1. Introduction
Fibrous microplastics are one of the main sources of deterioration in the environment on our planet. So-called primary fibrous microplastics are small fibrous particles (<5 mm in size) that include the fiber fragments released during the textile’s preparation and maintenance (washing and drying processes). This kind of fibrous microplastic is obviously more dangerous because it is stronger than partially depolymerized secondary fibrous microplastics. Secondary fibrous microplastics are polymeric particles released into environments due to the natural, time-dependent degradation/weathering of larger fibrous objects (e.g., fibrils extracted from fibers) [
1,
2]. Degradation is characterized by the shortening of polymeric chains and the loss of mechanical properties or integrity of fibrous microplastics.
The human digestive tract partially excretes microplastics, but some accumulate in the body, including in animals. They are often part of the food chain and consumed by humans. Due to their chemical–physical properties (i.e., their size and chemical composition), microplastics penetrate cells and tissues and accumulate in the human body (lungs, gastrointestinal tract, blood, and lymphatic vessels) [
3,
4,
5]. Microplastics also cause technological problems in industrial plants, where, for example, valves become clogged in circuits with large water flows, such as power plants and heating plants. In equipment that uses technical water, e.g., for cooling, microplastics are deposited resulting in their malfunctions.
Conventional microplastics (not fibrous, mainly) are primarily made from partially degraded polyolefins, which, due to their low-density, float on water. To leads to their easy detection and simple methods of capturing them [
6].
One of the largest sources of primary and secondary microplastics is partially damaged or degraded fibrous textile products. These fibrous microplastics commonly also contain chemicals used in the dyeing and chemical finishing of textiles [
7]. They are usually composed of higher-density polymers, making these parts difficult to spread. Due to the more varied chemical composition and higher toxicity, a complicated elimination from the environment can be expected. Thus, fibrous microplastics have an extremely high degree of danger, occur in the air and water, including drinking water, and immediately threaten the entire human population. The amount of microplastics consumed by drinking and eating is estimated at 250 g/person/year. However, microplastics further break down into nanoplastics and are already able to penetrate the cell membranes of animals [
8].
Synthetic fibers release particles, broken fibers, and fragments. Microparticles from fibers based on natural polymers are referred to as “fibrous microplastics”. The reason for this extension of the term microplastics is the exact mechanism of origin, similar toxicity, and environmental behavior. When textile microplastics are carried by air, they usually accumulate in household and office dust and support the development of allergies, asthma, and many respiratory problems. When released during washing, textile microplastics accumulate in rivers, lakes, dams, seas, wastewater treatment plants, and drinking water [
9,
10]. Almost a third of microplastics are released during the washing of garments.
Fiber microplastics are potentially more dangerous than other types of microplastics for the following reasons:
They are often fiber fragments and are usually needle-shaped. The reason is the internal fibrillar structure of the fibers and the geometric shape of the textile fibers, which are long and thin (the typical length/diameter ratio is 103). The consequence of the needle shape can be easier mechanical damage to tissues and cells, mechanical disruption of cell walls, etc.
Compared to other polymers, textile fibers are usually contaminated with non-polymeric, potentially toxic compounds, which can be textile dyes, finishing agents, TiO2-based matting particles, and, more recently, metal and metal oxide particles.
Fiber microplastics are a consequence of the everyday use and maintenance of textiles, so their adverse cumulative effects are not considered as serious.
This review is focused on primary fibrous microplastics generated during the fabrication and maintenance of textile products.
2. Production of Fibrous Microplastics
The amount of fibrous microplastics is related to textile products and their fibrous structures used for clothing purposes (consumption of clothing textiles is related to the size of the human population). The total volume of microplastic generation is related to the consumption of fibrous structures.
During the construction of textiles, it will be necessary to simultaneously solve problems related to the production capacity of technological processes (rate of production), quality of products (by construction and functionalization of fibrous structures), and ecological requirements (including the suppression of microplastic formation).
It is well known that during the production of textile structures, textile materials and intermediates (fibers and yarns) are heavily damaged and broken due to [
11]:
Dynamic forces during fibrous structure production have different amplitudes and often extreme values.
Intensive mutual contacts between fibers or yarns and between fibers and machine parts. The result is surface abrasion and frictional plowing, accompanied by the production of local heat.
Environmental influences of moisture, heat, oxidation, and the presence of special chemicals lead to local degradation.
There are fiber geometries more sensitive to the generation of fibrous microplastics than hollow fibers, which are more sensitive to being partially destroyed. The yarn and fabric production processes generating seriously degraded fibers are characterized by the high speed of production responsible for more frequent frictional contacts with working elements such as rotor spinning, air jet texturing, and high-speed weaving. Critical are processes of fabric brushing, surface trimming/cutting, preparation of fleece, etc.
In the work of Cai [
5], it was found that a polyester rotor yarn exhibited an elevated number of extracted fibrous microplastics (4310 fibrous microplastics/g) compared to other types of yarns (160–230 fibrous microplastics/g), suggesting that the rotor spinning may be a critical step responsible for microplastics formation.
Fibrous microplastics are released from textiles by several mechanisms. The first stage is the release of the dust (nanoplastics and particles deposited on the surface as waxes in the case of cotton) [
6] from abraded fibrous materials’ surfaces and short fibers as part of the surface’s hairiness. Surface hairiness is typical for linear staple fiber structures (yarns) (composed fibers are usually over 1.5 cm in length) and for corresponding planar or 3D fibrous structures of these semi-products. Furthermore, the loose ends of the fibers are mechanically damaged (repeated bending, torsion, abrasion, etc.), which leads to their breaking, splitting, and loosening to the fibrous microplastics. A flowing medium, such as air or water, can also supply the energy needed to separate the fibrous microplastics.
Flowing air is typical during normal use (wearing) of textiles or drying. Flowing water is typical for washing processes. The formation of fibrous microplastics can be regulated by appropriate selection of fiber-forming polymers, control of supramolecular structure and surface structure of fibers, suitable construction of fibrous structures (production technology), and suitable methods of their maintenance. These are complicated tasks, for the solution of which both modeling and simulation (see [
12]), such as the abrasion and washing process and experimental results and morphological analysis of microplastics, will be used [
13].
3. Fibrous Structures and the Creation of Microplastics
At the fiber level, microplastics’ formation is related to surface abrasion, damage due to fatigue, and the development of the fibrillar structure and its degradation. At the level of fibrous structures are microplastics related to the extraction of protruding (broken) fibers (related to hairiness). The release of fibrous microplastics can thus be controlled by an appropriate selection of the composition, construction, and preparation technology of the fibrous structures. Reduction of the release of fibrous microplastics while washing is possible with some mechanical and chemical finishings. The most common techniques are summarized in [
14]. For example, surface coating creating film-covering fibers can act as a protective layer against abrasion, reducing fibrous microplastics’ release.
3.1. Fibrillar Structures
All textile fibers release microplastics. Fiber microplastics and fragments (fibrous dust) from natural cellulose-based and protein-based fibers usually degrade quickly in environmental conditions and are not a real problem (except for high concentrations, e.g., in large-capacity warehouses). However, the degradation of fibrous microplastics from synthetic fibers is slow (in the order of tens to hundreds of years in suitable climatic conditions), which allows their accumulation over time and the emergence of serious problems.
Fiber-forming synthetic polymers are usually linear thermoplastics without bulky side groups. For their melt spinning, it is required that the decomposition temperature of the polymer TR be sufficiently above the melting point (TR-Tm > 30 °C). In the melt production of synthetic fibers [
14,
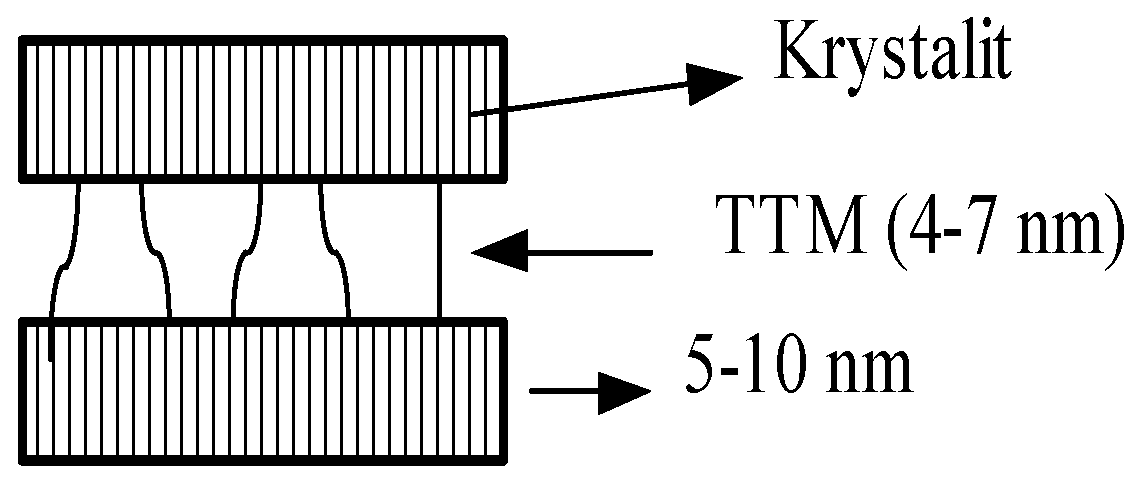
15], the polymer melt is first forced through holes in a spinning nozzle. This is followed by the solidification of the liquid jet and deformation by drawing. The phase conversion to solid fiber takes place by cooling below the melting point. The result is undrawn fiber. This is followed by tensile deformation—the drawing of the fiber—when the orientation of the chains and polymer segments changes in the direction of the fiber axis, and crystallization is accompanied by the formation of a fibrillar structure (which is also typical for natural and chemical fibers). The last operation in which the formation of a fibrillar fibrous structure is completed is the stabilization (fixation of the structure) of the fibers due to heating or swelling (relaxation of internal stresses, recrystallization). During isometric fixation (at constant lengths), the orientation of the polymeric chains does not change, and their mutual slippage occurs. Shrinkage occurs during isotonic fixation. In both cases, internal stresses relax. The basic unit of the stabilized fiber is a spindle-shaped formation with a length of l = 1 µm and a thickness of d = 10 nm, called a microfibril [
15,
16]. It consists of regularly alternating crystalline regions K and amorphous regions A. The length of amorphous region is 1–6 nm. The arrangement is high here; the density difference between K and A is only 10% (see
Figure 1).
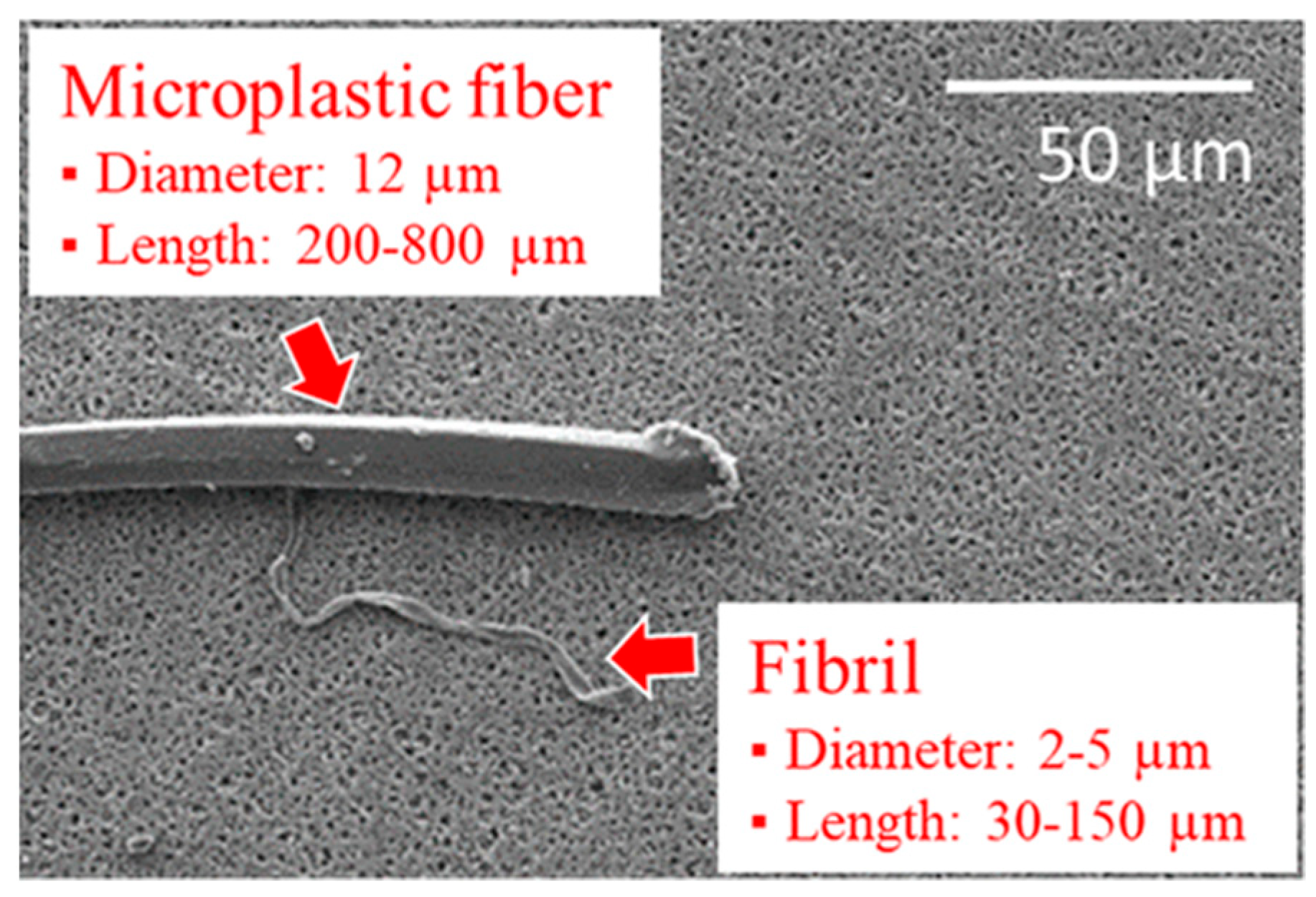
The higher formation is a fibril formed by parallel bundles of microfibrils connected by tie-TTM chains. Microfibrils typically have a diameter of 10–15 nm and a length of 103 nm. The fibrils have a diameter of 30–45 nm. The fibrillar structure corresponds to the fibrous structure of most conventional fibers. Thus, the fibrillar structure cannot be suppressed, but the tendency to separate fibrils and microfibrils can be influenced. Usually, the microplastics are released due to fiber cracking or, more often, due to the separation of particles from the surface (e.g., due to abrasion), as shown in
Figure 2. Microplastics are also released due to various degradation processes (see
Figure 3) [
17].
Degradation processes cause depolymerization and statistical chain breaking. During thermal degradation, radical depolymerization occurs mainly; during photodegradation, the intensity of action depends on the amount of light energy. The energy of photons with a 400–300 nm wavelength is 300–390 kJ/mol. (C-C bond energy is around 420 kJ/mol). The first step is breaking the primary bonds in the chains and depolymerization. Hydrolytic degradation is caused by the action of water in an aggressive liquid environment. The basic process is chain breaking. Mechanical degradation as shear stress breaks polymeric chains and generates radicals. Some types of mechanical degradation, e.g., by abrasion, do not affect the polymer chain length. The simultaneous action of different degradations occurs.
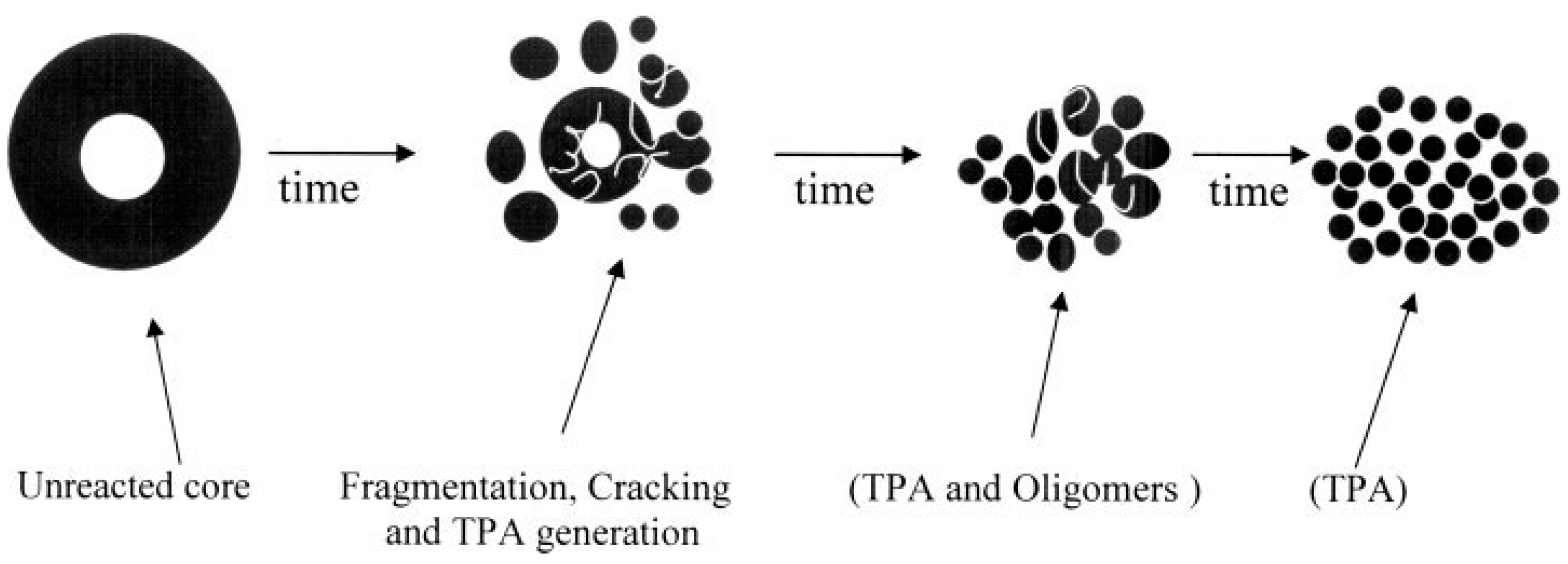
Microplastics are often generated by processes of hydrolysis, especially synthetic fibers, during maintenance (especially washing). The typical fragmentation of PET fibers during hydrolysis is schematically shown in
Figure 4.
The resultant terephthalic acid (TPA) and ethylene glycol (EG) in hot water due to the hydrolysis of PET demonstrate differentiating properties. An increase in the protolytic constant is noticed as the temperature increases. More protons are available even in the absence of acid and base catalysts. A decrease in the dielectric constant of water with increasing temperature is observed. Hence, it is easier to dissolve organic molecules in hot water. The dissolution of TPA at elevated temperatures, which is almost insoluble at room temperature, becomes possible. On cooling the solution, the TPA is obtained by precipitation [
19].
The degradation processes cause damage due to excessive heat and mechanical effects during the production process of textiles. Structural differences in the fibers are caused by the tension during spinning. Polyester fibers and linear and cyclic oligo-esters are often also formed during production. The challenges include the formation of dust, with spinnability becoming more difficult with the increased wear and tear of guides and needles [
20].
3.2. Hairiness
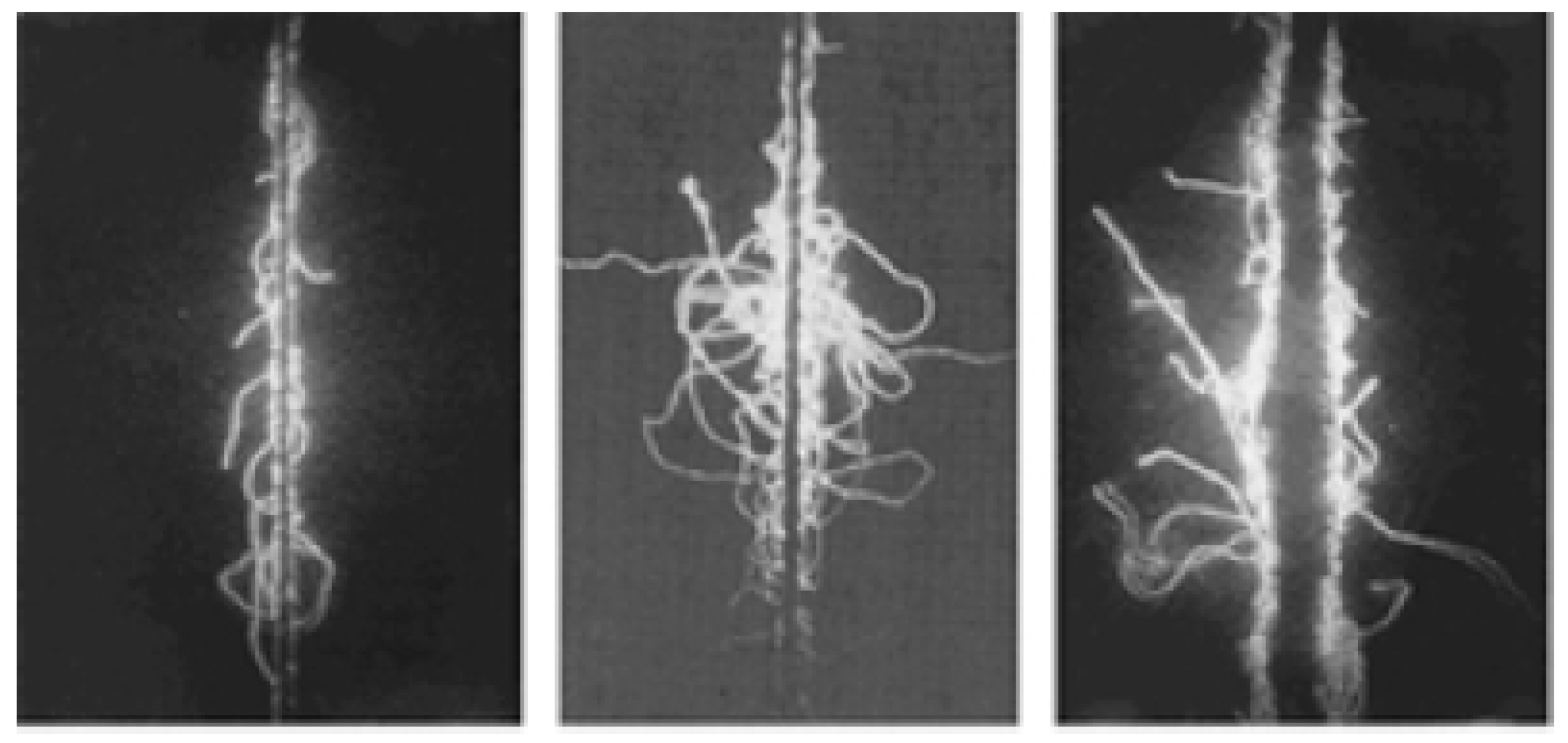
Hairiness is not a strictly separate property but rather a manifestation related to the characteristics of fibers, geometry, type of yarns, design, and transformation processes into planar structures. Extensive information is available about the hairiness of staple yarns. Many yarn-hairiness assessment procedures are based on a longitudinal view (see
Figure 5) [
1,
2,
8].
The results of current research show that the following characteristics of the fibers influence the hairiness of the yarn: type, length, fineness, or diameter and shape of cross-section; bending and torsional stiffness; strength and elongation at break; and coefficient of friction. In the case of cotton fibers, impurities are also important, and in the case of wool or synthetic-shaped fibers, it is also the degree of crimp and resistance to compression. The hairiness of synthetic fiber yarns is higher than the hairiness of 100% cotton yarns. In the case of blended yarns, it depends on the mixing ratio, the parameters of the individual components, and the blending quality [
11]. For coarser yarns, the hairiness is higher because the number of fibers in the cross-section increases, the yarn diameter increases, and the probability of fiber ends appearing on the surface of the yarn is higher. An increase in twists causes a decrease in yarn hairiness. The conclusions of various authors show that this effect is more pronounced for coarse yarns than for fine yarns. Short fibers and loops are pressed against the surface of the yarn due to eccentric pressures, while the position and occurrence of long fibers are not much affected by the twist [
21]. The influence of production technology on yarn hairiness is a complex problem. There are two ways to approach this. Understand the technology as a whole and monitor only changes in the output product, and divide the technological process into individual phases and evaluate changes in yarn behavior in connection with changes in individual operating units. Based on the results of previous research, it can be stated that the factors affecting the quality of yarn during production act together, and in some cases, it is not possible to eliminate their effect. There are a large number of publications aimed at comparing the properties of yarns produced by different technological processes, which focus on comparing the modification of partial operations or the innovation of functional segments of machinery [
1,
2].
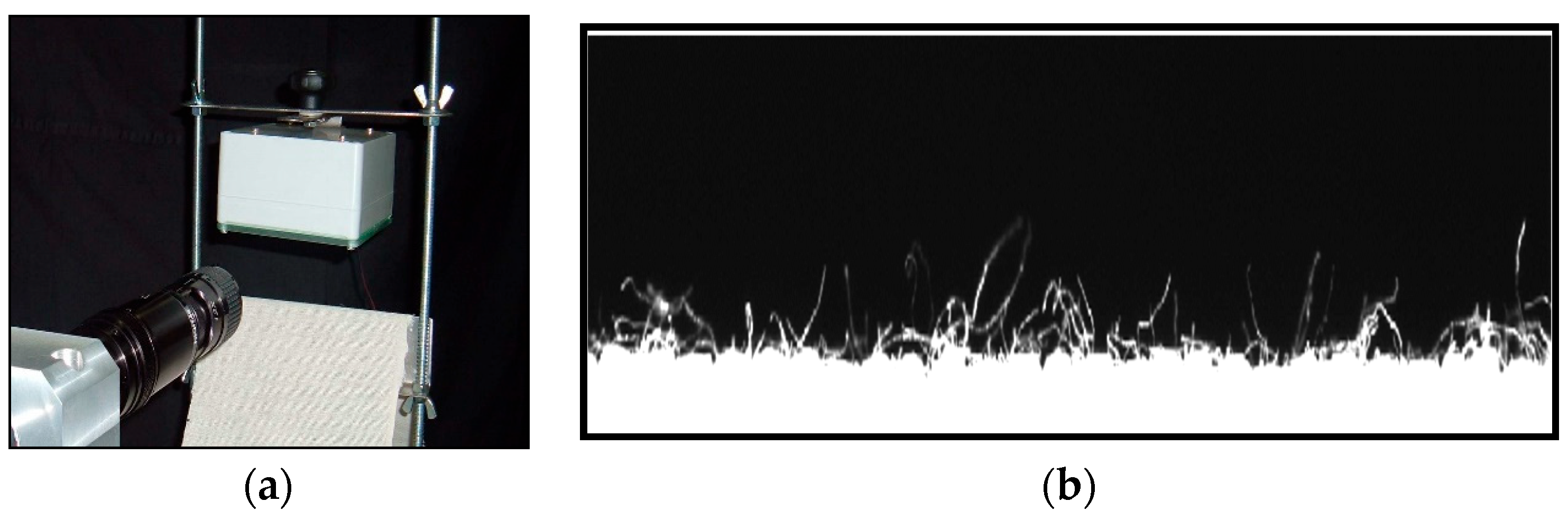
The hairiness of planar fibrous structures is examined only sporadically. There is a way to evaluate it using optical methods (
Figure 6) [
22]. Furthermore, general recommendations lack systematic research into the several factors affecting hairiness.
3.3. Surface Abrasion
Abrasion is one of the main causes of the release of fibrous microplastics. Abrasion is catastrophic wear of fibers, yarns, and fibrous structures, which is the result of force contact (friction) of their surface with another surface (see
Figure 7) [
16,
23]. As a result, abrasion causes a reduction in the material’s functionality, and it causes the formation of microplastics already in the first stages. Abrasion occurs during fibrous structure production, wear, use, and maintenance (especially washing). This action mechanically degrades fibrous structures, creates fiber breaks, and causes the fiber ends to be pulled off the surface or parts of the fibers to be removed [
24,
25].
Figure 8 [
26] shows the influence of synthetic textile abrasion on the creation of broken fibers (microplastic fibers, MPF) and fibrils (fiber fragments).
Microplastics (>95%) extracted from abraded polyester fleece samples were found to have similar ends to those found in non-abraded samples. They are representative of fiber ends formed during cutting (e.g., by scissors or a knife). Therefore, the fraction of the microplastics with solid ends collected from the abraded samples was unlikely to have formed during the abrasion process but was liberated by the abrasion from within the yarns or the textile structure [
26,
27].
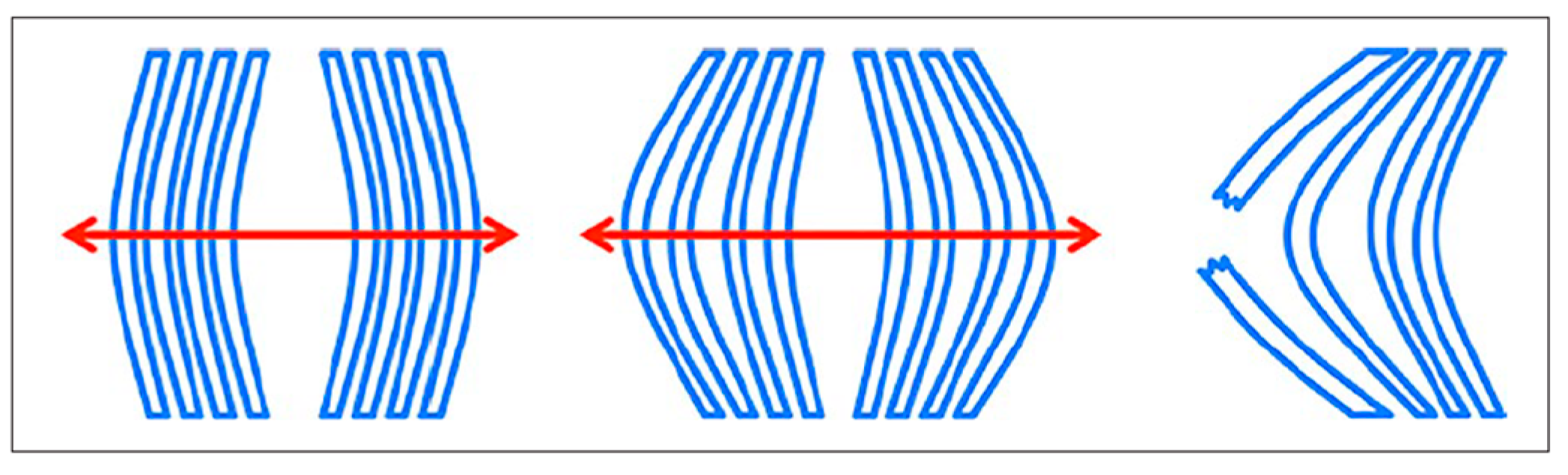
It was found that in the case of PET yarns, the filaments are stretched by periodic mechanical stress. Because of this stretching, filaments rupture successively. The proposed mechanism of repeated deformation is shown in
Figure 9 [
28].
The quantity of microplastic created by abrasion was about five to thirty times higher than the quantity of microplastic fibers extracted from non-abraded samples [
29,
30]. It was found [
29] that there is a particularly good correlation between abrasion resistance (defined as 1/W, where W is weight loss due to abrasion) and the parameter σ2/2E, where σ is breaking strength and E is the initial modulus of an ideal fiber with a linear stress–stain curve (elastic response). This parameter is equal to the elastic energy of rupture and can therefore be used as a measure of the resistance of a fiber to brittle fracture [
30].
Fiber movement and displacement occur through constant rubbing across the surface of a fabric, with fibers at or close to the surface experiencing the highest stress. During regular rubbing, the fibers alternate between being pushed in opposite directions. The more frequently this action occurs, the more the fibers are bent and the greater the tension that accumulates [
28]. Abrasion resistance often relies more on a material’s toughness than its tensile strength. The key factor is the amount of energy absorbed during recurring deformation. This energy is represented in the elastic energy, or usable part of total energy. Therefore, to minimize abrasion damage, the material needs to be capable of absorbing energy and releasing it once the load is taken away. Energy in shear, compression, and bending is critical for assessing surface abrasion. However, since these energies are unknown, the elastic tensile energy offers a way to at least quantitatively interpret the damage to fibers and the fiber structure [
16].
Both repeated tension and abrasion resistances increase with an increase in twist level. The abrasion resistance is higher for coarser yarns for all yarn types. The estimated regression lines (using the least squares method) have the form [
31].
Polyamides are generally regarded as having the highest resistance to abrasion. Polyester and polypropylene are also recognized for their good abrasion resistance, while acrylic and modacrylic display lower resistance compared to these fibers [
29]. In terms of fabric composition, longer fibers tend to show greater abrasion resistance than shorter ones, as they are more difficult to dislodge from the yarn. Similarly, filament yarns have better resistance to abrasion than staple yarns due to the same logic. Enhancing the fiber diameter up to a certain point can also enhance abrasion resistance. However, there is an optimal twist for achieving maximum abrasion resistance. Low twist levels allow for easy fiber separation, while high twists hold fibers more securely due to cohesive forces. The downside is that the yarn becomes more rigid, limiting its ability to deform when faced with abrasion [
29]. As for fabric structure, abrasion resistance increases with linear density, given that the fabric’s mass per unit area remains constant. There exists an optimal value for fabric sett to achieve the best abrasion resistance. More threads (higher sett) distribute force across individual threads, but when threads are packed tightly, they lose the ability to deflect under load, thus being unable to absorb the distortion [
29].
During the abrasion of textiles, the cohesion of the fibers plays a key role, which is usually affected by the yarn twist or the filling density. The frictional forces caused by the movement of the fibers during abrasion are primarily dissipated in the fibers by the development of tensile and shear stresses. The repetition of these stresses results in fiber fatigue, which causes a loss of mechanical properties that leads to failure. The main parameters of fibers that affect abrasion are their composition, fineness, and length. Fibers with high elongation, elastic recovery, and work to break (i.e., toughness) have an excellent ability to withstand repeated distortions (shape changes) and therefore have higher abrasion resistance. An important parameter influencing yarn abrasion is twist. The increase in yarn hairiness due to the higher proportion of fibers protruding from the yarn surface reduces the abrasion resistance. The abrasion resistance is also affected by the method of yarn production. Compact yarn fabrics have higher abrasion resistance values than ring yarn fabrics of the same construction.
4. Washing Processes and Microplastics
Washing is a standard part of the textile production and maintenance process. The essence of washing is to remove impurities from the fabric using an aqueous solution of detergents (a mixture of surfactant and excipients such as pH regulators and bleaches). The washing conditions are set so that the dirt swells and is more easily separated from the surface of the textiles. Under these conditions, cellulose-based textile fibers, such as cotton, swell simultaneously. The washing process is intensified by the intensive flow of the bath in the fabric, which is provided in the home wash by mechanical shocks and the transfer of mechanical energy between the fabrics mediated by the mutual friction of the fabrics. Mechanical action on textiles leads to their abrasion, and fibers release from their structure. By this mechanism, a large quantity of fibers and their fragments—textile microplastics—are released from the fabric. As a result, the fibrous microplastics enter the wash water and can enter the sewage system and beyond. There is a small amount of liquid in the system when washing due to savings in detergents, water, and energy. A small amount of water leads to back-filtration (redeposition) of microplastics on the washed fabric. This redeposited microplastic is one of the primary sources of textile microplastics in residential interiors. The amount of fibrous microplastics generated by washing is increasing with increasing washing temperature and washing time, stronger mechanical agitations, and a higher concentration of detergents containing abrasive inorganic salts.
The amount of fiber fragments generated from washing is about 100 to 300 mg per kg of washed fabric [
30]. The influence of home washing conditions on microplastics release was investigated in this work [
31]. Based on the obtained empiric results, to reduce microplastics due to home washing, it is recommended to use detergent, improve washing machine filter size, and perform three industrial pre-washes. Just considering three pre-washes, the reduction in microplastics would range from 37% to 76%, depending on the type of fiber. For some special textile structures, like fleece fabrics, microplastics are generated in high amounts after repeated cycles of washing and drying, as shown in
Figure 10.
5. Conclusions
Fibrous microplastics are released from textiles by several mechanisms. The first stage is the release of the fiber ends from the fibrous material’s surface, forming the surface’s hairiness. Surface hairiness is typical for linear staple fiber structures (yarns) (composed fibers usually over 1.5 cm in length) and for the corresponding planar or 3D fibrous structures of these semi-products. Furthermore, the loose ends of the fibers are mechanically damaged (repeated bending, torsion, abrasion, etc.), which leads to their breaking, splitting, and loosening to the fibrous microplastics. A flowing medium, such as air or water, can also supply the energy needed to separate the fibrous microplastics. Flowing air is typical during normal use (wearing) of textiles or drying. Flowing water is typical for washing processes. Microplastics are also generated by the mechanical recycling of fibrous products.
The forms of microplastics are abraded particles, fibrous fragments (the same diameter as undamaged fibers), and fibrillar structures released from fibers (a much smaller diameter than undamaged fibers). The specific form depends critically on the damage processes of the fibers. To suppress fibrous microplastic generation, it is necessary to investigate and select the processes for yarn and fabric formation. Furthermore, the impact of textile material and structural parameters on the release of fibrous microplastics should be included.
Author Contributions
Conceptualization, J.M. and D.K.; methodology, J.N. and J.W.; software, J.M.; validation, M.V. and J.W.; formal analysis, J.M.; investigation, J.N. and D.K.; resources, J.M. and M.V.; data curation, J.M.; writing—original draft preparation, J.M.; writing—review and editing, M.V.; visualization, M.V. and J.W.; supervision, J.M.; project administration, J.M.; funding acquisition, J.M. All authors have read and agreed to the published version of the manuscript.
Funding
The APC was funded by the Department of Material Engineering, Faculty of Textile Engineering, Technical University of Liberec, Czech Republic.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
No new data were created or analyzed in this study. Data sharing is not applicable to this article.
Acknowledgments
This work was supported by the project “Textile-derived microplastics in aquatic ecosystems: identification, characterizations, and effect assessment”, of Czech Ministry of Education, Youth and Sport in program INTER-ACTION-LUAUS23, No. LUAUS23054.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Barella, A. Yarn Hairiness. Text. Prog. 1983, 43, 1–57. [Google Scholar] [CrossRef]
- Barella, A.; Manich, A.M. Yarn Hairiness: A Further Update. Text. Prog. 2002, 31, 1–44. [Google Scholar] [CrossRef]
- Prata, J.C.; da Costa, J.P.; Lopes, I.; Duarte, A.C.; Rocha-Santos, T. Environmental exposure to microplastics: An overview on possible human health effects. Sci. Total Environ. 2020, 702, 134455. [Google Scholar] [CrossRef] [PubMed]
- van Dijk, F.; Song, S.; van Eck, G.W.; Wu, X.; Bos, I.S.; Boom, D.H.; Kooter, I.M.; Spierings, D.C.; Wardenaar, R.; Cole, M.; et al. Inhalable textile microplastic fibers impair airway epithelial growth. Biorxiv 2021. [Google Scholar] [CrossRef]
- Piccardo, M.; Provenza, F.; Grazioli, E.; Cavallo, A.; Terlizzi, A.; Renzi, M. PET microplastics toxicity on marine key species is influenced by pH, particle size and food variations. Sci. Total Environ. 2020, 715, 136947. [Google Scholar] [CrossRef] [PubMed]
- Liu, S.Y.; Leung, M.M.-L.; Fang, J.K.-H.; Chua, S.L. Engineering a microbial ‘trap and release’ mechanism for microplastics removal. Chem. Eng. J. 2021, 404, 127079. [Google Scholar] [CrossRef]
- Periyasamy, A.P. Microfiber Emissions from Functionalized Textiles: Potential Threat for Human Health and Environmental Risks. Toxics 2023, 11, 406. [Google Scholar] [CrossRef] [PubMed]
- Lappage, J.; Onions, J.W. Instrument for the study of yarn hairiness. J. Text. Inst. 1964, 55, 8. [Google Scholar] [CrossRef]
- Marek, J. Microplastics and Nanoplastics Released from Textiles and Their Separation from Waters. Habilitation Thesis, Technical University of Liberec, Liberec, Czech Republic, 2022. [Google Scholar]
- Marek, J. State-of-the-Art Water Treatment in Czech Power Sector: Industry-Proven Case Studies Showing Economic and Technical Benefits of Membrane and Other Novel Technologies for Each Particular Water Cycle. J. Membr. Sci. 2021, 11, 98. [Google Scholar] [CrossRef]
- Neckář, B.; Voborová, J. A new Approach for Determination of Yarn hairiness. In Proceedings of the 3rd Autex Conference, Necessary Condition for Development of Civilization, Gdansk, Poland, 25–27 June 2003. [Google Scholar]
- Meloun, M.; Militký, J. Statistical Data Analysis; Woodhead Publishing: Cambridge, UK, 2011. [Google Scholar]
- Palacios-Marín, A.V.; Tausif, M. Fragmented fiber (including microplastic) pollution from textiles. Text. Prog. 2022, 53, 123–182. [Google Scholar] [CrossRef]
- Periyasamy, A.P.; Tehrani-Bagha, A. A review on microplastic emission from textile materials and its reduction techniques. Polym. Degrad. Stab. 2022, 199, 109901. [Google Scholar] [CrossRef]
- Militký, J. Tensile failure of polyester fibers. In Handbook of Properties of Textile and Technical Fibres, 2nd ed.; Bunsel, A.R., Ed.; Elsevier & Woodhead Publishing: Duxford, UK, 2019; pp. 421–514. [Google Scholar]
- Abdullah, I.; Blackburn, R.S.; Russell, S.J.; Taylor, J. Abrasion Phenomena in Twill Tencel Fabric. J. Appl. Polym. Sci. 2006, 102, 1391–1398. [Google Scholar] [CrossRef]
- Vohlídal, J. Polymer degradation: A short review. Chem. Teach. Int. 2020, 3, 213–220. [Google Scholar] [CrossRef]
- Mishra, S.; Zope, V.S.; Goje, A.S. Kinetic and thermodynamic studies of depolymerization of poly (ethylene terephthalate) by saponification reaction. Polym. Int. 2002, 51, 1310–1315. [Google Scholar] [CrossRef]
- Yamashita, H.; Nakano, Y. (Eds.) Polyester: Properties, Preparation, and Applications; Nova Science Publishers: New York, NY, USA, 2008. [Google Scholar]
- Schindler, W.; Finnimore, E. Chemical analysis of damage to textiles. In Chemical Testing of Textiles; Fan, Q., Ed.; Woodhead Publishing: Cambridge, UK, 2005; Chapter 8; pp. 145–241. [Google Scholar]
- Neckář, B. Yarn Hairiness, Part 1: Theoretical model of yarn hairiness. In Proceedings of the 7th International Conference Strutex, Technical University of Liberec, Liberec, Czech Republic, 15–17 May 2000. [Google Scholar]
- Militký, J.; Krupincová, G.; Tichá, I. Fabric Surface Hairiness Evaluation by Image Analysis. In Proceedings of the 10th Autex World Conference, Vilnius, Latvia, 21–23 June 2010. [Google Scholar]
- Ross, S.E.; Wolf, H.W. Abrasion Characteristics of Polypropylene Yarns. J. Appl. Polym. Sci. 1966, 10, 1557–1572. [Google Scholar] [CrossRef]
- Choi, K.F.; Kim, K.L. Fibre Segment Length Distribution on the Yarn Surface in Relation to Yarn Abrasion Resistance. Text. Res. J. 2004, 74, 603–606. [Google Scholar] [CrossRef]
- Wang, X.Y.; Gong, R.H.; Dong, Z.; Porat, I. Abrasion Resistance of Thermally Bonded 3D Nonwoven Fabrics. Wear 2007, 262, 424–431. [Google Scholar] [CrossRef]
- Cai, Y.; Mitrano, D.M.; Hufenus, R.; Nowack, B. Formation of Fiber Fragments during Abrasion of Polyester Textiles. Environ. Sci. Technol. 2021, 55, 8001–8009. [Google Scholar] [CrossRef] [PubMed]
- Elder, H.M.; Ferguson, A.S. The abrasion-resistance of some woven fabrics as determined by the accelerotor abrasion tester. J. Text. Inst. 1969, 60, 251–267. [Google Scholar] [CrossRef]
- Textor, T.; Derksen, L.; Bahners, T.; Gutmann, J.S.; Mayer-Gall, T. Abrasion resistance of textiles: Gaining insight into the damaging mechanisms of different test procedures. J. Eng. Fibers Fabr. 2019, 14, 1–7. [Google Scholar] [CrossRef]
- Saville, B.P. Physical Testing of Textiles; Woodhead: Cambridge, UK, 1999. [Google Scholar]
- De Falco, F.; Di Pace, E.; Cocca, M.; Avella, M. The contribution of washing processes of synthetic clothes to microplastic pollution. Sci. Rep. 2019, 9, 6633. [Google Scholar] [CrossRef] [PubMed]
- Cesa, F.S.; Turra, A.; Checon, H.H.; Leonardi, B.; Baruque-Ramos, J. Laundering and textile parameters influence fibers release in household washings. Environ. Pollut. 2020, 257, 113553. [Google Scholar] [CrossRef] [PubMed]
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}