
Challenges and Opportunities in Recycling Upholstery Textiles: Enhancing High-Density Fiberboards with Recycled Fibers



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
- Virgin pine (Pinus sylvestris L.) debarked round wood from Polish State Forests (Podlaskie voivodeship, Orla, Poland) was used to produce the fibers; the fibers have been made in industrial conditions on Metso (Valmet Oyj, Espoo, Finland) defibrator EVO 56, moisture content about 4%;
- Commercial urea-formaldehyde (UF) resin (Silekol Sp. z o.o., Kędzierzyn-Koźle, Poland) of about 66.5% of dry content with formaldehyde to urea (F:U) molar ratio of 0.89, pH of 9.6, and viscosity of 470 mPa s was used;
- Ammonium nitrate hardener, 3.0%, calculated regarding the dry resin content;
- Distilled water;
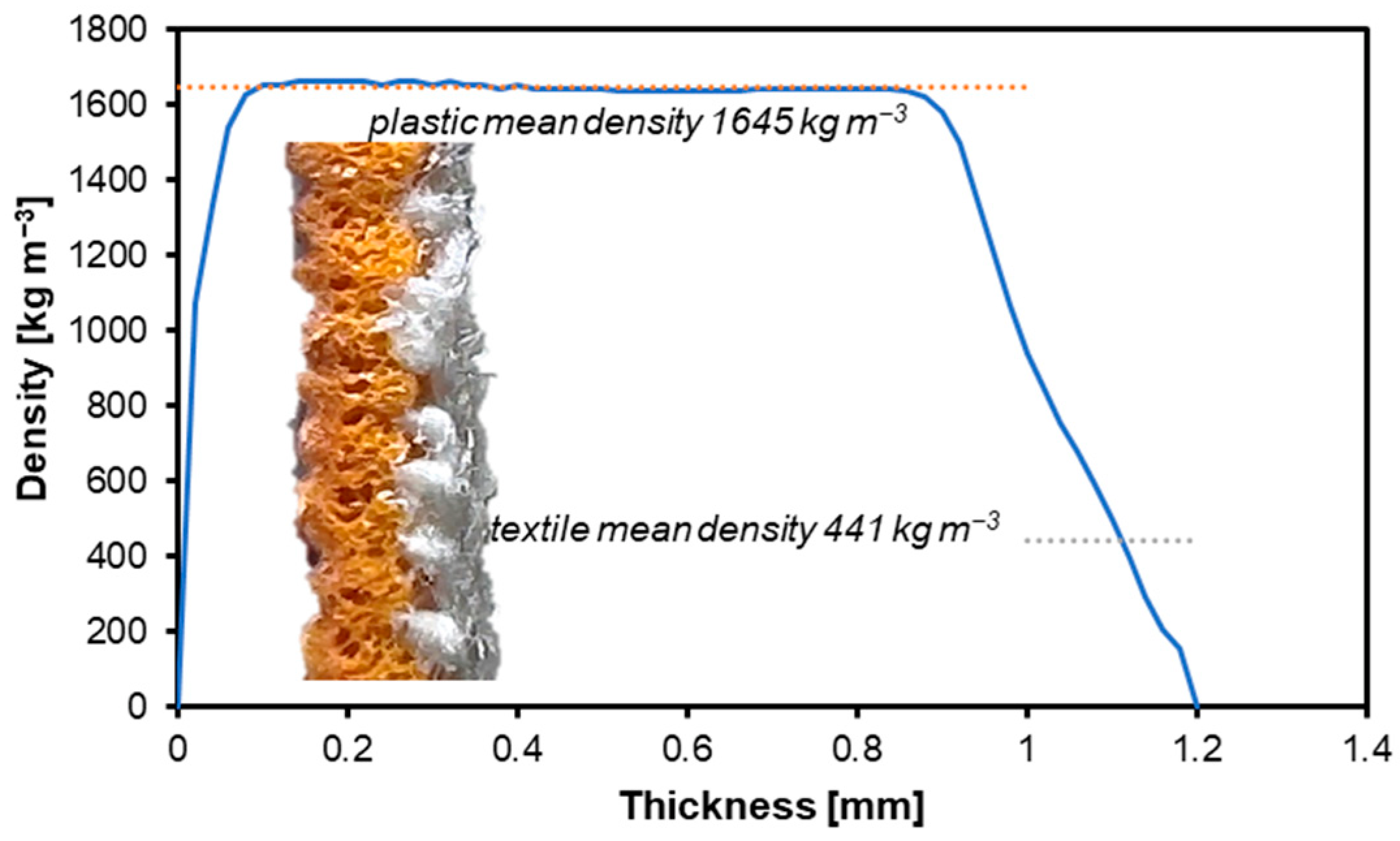
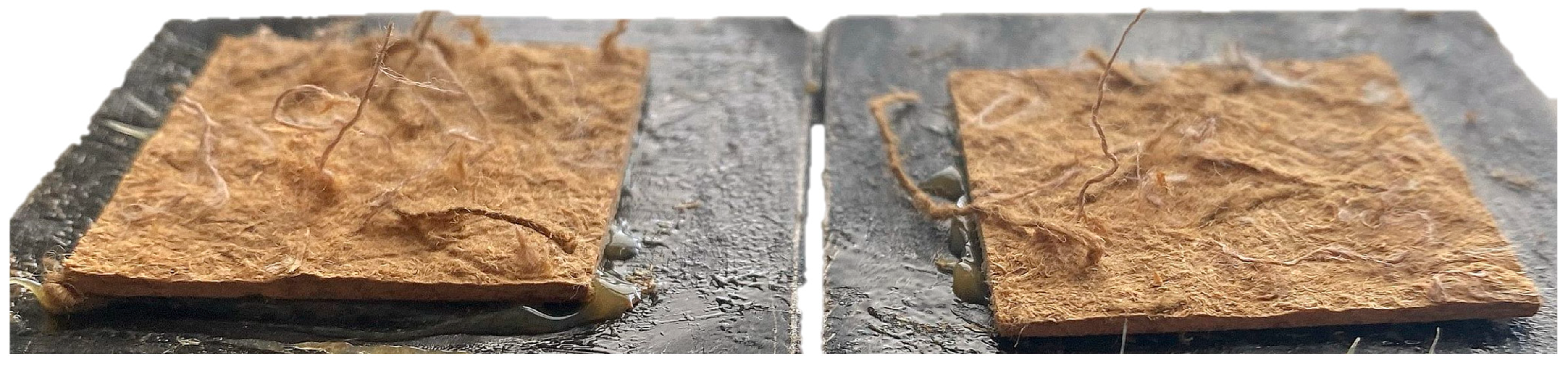
- The textile fibers mixture containing 75% polyester and 25% cotton (w/w) coming from the mechanical recycling of eco-leather upholstery fabric particles about 30 mm × 30 mm (thickness 1.2 mm, grammage 400 g m−2) covered by polyurethane surface layer (foamy brown zone in Figure 1), that has been removed during milling. The fibers produced this way were free from the polyurethane surface layer and were separated from each other, giving single fibers of about 30 mm in length and about 0.1 mm in thickness (Figure 2).
2.2. Production of the Panels
2.3. Methods
3. Results and Discussion
3.1. Bulk Density
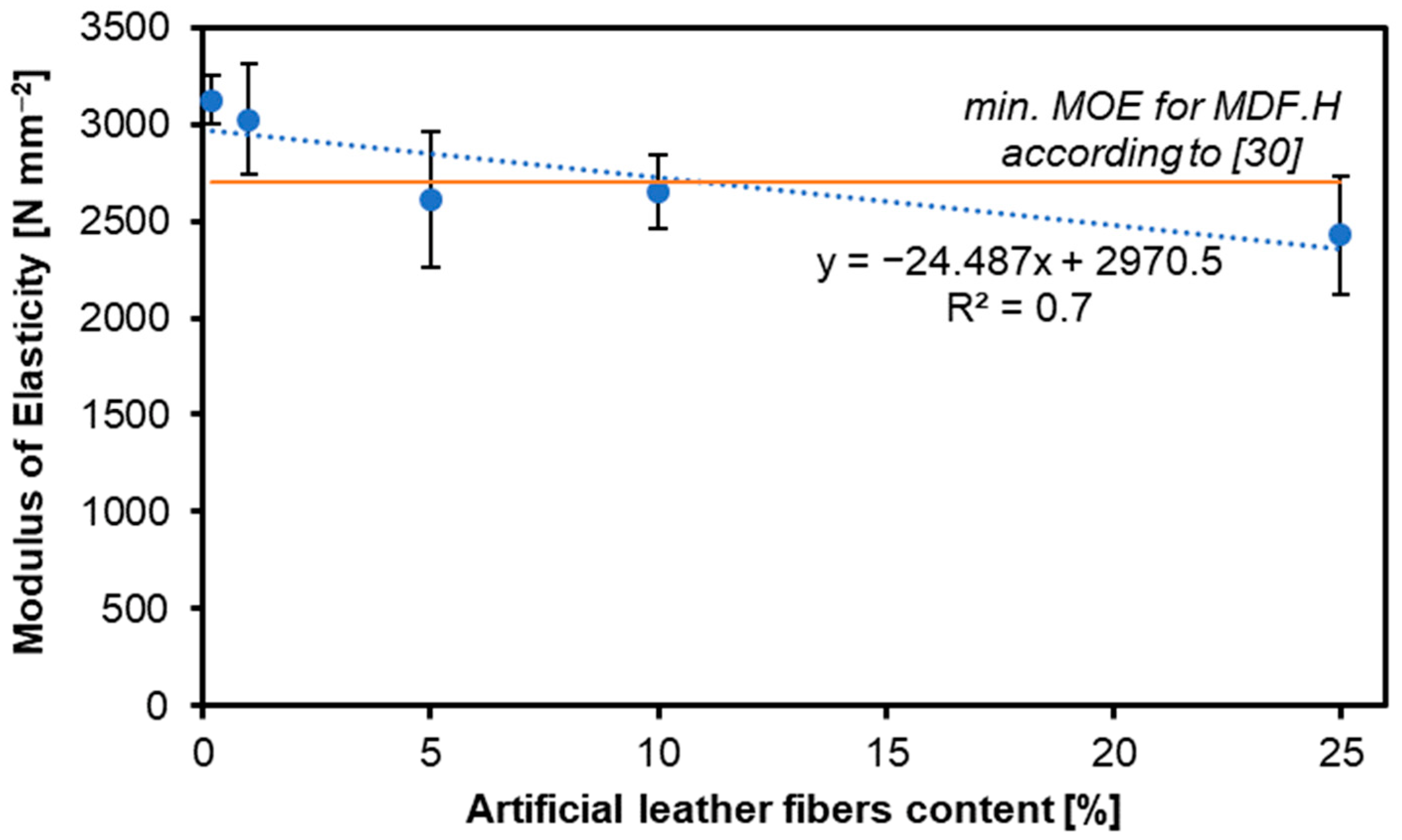
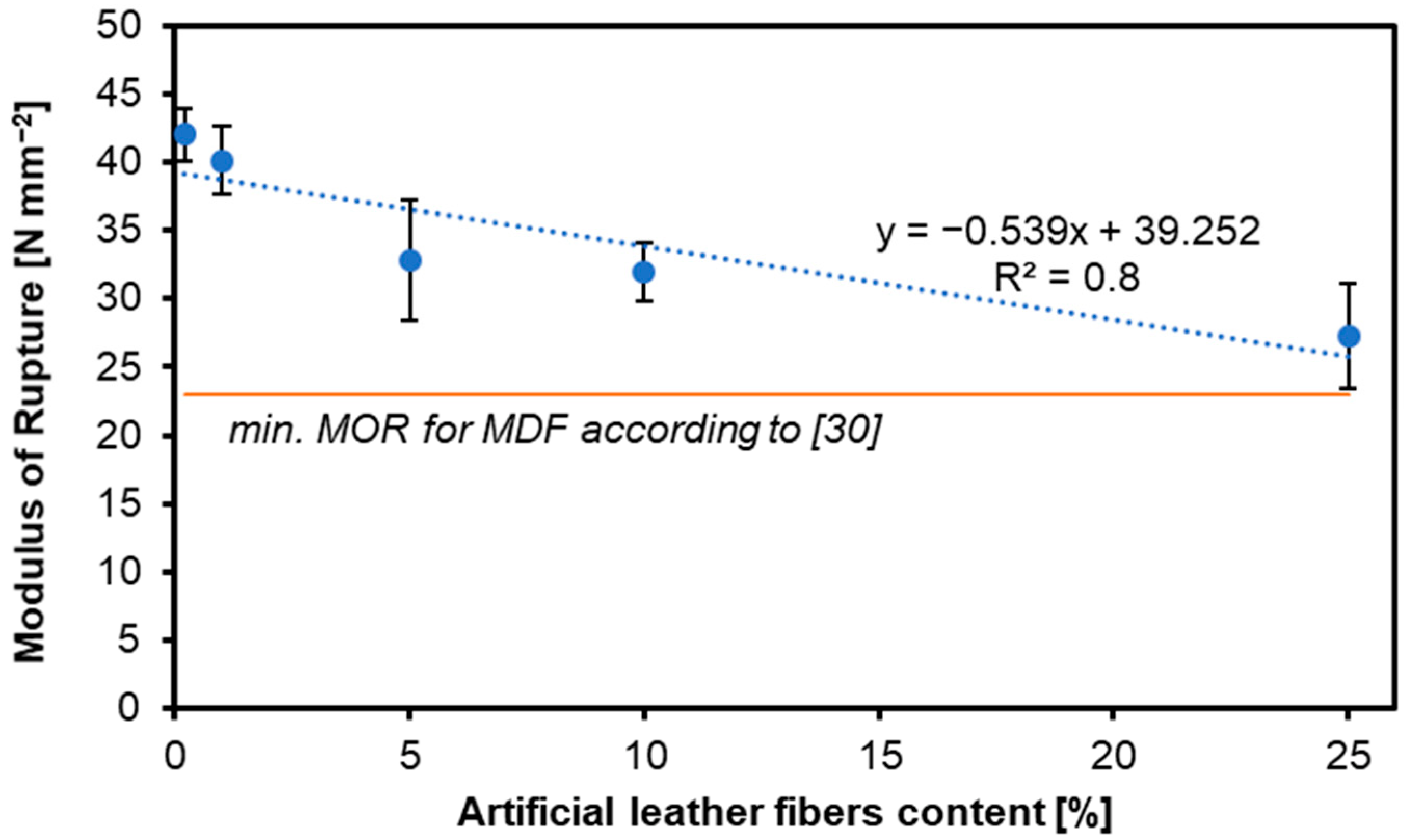
3.2. Modulus of Elasticity in Bending and of Bending Strength
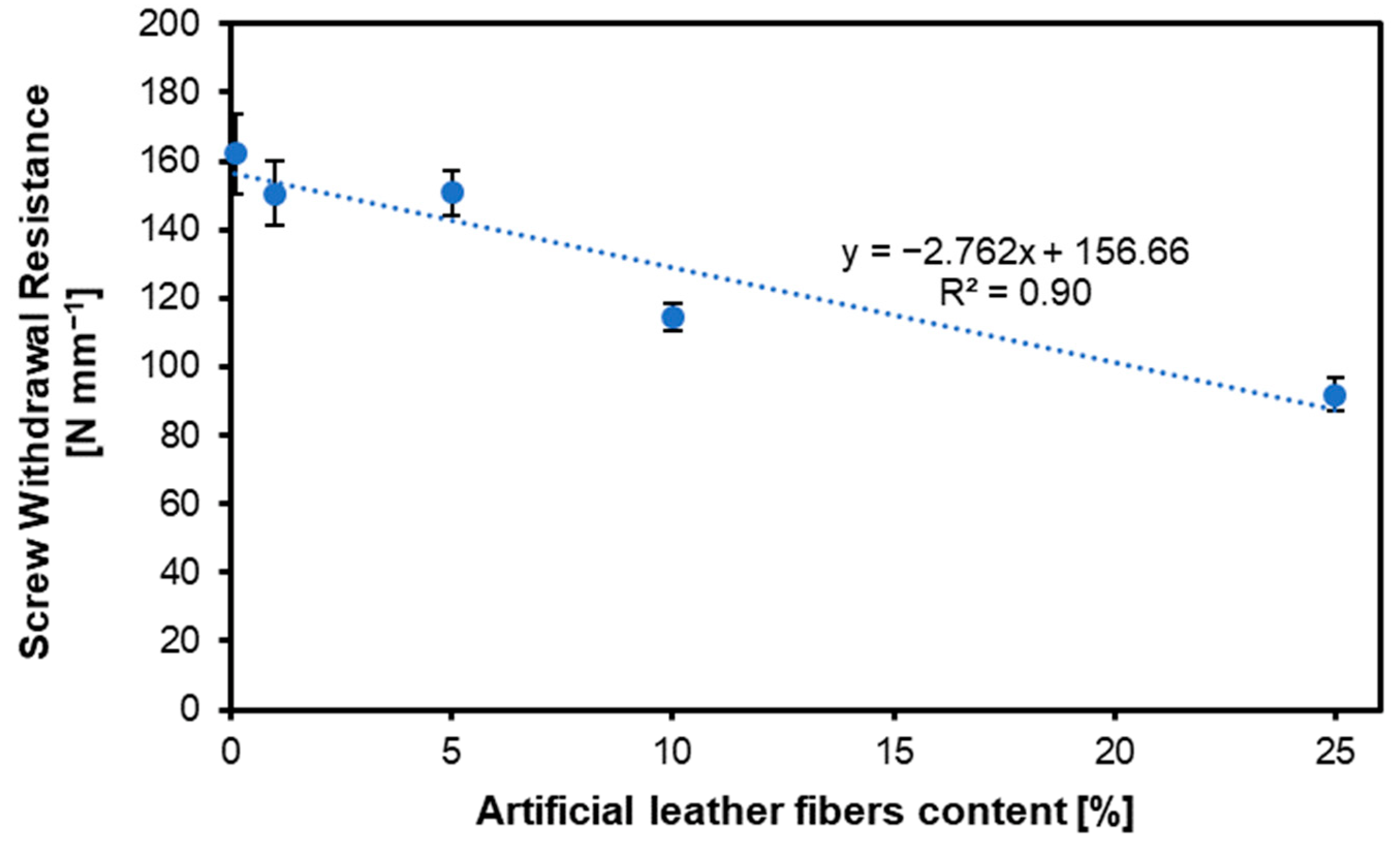
3.3. Screw Withdrawal Resistance and Internal Bonding
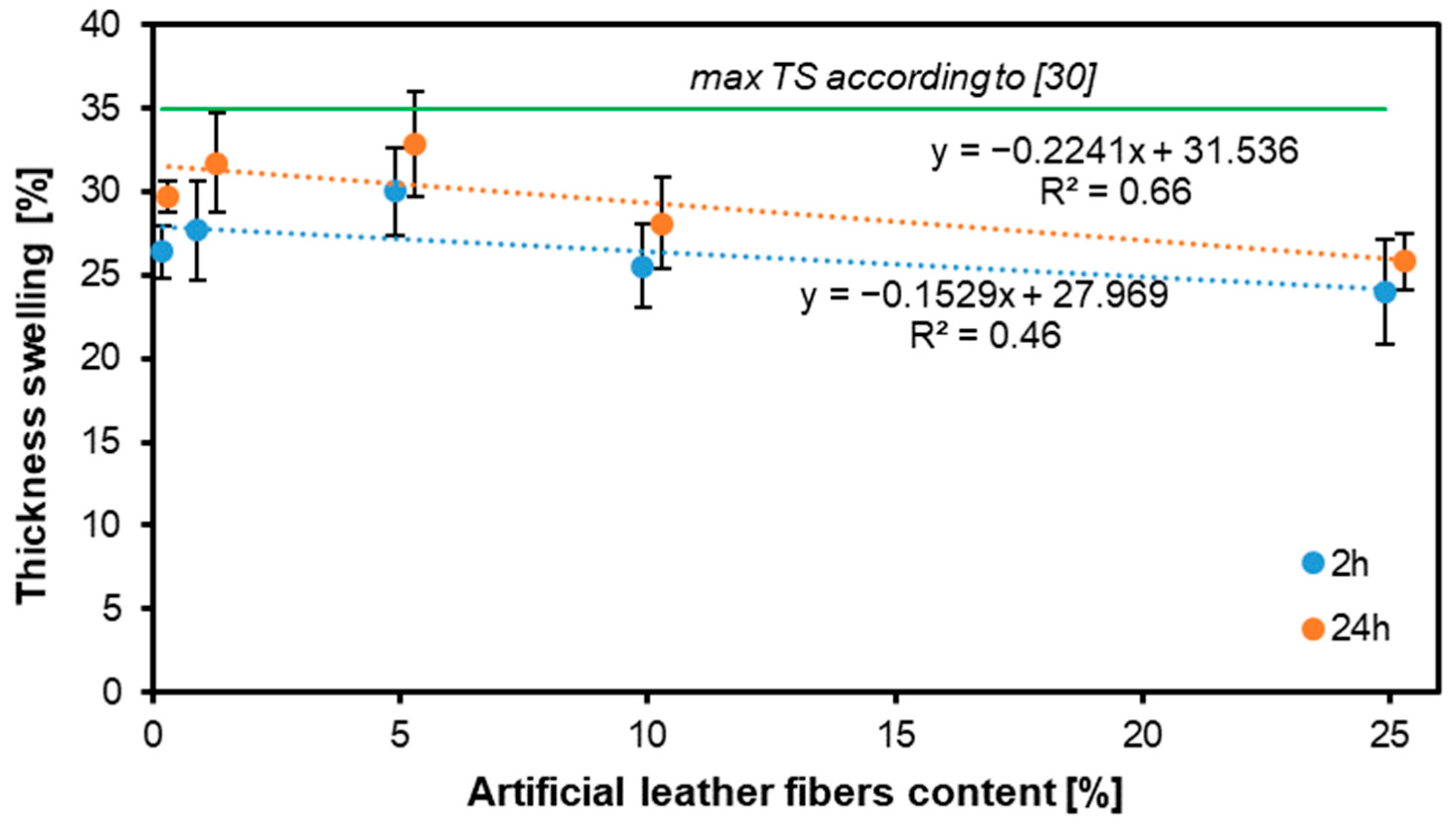
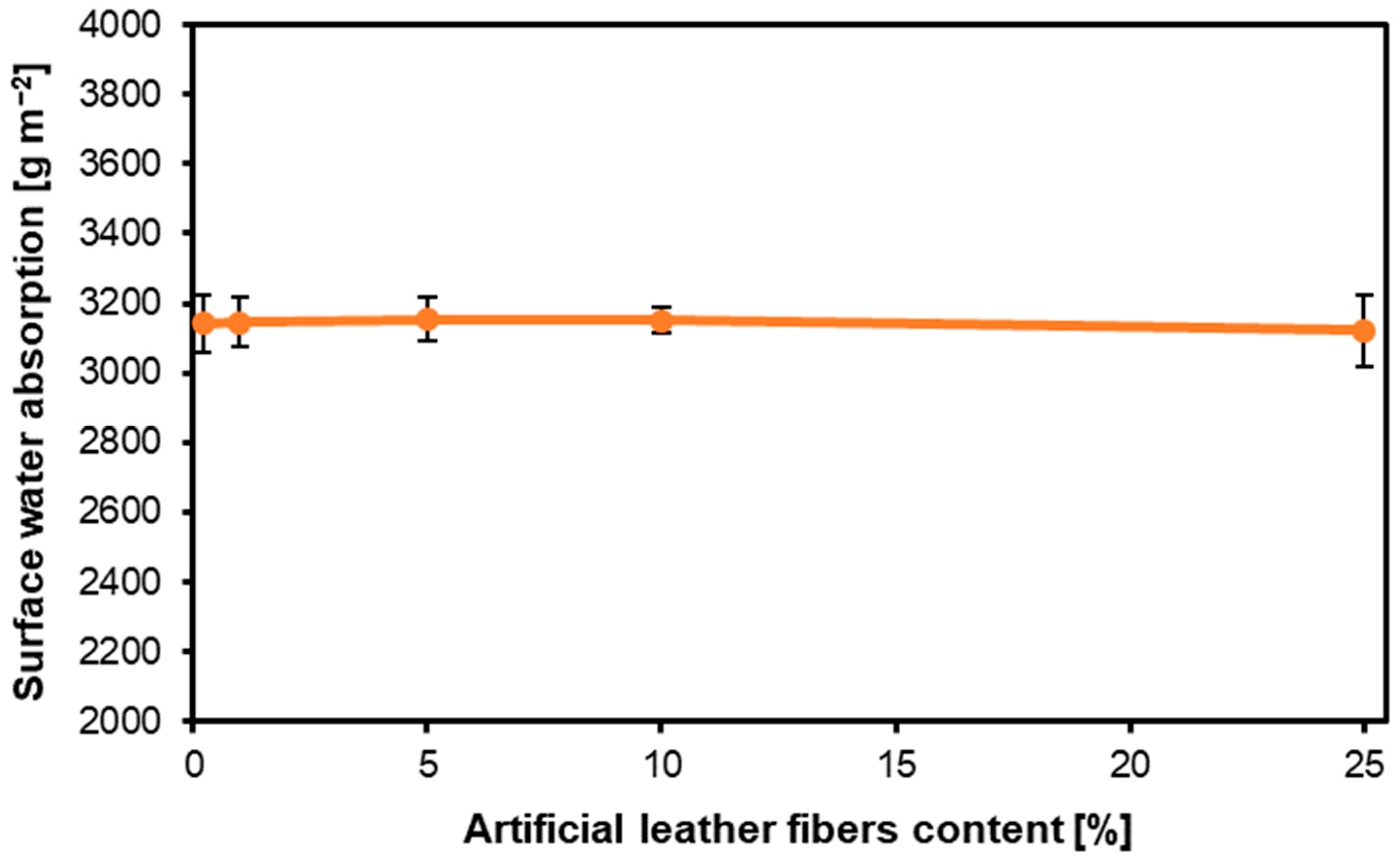
3.4. Thickness Swelling, Water Absorption, and Surface Water Absorption
3.5. Density Profile
4. Conclusions
- As the addition of artificial leather fibers increases, the bending strength and modulus of elasticity decrease.
- Of all the tested samples, the variant with 5% artificial leather fibers as an additive differed most from the others.
- The average values for screw withdrawal resistance indicate a downward trend as the content of artificial leather fibers increases.
- In the case of thickness swelling and water absorption, a profitable decreasing trend can be observed with an increase in synthetic leather fibers. Even without adding any hydrophobic agent, the panels meet the requirements of the European standard in the case of thickness swelling.
- The bulk density of textile fibers is slightly lower than that of wood fibers.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Neitzel, N.; Hosseinpourpia, R.; Walther, T.; Adamopoulos, S. Alternative Materials from Agro-Industry for Wood Panel Manufacturing—A Review. Materials 2022, 15, 4542. [Google Scholar] [CrossRef] [PubMed]
- Kilani, A.; Olubambi, A.; Ikotun, B.; Adeleke, O.; Adetayo, O. Structural performance of concrete reinforced with banana and orange peel fibers - a review. J. Sustain. Constr. Mater. Technol. 2022, 7, 339–357. [Google Scholar] [CrossRef]
- Sadrolodabaee, P.; de la Fuente, A.; Ardanuy, M.; Claramunt, J. Mechanical performance of aged cement-based matrices reinforced with recycled aramid textile nonwoven fabric: Comparison with other FRCMs. Case Stud. Constr. Mater. 2024, 20, e02994. [Google Scholar] [CrossRef]
- Sadrolodabaee, P.; Hosseini, S.M.A.; Claramunt, J.; Ardanuy, M.; Haurie, L.; Lacasta, A.M.; de la Fuente, A. Experimental characterization of comfort performance parameters and multi-criteria sustainability assessment of recycled textile-reinforced cement facade cladding. J. Clean. Prod. 2022, 356, 131900. [Google Scholar] [CrossRef]
- Borysiewicz, I.; Kowaluk, G. Selected properties of MDF boards bonded with various fractions of recycled HDPE particles. Ann. WULS For. Wood Technol. 2023, 123, 18–29. [Google Scholar] [CrossRef]
- Leal Filho, W.; Perry, P.; Heim, H.; Dinis, M.A.P.; Moda, H.; Ebhuoma, E.; Paço, A. An overview of the contribution of the textiles sector to climate change. Front. Environ. Sci. 2022, 10, 973102. [Google Scholar] [CrossRef]
- Wagaw, T.; Babu, K.M. Textile Waste Recycling: A Need for a Stringent Paradigm Shift. AATCC J. Res. 2023, 10, 376–385. [Google Scholar] [CrossRef]
- Fan, W.; Wang, Y.; Liu, R.; Zou, J.; Yu, X.; Liu, Y.; Zhi, C.; Meng, J. Textile production by additive manufacturing and textile waste recycling: A review. Environ. Chem. Lett. 2024, 22, 1929–1987. [Google Scholar] [CrossRef]
- Pensupa, N.; Leu, S.-Y.; Hu, Y.; Du, C.; Liu, H.; Jing, H.; Wang, H.; Lin, C.S.K. Recent Trends in Sustainable Textile Waste Recycling Methods: Current Situation and Future Prospects. Top. Curr. Chem. 2017, 5, 76. [Google Scholar] [CrossRef]
- Herold, P.I.; Prokop, D. Is fast fashion finally out of season? Rental clothing schemes as a sustainable and affordable alternative to fast fashion. Geoforum 2023, 146, 103873. [Google Scholar] [CrossRef]
- Shirvanimoghaddam, K.; Motamed, B.; Ramakrishna, S.; Naebe, M. Death by waste: Fashion and textile circular economy case. Sci. Total Environ. 2020, 718, 137317. [Google Scholar] [CrossRef] [PubMed]
- Royer, S.J.; Wiggin, K.; Kogler, M.; Deheyn, D.D. Degradation of synthetic and wood-based cellulose fabrics in the marine environment: Comparative assessment of field, aquarium, and bioreactor experiments. Sci. Total Environ. 2021, 791, 148060. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Liu, C.; Zhang, X.; Zeng, S. Research on Sustainable Furniture Design Based on Waste Textiles Recycling. Sustain. 2023, 15, 3601. [Google Scholar] [CrossRef]
- Bonifazi, G.; Gasbarrone, R.; Palmieri, R.; Serranti, S. End-of-Life Textile Recognition in a Circular Economy Perspective: A Methodological Approach Based on Near Infrared Spectroscopy. Sustainability 2022, 14, 10249. [Google Scholar] [CrossRef]
- Juanga-Labayen, J.P.; Labayen, I.V.; Yuan, Q. A Review on Textile Recycling Practices and Challenges. Textiles 2022, 2, 174–188. [Google Scholar] [CrossRef]
- European Commission. Amending Directive 2008/98/EC on Waste; European Commission: Brussels, Belgium, 2015; Volume 0275, pp. 1–5. Available online: https://eur-lex.europa.eu/eli/dir/2018/851/oj (accessed on 24 July 2024).
- Wojnowska-Baryła, I.; Bernat, K.; Zaborowska, M.; Kulikowska, D. The Growing Problem of Textile Waste Generation—The Current State of Textile Waste Management. Energies 2024, 17, 1528. [Google Scholar] [CrossRef]
- Zach, J.; Bubenik, J.; Novak, V.; Trisko, P. Development of acoustic insulating materials from recycled textile fiber. IOP Conf. Ser. Mater. Sci. Eng. 2019, 583, 012018. [Google Scholar] [CrossRef]
- Król, P.; Borysiuk, P.; Mamiński, M. Comparison of methodologies for acid buffering capacity determination-empirical verification of models. Appl. Sci. 2019, 9, 2345. [Google Scholar] [CrossRef]
- Suchorab, B.; Wronka, A.; Kowaluk, G. Towards circular economy by valorization of waste upholstery textile fibers in fibrous wood-based composites production. Eur. J. Wood Wood Prod. 2023, 81, 571–577. [Google Scholar] [CrossRef]
- TAPPI UM 23; Bulk Density of Wood Chips. Useful Method. TAPPI Press: Peachtree Corners, GA, USA, 2015.
- EN 310; Wood-Based Panels. Determination of Modulus of Elasticity in Bending and of Bending Strength. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 320; Particleboards and Fibreboards—Determination of Resistance to Axial Withdrawal of Screws. CEN, European Committee for Standardization: Brussels, Belgium, 2011.
- EN 319; Particleboards and Fibreboards. Determination of Tensile Strength Perpendicular to the Plane of the Board. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 317; Particleboards and Fibreboards. Determination of Swelling in Thickness after Immersionin Water. CEN, European Committee for Standardization: Brussels, Belgium, 1993.
- EN 382-2; Fibreboards—Determination of Surface Absorption—Part 2: Test Method for Hardboards. CEN, European Committee for Standardization: Brussels, Belgium, 1993.
- EN 323; Wood-Based Panels—Determination of Density. CEN, European Committee for Standardization: Brussels, Belgium, 1993.
- Sala, C.M.; Robles, E.; Kowaluk, G. Influence of the Addition of Spruce Fibers to Industrial-Type High-Density Fiberboards Produced with Recycled Fibers. Waste Biomass Valorization 2021, 12, 4033–4042. [Google Scholar] [CrossRef]
- Savov, V.; Hristodorova, D. Properties of Hemp Shive Panels With Different Resin Content. Bull. Transilv. Univ. Bras. Ser. II For. Wood Ind. Agric. Food Eng. 2023, 16, 191–204. [Google Scholar] [CrossRef]
- EN 622-5; Fiberboards. Specifications. Requirements for Dry Process Boards (MDF). European Committee for Standardization: Brussels, Belgium, 2009.
- Antov, P.; Savov, V.; Krišt’ák, L.; Réh, R.; Mantanis, G.I. Eco-friendly, high-density fiberboards bonded with urea-formaldehyde and ammonium lignosulfonate. Polymers 2021, 13, 220. [Google Scholar] [CrossRef] [PubMed]
- Nicewicz, D.; Monder, S. Influence of filling mixtures on the properties of HDF surface. Ann. WULS For. Wood Technol. 2015, 7, 112–116. [Google Scholar]
- Solt-Rindler, A.; Solt-Rindler, P.; Barbu, M.C. Comparison between HB and HDF made from waste leather. For. Prod. J. 2015, 65, S39–S47. [Google Scholar]
- Pásztory, Z.; Halász, K.; Börcsök, Z.; Srivaro, S. Properties of high density fiberboard mixed with poplar bark. Walailak J. Sci. Technol. 2020, 17, 1286–1293. [Google Scholar] [CrossRef]
- Ratanawilai, T.; Taneerat, K. Alternative polymeric matrices for wood-plastic composites: Effects on mechanical properties and resistance to natural weathering. Constr. Build. Mater. 2018, 172, 349–357. [Google Scholar] [CrossRef]
- Nemli, G.; Odabaş-Serin, Z.; Özdemir, F.; Ayrılmış, N. Potential Use of Textile Dust in the Middle Layer of Three-layered Particleboards as an Eco-friendly Solution. BioResources 2019, 14, 120–127. [Google Scholar] [CrossRef]
- Valles-Rosales, D.J.; Méndez-Gonzdlez, L.C.; Rodríguez-Picon, L.A.; del Valle-Carrasco, A.; Alodan, H.A. Wood chile peppers stalks-plastic composite production. Maderas Cienc. Tecnol. 2016, 18, 179–190. [Google Scholar] [CrossRef]
- Bartoszuk, K.; Wronka, A. Influence of the content of recycled artificial leather waste particles in particleboards on their selected properties. Ann. WULS For. Wood Technol. 2023, 134, 124–134. [Google Scholar] [CrossRef]
- Garcia, R.A.; Riedl, B.; Cloutier, A. Chemical modification and wetting of medium density fibreboard produced from heat-treated fibres. J. Mater. Sci. 2008, 43, 5037–5044. [Google Scholar] [CrossRef]
- Liu, Y.; Guan, M.; Chen, X.; Zhang, Y.; Zhou, M. Flexural properties evaluation of carbon-fiber fabric reinforced poplar/eucalyptus composite plywood formwork. Compos. Struct. 2019, 224, 111073. [Google Scholar] [CrossRef]
- Sala, C.M.; Robles, E.; Kowaluk, G. Influence of Adding Offcuts and Trims with a Recycling Approach on the Properties of High-Density Fibrous Composites. Polymers 2020, 12, 1327. [Google Scholar] [CrossRef] [PubMed]
- Marconi, M.; Barbanera, M.; Calabrò, G.; Baffo, I. Reuse of leather scraps for insulation panels: Technical and environmental feasibility evaluation. Procedia CIRP 2020, 90, 55–60. [Google Scholar] [CrossRef]
- Pu, H.; Shu, C.; Dai, R.; Chen, H.; Shan, Z. Mechanical, thermal and acoustical characteristics of composite board kneaded by leather fiber and semi-liquefied bamboo. Constr. Build. Mater. 2022, 340, 127702. [Google Scholar] [CrossRef]
- Raj, M.; Fatima, S.; Tandon, N. Recycled materials as a potential replacement to synthetic sound absorbers: A study on denim shoddy and waste jute fibers. Appl. Acoust. 2020, 159, 107070. [Google Scholar] [CrossRef]
- Bartoszuk, K.; Kowaluk, G. The Influence of the Content of Recycled Natural Leather Residue Particles on the Properties of High-Density Fiberboards. Materials 2023, 16, 5340. [Google Scholar] [CrossRef]
- Kryńska, K.; Kowaluk, G. Application of soy starch as a binder in HDF technology. Ann. WULS For. Wood Technol. 2023, 123, 41–50. [Google Scholar] [CrossRef]
- Antov, P.; Savov, V.; Neykov, N. Reduction of formaldehyde emission from engineered wood panels by formaldehyde scavengers—A review. In Proceedings of the 13th International Scientific Conference WoodEMA2020, 31st International Scientfic Conference ICWST 2020 Sustainability of Forest-Based Industries in the Global Economy, Vinkovci, Croatia, 28–30 September 2020. [Google Scholar]
- Mukhopadhyay, S. Natural and Synthetic Fibres for Composite Nonwovens; Woodhead Publishing Limited: Sawston, UK, 2014; Volume 20, pp. 20–29. ISBN 9780857097705. [Google Scholar]
- Célino, A.; Gonçalves, O.; Jacquemin, F.; Fréour, S. Quantitative assessment of water sorption in natural fibres using infrared spectroscopy. Rev. Des. Compos. Des Mater. Av. 2014, 24, 81–95. [Google Scholar] [CrossRef]
- Ramesh Kumar, S.C.; Kaviti, R.V.P.; Mahesh, L.; Mohan Babu, B.M. Water absorption behavior of hybrid natural fiber reinforced composites. Mater. Today Proc. 2022, 54, 187–190. [Google Scholar] [CrossRef]
- Antov, P.; Savov, V.; Trichkov, N.; Krišťák, Ľ.; Réh, R.; Papadopoulos, A.N.; Taghiyari, H.R.; Pizzi, A.; Kunecová, D.; Pachikova, M. Properties of high-density fiberboard bonded with urea–formaldehyde resin and ammonium lignosulfonate as a bio-based additive. Polymers 2021, 13, 2775. [Google Scholar] [CrossRef]
- Dasiewicz, J.; Kowaluk, G. Characteristics of high-density fibreboard produced with the use of rice starch as a binder. Ann. Wars. Univ. Life Sci. SGGW For. Wood Technol. 2023, 181, 169–181. [Google Scholar] [CrossRef]
- Gumowska, A.; Kowaluk, G. Physical and Mechanical Properties of High-Density Fiberboard Bonded with Bio-Based Adhesives. Forests 2023, 14, 84. [Google Scholar] [CrossRef]
- Rosa, P.; Kowaluk, G. Selected features of medium density fiberboards produced with the use of plant binder. Ann. WULS For. Wood Technol. 2022, 120, 27–36. [Google Scholar] [CrossRef]
- Badin, N.; Campean, M.; Lengyel, K.; Ispas, M.; Bedelean, B. Property Improvement of Thin High-Density Fiberboard Panels Used as Door-Skins. BioResources 2018, 13, 1042–1054. [Google Scholar] [CrossRef]
- Henke, M.; Lis, B.; Krystofiak, T. Evaluation of Surface Roughness Parameters of HDF for Finishing under Industrial Conditions. Materials 2022, 15, 6359. [Google Scholar] [CrossRef]
- Siddikur Rahman, K.; Islam, M.N.; Ratul, S.B.; Dana, N.H.; Musa, S.M.; Hannan, M.O. Properties of flat-pressed wood plastic composites as a function of particle size and mixing ratio. J. Wood Sci. 2018, 64, 279–286. [Google Scholar] [CrossRef]
- Lee, S.H.; Lum, W.C.; Zaidon, A.; Fatin-Ruzanna, J.; Tan, L.P.; Mariusz, M.; Chin, K.L. Effect of post-thermal treatment on the density profile of rubberwood particleboard and its relation to mechanical properties. J. Trop. For. Sci. 2017, 29, 93–104. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Type | Alternative Raw Material Fibers Share [%] | ||||
|---|---|---|---|---|---|
| 0 | 1 | 5 | 10 | 25 | |
| MOE | a 1 | a, b | b | b | b |
| MOR | a | a | b | b | b |
| IB | a | b | c | d | e |
| SWR | a | a | a | b | c |
| TS 2 h | a | a, b | b | a, b | a |
| TS 24 h | a | a, b | b | a, b | b, c |
| WA 2 h | a | b | a | a | a |
| WA 24 h | a | b | a | c | c |
| SWA | a | a | a | a | a |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wojciechowska, M.; Kowaluk, G. Challenges and Opportunities in Recycling Upholstery Textiles: Enhancing High-Density Fiberboards with Recycled Fibers. Fibers 2024, 12, 105. https://doi.org/10.3390/fib12120105
Wojciechowska M, Kowaluk G. Challenges and Opportunities in Recycling Upholstery Textiles: Enhancing High-Density Fiberboards with Recycled Fibers. Fibers. 2024; 12(12):105. https://doi.org/10.3390/fib12120105
Chicago/Turabian StyleWojciechowska, Matylda, and Grzegorz Kowaluk. 2024. "Challenges and Opportunities in Recycling Upholstery Textiles: Enhancing High-Density Fiberboards with Recycled Fibers" Fibers 12, no. 12: 105. https://doi.org/10.3390/fib12120105
APA StyleWojciechowska, M., & Kowaluk, G. (2024). Challenges and Opportunities in Recycling Upholstery Textiles: Enhancing High-Density Fiberboards with Recycled Fibers. Fibers, 12(12), 105. https://doi.org/10.3390/fib12120105