Single Particle Erosion Behavior of NiTi-Based Nanolaminates and Superelastic NiTi Monolayer Coatings

Abstract
1. Introduction
2. Experimental Procedure
3. Results and Discussion
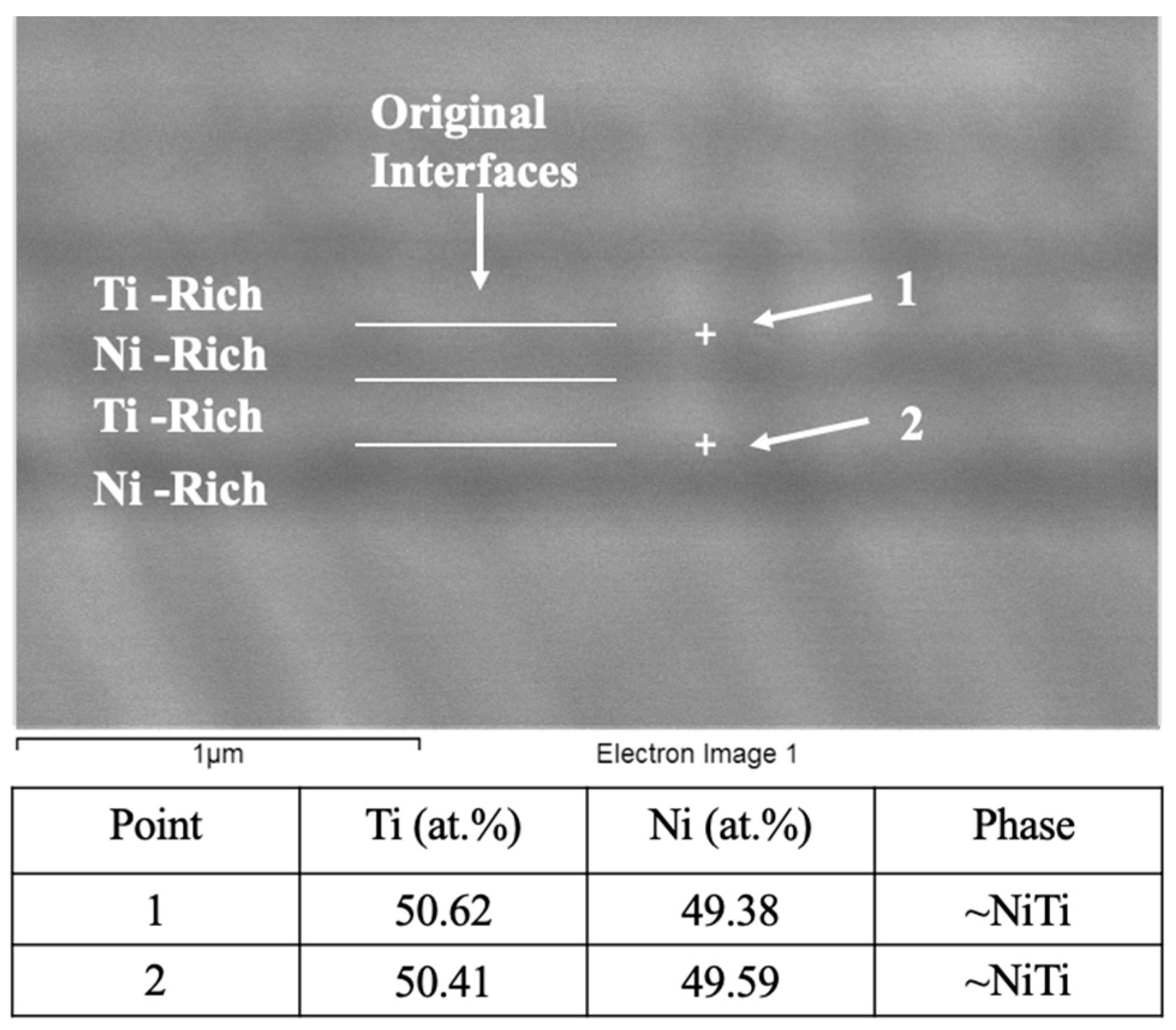
3.1. Characterization of the Coatings
3.2. Erosion Behavior of the Coatings
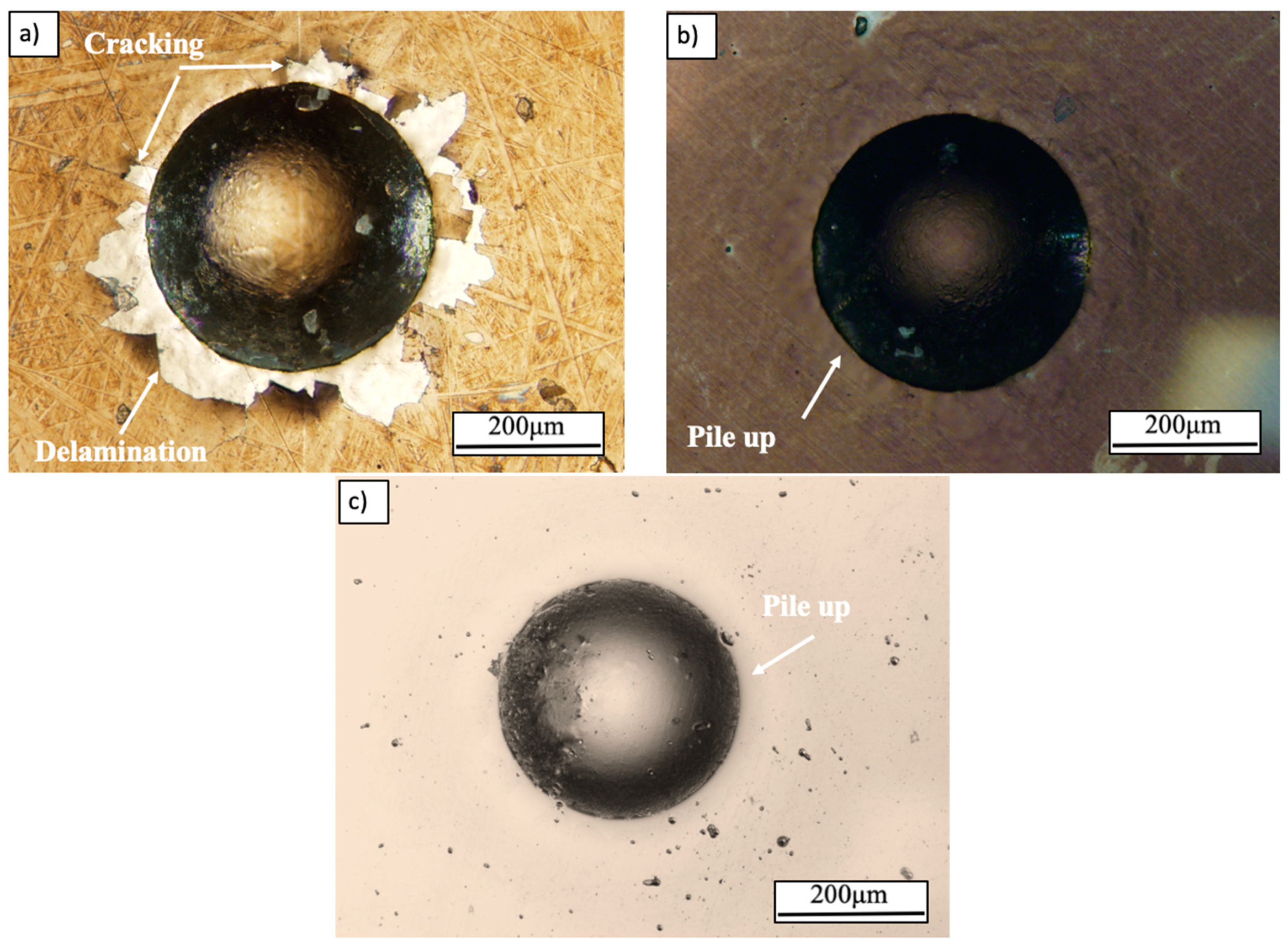
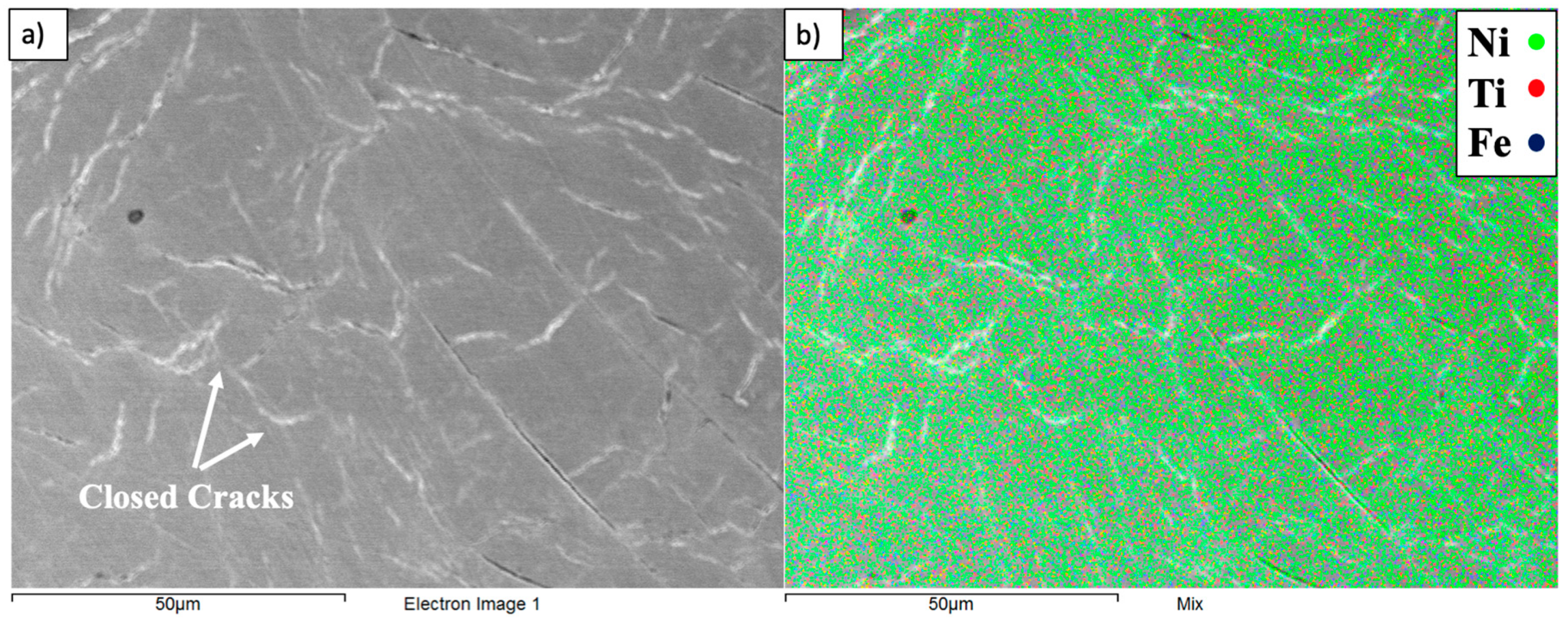
3.2.1. High-Angle Fracture Mechanisms
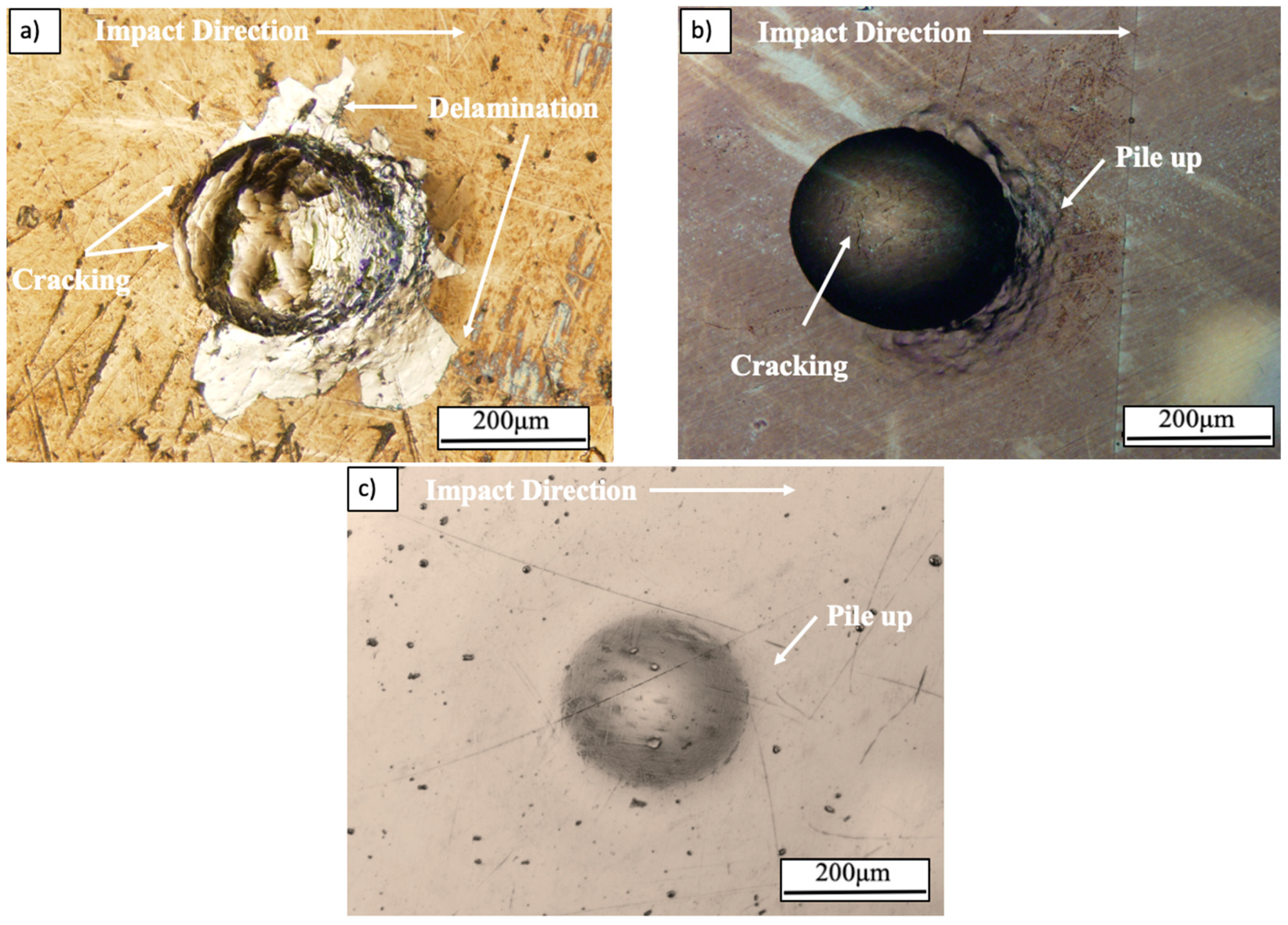
3.2.2. Low-Angle Fracture Mechanisms
3.2.3. Erosion Mechanisms of the Coatings
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Davis, J.R. Introduction to Surface Engineering for Corrosion and Wear Resistance in Surface Engineering for Corrosion and Wear Resistance; ASM International: Materials Park, OH, USA, 2001; pp. 1–10. [Google Scholar]
- Bousser, E.; Martinu, L.; Klemberg-Sapieha, J.E. Solid particle erosion mechanisms of protective coatings for aerospace applications. Surf. Coat. Technol. 2014, 257, 165–181. [Google Scholar] [CrossRef]
- Bhushan, B. Wear, in Introduction to Tribology; Wiley: New York, NY, USA, 2002; pp. 331–410. [Google Scholar]
- Stachowiak, G.W.; Batchelor, A.W. Engineering Tribology, 4th ed.; Butterworth-Heinemann: Oxford, UK, 2013. [Google Scholar]
- Morgan, N.B.; Friend, C.M. Shape Memory Alloys. In Smart Technologies; World Scientific: River Edge, NJ, USA, 2003; pp. 109–139. [Google Scholar]
- De Miranda, R.L.; Zamponi, C.; Quandt, E. Micropatterned freestanding superelastic TiNi films. Adv. Eng. Mater. 2013, 15, 66–69. [Google Scholar] [CrossRef]
- Mehrabi, K.; Bahmanpour, H.; Shokuhfar, A.; Kneissl, A. Influence of chemical composition and manufacturing conditions on properties of NiTi shape memory alloys. Mater. Sci. Eng. A 2008, 481–482, 693–696. [Google Scholar] [CrossRef]
- Yuan, X.-B.; Chen, B.; Liu, F.-S.; Xu, Q.; Ma, W. Transformation behaviors and superelasticity of Ti50Ni48Fe2 shape memory alloy subjected to cold-rolling and subsequent annealing. Rare Met. 2014, 33, 652–656. [Google Scholar] [CrossRef]
- Lehnert, T.; Tixier, S.; Böni, P.; Gotthardt, R. A new fabrication process for Ni–Ti shape memory thin films. Mater. Sci. Eng. A 1999, 273–275, 713–716. [Google Scholar] [CrossRef]
- Matsunaga, T.; Kajiwara, S.; Ogawa, K.; Kikuchi, T.; Miyazaki, S. High strength Ti–Ni-based shape memory thin films. Mater. Sci. Eng. A 1999, 273–275, 745–748. [Google Scholar] [CrossRef]
- Kulkarni, V.N.; Gaitonde, V.N.; Hadimani, V.; Aiholi, V. Analysis of wire EDM process parameters in machining of NiTi superelastic alloy. Mater. Today Proc. 2018, 5, 19303–19312. [Google Scholar] [CrossRef]
- Kaynak, Y.; Robertson, S.W.; Karaca, H.E.; Jawahir, I.S. Progressive tool-wear in machining of room-temperature austenitic NiTi alloys: The influence of cooling/lubricating, melting, and heat treatment conditions. J. Mater. Process. Technol. 2015, 215, 95–104. [Google Scholar] [CrossRef]
- Ni, W.; Cheng, Y.-T.; Lukitsch, M.; Weiner, A.M.; Lev, L.C.; Grummon, D.S. Novel layered tribological coatings using a superelastic NiTi interlayer. Wear 2005, 259, 842–848. [Google Scholar] [CrossRef]
- Tillmann, W.; Momeni, S. Deposition of superelastic composite NiTi based films. Vacuum 2014, 104, 41–46. [Google Scholar] [CrossRef]
- Zhang, Y.; Cheng, Y.-T.; Grummon, D.S. The influence of superelastic NiTi interlayers on tribological properties of CrN hard coatings. Mater. Sci. Eng. A 2006, 438–440, 710–713. [Google Scholar] [CrossRef]
- Zhang, Y.; Cheng, Y.-T.; Grummom, D.S. Novel tribological systems using shape memory alloys and thin films. Surf. Coat. Technol. 2007, 202, 998–1002. [Google Scholar] [CrossRef]
- Behera, A.; Aich, S. Characterisation and properties of magnetron sputtered nanoscale bi-layered Ni/Ti thin films and effect of annealing. Surf. Interface Anal. 2015, 47, 805–814. [Google Scholar] [CrossRef]
- Cho, H.; Miyazaki, S. TiNi multilayer thin films. In Thin Film Shape Memory Alloys: Fundamentals and Device Applications; Miyazaki, S., Fu, Y.Q., Huang, W.M., Eds.; Cambridge University Press: New York, NY, USA, 2009; pp. 110–123. [Google Scholar]
- Hu, L.; Xue, Y.; Shi, F. Intermetallic formation and mechanical properties of Ni–Ti diffusion couples. Mater. Des. 2017, 130, 175–182. [Google Scholar] [CrossRef]
- Zhou, Y.; Wang, Q.; Sun, D.L.; Han, X.L. Co-effect of heat and direct current on growth of intermetallic layers at the interface of Ti–Ni diffusion couples. J. Alloys Compd. 2011, 509, 1201–1205. [Google Scholar] [CrossRef]
- Meng, Q.; Yang, H.; Liu, Y.; Nam, T. Compositionally graded NiTi plate prepared by diffusion annealing. Scr. Mater. 2012, 67, 305–308. [Google Scholar] [CrossRef]
- Li, B.-Y.; Rong, L.-J.; Li, Y.-Y. Anisotropy of dimensional change and its corresponding improvement by addition of TiH2 during elemental powder sintering of porous NiTi alloy. Mater. Sci. Eng. A 1998, 255, 70–74. [Google Scholar] [CrossRef]
- Green, S.M.; Grant, D.M.; Kelly, N.R. Powder metallurgical processing of Ni–Ti shape memory alloy. Powder Metall. 1997, 40, 43–47. [Google Scholar] [CrossRef]
- Takaffoli, M.; Papini, M. Material deformation and removal due to single particle impacts on ductile materials using smoothed particle hydrodynamics. Wear 2012, 274–275, 50–59. [Google Scholar] [CrossRef]
- Zhang, C.; Farhat, Z.N. Sliding wear of superelastic TiNi alloy. Wear 2009, 267, 394–400. [Google Scholar] [CrossRef]
- Garay, J.E.; Anselmi-Tamburini, U.; Munir, Z.A. Enhanced growth of intermetallic phases in the Ni–Ti system by current effects. Acta Mater. 2003, 51, 4487–4495. [Google Scholar] [CrossRef]
- Bousser, E.; Martinu, L.; Klemberg-Sapieha, J.E. Solid particle erosion mechanisms of hard protective coatings. Surf. Coat. Technol. 2013, 235, 383–393. [Google Scholar] [CrossRef]
- Koehler, J.S. Attempt to design a strong solid. Phys. Rev. B 1970, 2, 547–551. [Google Scholar] [CrossRef]
- ASM International Handbook Committee. Friction, Lubrication, and Wear Technology; ASM International Handbook Committee: Materials Park, OH, USA, 1992; Volume 18. [Google Scholar]
- Yang, L.M.; Tieu, A.K.; Dunne, D.P.; Huang, S.W.; Li, H.J.; Wexler, D.; Jiang, Z.Y. Cavitation erosion resistance of NiTi thin films produced by Filtered Arc Deposition. Wear 2009, 267, 233–243. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating | H (GPa) | E (GPa) | E/H Ratio | Elastic Recovery Ratio |
|---|---|---|---|---|
| As-Sputtered | 8.5 | 390.4 | 46.2 | 0.22 |
| 650 °C | 9.5 | 224.4 | 23.7 | 0.38 |
| 800 °C | 8.8 | 259.6 | 29.4 | 0.30 |
| Superelastic NiTi | 5.6 | 81.5 | 14.4 | 0.64 |
| Impact Angle (°) | Applied Load (N) | Mean Contact Pressure (GPa) |
|---|---|---|
| 30 | 0.020 | 0.381 |
| 45 | 0.029 | 0.428 |
| 60 | 0.035 | 0.458 |
| 90 | 0.040 | 0.480 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cameron, N.; Farhat, Z. Single Particle Erosion Behavior of NiTi-Based Nanolaminates and Superelastic NiTi Monolayer Coatings. Coatings 2019, 9, 617. https://doi.org/10.3390/coatings9100617
Cameron N, Farhat Z. Single Particle Erosion Behavior of NiTi-Based Nanolaminates and Superelastic NiTi Monolayer Coatings. Coatings. 2019; 9(10):617. https://doi.org/10.3390/coatings9100617
Chicago/Turabian StyleCameron, Nicole, and Zoheir Farhat. 2019. "Single Particle Erosion Behavior of NiTi-Based Nanolaminates and Superelastic NiTi Monolayer Coatings" Coatings 9, no. 10: 617. https://doi.org/10.3390/coatings9100617
APA StyleCameron, N., & Farhat, Z. (2019). Single Particle Erosion Behavior of NiTi-Based Nanolaminates and Superelastic NiTi Monolayer Coatings. Coatings, 9(10), 617. https://doi.org/10.3390/coatings9100617