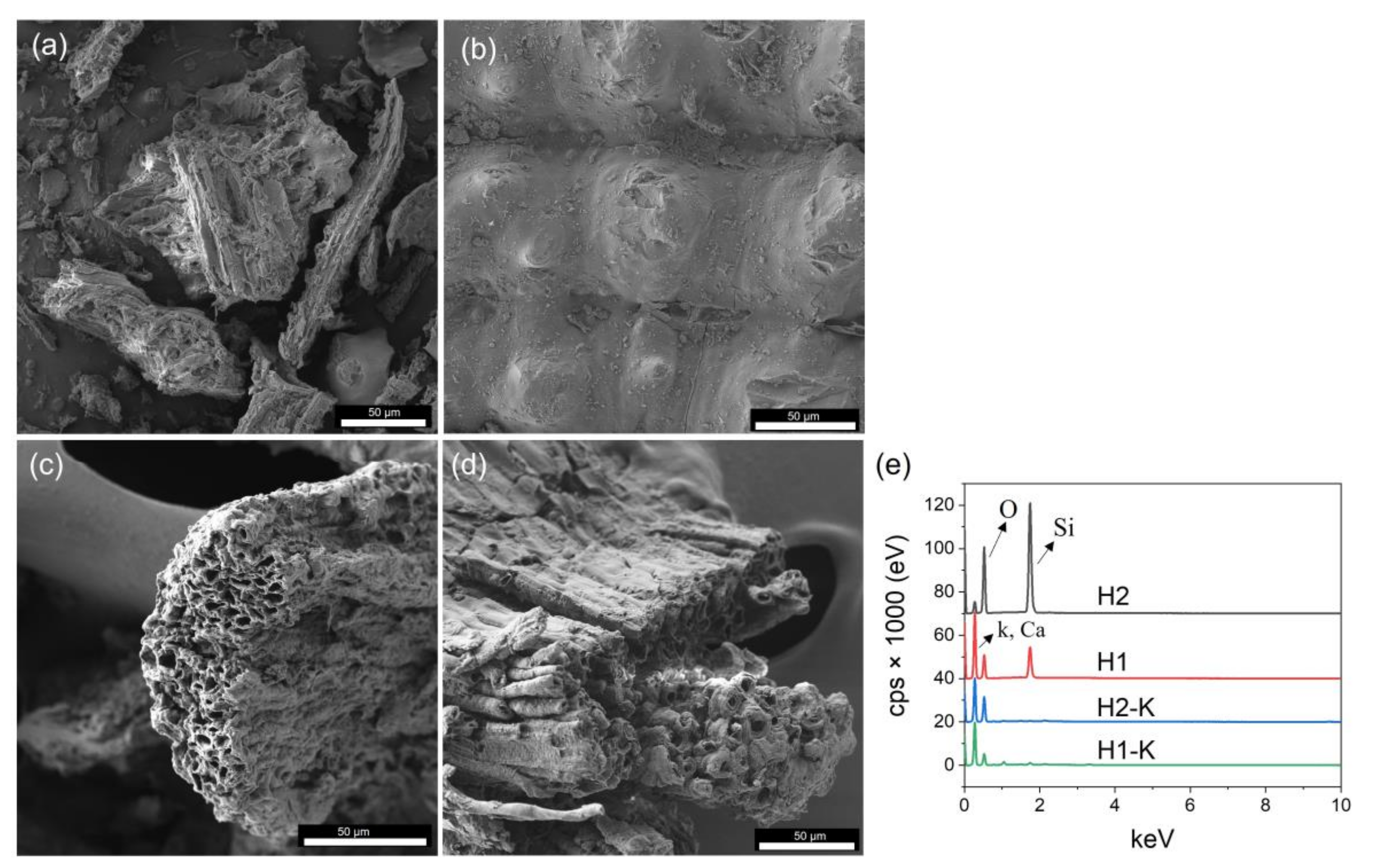
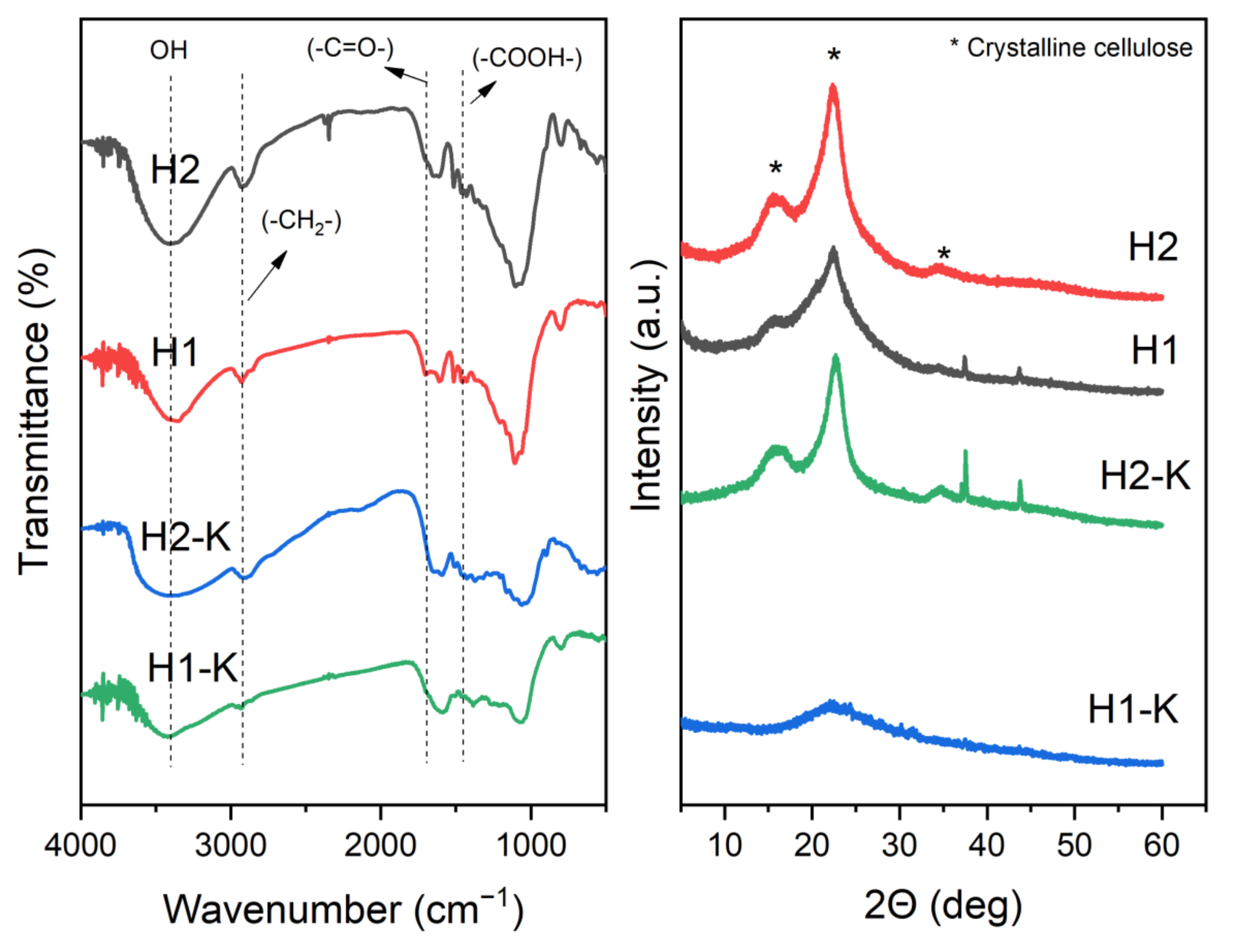
3.2. Characterization of Optimal and Activated Hydrochars
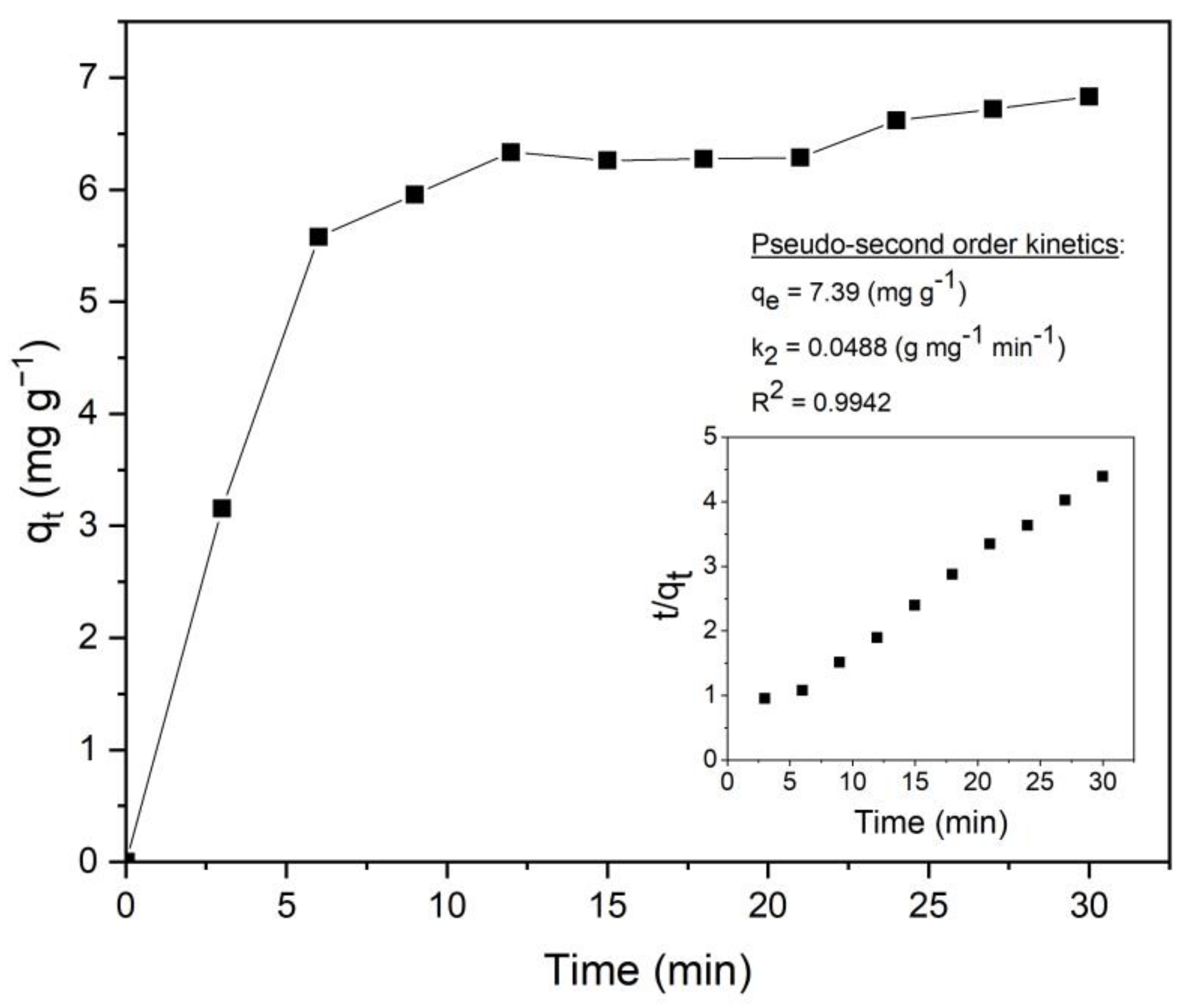
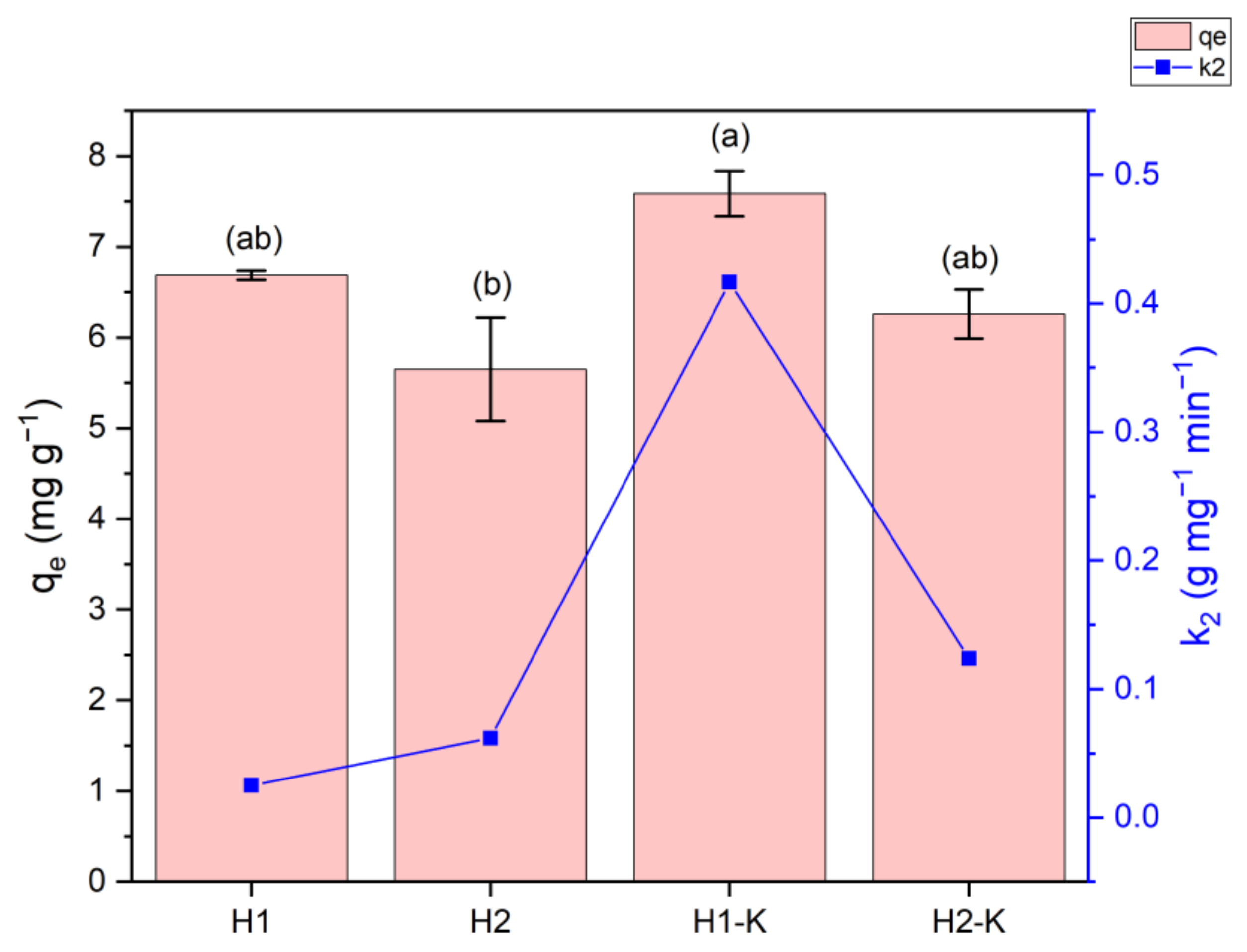
3.3. Adsorption Behavior of Optimal and Activated Hydrochars
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hossain, S.K.S.; Mathur, L.; Roy, P.K. Rice Husk/Rice Husk Ash as an Alternative Source of Silica in Ceramics: A Review. J. Asian Ceram. Soc. 2018, 6, 299–313. [Google Scholar] [CrossRef]
- Hoque, M.E.; Rashid, F.; Aziz, M. Gasification and Power Generation Characteristics of Rice Husk, Sawdust, and Coconut Shell Using a Fixed-Bed Downdraft Gasifier. Sustainability 2021, 13, 2027. [Google Scholar] [CrossRef]
- Pode, R.; Diouf, B.; Pode, G. Sustainable Rural Electrification Using Rice Husk Biomass Energy: A Case Study of Cambodia. Renew. Sustain. Energy Rev. 2015, 44, 530–542. [Google Scholar] [CrossRef]
- Palniandy, L.K.; Yoon, L.W.; Wong, W.Y.; Yong, S.T.; Pang, M.M. Application of Biochar Derived from Different Types of Biomass and Treatment Methods as a Fuel Source for Direct Carbon Fuel Cells. Energies 2019, 12, 2477. [Google Scholar] [CrossRef]
- Alam, M.M.; Hossain, M.A.; Hossain, M.D.; Johir, M.A.H.; Hossen, J.; Rahman, M.S.; Zhou, J.L.; Hasan, A.T.M.K.; Karmakar, A.K.; Ahmed, M.B. The Potentiality of Rice Husk-Derived Activated Carbon: From Synthesis to Application. Processes 2020, 8, 203. [Google Scholar] [CrossRef]
- Alvarez, J.; Lopez, G.; Amutio, M.; Bilbao, J.; Olazar, M. Upgrading the Rice Husk Char Obtained by Flash Pyrolysis for the Production of Amorphous Silica and High Quality Activated Carbon. Bioresour. Technol. 2014, 170, 132–137. [Google Scholar] [CrossRef] [PubMed]
- Shamsollahi, Z.; Partovinia, A. Recent Advances on Pollutants Removal by Rice Husk as a Bio-Based Adsorbent: A Critical Review. J. Environ. Manag. 2019, 246, 314–323. [Google Scholar] [CrossRef] [PubMed]
- Hidayat; Rahmat, A.; Nissa, R.C.; Sukamto; Nuraini, L.; Nurtanto, M.; Ramadhani, W.S. Analysis of Rice Husk Biochar Characteristics under Different Pyrolysis Temperature. IOP Conf. Ser. Earth Environ. Sci. 2023, 1201, 012095. [Google Scholar] [CrossRef]
- Heidari, M.; Dutta, A.; Acharya, B.; Mahmud, S. A Review of the Current Knowledge and Challenges of Hydrothermal Carbonization for Biomass Conversion. J. Energy Inst. 2019, 92, 1779–1799. [Google Scholar] [CrossRef]
- Reza, M.T.; Rottler, E.; Herklotz, L.; Wirth, B. Hydrothermal Carbonization (HTC) of Wheat Straw: Influence of Feedwater PH Prepared by Acetic Acid and Potassium Hydroxide. Bioresour. Technol. 2015, 182, 336–344. [Google Scholar] [CrossRef]
- Çatlıoğlu, F.N.; Akay, S.; Gözmen, B.; Turunc, E.; Anastopoulos, I.; Kayan, B.; Kalderis, D. Fe-Modified Hydrochar from Orange Peel as Adsorbent of Food Colorant Brilliant Black: Process Optimization and Kinetic Studies. Int. J. Environ. Sci. Technol. 2020, 17, 1975–1990. [Google Scholar] [CrossRef]
- Ronix, A.; Pezoti, O.; Souza, L.S.; Souza, I.P.A.F.; Bedin, K.C.; Souza, P.S.C.; Silva, T.L.; Melo, S.A.R.; Cazetta, A.L.; Almeida, V.C. Hydrothermal Carbonization of Coffee Husk: Optimization of Experimental Parameters and Adsorption of Methylene Blue Dye. J. Environ. Chem. Eng. 2017, 5, 4841–4849. [Google Scholar] [CrossRef]
- Jais, F.M.; Chee, C.Y.; Ismail, Z.; Ibrahim, S. Experimental Design via NaOH Activation Process and Statistical Analysis for Activated Sugarcane Bagasse Hydrochar for Removal of Dye and Antibiotic. J. Environ. Chem. Eng. 2021, 9, 104829. [Google Scholar] [CrossRef]
- Murillo, H.A.; Díaz-Robles, L.A.; Santander, R.E.; Cubillos, F.A. Conversion of Residual Oat Husk and Pine Sawdust by Co-Hydrothermal Carbonization towards Biofuel Production for Pellet Stoves. Ind. Crops Prod. 2021, 174, 114219. [Google Scholar] [CrossRef]
- Ding, D.; Ma, X.; Shi, W.; Lei, Z.; Zhang, Z. Insights into Mechanisms of Hexavalent Chromium Removal from Aqueous Solution by Using Rice Husk Pretreated Using Hydrothermal Carbonization Technology. RSC Adv. 2016, 6, 74675–74682. [Google Scholar] [CrossRef]
- Ding, Y.; Guo, C.; Qin, S.; Wang, B.; Zhao, P.; Cui, X. Effects of Process Water Recirculation on Yields and Quality of Hydrochar from Hydrothermal Carbonization Process of Rice Husk. J. Anal. Appl. Pyrolysis 2022, 166, 105618. [Google Scholar] [CrossRef]
- Hossain, N.; Nizamuddin, S.; Griffin, G.; Selvakannan, P.; Mubarak, N.M.; Mahlia, T.M.I. Synthesis and Characterization of Rice Husk Biochar via Hydrothermal Carbonization for Wastewater Treatment and Biofuel Production. Sci. Rep. 2020, 10, 18851. [Google Scholar] [CrossRef]
- Chen, H.; Liang, X.; Liu, Y.; Ai, X.; Asefa, T.; Zou, X. Active Site Engineering in Porous Electrocatalysts. Adv. Mater. 2020, 32, 2002435. [Google Scholar] [CrossRef]
- Li, H.Z.; Zhang, Y.N.; Guo, J.Z.; Lv, J.Q.; Huan, W.W.; Li, B. Preparation of Hydrochar with High Adsorption Performance for Methylene Blue by Co-Hydrothermal Carbonization of Polyvinyl Chloride and Bamboo. Bioresour. Technol. 2021, 337, 125442. [Google Scholar] [CrossRef]
- ISO 16948:2015; Solid Biofuels—Determination of Total Content of Carbon, Hydrogen and Nitrogen. International Organization for Standardization: Geneva, Switzerland, 2015.
- UNE-EN ISO 18122; Biocombustibles Sólidos: Determinación Del Contenido de Ceniza. Asociación Española de Normalización y Certificación: Barcelona, Spain, 2022.
- Rodriguez, Y.; Guerra, R.; Vizuete, K.; Debut, A.; Streitwieser, D.A.; Mora, J.R.; Ponce, S. Kinetic Study of the Catalytic Cracking of Waste Motor Oil Using Biomass-Derived Heterogeneous Catalysts. Waste Manag. 2023, 167, 46–54. [Google Scholar] [CrossRef]
- Sarwar, B.; Rahman, Z. Central Composite Designs and Their Applications in Pharmaceutical Product Development. In Design of Experiments for Pharmaceutical Product Development Volume I: Basics and Fundamental Principles; Springer: Berlin/Heidelberg, Germany, 2021; Volume 1, pp. 63–76. [Google Scholar]
- Reza, M.T.; Mumme, J.; Ebert, A. Characterization of Hydrochar Obtained from Hydrothermal Carbonization of Wheat Straw Digestate. Biomass Convers. Biorefinery 2015, 5, 425–435. [Google Scholar] [CrossRef]
- Murillo, H.A.; Pagés-Díaz, J.; Díaz-Robles, L.A.; Vallejo, F.; Huiliñir, C. Valorization of Oat Husk by Hydrothermal Carbonization: Optimization of Process Parameters and Anaerobic Digestion of Spent Liquors. Bioresour. Technol. 2022, 343, 126112. [Google Scholar] [CrossRef]
- Bezerra, M.A.; Ferreira, S.L.C.; Novaes, C.G.; dos Santos, A.M.P.; Valasques, G.S.; da Mata Cerqueira, U.M.F.; dos Santos Alves, J.P. Simultaneous Optimization of Multiple Responses and Its Application in Analytical Chemistry—A Review. Talanta 2019, 194, 941–959. [Google Scholar] [CrossRef] [PubMed]
- Fan, S.; Wang, Y.; Wang, Z.; Tang, J.; Tang, J.; Li, X. Removal of Methylene Blue from Aqueous Solution by Sewage Sludge-Derived Biochar: Adsorption Kinetics, Equilibrium, Thermodynamics and Mechanism. J. Environ. Chem. Eng. 2017, 5, 601–611. [Google Scholar] [CrossRef]
- Liu, C.; Wang, W.; Wu, R.; Liu, Y.; Lin, X.; Kan, H.; Zheng, Y. Preparation of Acid- And Alkali-Modified Biochar for Removal of Methylene Blue Pigment. ACS Omega 2020, 5, 30906–30922. [Google Scholar] [CrossRef] [PubMed]
- Capobianco, L.; Di Caprio, F.; Altimari, P.; Astolfi, M.L.; Pagnanelli, F. Production of an Iron-Coated Adsorbent for Arsenic Removal by Hydrothermal Carbonization of Olive Pomace: Effect of the Feedwater PH. J. Environ. Manag. 2020, 273, 111164. [Google Scholar] [CrossRef] [PubMed]
- Kang, K.; Nanda, S.; Sun, G.; Qiu, L.; Gu, Y.; Zhang, T.; Zhu, M.; Sun, R. Microwave-Assisted Hydrothermal Carbonization of Corn Stalk for Solid Biofuel Production: Optimization of Process Parameters and Characterization of Hydrochar. Energy 2019, 186, 115795. [Google Scholar] [CrossRef]
- Gan, M.J.; Lim, W.S.; Ng, H.X.; Ong, M.H.; Gan, S.; Lee, L.Y.; Thangalazhy-Gopakumar, S. Enhancement of Palm Kernel Shell Fuel Properties via Wet Torrefaction: Response Surface, Optimization, and Combustion Studies. Energy Fuels 2019, 33, 11009–11020. [Google Scholar] [CrossRef]
- Sharma, N.; Khanna, R.; Gupta, R.D.; Sharma, R. Modeling and Multiresponse Optimization on WEDM for HSLA by RSM. Int. J. Adv. Manuf. Technol. 2013, 67, 2269–2281. [Google Scholar] [CrossRef]
- Suteerawattananonda, N.; Kongkaew, N.; Patumsawad, S. Hydrothermal Carbonization of Rice Husk for Fuel Upgrading. IOP Conf. Ser. Mater. Sci. Eng. 2018, 297, 012007. [Google Scholar] [CrossRef]
- Jais, F.M.; Ibrahim, S.; Chee, C.Y.; Ismail, Z. High Removal of Crystal Violet Dye and Tetracycline by Hydrochloric Acid Assisted Hydrothermal Carbonization of Sugarcane Bagasse Prepared at High Yield. Sustain. Chem. Pharm. 2021, 24, 100541. [Google Scholar] [CrossRef]
- Khoshbouy, R.; Takahashi, F.; Yoshikawa, K. Preparation of High Surface Area Sludge-Based Activated Hydrochar via Hydrothermal Carbonization and Application in the Removal of Basic Dye. Environ. Res. 2019, 175, 457–467. [Google Scholar] [CrossRef] [PubMed]
- Jain, A.; Balasubramanian, R.; Srinivasan, M.P. Hydrothermal Conversion of Biomass Waste to Activated Carbon with High Porosity: A Review. Chem. Eng. J. 2016, 283, 789–805. [Google Scholar] [CrossRef]
- Ameen, M.; Zamri, N.M.; May, S.T.; Azizan, M.T.; Aqsha, A.; Sabzoi, N.; Sher, F. Effect of Acid Catalysts on Hydrothermal Carbonization of Malaysian Oil Palm Residues (Leaves, Fronds, and Shells) for Hydrochar Production. Biomass Convers. Biorefinery 2022, 12, 103–114. [Google Scholar] [CrossRef]
- Teng, F.; Zhang, Y.; Wang, D.; Shen, M.; Hu, D. Iron-Modified Rice Husk Hydrochar and Its Immobilization Effect for Pb and Sb in Contaminated Soil. J. Hazard Mater. 2020, 398, 122977. [Google Scholar] [CrossRef]
- Nizamuddin, S.; Siddiqui, M.T.H.; Baloch, H.A.; Mubarak, N.M.; Griffin, G.; Madapusi, S.; Tanksale, A. Upgradation of Chemical, Fuel, Thermal, and Structural Properties of Rice Husk through Microwave-Assisted Hydrothermal Carbonization. Environ. Sci. Pollut. Res. 2018, 25, 17529–17539. [Google Scholar] [CrossRef] [PubMed]
- Chakraborty, S.; Chowdhury, S.; Das Saha, P. Adsorption of Crystal Violet from Aqueous Solution onto NaOH-Modified Rice Husk. Carbohydr. Polym. 2011, 86, 1533–1541. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ultimate Analysis | Proximate Analysis | ||
|---|---|---|---|
| C | 35.01 | Cellulose | 28.63 |
| H | 6.41 | Hemicellulose * | 28.33 |
| O * | 38.07 | Lignin | 23.59 |
| N | 0.98 | ||
| S | 0.08 | ||
| Ash content | 19.45 | ||
| Factor Levels | |||||
|---|---|---|---|---|---|
| Factor | −α | −1 | 0 | +1 | +α |
| Temperature (°C) | 183 | 200 | 225 | 250 | 267 |
| Time (min) | 39.5 | 60 | 90 | 120 | 140.5 |
| B/W ratio | 0.0165 | 0.025 | 0.0375 | 0.05 | 0.0585 |
| Std. Order | Run Order | T: Temperature (°C) | t: Time (min) | W: B/W Ratio | MY (%) | qe (mg g−1) |
|---|---|---|---|---|---|---|
| 1 | 7 | 200 | 60 | 0.025 | 54.66 | 4.55 |
| 2 | 15 | 250 | 60 | 0.025 | 33.33 | 5.54 |
| 3 | 14 | 200 | 120 | 0.025 | 68.00 | 5.82 |
| 4 | 5 | 250 | 120 | 0.025 | 34.66 | 7.67 |
| 5 | 1 | 200 | 60 | 0.05 | 73.00 | 6.05 |
| 6 | 12 | 250 | 60 | 0.05 | 42.67 | 6.83 |
| 7 | 4 | 200 | 120 | 0.05 | 58.60 | 4.98 |
| 8 | 11 | 250 | 120 | 0.05 | 36.66 | 6.06 |
| 9 | 17 | 183 | 90 | 0.0375 | 69.02 | 6.59 |
| 10 | 10 | 267 | 90 | 0.0375 | 31.05 | 7.42 |
| 11 | 13 | 225 | 39.5 | 0.0375 | 55.75 | 6.96 |
| 12 | 16 | 225 | 140.5 | 0.0375 | 51.32 | 6.23 |
| 13 | 2 | 225 | 90 | 0.0165 | 50.00 | 4.90 |
| 14 | 3 | 225 | 90 | 0.0585 | 52.40 | 4.36 |
| 15 | 9 | 225 | 90 | 0.0375 | 47.78 | 5.06 |
| 16 | 8 | 225 | 90 | 0.0375 | 53.98 | 5.41 |
| 17 | 6 | 225 | 90 | 0.0375 | 58.39 | 5.27 |
| Predicted optimal factors and responses and validation results | ||||||
| Optimal conditions for qe maximization (sample name: H1) | ||||||
| Prediction | 250 | 60 | 0.05 | 41.49 | 7.11 | |
| Validation | 43.33 (±2.30) | 6.82 (±0.23) | ||||
| Optimal conditions for MY and qe maximization (sample name: H2) | ||||||
| Prediction | 200 | 60 | 0.05 | 66.50 | 6.22 | |
| Validation | 63.66 (±2.14) | 5.65 (±0.57) | ||||
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| MY | qe | MY | qe | MY | qe | MY | qe | MY | qe | |
| Model | 2192.10 | 13.94 | 3 | 5 | 730.70 | 2.79 | 29.01 | 18.94 | <0.0001 | <0.0001 |
| T: Temperature | 2136.06 | 2.72 | 1 | 1 | 2136.06 | 2.72 | 84.60 | 18.84 | <0.0001 * | 0.0013 * |
| t: Time | 12.75 | - | 1 | - | 12.75 | - | 0.5060 | - | 0.4894 | - |
| W: B/W ratio | 43.30 | - | 1 | - | 43.30 | - | 1.72 | - | 0.2125 | - |
| Tt | - | - | - | - | - | - | - | - | - | - |
| TW | - | - | - | - | - | - | - | - | - | - |
| tW | - | 3.43 | - | 1 | - | 3.43 | - | 23.31 | - | 0.0005 * |
| T2 | - | 3.79 | - | 1 | - | 3.79 | - | 25.72 | - | 0.0004 * |
| t2 | - | 2.13 | - | 1 | - | 2.13 | - | 14.46 | - | 0.0029 * |
| W2 | - | 0.7627 | - | 1 | - | 0.7627 | - | 5.18 | - | 0.0439 * |
| Residual | 327.46 | 1.62 | 13 | 11 | 25.19 | 0.1472 | - | - | - | - |
| Lack of Fit | 270.64 | 1.56 | 11 | 9 | 24.60 | 0.1731 | 0.8660 | 5.58 | 0.6494 | 0.1612 |
| Pure Error | 56.82 | 0.0621 | 2 | 2 | 28.41 | 0.0310 | - | - | - | - |
| Cor Total | 2519.56 | 15.56 | 16 | 16 | - | - | - | - | - | - |
| Std. dev. | 5.02 | 0.3837 | R2 | 0.8700 | 0.8959 | Pred. R2 | 0.7732 | 0.7021 | ||
| Mean | 51.25 | 5.86 | Adj. R2 | 0.8400 | 0.8486 | Adeq. Precision | 17.2791 | 13.7114 | ||
| C.V.% | 9.79 | 6.54 | ||||||||
| Response Variable | Obtained Models | |
|---|---|---|
| MY | Actual factors | |
| Coded factors | ||
| qe | Coded factors | |
| Sample | Nomenclature |
|---|---|
| qe optimal hydrochar (HTC at 250 °C, 60 min, and B/W: 0.05) | H1 |
| H1 + KOH activation | H1-K |
| MY and qe optimal hydrochar (HTC at 200 °C, 60 min, and B/W: 0.05) | H2 |
| H2 + KOH activation | H2-K |
| Sample | BET Surface Area (m2 g−1) | Ash Content (wt.%, d.b.) |
|---|---|---|
| H1 | 19.82 | 39.52 |
| H1-K | 110.67 | 44.72 |
| H2 | 1.40 | 29.32 |
| H2-K | 12.40 | 8.11 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Naranjo, J.; Juiña, E.; Loyo, C.; Romero, M.; Vizuete, K.; Debut, A.; Ponce, S.; Murillo, H.A. Preparation of Adsorbent Materials from Rice Husk via Hydrothermal Carbonization: Optimization of Operating Conditions and Alkali Activation. Resources 2023, 12, 145. https://doi.org/10.3390/resources12120145
Naranjo J, Juiña E, Loyo C, Romero M, Vizuete K, Debut A, Ponce S, Murillo HA. Preparation of Adsorbent Materials from Rice Husk via Hydrothermal Carbonization: Optimization of Operating Conditions and Alkali Activation. Resources. 2023; 12(12):145. https://doi.org/10.3390/resources12120145
Chicago/Turabian StyleNaranjo, Jhosué, Evelyn Juiña, Carlos Loyo, Michelle Romero, Karla Vizuete, Alexis Debut, Sebastian Ponce, and Herman A. Murillo. 2023. "Preparation of Adsorbent Materials from Rice Husk via Hydrothermal Carbonization: Optimization of Operating Conditions and Alkali Activation" Resources 12, no. 12: 145. https://doi.org/10.3390/resources12120145
APA StyleNaranjo, J., Juiña, E., Loyo, C., Romero, M., Vizuete, K., Debut, A., Ponce, S., & Murillo, H. A. (2023). Preparation of Adsorbent Materials from Rice Husk via Hydrothermal Carbonization: Optimization of Operating Conditions and Alkali Activation. Resources, 12(12), 145. https://doi.org/10.3390/resources12120145