Investigation of Heat Transfer Properties of Plasma-Treated and Silicone-Elastomer Coated Basalt Fabric

 ,
, 

Abstract
:1. Introduction
2. Materials and Methods
2.1. Plasma Treatment
2.2. Silicone-Elastomer Coating
2.3. Thickness Measurements
2.4. Radiant Heat Transfer Evaluation
2.5. Scanning Electron Microscopy (SEM)
2.6. Scanning Probe Microscopy (SPM)
2.7. X-ray Photoelectron Spectroscopy (XPS)
2.8. Assessment of Wettability
3. Results and Discussion
3.1. Fabric Heat Transfer Assessment
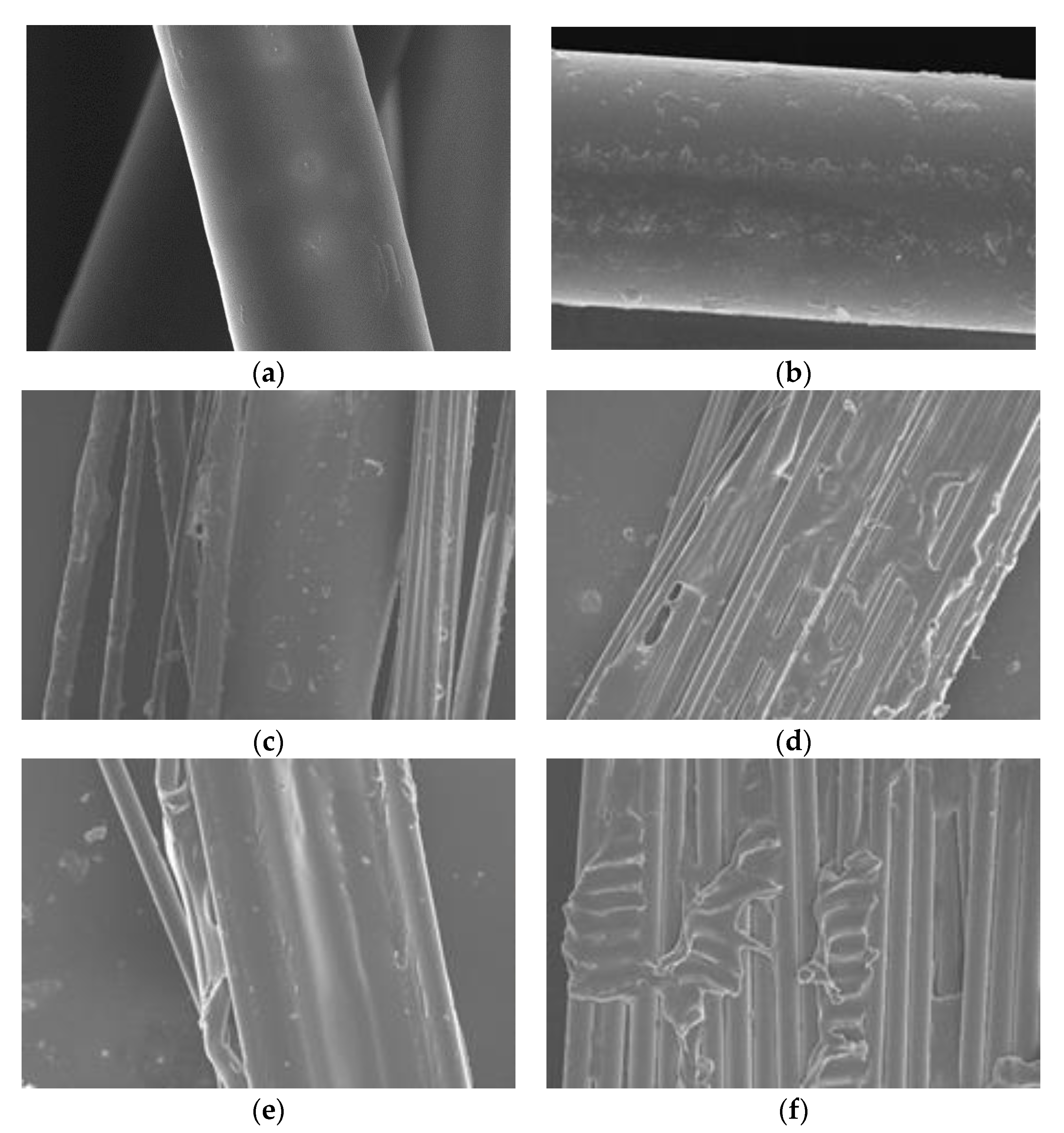
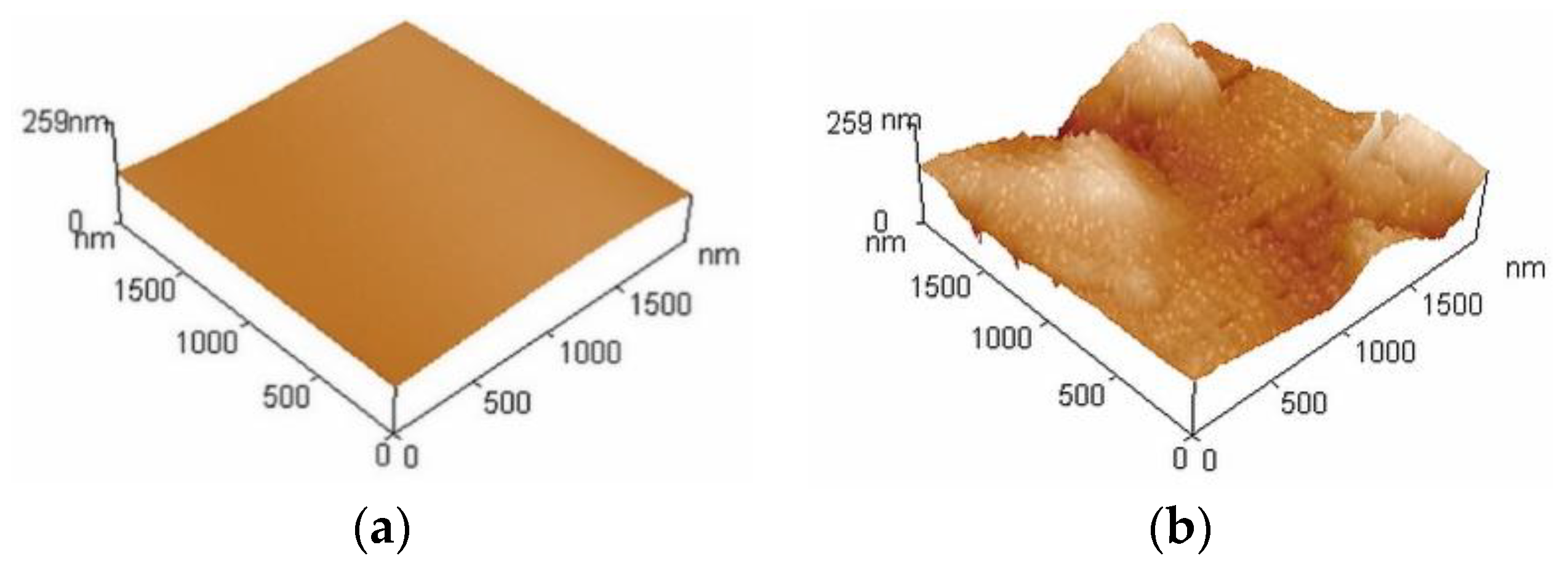
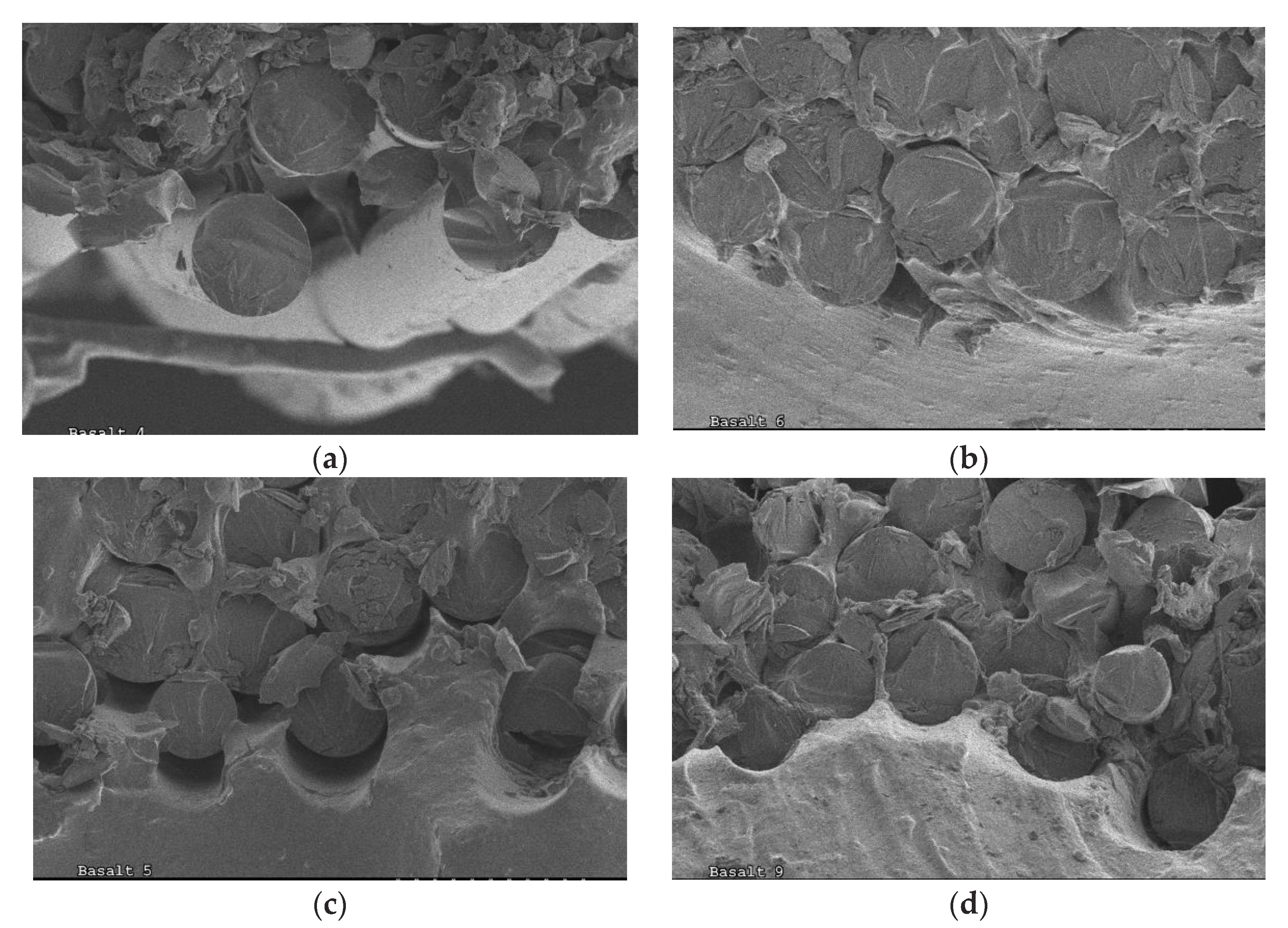
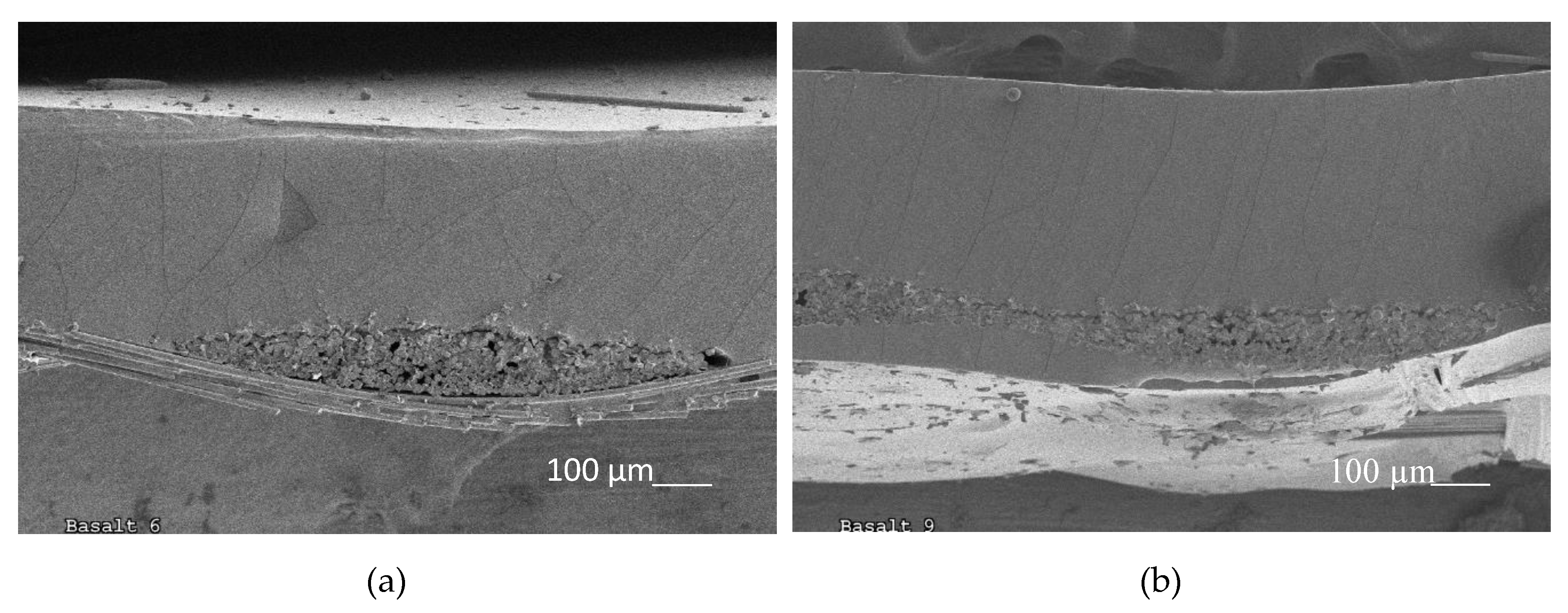
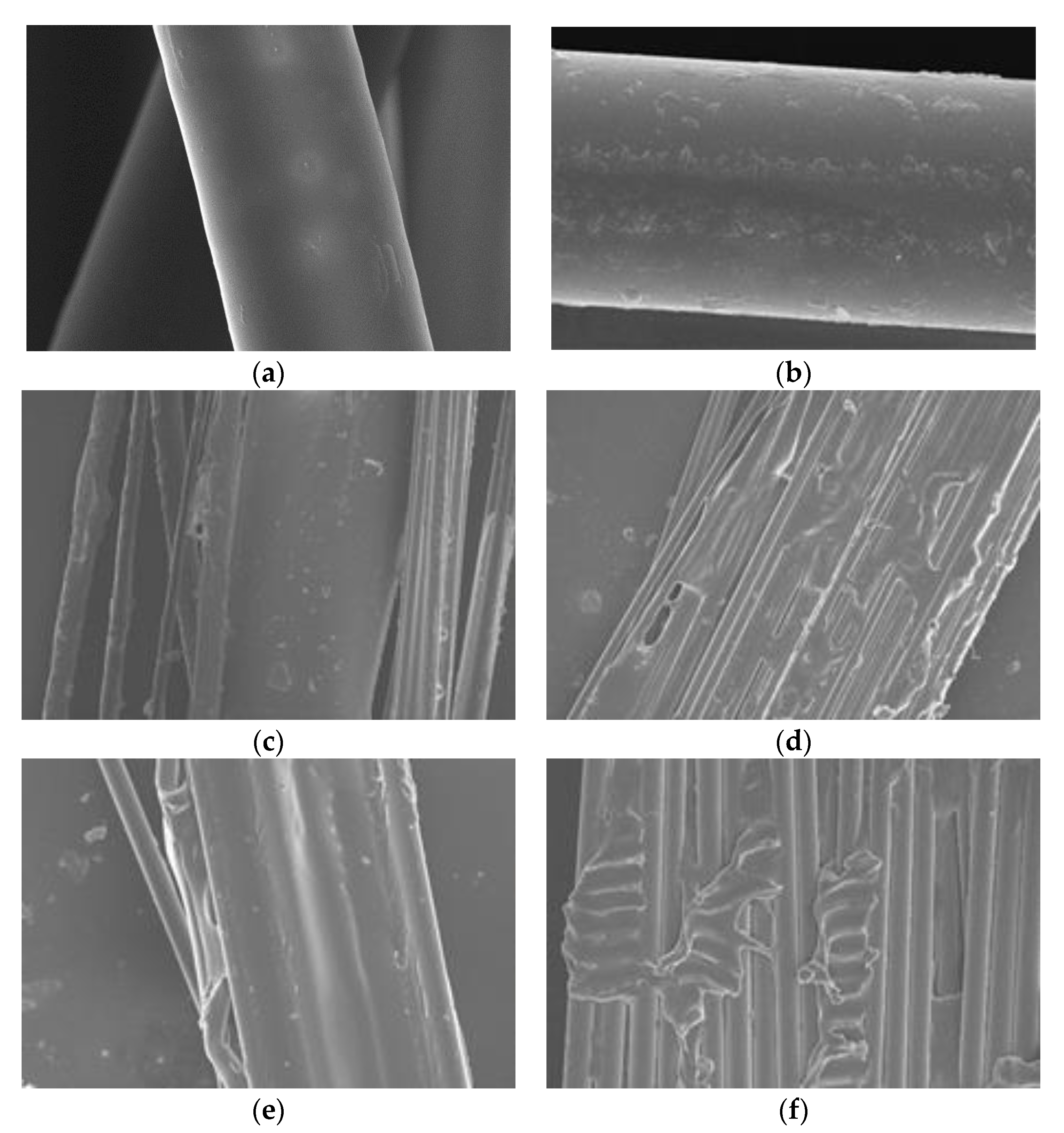
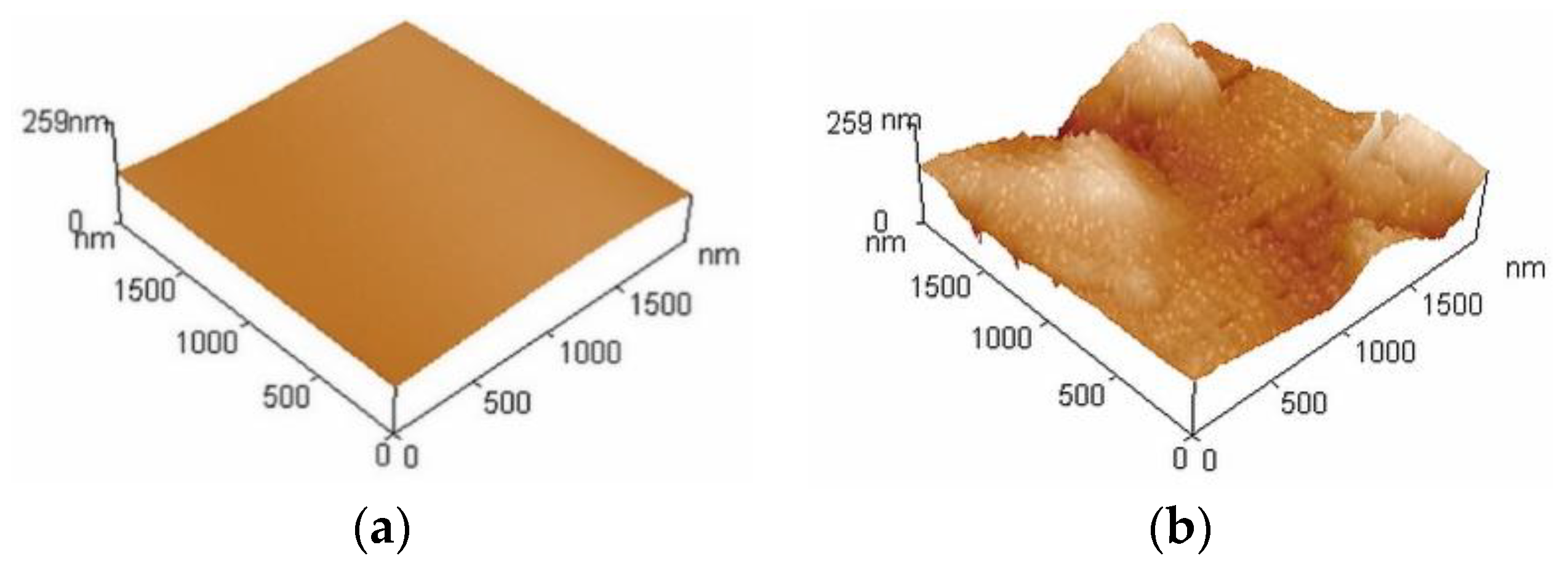
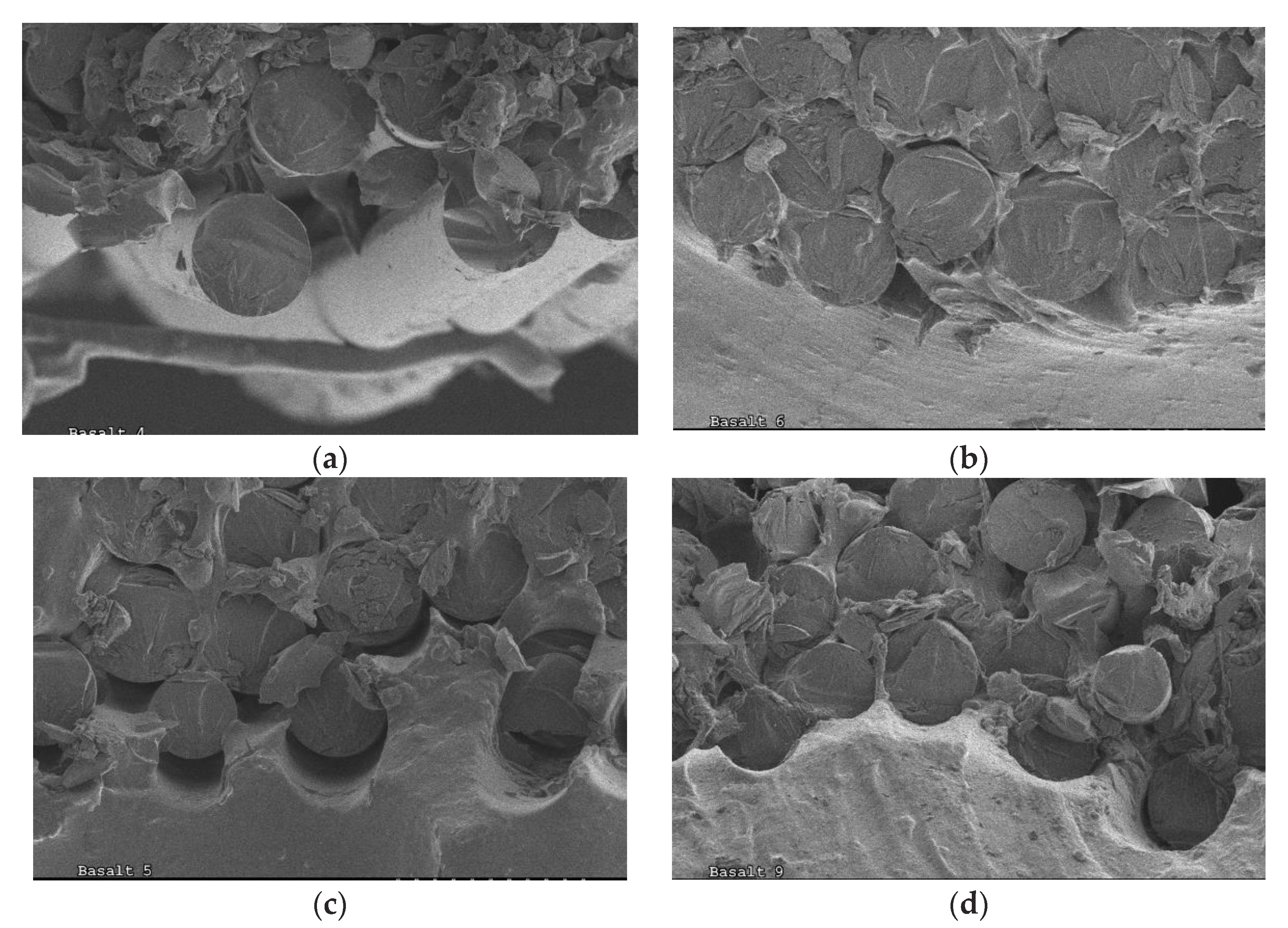
3.2. Surface Morphology and Cross-Section Analysis
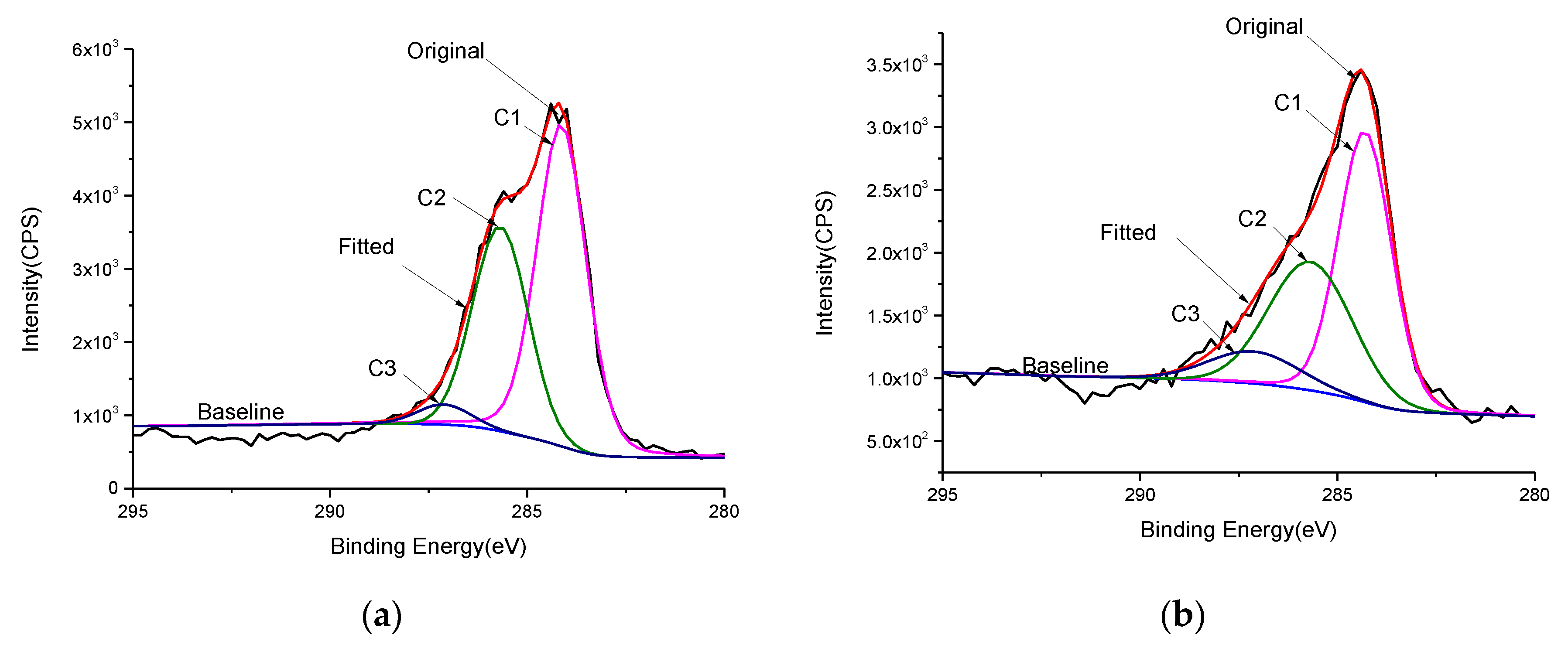
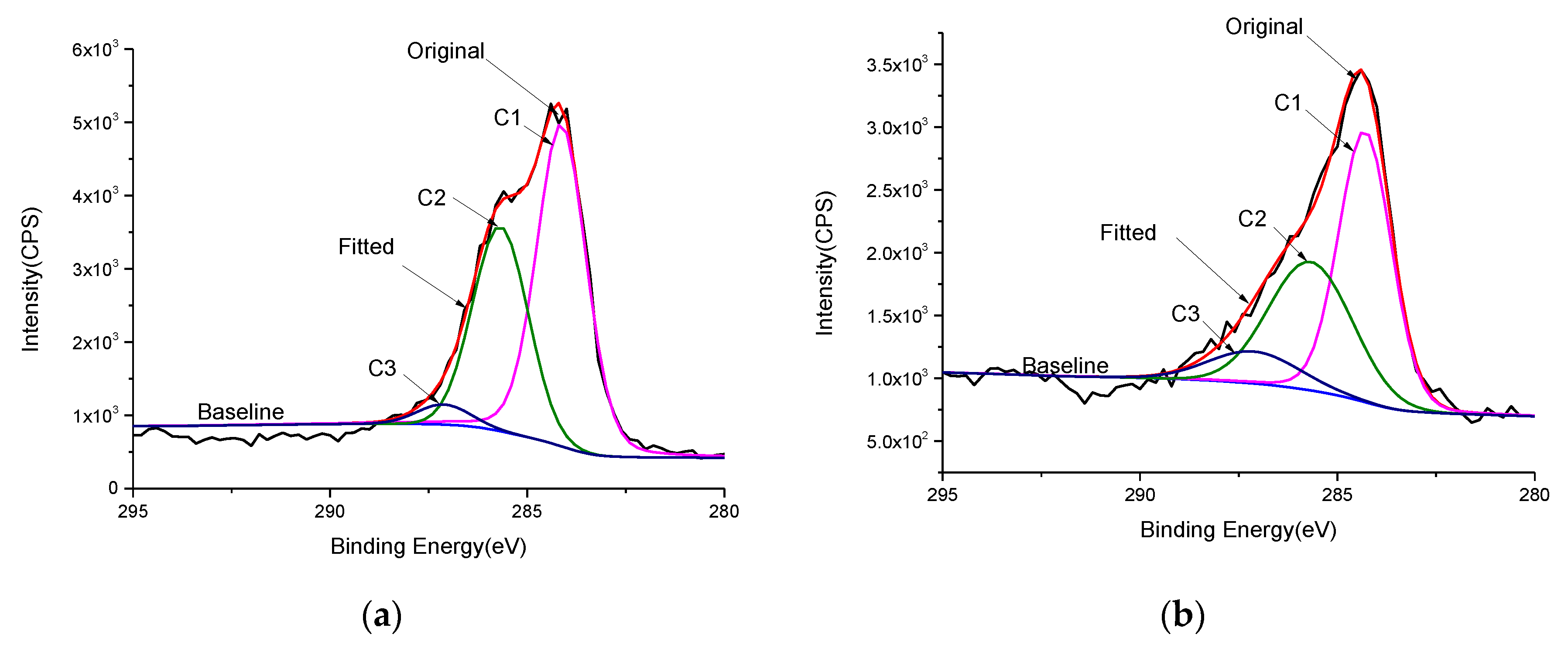
3.3. XPS Analysis
3.4. Water Absorption Assessments
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Carmisciano, S.; De Rosa, I.M.; Sarasini, F.; Tamburrano, A.; Valente, M. Basalt woven fiber reinforced vinylester composites: Flexural and electrical properties. Mater. Des. 2011, 32, 337–342. [Google Scholar] [CrossRef]
- Bhat, T.; Chevali, V.; Liu, X.; Feih, S.; Mouritz, A.P. Fire structural resistance of basalt fibre composite. Compos. Part A Appl. Sci. Manuf. 2015, 71, 107–115. [Google Scholar] [CrossRef]
- Fiore, V.; Scalici, T.; Di Bella, G.; Valenza, A. A review on basalt fibre and its composites. Compos. Part B Eng. 2015, 74, 74–94. [Google Scholar] [CrossRef]
- Wu, Z.; Wang, X.; Wu, G. Advancement of basalt fiber composites towards infrastructural applicaitons. In Proceedings of the International Symposium on Innovation & Sustainability of Structures, Xiamen, China, October 28–30 2011. [Google Scholar]
- Lopresto, V.; Leone, C.; De Iorio, I. Mechanical characterisation of basalt fibre reinforced plastic. Compos. Part B Eng. 2011, 42, 717–723. [Google Scholar] [CrossRef]
- Meng, Q.; Hao, H.; Chen, W. Experimental and numerical study of basalt fibre cloth strengthened structural insulated panel under windborne debris impact. J. Reinf. Plast. Compos. 2016, 35, 1302–1317. [Google Scholar] [CrossRef]
- Cai, J.; Pan, J.; Zhou, X. Flexural behavior of basalt FRP reinforced ECC and concrete beams. Constr. Build. Mater. 2017, 142, 423–430. [Google Scholar] [CrossRef]
- Katkhuda, H.; Shatarat, N. Improving the mechanical properties of recycled concrete aggregate using chopped basalt fibers and acid treatment. Constr. Build. Mater. 2017, 140, 328–335. [Google Scholar] [CrossRef]
- Tkachev, S.V.; Kraevskii, S.V.; Kornilov, D.Y.; Voronov, V.A.; Gubin, S.P. Graphene oxide on the surface of basalt fiber. Inorg. Mater. 2016, 52, 1254–1258. [Google Scholar] [CrossRef]
- Shishevan, F.A.; Akbulut, H.; Mohtadi-Bonab, M.A. Low velocity impact behavior of basalt fiber-reinforced polymer composites. J. Mater. Eng. Perform. 2017, 26, 2890–2900. [Google Scholar] [CrossRef]
- Medvedyev, O.; Tsybulya, Y. Basalt use in hot gas filtration. Filtr. Sep. 2005, 42, 34–37. [Google Scholar] [CrossRef]
- Pang, Y.; Zhong, Z.L.; Liu, H.W.; Rao, L.K. Research on fire-resistant fabric properties of basalt fiber. Appl. Mech. Mater. 2012, 217, 1151–1154. [Google Scholar] [CrossRef]
- Li, C.; Gao, D.; Wang, Y.; Tang, J. Effect of high temperature on the bond performance between basalt fibre reinforced polymer (BFRP) bars and concrete. Constr. Build. Mater. 2017, 141, 44–51. [Google Scholar] [CrossRef]
- Lu, Z.; Xian, G.; Li, H. Effects of elevated temperatures on the mechanical properties of basalt fibers and BFRP plates. Constr. Build. Mater. 2016, 127, 1029–1036. [Google Scholar] [CrossRef]
- Manikandan, V.; Jappes, J.W.; Kumar, S.S.; Amuthakkannan, P. Investigation of the effect of surface modifications on the mechanical properties of basalt fibre reinforced polymer composites. Compos. Part B Eng. 2012, 43, 812–818. [Google Scholar] [CrossRef]
- Zille, A.; Oliveira, F.R.; Souto, A.P. Souto Plasma treatment in textile industry. Plasma Process. Polym. 2015, 12, 98–131. [Google Scholar] [CrossRef]
- Najar, S.S.; Wang, X.; Naebe, M. The effect of plasma treatment and tightness factor on the low-stress mechanical properties of single jersey knitted wool fabrics. Text. Res. J. 2016, 88, 499–509. [Google Scholar] [CrossRef]
- Kurniawan, D.; Kim, B.S.; Lee, H.Y.; Lim, J.Y. Atmospheric pressure glow discharge plasma polymerization for surface treatment on sized basalt fiber/polylactic acid composites. Compos. Part B Eng. 2012, 43, 1010–1014. [Google Scholar] [CrossRef]
- Kim, K.Y.R.; Park, S.J. Plasma treatment and its effects on the tribological behaviour of basalt/epoxy woven composites in a marine enviroment. Polym. Polym. Compos. 2011, 19, 29–34. [Google Scholar]
- Antonova, M.V.; Krasina, I.V.; Ilyushina, S.V.; Mingaliev, R.R.; Parsanov, A.S. Modification of basalt fibers by low-temperature plasma. J. Phys. Conf. Ser. 2018, 1058, 012003. [Google Scholar] [CrossRef]
- Kim, M.T.; Kim, M.H.; Rhee, K.Y.; Park, S.J. Study on an oxygen plasma treatment of a basalt fiber and its effect on the interlaminar fracture property of basalt/epoxy woven composites. Compos. Part B Eng. 2011, 42, 499–504. [Google Scholar] [CrossRef]
- Hrynyk, R.; Frydrych, I.; Irzmańska, E.; Stefko, A. Thermal properties of aluminized and non-aluminized basalt fabrics. Text. Res. J. 2012, 83, 1860–1872. [Google Scholar] [CrossRef]
- Hrynyk, R.; Frydrych, I. Study on textile assemblies with aluminized basalt fabrics destined for protective gloves. Int. J. Cloth. Sci. Technol. 2015, 27, 705–719. [Google Scholar] [CrossRef]
- ISO 15384-2003 Protective Clothing for Firefighters-Laboratory Test Methods and Performance Requirements for Wildland Firefighting Clothing; ISO: Geneva, Switzerland, 2003.
- ISO 11613-2017 Protective Clothing for Firefighter’s Who are Engaged in Support Activities Associated with Structural Fire Fighting-Laboratory Test Methods and Performance; ISO: Geneva, Switzerland, 2017.
- MS ISO 15538-2005 Protective Clothing for Firefighters-Laboratory Test Methods and Performance Requirements for Protective Clothing with a Reflective Outer Surface; ISO: Geneva, Switzerland, 2005.
- EN ISO 6942-2002 Protective Clothing —Protection against Heat and Fire—Method of Test: Evaluation of Materials and Material Assemblies when Exposed to A Source of Radiant Heat; ISO: Geneva, Switzerland, 2002.
- Naebe, M.; Cookson, P.G.; Denning, R.; Wang, X. Use of low-level plasma for enhancing the shrink resistance of wool fabric treated with a silicone polymer. J. Text. Inst. 2011, 102, 948–956. [Google Scholar] [CrossRef]
- Naebe, M.; Cookson, P.G.; Rippon, J.; Brady, R.P.; Wang, X.; Brack, N.; van Riessen, G. Effects of plasma treatment of wool on the uptake of sulfonated dyes with different hydrophobic properties. Text. Res. J. 2009, 80, 312–324. [Google Scholar] [CrossRef]
- Yaman, N.; Özdoğan, E.; Seventekin, N.; Ayhan, H. Plasma treatment of polypropylene fabric for improved dyeability with soluble textile dyestuff. Appl. Surf. Sci. 2009, 255, 6764–6770. [Google Scholar] [CrossRef]
- Naebe, M.; Denning, R.; Huson, M.; Cookson, P.G.; Wang, X. Ageing effect of plasma-treated wool. J. Text. Inst. 2011, 102, 1086–1093. [Google Scholar] [CrossRef]
- Naebe, M.; Li, Q.; Onur, A.; Denning, R. Investigation of chitosan adsorption onto cotton fabric with atmospheric helium/oxygen plasma pre-treatment. Cellulose 2016, 23, 2129–2142. [Google Scholar] [CrossRef]
- Salapare, H.S.; Darmanin, T.; Guittard, F. Reactive-ion etching of nylon fabric meshes using oxygen plasma for creating surface nanostructures. Appl. Surf. Sci. 2015, 356, 408–415. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | WUC (g/m2) | WC (g/m2) | WC − WUC (g/m2) | CR (%) | Thickness mm (± std) | |
|---|---|---|---|---|---|---|
| Un-sized | Basalt 1 | 203 | 203 | 0 | 0 | – |
| Basalt 2 | 192 | 400 | 208 | 108 | – | |
| Basalt 3 | 203 | 522 | 319 | 157 | – | |
| Basalt 4 | 206 | 563 | 357 | 173 | 0.5 (0.1) | |
| Basalt 5 | 207 | 745 | 538 | 261 | 0.6 (0.1) | |
| Plasma-treated | Basalt 6 | 203 | 575 | 372 | 183 | 0.6 (0.05) |
| Basalt 7 | 207 | 591 | 384 | 186 | – | |
| Basalt 8 | 201 | 637 | 436 | 217 | – | |
| Basalt 9 | 198 | 705 | 507 | 256 | 0.6 (0.06) | |
| Basalt 10 | 201 | 783 | 582 | 289 | – | |
| Basalt 11 | 203 | 203 | 0 | 0 | – | |
| Sample | CR (%) | t12 (s) | t24 (s) | t24 − t12 (s) | TF (%) | QC (KW/m2) |
|---|---|---|---|---|---|---|
| Basalt 1 | 0 | 5.2 | 8.4 | 3.2 | 51.8 | 20.7 |
| Basalt 2 | 108 | 16.7 | 20.2 | 3.5 | 47 | 18.9 |
| Basalt 3 | 157 | 17.8 | 21.7 | 3.9 | 42 | 17.0 |
| Basalt 4 | 173 | 15.5 | 19.6 | 4.1 | 40 | 16.2 |
| Basalt 5 | 261 | 17.8 | 22.6 | 4.8 | 35 | 13.8 |
| Sample | CR (%) | t12 (s) | t24 (s) | t24−t12 (s) | QC (kW/m 2) | |
|---|---|---|---|---|---|---|
| Basalt 6 | 183 | 17.7 | 22.4 | 4.7 | 35 | 14.1 |
| Basalt 7 | 186 | 17.7 | 23.1 | 5.4 | 31 | 12.3 |
| Basalt 8 | 217 | 17.5 | 23.1 | 5.6 | 30 | 11.8 |
| Basalt 9 | 256 | 17.4 | 24.3 | 6.9 | 24 | 9.6 |
| Basalt 10 | 289 | 17.7 | 26.6 | 8.9 | 19 | 7.4 |
| Fabric Sample | Elements | Carbon Compositions (C 1s %) | |||||
|---|---|---|---|---|---|---|---|
| C 1s 284.80 eV | N 1s 399.37 eV | O 1s 532.11 eV | Si 2p 102.13 eV | C1 (C–C, C–Hx) 284.13 eV | C2 (C–O, C–O–C) 285.68 eV | C3 (O–C–O, N–C=O) 287.12 eV | |
| Un-sized (Basalt 1) | 68.87 | 0.66 | 25.02 | 4.79 | 58.2 | 38.3 | 3.5 |
| Plasma-treated (Basalt 11) | 33.27 | 0.6 | 47.04 | 14 | 41.3 | 44.4 | 14.3 |
| Sample | Contact Angle (° ± std a) | Absorption Time (sec ± std a) | Work of Adhesion (mJ/m−2) | The Image of the Contact Angle |
|---|---|---|---|---|
| Un-sized (Basalt 1) | 109 (±5) | 39 (±9) | 49.03 |  |
| Plasma-treated (Basalt 11) | 47 (±3) | 1.6 (±0.3) | 122.37 |  |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, M.; Denning, R.; Zhong, Z.; Wang, X.; Shen, Y.; Naebe, M. Investigation of Heat Transfer Properties of Plasma-Treated and Silicone-Elastomer Coated Basalt Fabric. Coatings 2019, 9, 292. https://doi.org/10.3390/coatings9050292
Zhang M, Denning R, Zhong Z, Wang X, Shen Y, Naebe M. Investigation of Heat Transfer Properties of Plasma-Treated and Silicone-Elastomer Coated Basalt Fabric. Coatings. 2019; 9(5):292. https://doi.org/10.3390/coatings9050292
Chicago/Turabian StyleZhang, Meiling, Ron Denning, Zhili Zhong, Xungai Wang, Yiwen Shen, and Maryam Naebe. 2019. "Investigation of Heat Transfer Properties of Plasma-Treated and Silicone-Elastomer Coated Basalt Fabric" Coatings 9, no. 5: 292. https://doi.org/10.3390/coatings9050292
APA StyleZhang, M., Denning, R., Zhong, Z., Wang, X., Shen, Y., & Naebe, M. (2019). Investigation of Heat Transfer Properties of Plasma-Treated and Silicone-Elastomer Coated Basalt Fabric. Coatings, 9(5), 292. https://doi.org/10.3390/coatings9050292