Tube Inner Coating of Non-Conductive Films by Pulsed Reactive Coaxial Magnetron Plasma with Outer Anode

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
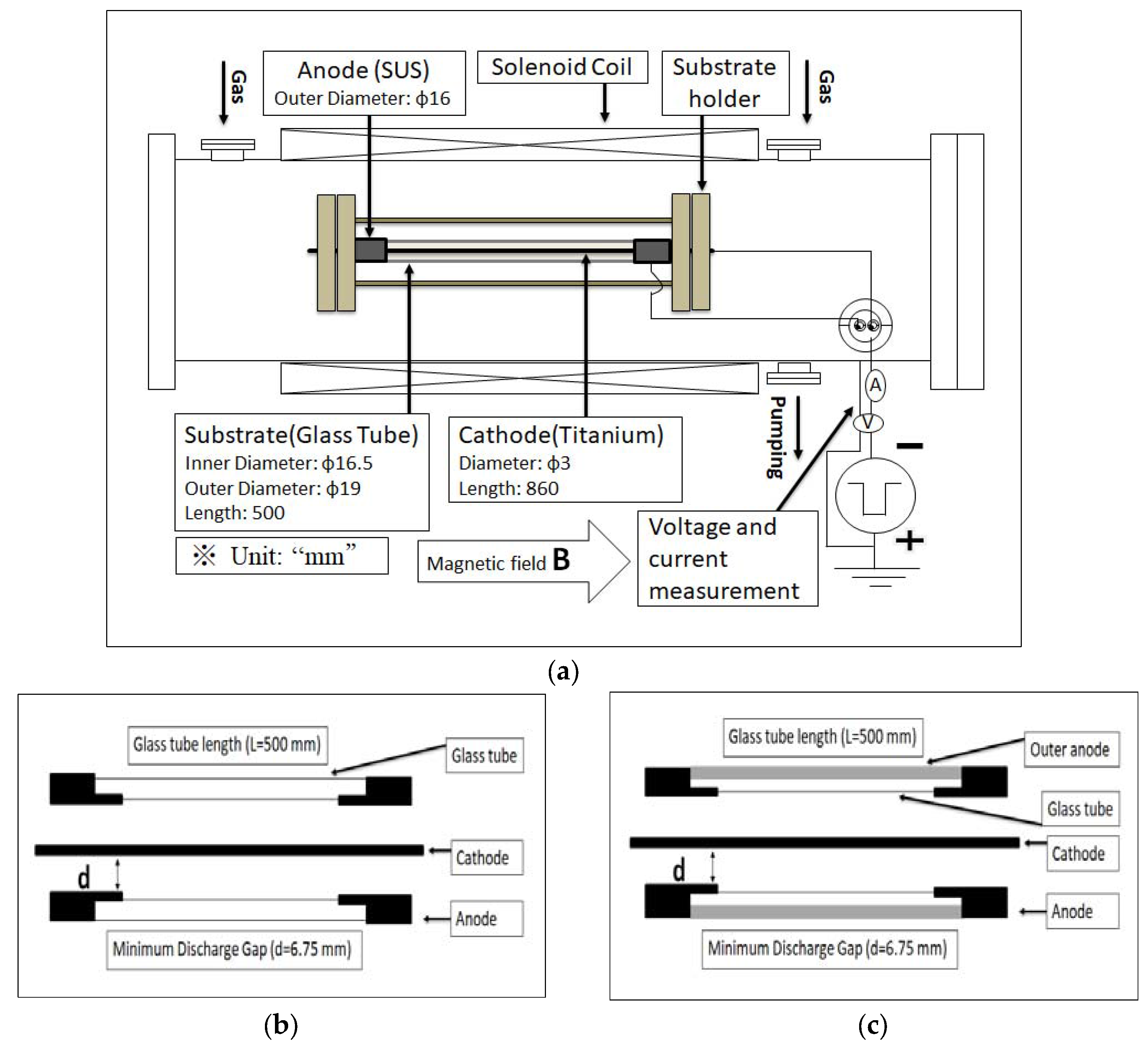
2.1. Experimental Apparatus
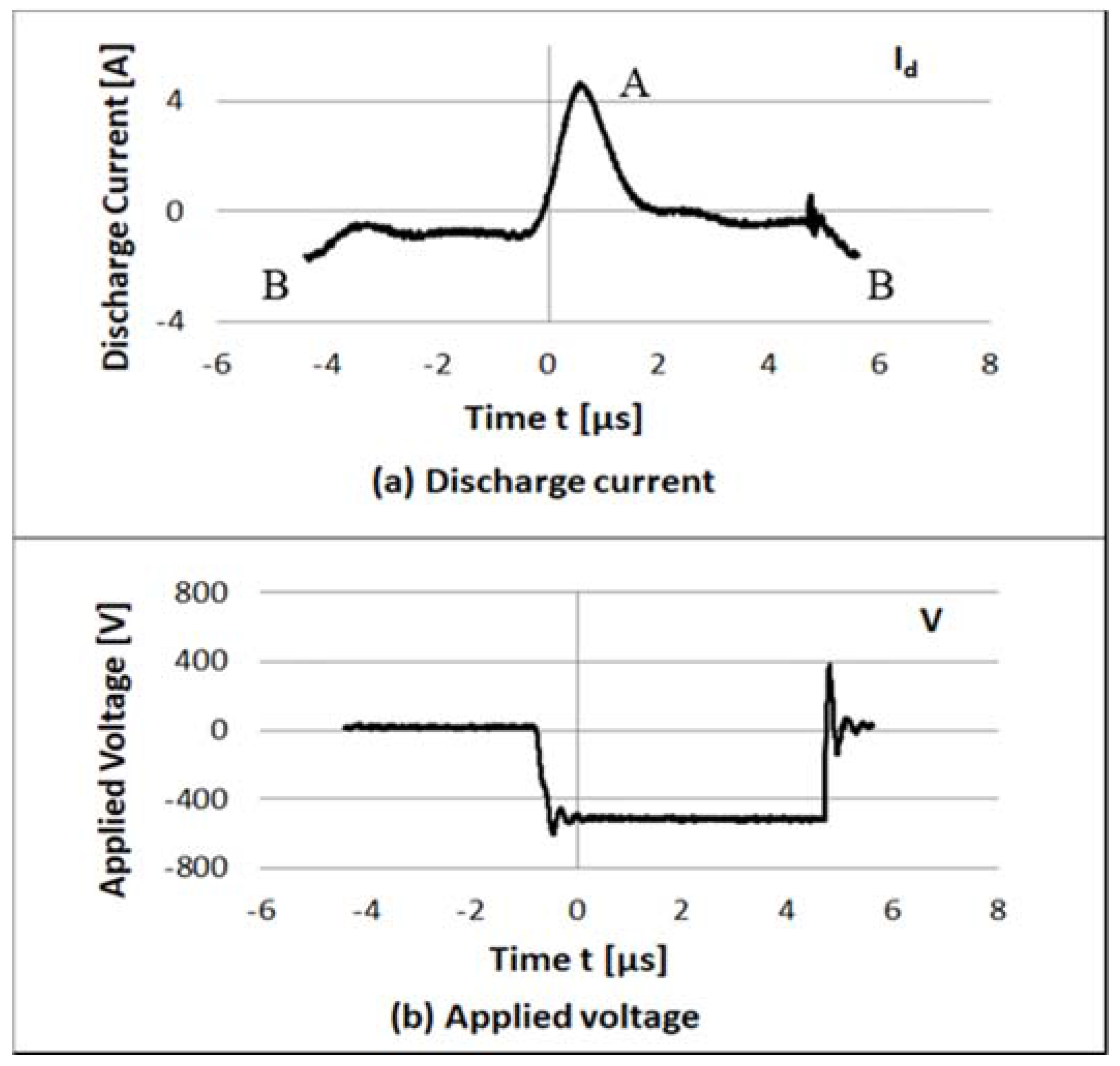
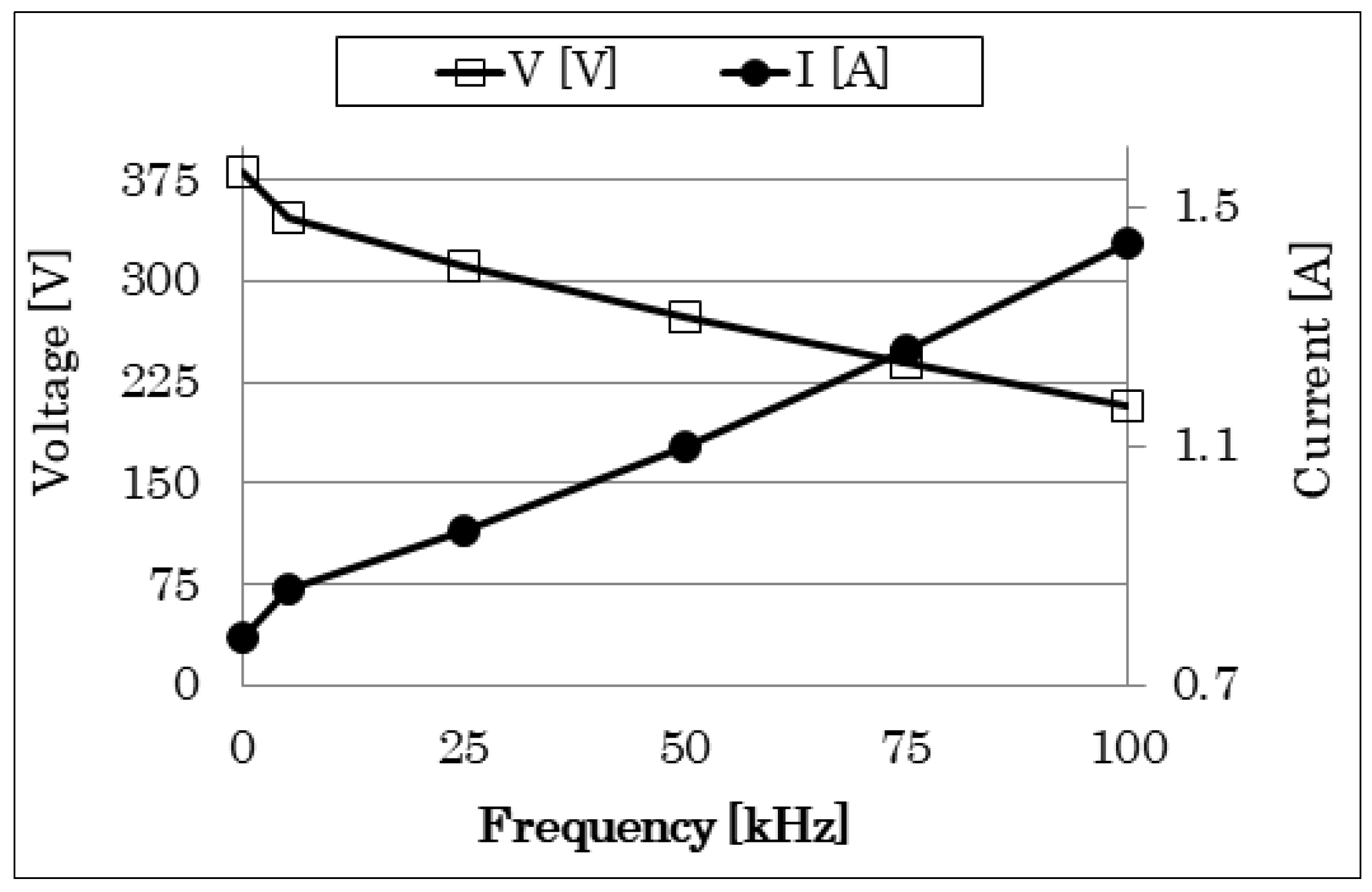
2.2. Electrical Characterization
3. Results
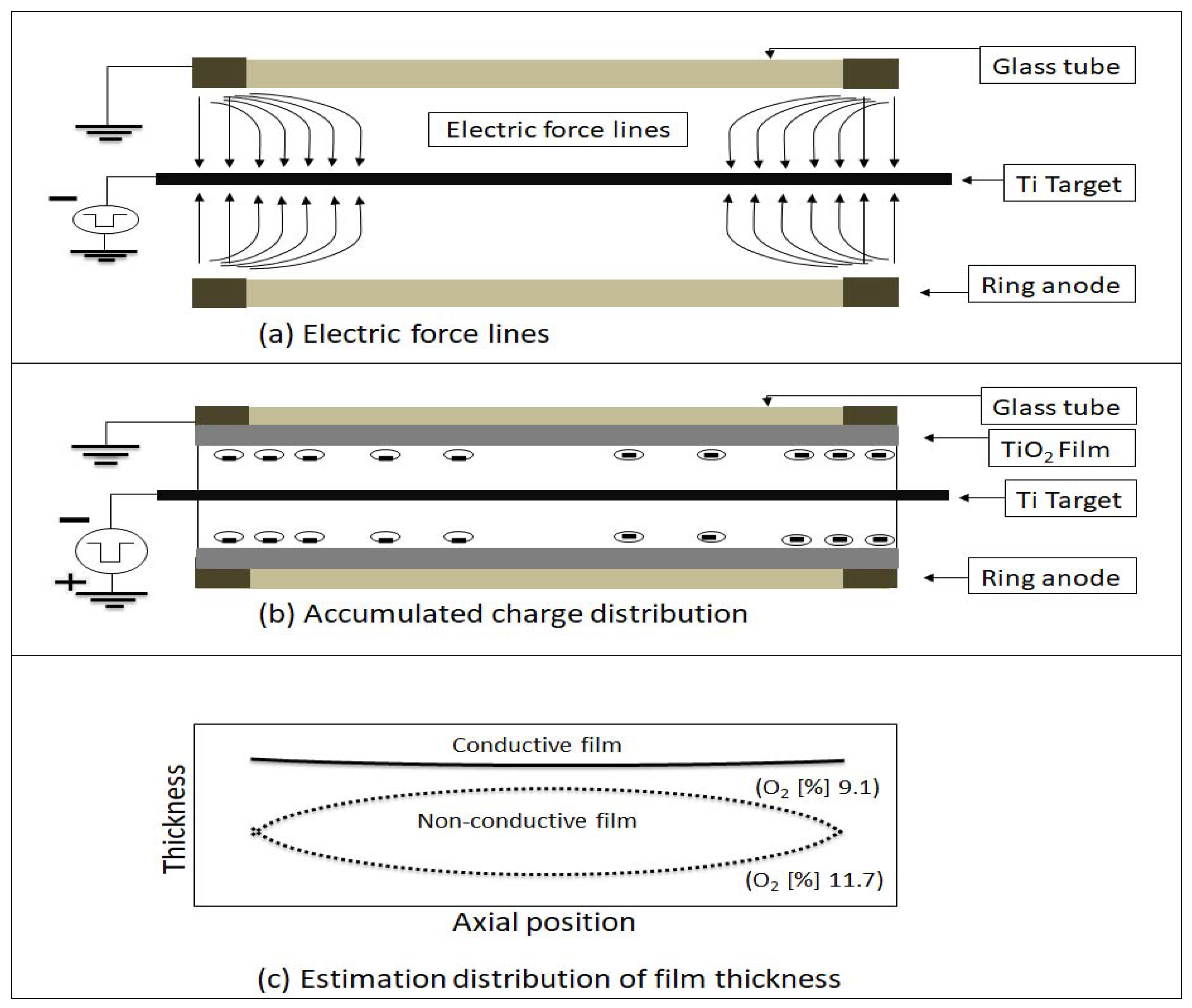
3.1. Coating of Non-Conductive Films by DCMPP
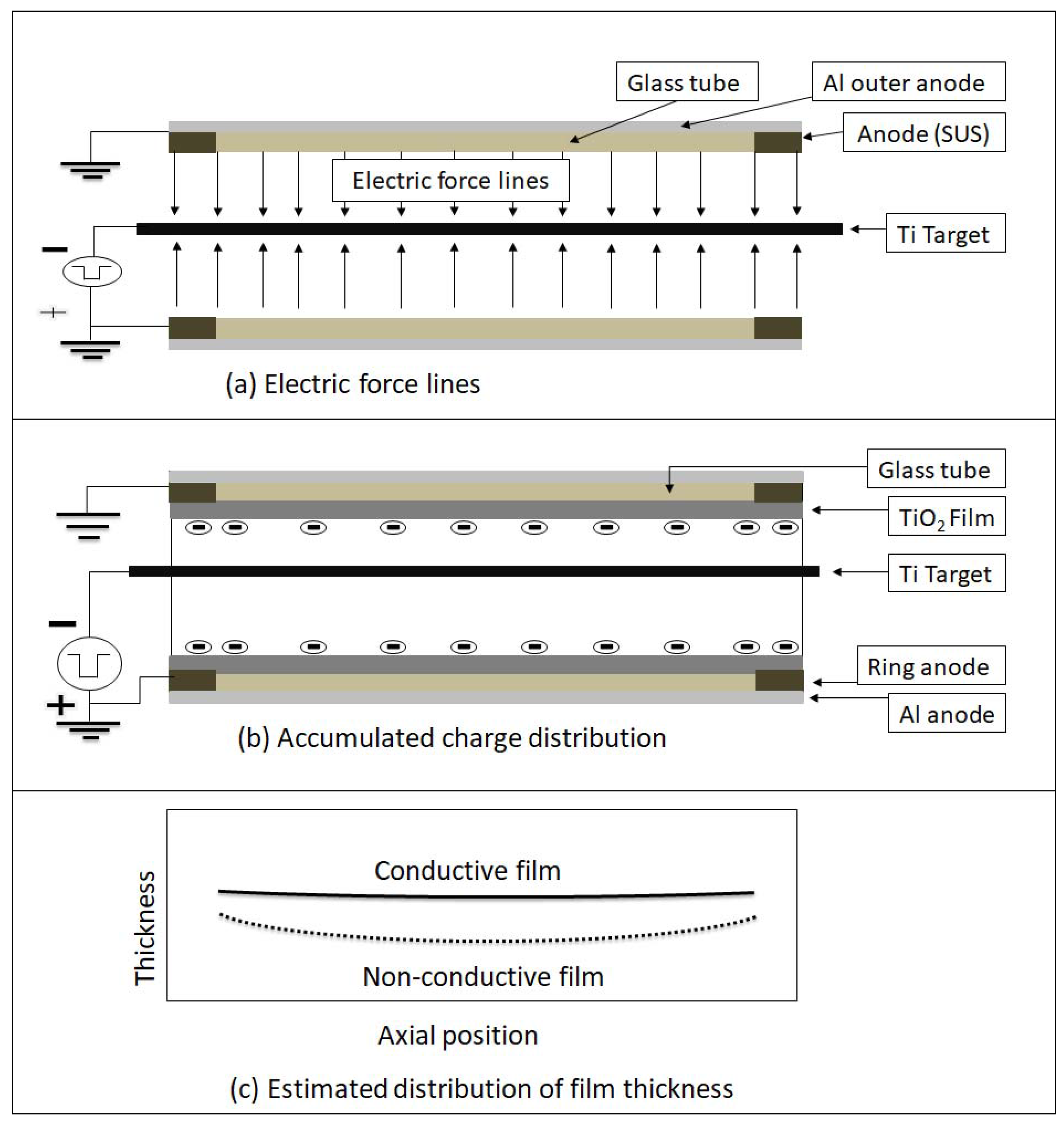
3.2. Coating of Non-Conductive Films by DCMPP with an Outer Anode
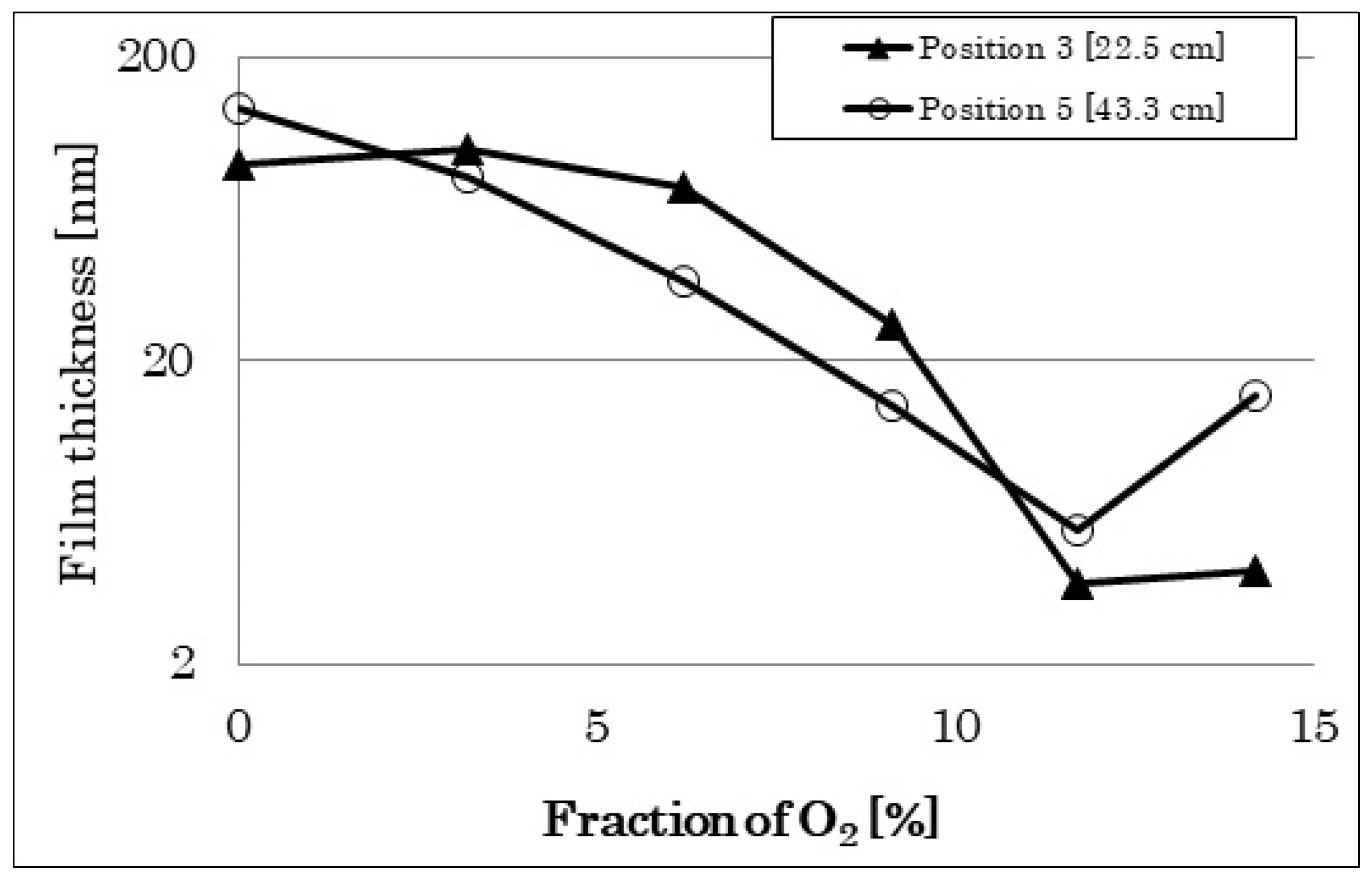
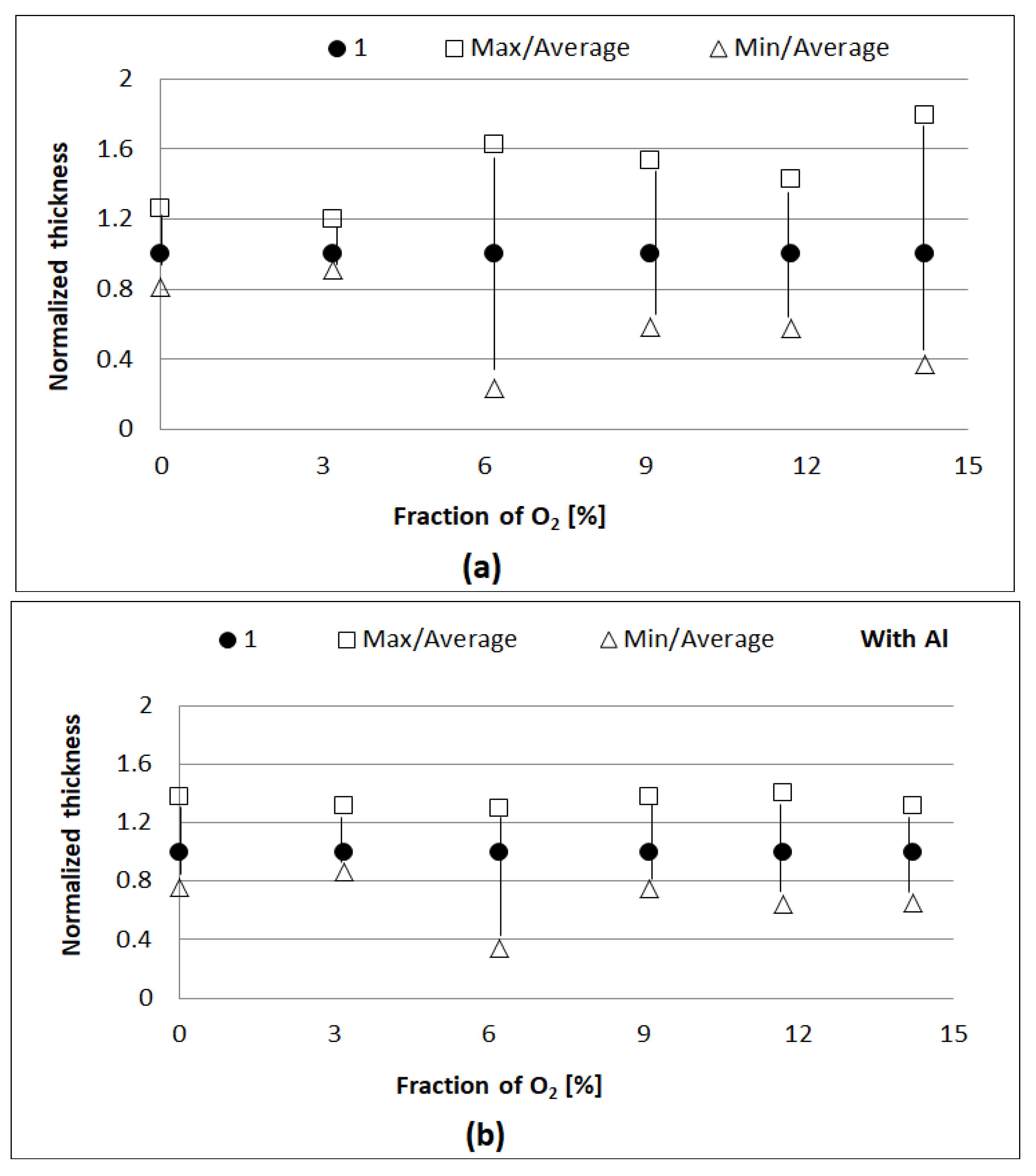
3.3. Uniformity of Non-Conductive Film with and without an Outer Anode
4. Discussion
Effect of the Outer Anode on Film Coating with DCMPP
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Ohta, H.; Inoue, K.; Yamada, Y.; Yoshida, S.; Fujiyama, H.; Ishikura, S. Microgravity flow boiling in a transparent tube. In Proceedings of the 4th ASME-JSME Thermal Engineering Joint Conference, Maui, HI, USA, 19–24 March 1995; p. 547. [Google Scholar]
- Sheward, J.A. The coating of internal surfaces by PVD techniques. Surf. Coat. Technol. 1992, 297, 54–55. [Google Scholar]
- Hytry, R.; Moller, W.; Wilhelm, R.; Keudell, A.V. Moving-coil waveguide discharge for inner coating of metal tubes. J. Vac. Sci. Technol. 1993, 11, 2508–2517. [Google Scholar] [CrossRef]
- Ensinger, W. An apparatus for sputter coating the inner walls of tubes. Rev. Sci. Instrum. 1996, 67, 318–321. [Google Scholar] [CrossRef]
- Ensinger, W. Corrosion and wear protection of tube inner walls by ion beam sputter coating. Surf. Coat. Technol. 1996, 438, 86–87. [Google Scholar] [CrossRef]
- Schumacher, A.; Frech, G.; Wolf, G.K. A novel method for inside-coating of tubes and hollow cylinders by ion beam sputtering. Surf. Coat. Technol. 1997, 89, 258–261. [Google Scholar] [CrossRef]
- Fujiyama, H.; Tokitu, Y.; Uchikawa, Y.; Kuwahara, K.; Miyake, K.; Kuwahara, K.; Doi, A. Ceramics inner coating of narrow tubes by a coaxial magnetron pulsed plasma. Surf. Coat. Technol. 1998, 98, 1467–1472. [Google Scholar] [CrossRef]
- Uchikawa, Y.; Sugimoto, S.; Kuwahara, K.; Fujiyama, H.; Kuwahara, H. Titanium coating of the inner of a 1 m long narrow tube by double-ended anode coaxial magnetron-pulsed plasmas. Surf. Coat. Technol. 1999, 112, 185–188. [Google Scholar] [CrossRef]
- Xue, D.; Chen, Y.; Ling, G.; Liu, K.; Chen, C.; Zhang, G. Preparation of aluminide coatings on the inner surface of tubes by heat treatment of Al coatings electrodeposited from an ionic liquid. Fusion Eng. Des. 2015, 101, 128–133. [Google Scholar] [CrossRef]
- Ueda, M.; da Silva, A.R.; Pillaca, E.J.; Mariano, S.F.; Oliveira, R.M.; Rossi, J.O.; Lepienski, C.M.; Pichon, L. New method of plasma immersion ion implantation and also deposition of industrial components using tubular fixture and plasma generated inside the tube by high voltage pulses. Rev. Sci. Instrum. 2016, 87, 013902. [Google Scholar] [CrossRef] [PubMed]
- Sugimoto, S.; Uchikawa, Y.; Kuwahara, K.; Fujiyama, H.; Kuwahara, H. Extended Anode Effect in Coaxial Magnetron Pulsed Plasmas for Coating the Inside Surface of Narrow Tubes. Jpn. J. Appl. Phys. 1999, 38, 4342–4345. [Google Scholar] [CrossRef]
- Gasab, M.T.I.; Sugawara, H.; Sakata, K.; Fujiyama, H. Extended anode effect for tube inner coating of non-conductive ceramics by pulsed coaxial magnetron plasma. Mater. Sci. Appl. 2018, 9, 1–10. [Google Scholar] [CrossRef][Green Version]
- Kelly, P.J.; Arnell, R.D. Magnetron sputtering: A review of recent developments and applications. Vacuum 2000, 56, 159–172. [Google Scholar] [CrossRef]











© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gasab, M.T.I.; Sugawara, H.; Sato, T.; Fujiyama, H. Tube Inner Coating of Non-Conductive Films by Pulsed Reactive Coaxial Magnetron Plasma with Outer Anode. Coatings 2018, 8, 115. https://doi.org/10.3390/coatings8030115
Gasab MTI, Sugawara H, Sato T, Fujiyama H. Tube Inner Coating of Non-Conductive Films by Pulsed Reactive Coaxial Magnetron Plasma with Outer Anode. Coatings. 2018; 8(3):115. https://doi.org/10.3390/coatings8030115
Chicago/Turabian StyleGasab, Musab Timan Idriss, Hiroyuki Sugawara, Takemi Sato, and Hiroshi Fujiyama. 2018. "Tube Inner Coating of Non-Conductive Films by Pulsed Reactive Coaxial Magnetron Plasma with Outer Anode" Coatings 8, no. 3: 115. https://doi.org/10.3390/coatings8030115
APA StyleGasab, M. T. I., Sugawara, H., Sato, T., & Fujiyama, H. (2018). Tube Inner Coating of Non-Conductive Films by Pulsed Reactive Coaxial Magnetron Plasma with Outer Anode. Coatings, 8(3), 115. https://doi.org/10.3390/coatings8030115