Reliable Autonomous Production Systems: Combining Industrial Engineering Methods and Situation Awareness Modelling in Critical Realist Design of Autonomous Production Systems

Abstract
1. Introduction
2. Work Characteristics’ Challenges to Reliable High-Level Autonomous Production
2.1. Work Setting
2.1.1. Overview
2.1.2. Manufacturing Industry
2.1.3. Construction Industry
2.2. Work Composition
2.2.1. Overview
2.2.2. Manufacturing Industry
2.2.3. Construction Industry
2.3. Work Certainty
2.3.1. Overview
2.3.2. Manufacturing Industry
2.3.3. Construction Industry
2.4. Strong and Weak Opportunities for Reliable High-Level Autonomous Production
3. Critical Realist Framework for Improving Autonomous Production Reliability
3.1. Critical Realism
3.2. Industrial Engineering Methods
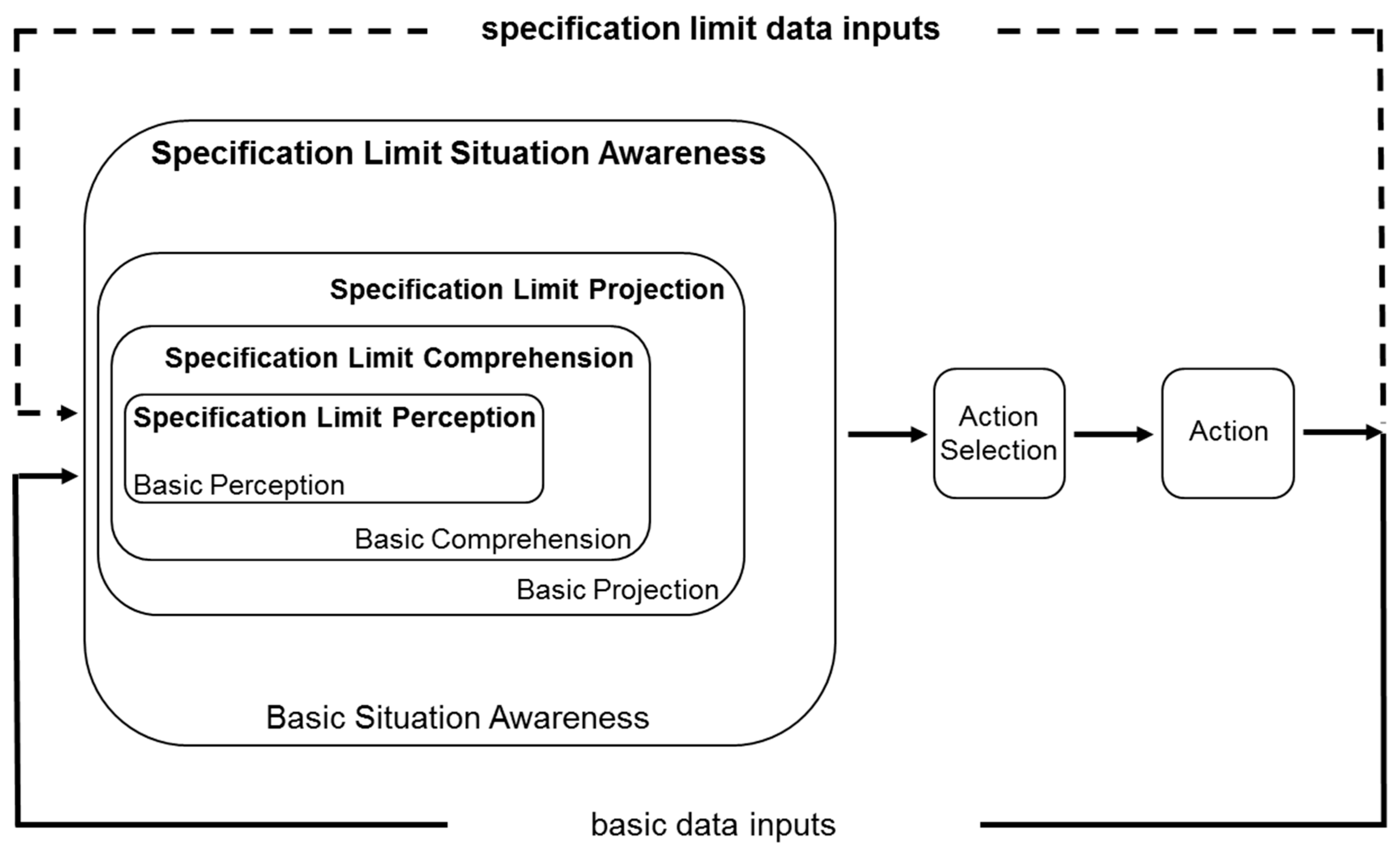
3.3. Situation Awareness Modelling
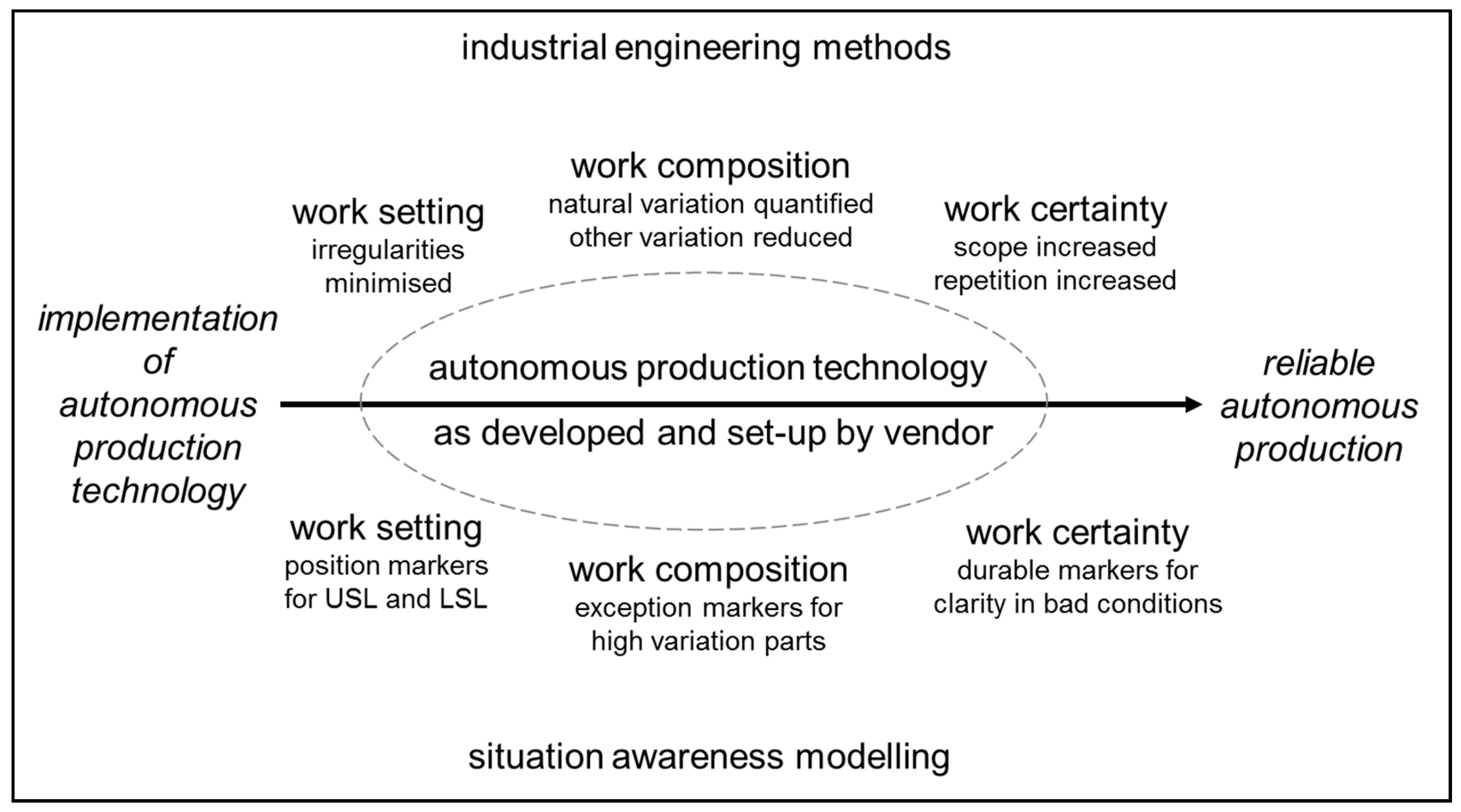
3.4. Combination of Methods and Modelling within a Critical Realist Framework
4. Conclusions
4.1. Implications for Theory Building
4.2. Implications for Applied Research
4.3. Implications for Practice
4.4. Principal Contributions
Funding
Conflicts of Interest
References
- NFA. Autonomous Systems: Opportunities and Challenges for the Oil & Gas Industry; Norwegian Society of Automatic Control (NFA): Kristiansand, Norway, 2012. [Google Scholar]
- Goodhue, D.L.; Thompson, R.L. Task-technology fit and individual performance. MIS Q. 1995, 19, 213–236. [Google Scholar] [CrossRef]
- Oakland, J.S. Total Quality Management and Operational Excellence, 4th ed.; Routledge: New York, NY, USA, 2014. [Google Scholar]
- Oyebisi, T.O. On reliability and maintenance management of electronic equipment in the tropics. Technovation 2000, 20, 517–522. [Google Scholar] [CrossRef]
- Bayat, B.; Bermejo-Alonso, J.; Carbonera, J.; Facchinetti, T.; Fiorini, S.; Goncalves, P.; Jorge, V.A.; Habib, M.; Khamis, A.; Melo, K.; et al. Requirements for building an ontology for autonomous robots. Ind. Robot 2016, 43, 469–480. [Google Scholar] [CrossRef]
- Grayson, W. Komatsu brings artificial intelligence to heavy equipment with NVIDIA-powered cameras. Equipment World, 13 December 2017. [Google Scholar]
- Shah, Z.A.; Singh, R.; Dar, M.A.; Matoo, J.M.; Mir, R. An analysis of socio-personal characteristics of apple growers and their attitude towards apple cultivation in District Shopian of J&K. Adv. Res. 2017, 12, 1–11. [Google Scholar]
- Edwards, C. Every road tells a story: Communication smart roads. Eng. Technol. 2017, 12, 64–67. [Google Scholar] [CrossRef]
- Mi, C.C.; Buja, G.; Choi, S.Y.; Rim, C.T. Modern advances in wireless power transfer systems for roadway powered electric vehicles. IEEE Trans. Ind. Electron. 2016, 63, 6533–6545. [Google Scholar] [CrossRef]
- Johnson, C. Readiness of the Road Network for Connected and Autonomous Vehicles; RAC Foundation: London, UK, 2017. [Google Scholar]
- Wang, M.; Daamen, W.; Hoogendoorn, S.P.; Van Arem, B. Connected variable speed limits control and car-following control with vehicle-infrastructure communication to resolve stop-and-go waves. J. Intell. Transp. Syst. 2016, 20, 559–572. [Google Scholar] [CrossRef]
- Regan, J. Rio Tinto aims for “intelligent” Australian iron ore mine. Reuters, 4 December 2017. [Google Scholar]
- Schulze, L.; Zhao, L. Worldwide development and application of automated guided vehicle systems. Int. J. Serv. Oper. Inf. 2007, 2, 164–176. [Google Scholar] [CrossRef]
- Fox, S. Potential of virtual-social-physical convergence for project manufacturing. J. Manuf. Technol. Manag. 2014, 25, 1209–1223. [Google Scholar] [CrossRef]
- Guizzo, E. Your next t-shirt will be made by a robot. IEEE Spec. 2018, 55, 50–57. [Google Scholar] [CrossRef]
- Schweder, J. Turning out lights on the factory floor. Automation World, 22 February 2017. [Google Scholar]
- Behrmann, E.; Rauwald, C. Mercedes boots robots from the production line. Bloomberg Businessweek, 25 February 2016. [Google Scholar]
- Bhaskar, R.A. Realistic Theory of Science; Harvester Press: Brighton, UK, 1978. [Google Scholar]
- Mingers, J. Systems Thinking, Critical Realism and Philosophy: A Confluence of Ideas; Routledge: Abingdon, UK, 2014. [Google Scholar]
- Doray, B. From Taylorism to Fordism; Free Association Books: London, UK, 1988. [Google Scholar]
- Parker, S.; Wall, T.D. Job and Work Design: Organizing Work to Promote Well-Being and Effectiveness; Sage: Thousand Oaks, CA, USA, 1998. [Google Scholar]
- Boothroyd, G.; Dewhurst, P.; Knight, W.A. Product Design for Manufacture and Assembly; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]
- Oakland, J.S. Statistical Process Control, 5th ed.; Routledge: New York, NY, USA, 2007. [Google Scholar]
- Pande, P.S.; Neuman, R.P.; Cavanagh, R.R. The Six Sigma Way: How GE, Motorola, and Other Top Companies Are Honing Their Performance; McGraw-Hill: New York, NY, USA, 2000. [Google Scholar]
- Sommerville, I.; Ransom, J. An empirical study of industrial requirements engineering process assessment and improvement. ACM Trans. Softw. Eng. Methodol. (TOSEM) 2005, 14, 85–117. [Google Scholar] [CrossRef]
- Bao, J.; Zheng, X.; Zhang, J.; Ji, X.; Zhang, J. Data-driven process planning for shipbuilding. AI EDAM 2018, 32, 122–130. [Google Scholar] [CrossRef]
- Bilal, M.; Oyedele, L.O.; Qadir, J.; Munir, K.; Ajayi, S.O.; Akinade, O.O.; Owolabi, H.A.; Alaka, H.A.; Pasha, M. Big Data in the construction industry: A review of present status, opportunities, and future trends. Adv. Eng. Inf. 2016, 30, 500–521. [Google Scholar] [CrossRef]
- Gong, J.; Caldas, C.H.; Gordon, C. Learning and classifying actions of construction workers and equipment using bag-of-video-feature-words and Bayesian network models. Adv. Eng. Inf. 2011, 25, 771–782. [Google Scholar] [CrossRef]
- Han, S.; Lee, S.; Peña-Mora, F. A machine-learning classification approach to automatic detection of workers actions for behavior-based safety analysis. In Proceedings of the ASCE International Workshop on Computing in Civil Engineering, Clearwater Beach, FL, USA, 17–20 June 2012; pp. 65–72. [Google Scholar]
- Chen, Y.-J.; Feng, C.-W.; Wang, Y.-R.; Wu, H.-M. Using BIM model and genetic algorithms to optimize the crew assignment for construction project planning. Int. J. Technol. 2011, 3, 179–187. [Google Scholar]
- Kim, H.; Soibelman, L.; Grobler, F. Factor selection for delay analysis using knowledge discovery in databases. Autom. Construct. 2008, 17, 550–560. [Google Scholar] [CrossRef]
- Steinhauer, D.; Sikorra, J.N.; Haux, M.A.; Friedewald, A.; Lödding, H. Processing incomplete data for simulation-based production planning in shipbuilding. J. Simul. 2017, 11, 30–37. [Google Scholar] [CrossRef]
- Ben-Alon, L.; Sacks, R. Simulating the behavior of trade crews in construction using agents and building information modeling. Autom. Construct. 2017, 74, 12–27. [Google Scholar] [CrossRef]
- Kim, K.; Kim, K.J. Multi-agent-based simulation system for construction operations with congested flows. Autom. Construct. 2010, 19, 867–874. [Google Scholar] [CrossRef]
- Watkins, M.; Mukherjee, A.; Onder, N.; Mattila, K. Using agent-based modeling to study construction labor productivity as emergent property of individual and crew interaction. J. Construct. Eng. Manag. 2009, 135, 657–667. [Google Scholar] [CrossRef]
- Tang, P.; Mukherjee, A.; Onder, N. Using an interactive schedule simulation platform to assess and improve contingency management strategies. Autom. Construct. 2013, 35, 551–560. [Google Scholar] [CrossRef]
- Akhavian, R.; Behzadan, A.H. Construction equipment activity recognition for simulation input modeling using mobile sensors and machine learning classifiers. Adv. Eng. Inf. 2015, 29, 867–877. [Google Scholar] [CrossRef]
- Bogue, R. What are the prospects for robots in the construction industry? Ind. Robot 2018, 45, 1–6. [Google Scholar] [CrossRef]
- Local Authority Building Control. LABC Warranty Technical Manual, version 8; Local Authority Building Control: Birkenhead, UK, 2017. [Google Scholar]
- Endsley, M.R. Toward a theory of situation awareness in dynamic systems. Hum. Factors 1995, 37, 32–64. [Google Scholar] [CrossRef]
- Endsley, M.R. Situation awareness misconceptions and misunderstandings. J. Cognit. Eng. Decis. Mak. 2015, 9, 4–32. [Google Scholar] [CrossRef]
- Miller, D.; Sun, A.; Ju, W. Situation awareness with different levels of automation. In Proceedings of the IEEE International Conference on Systems, Man and Cybernetics (SMC), San Diego, CA, USA, 5–8 October 2014; pp. 688–693. [Google Scholar]
- Barona López, L.I.; Valdivieso Caraguay, Á.L.; Maestre Vidal, J.; Sotelo Monge, M.A.; García Villalba, L.J. Towards incidence management in 5G based on situational awareness. Future Internet 2017, 9, 3. [Google Scholar] [CrossRef]
- Moradi-Pari, E.; Tahmasbi-Sarvestani, A.; Fallah, Y.P. A hybrid systems approach to modeling real-time situation-awareness component of networked crash avoidance systems. IEEE Syst. J. 2016, 10, 169–178. [Google Scholar] [CrossRef]
- Ghezala, M.W.B.; Bouzeghoub, A.; Leroux, C. RSAW: A situation awareness system for autonomous robots. In Proceedings of the 13th IEEE International Conference on Control Automation Robotics & Vision (ICARCV), Marina Bay Sands, Singapore, 10–12 December 2014; pp. 450–455. [Google Scholar]
- Feng, Y.H.; Teng, T.H.; Tan, A.H. Modelling situation awareness for Context-aware Decision Support. Expert Syst. Appl. 2009, 36, 455–463. [Google Scholar] [CrossRef]
- Fox, S. Getting real about ICT: Applying critical realism to the framing of information and communication technologies. Manag. Res. Rev. 2013, 36, 296–319. [Google Scholar] [CrossRef]
- Wynn, D.; Williams, C.K. Principles for conducting critical realist case study research in information systems. MIS Q. 2012, 36, 787–810. [Google Scholar]
- Bostrom, N. Ethical issues in advanced artificial intelligence. In Cognitive, Emotive and Ethical Aspects of Decision Making in Humans and in Artificial Intelligence; Smit, I., Lasker, G.E., Eds.; International Institute for Advanced Studies in Systems Research and Cybernetics: Windsor, ON, Canada, 2003; Volume 2, pp. 12–17. [Google Scholar]
- Ford, P. Our fear of artificial intelligence. MIT Technology Review, 11 February 2015. [Google Scholar]
- Nyholm, S.; Smids, J. The ethics of accident-algorithms for self-driving cars: An applied trolley problem? Ethical Theory Moral Pract. 2016, 19, 1275–1289. [Google Scholar] [CrossRef]
- Bogost, I. Enough with the Trolley Problem. The Atlantic, 30 March 2018. [Google Scholar]
- Lewin, K. Action research and minority problems. J. Soc. Issues 1946, 2, 34–36. [Google Scholar] [CrossRef]
- Alana, J.E.; Slater, T.; Bucknam, A. Action Research for Business, Nonprofit, and Public Administration—A Tool for Complex Times; Sage: Thousand Oaks, CA, USA, 2011. [Google Scholar]
- Bassey, M. Action research for improving education in practice. In Teacher Research and School Improvement: Opening the Doors from the Inside; Halsall, R., Ed.; Open University Press: Buckingham, UK, 1998. [Google Scholar]
- Kemmis, S.; Wilkinson, M. Participatory action research and study of practice. In Action Research in Practice: Partnership for Social Justice in Education; Atweh, B., Kemmis, S., Weeks, P., Eds.; Routledge: London, UK, 1998. [Google Scholar]
- Proctor, R.W.; Capaldi, E.J. Why Science Matters: Understanding the Methods of Psychological Research; Blackwell: Oxford, UK, 2006. [Google Scholar]
- Garousi, V.; Felderer, M.; Mäntylä, M.V. The need for multivocal literature reviews in software engineering: Complementing systematic literature reviews with grey literature. In Proceedings of the 20th International Conference on Evaluation and Assessment in Software Engineering, Limerick, Ireland, 1–3 June 2016; pp. 1–6. [Google Scholar]
- Fox, S. The importance of information and communication design for manual skill instruction with augmented reality. J. Manuf. Technol. Manag. 2010, 21, 188–205. [Google Scholar] [CrossRef]
- Shannon, C.E. A Mathematical Theory of Communication. Bell Syst. Tech. J. 1948, 27, 379–423. [Google Scholar] [CrossRef]
- Zurek, W.H. Complexity, Entropy and the Physics of Information; Westview Press: Boulder, CO, USA, 2018. [Google Scholar]
- Feenberg, A. Beyond the hype. Found. Sci. 2017, 22, 381–383. [Google Scholar] [CrossRef]
- Gomes, L. Self-Driving Cars, Fueled by Hype. The New York Times, 9 July 2016. [Google Scholar]



{kind=link}
{kind=link}
| Phases of Physical Production | Opportunity | ||
|---|---|---|---|
| Strength | Work Characteristic Issues | ||
| Manufacturing industry | Raw materials extraction | Weak | Work setting: Low economic viability of engineering out irregularity effects |
| Converting raw materials | Strong | Work setting, composition, and certainty facilitate reliability | |
| Manufacturing parts | Strong | Work setting, composition, and certainty facilitate reliability | |
| Assembling goods | Variable | Work certainty: ATO and ETO low technical feasibility of transfer learning | |
| Construction industry | Raw materials extraction | Weak | Work setting: Low economic viability of engineering out irregularity effects |
| Site works | Weak | Work setting: Low economic viability of engineering out irregularity effects | |
| Continuous processes | Medium | Work setting, composition and certainty require engineering effort | |
| Combining components | Weak | Work setting, composition and certainty do not facilitate reliability | |
© 2018 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fox, S. Reliable Autonomous Production Systems: Combining Industrial Engineering Methods and Situation Awareness Modelling in Critical Realist Design of Autonomous Production Systems. Systems 2018, 6, 26. https://doi.org/10.3390/systems6030026
Fox S. Reliable Autonomous Production Systems: Combining Industrial Engineering Methods and Situation Awareness Modelling in Critical Realist Design of Autonomous Production Systems. Systems. 2018; 6(3):26. https://doi.org/10.3390/systems6030026
Chicago/Turabian StyleFox, Stephen. 2018. "Reliable Autonomous Production Systems: Combining Industrial Engineering Methods and Situation Awareness Modelling in Critical Realist Design of Autonomous Production Systems" Systems 6, no. 3: 26. https://doi.org/10.3390/systems6030026
APA StyleFox, S. (2018). Reliable Autonomous Production Systems: Combining Industrial Engineering Methods and Situation Awareness Modelling in Critical Realist Design of Autonomous Production Systems. Systems, 6(3), 26. https://doi.org/10.3390/systems6030026