Effect of Untampered Plasma Coating and Surface Texturing on Friction and Running-in Behavior of Piston Rings


Abstract
:
1. Introduction
2. Materials and Methods
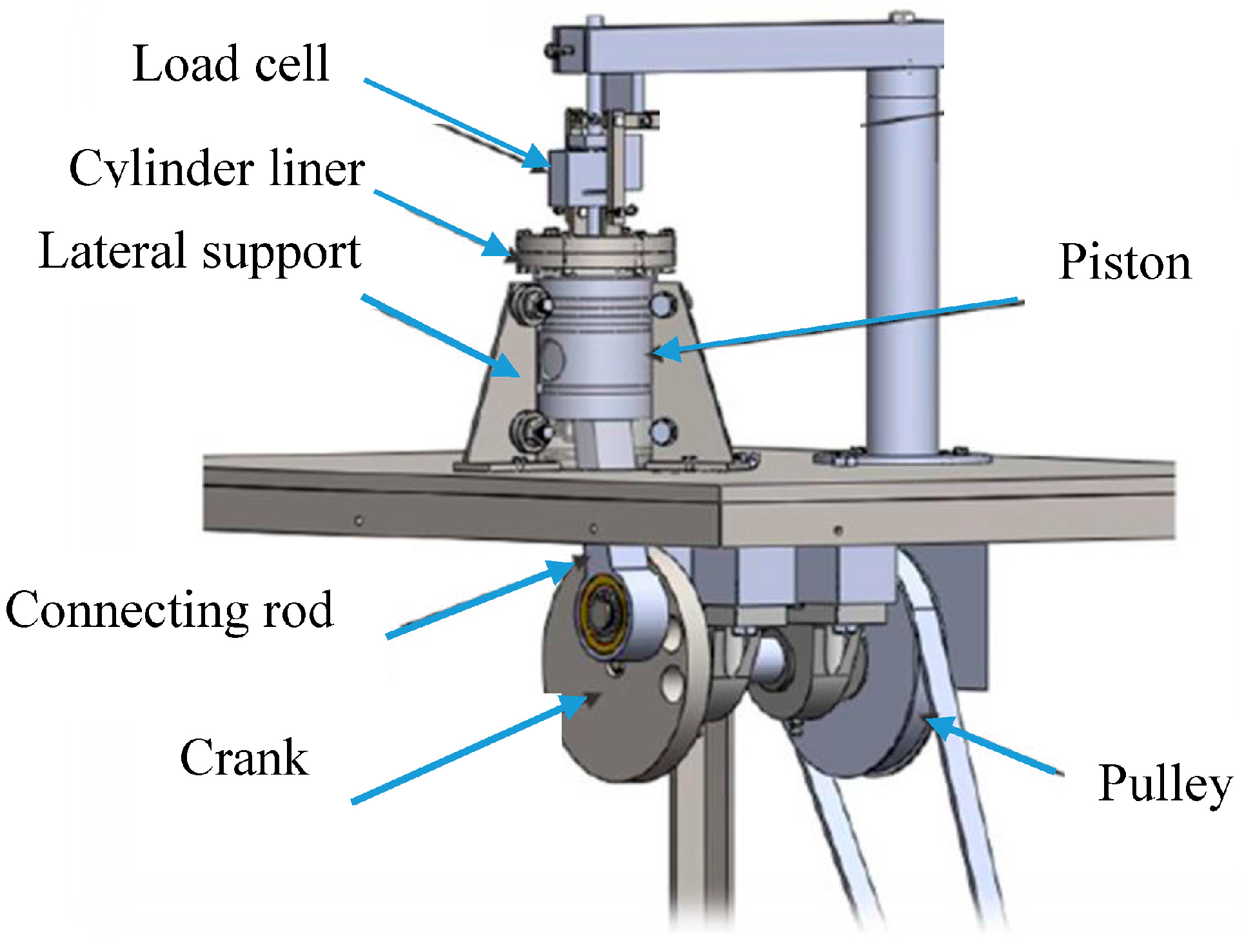
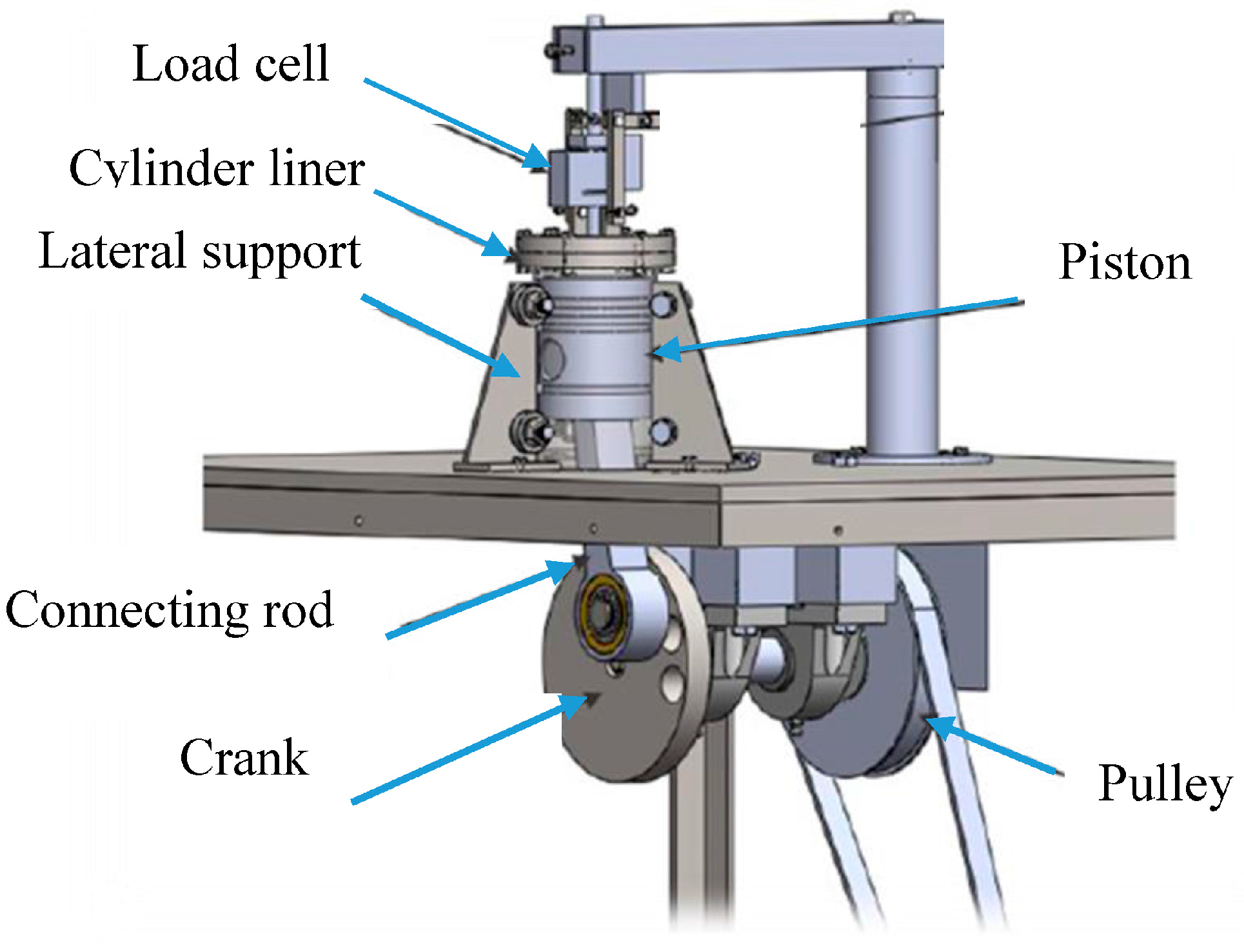
2.1. Experimental Setup
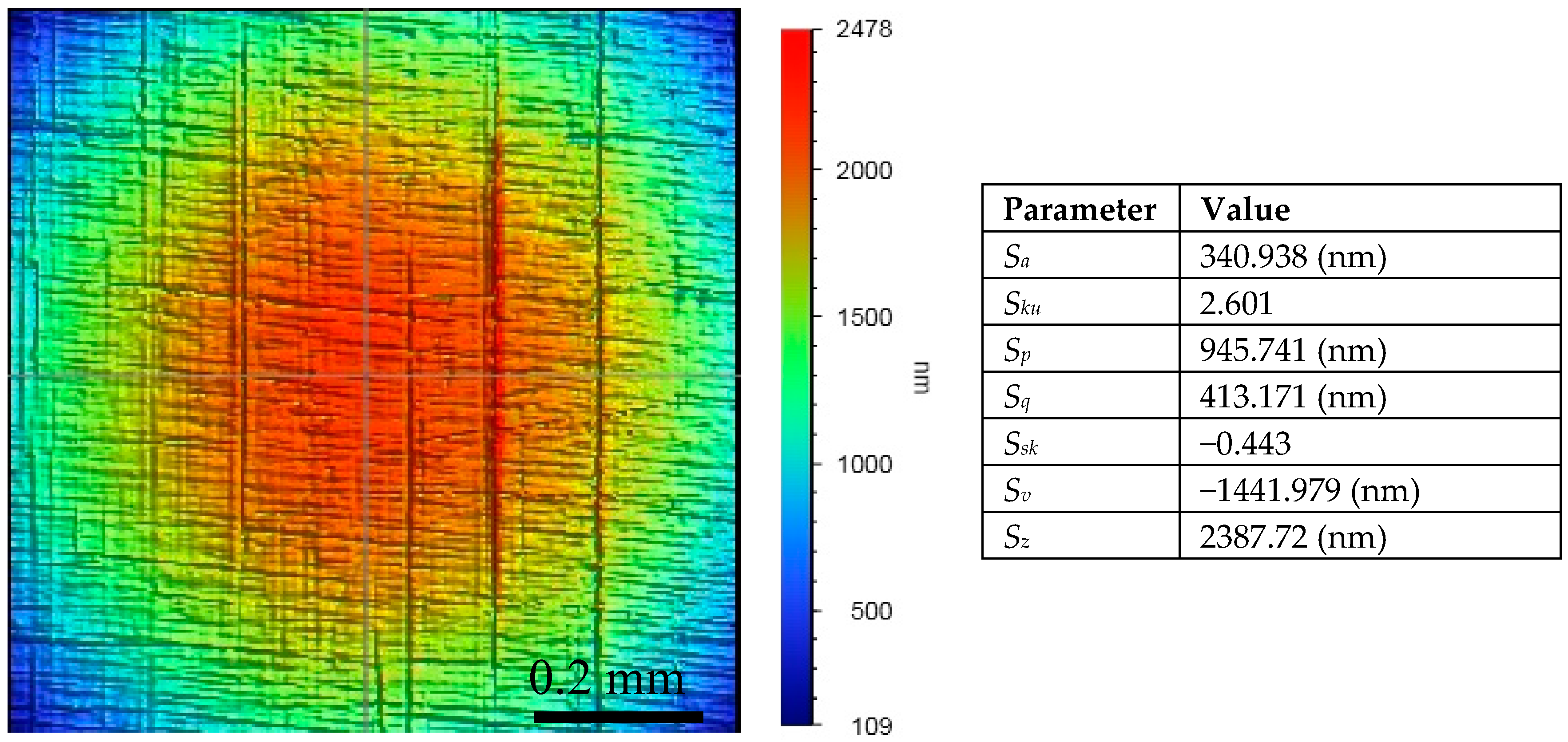
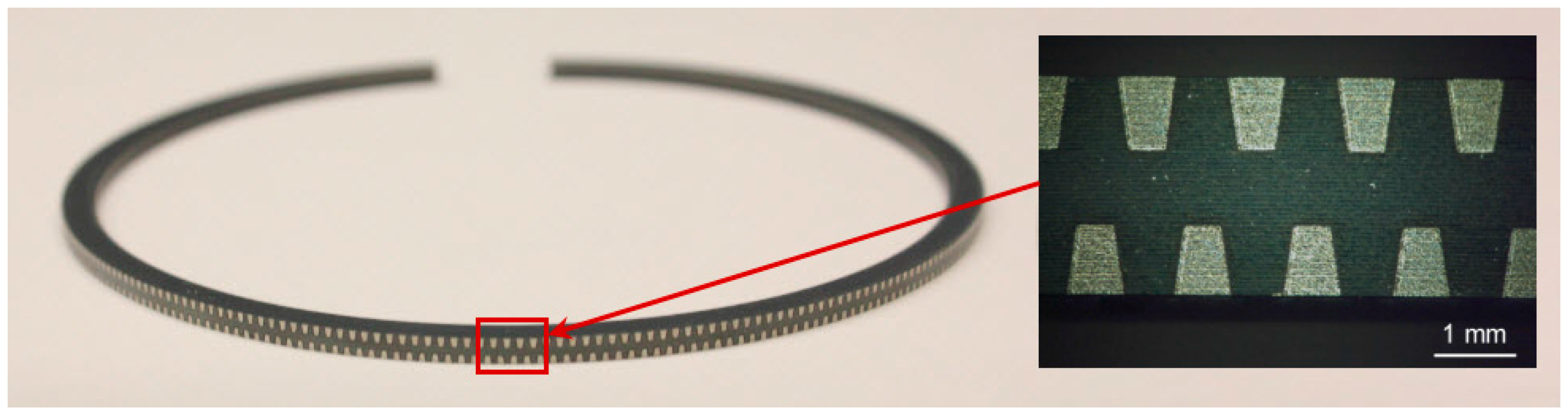
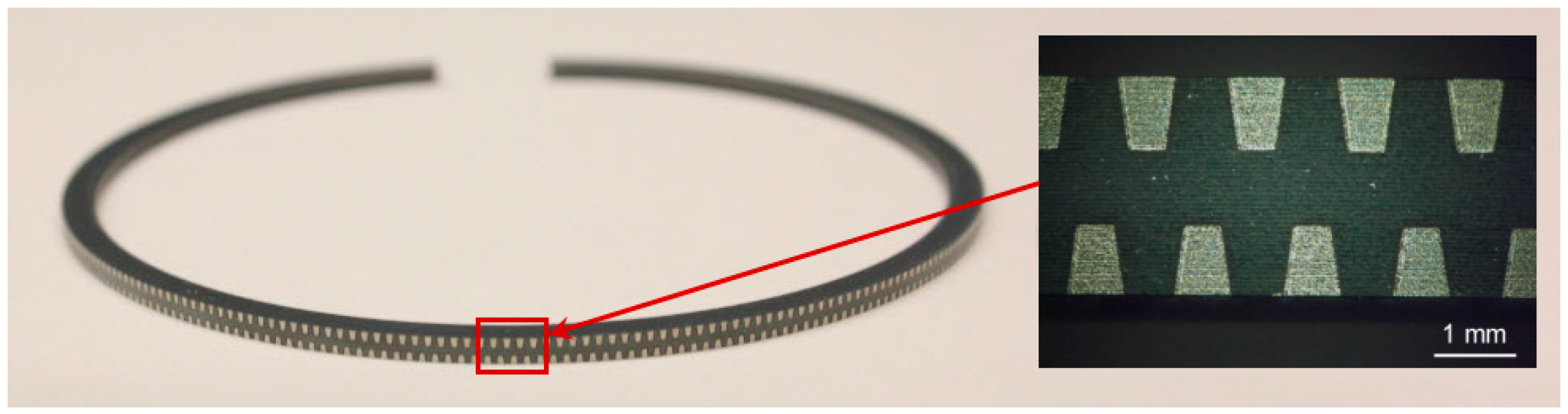
2.2. Sample Preparation
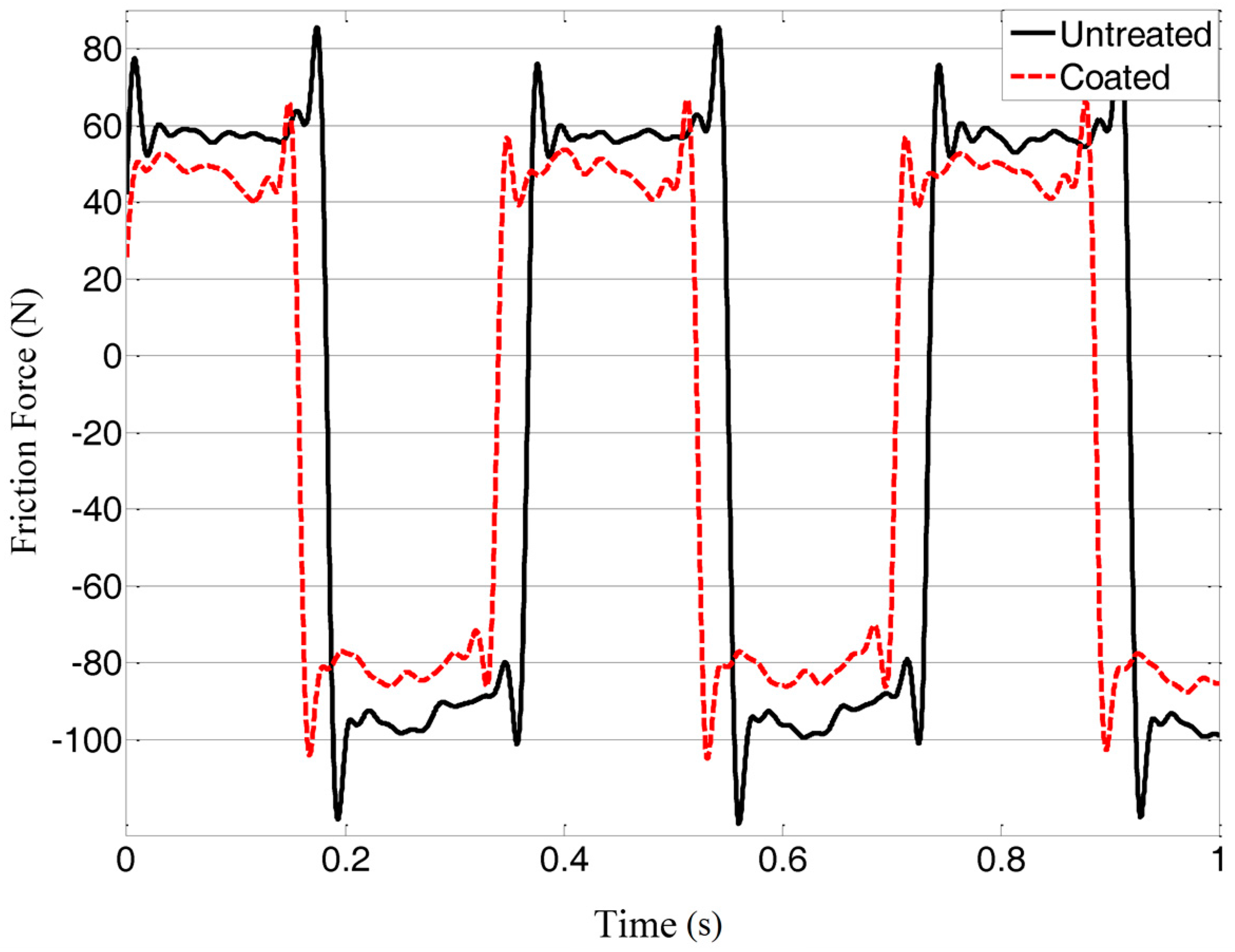
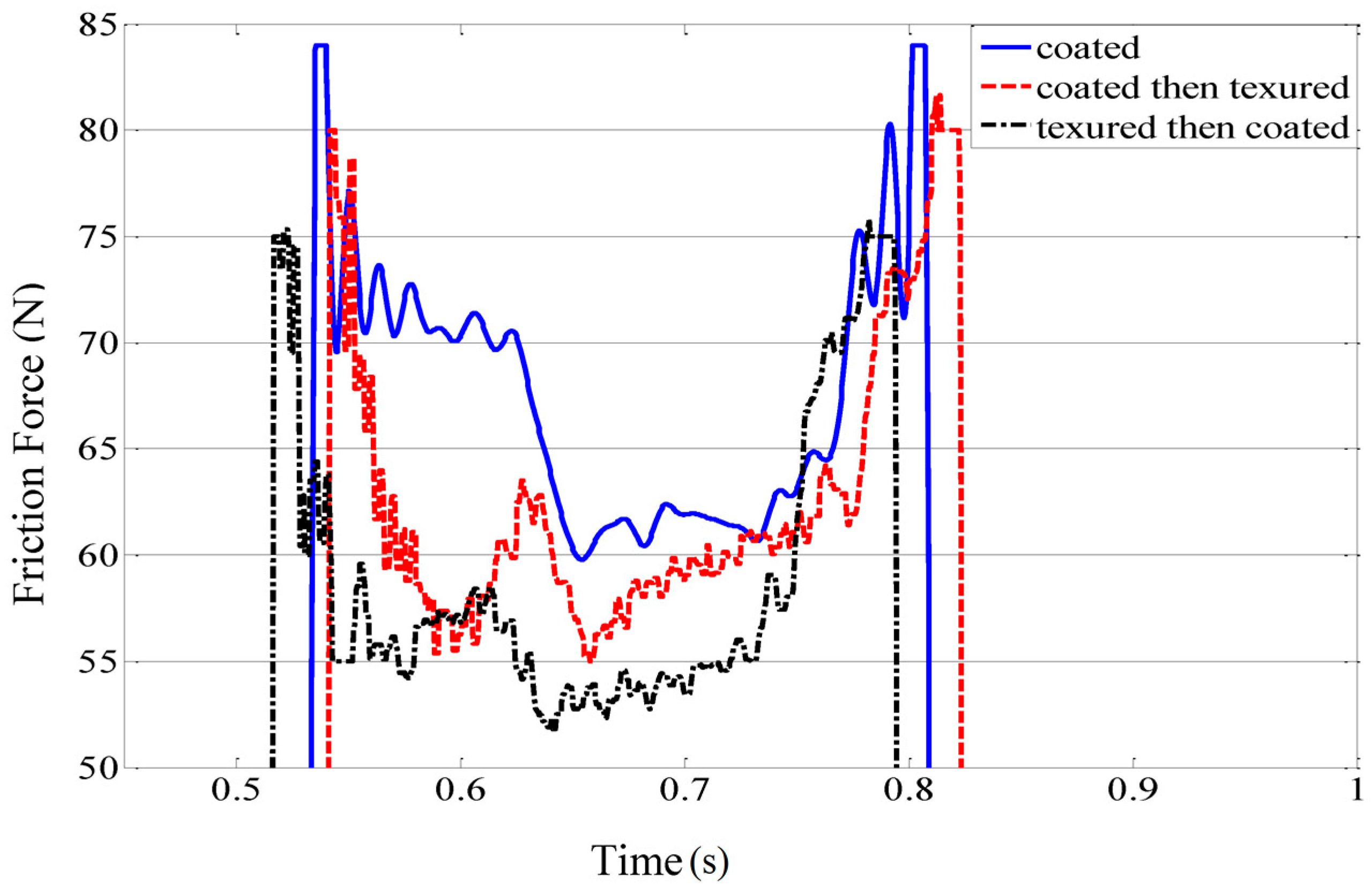
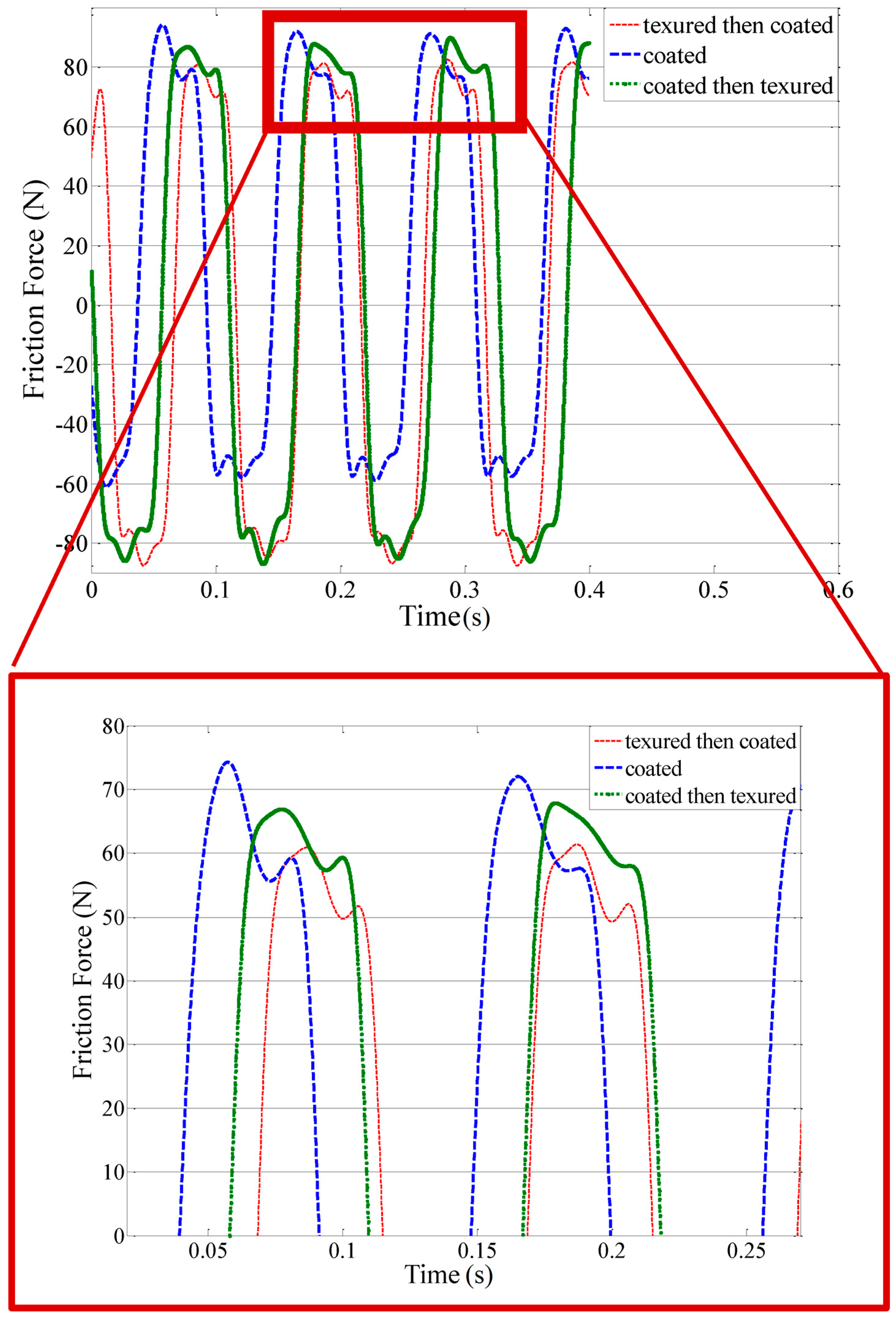
3. Results and Discussion
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Holmberg, K.; Andersson, P.; Erdemir, A. Global energy consumption due to friction in passenger cars. Tribol. Int. 2012, 47, 221–234. [Google Scholar] [CrossRef]
- Joshi, D.S.; Shah, A.V.; Gosai, D.C. Importance of Tribology in Internal Combustion Engine: A Review. Int. Res. J. Eng. Technol. 2015, 2, 803–809. [Google Scholar]
- Mo, F.; Shen, C.; Zhou, J.; Khonsari, M.M. Statistical Analysis of the Influence of Imperfect Texture Shape and Dimensional Uncertainty on Surface Texture Performance. IEEE Access 2017, 5, 27023–27035. [Google Scholar] [CrossRef]
- Mo, F.; Shen, C.; Zhou, J.; Khonsari, M.M. Statistical analysis of surface texture performance with provisions with uncertainty in texture dimensions. IEEE Access 2017, 5, 5388–5398. [Google Scholar] [CrossRef]
- Ryk, G.; Kligerman, Y.; Etsion, I.; Shinkarenko, A. Experimental investigation of partial laser surface texturing for piston-ring friction reduction. Tribol. Trans. 2005, 48, 583–588. [Google Scholar] [CrossRef]
- Ryk, G.; Etsion, I. Testing piston rings with partial laser surface texturing for friction reduction. Wear 2006, 261, 792–796. [Google Scholar] [CrossRef]
- Etsion, I. State of the art in laser surface texturing. J. Tribol. 2005, 127, 248–253. [Google Scholar] [CrossRef]
- Bolander, N.W.; Sadeghi, F. Surface modification for piston ring and liner. In IUTAM Symposium on Elastohydrodynamics and Micro-Elastohydrodynamics, Proceedings of the IUTAM Symposium held in Cardiff, UK, 1–3 September 2004; Snidle, R.W., Evans, H.P., Eds.; Springer: Amsterdam, The Netherlands, 2006. [Google Scholar]
- Shen, C.; Khonsari, M. Texture shape optimization for seal-like parallel surfaces: Theory and experiment. Tribol. Trans. 2016, 59, 698–706. [Google Scholar] [CrossRef]
- Barbezat, G. Advanced thermal spray technology and coating for lightweight engine blocks for the automotive industry. Surf. Coat. Technol. 2005, 200, 1990–1993. [Google Scholar] [CrossRef]
- Buyukkaya, E.; Cerit, M. Thermal analysis of a ceramic coating diesel engine piston using 3-D finite element method. Surf. Coat. Technol. 2007, 202, 398–402. [Google Scholar] [CrossRef]
- Kennedy, M.; Hoppe, S.; Esser, J. Piston ring coating reduces gasoline engine friction. MTZ Worldw. 2012, 73, 40–43. [Google Scholar] [CrossRef]
- Kennedy, M.; Hoppe, S.; Esser, J. Lower friction losses with new piston ring coating. MTZ Worldw. 2014, 75, 24–29. [Google Scholar] [CrossRef]
- Scheibe, H.J.; Leonhardt, M.; Leson, A.; Meyer, C.F.; Stucky, T.; Weihnacht, V. Abscheidung superharter Kohlenstoffschichten mittels Laser-Arco® auf dem Weg vom Labor in die industrielle Serienfertigung. Vak. Forsch. Prax. 2008, 20, 26–31. [Google Scholar] [CrossRef]
- Qiu, Y.; Khonsari, M. Experimental investigation of tribological performance of laser textured stainless steel rings. Tribol. Int. 2011, 44, 635–644. [Google Scholar] [CrossRef]
- Shen, C.; Khonsari, M. Tribological and sealing performance of laser pocketed piston rings in a diesel engine. Tribol. Lett. 2016, 64, 26. [Google Scholar] [CrossRef]
- Nettesheim, S. Evaluating the Activation Capacity of Atmospheric Plasma Systems; Plasma Technical Note; Relyon Plasma GmbH: Regensburg, Germany, 2016. [Google Scholar]
- Sarikaya, O. Effect of some parameters on microstructure and hardness of alumina coatings prepared by the air plasma spraying process. Surf. Coat. Technol. 2005, 190, 388–393. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value | |
|---|---|---|
| Pocket shape | Trapezoidal |  |
| Characteristic length | a = 0.6 mm; b = 0.36 mm; h = 0.75 mm | |
| Pocket depth | 3.9–4.2 µm | |
| Pocket spacing | 2.8° (circumferentially) | |
| Total no. of pockets | 516 | |
| Area ratio | 25.3% |
| Sample Number | Surface Treatment |
|---|---|
| 1 | Coated |
| 2 | Textured |
| 3 | Coated and then textured |
| 4 | Textured and then coated |
| 5 | Plain |
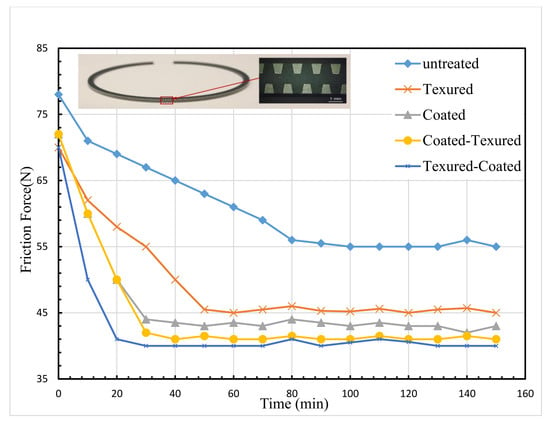
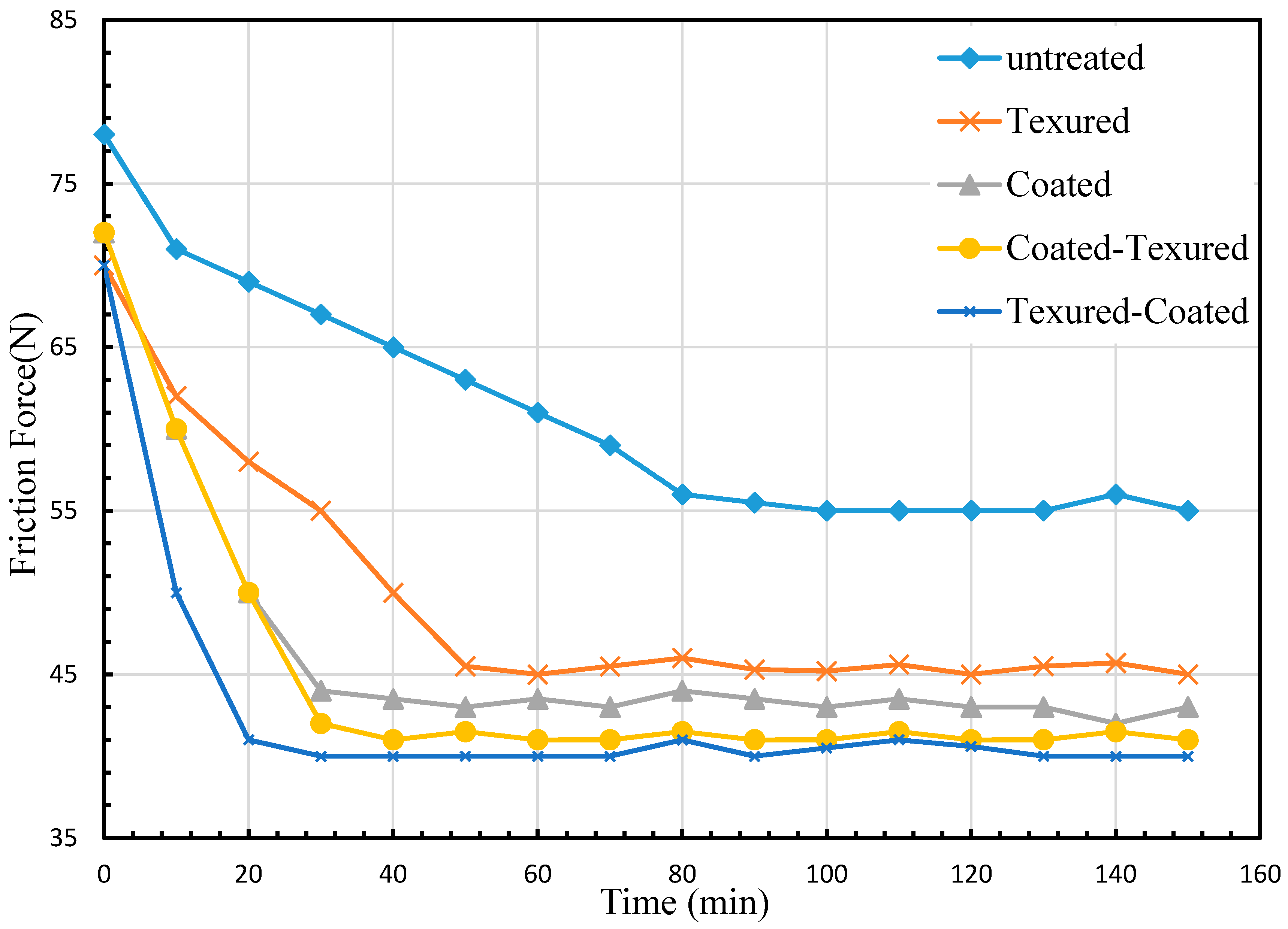
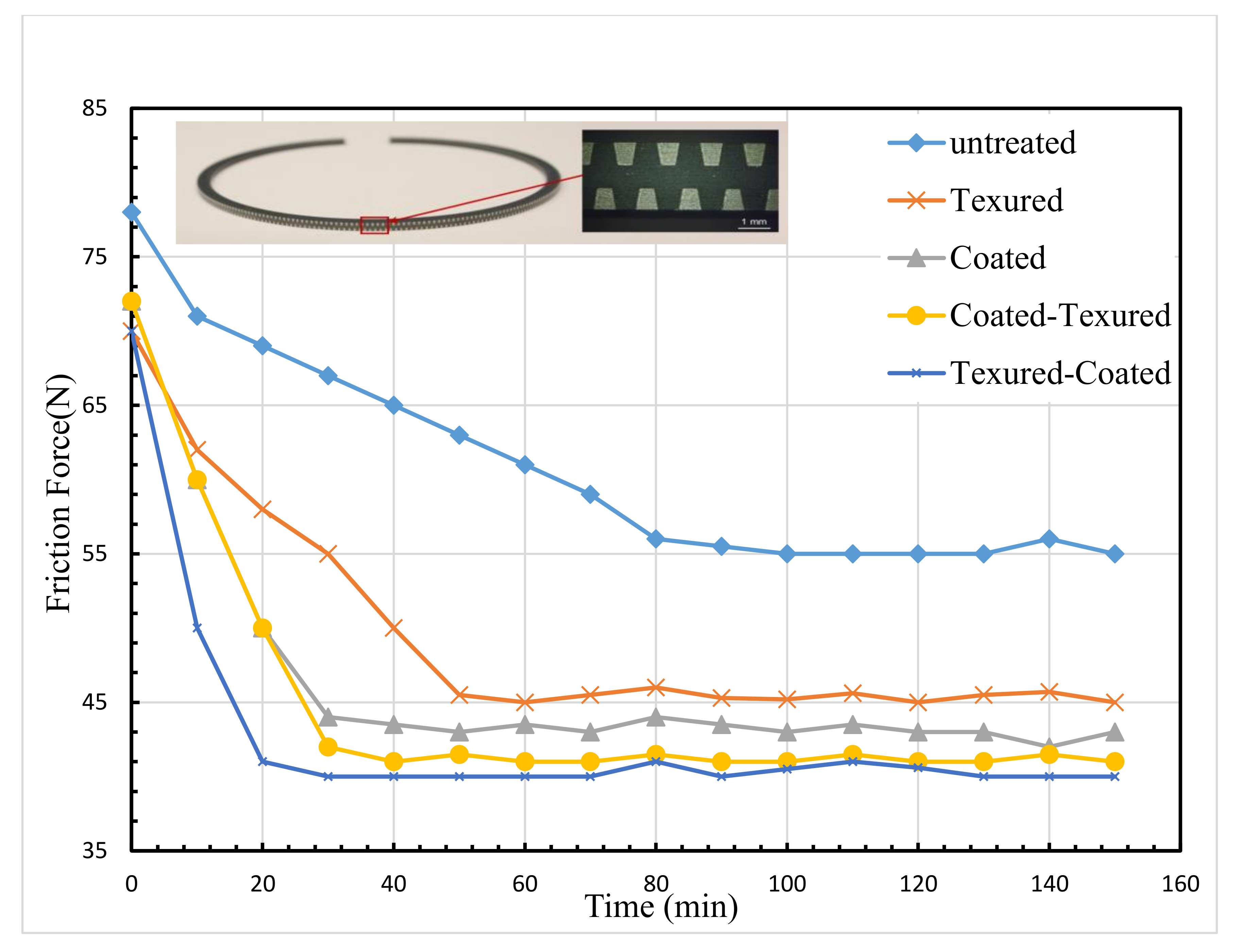
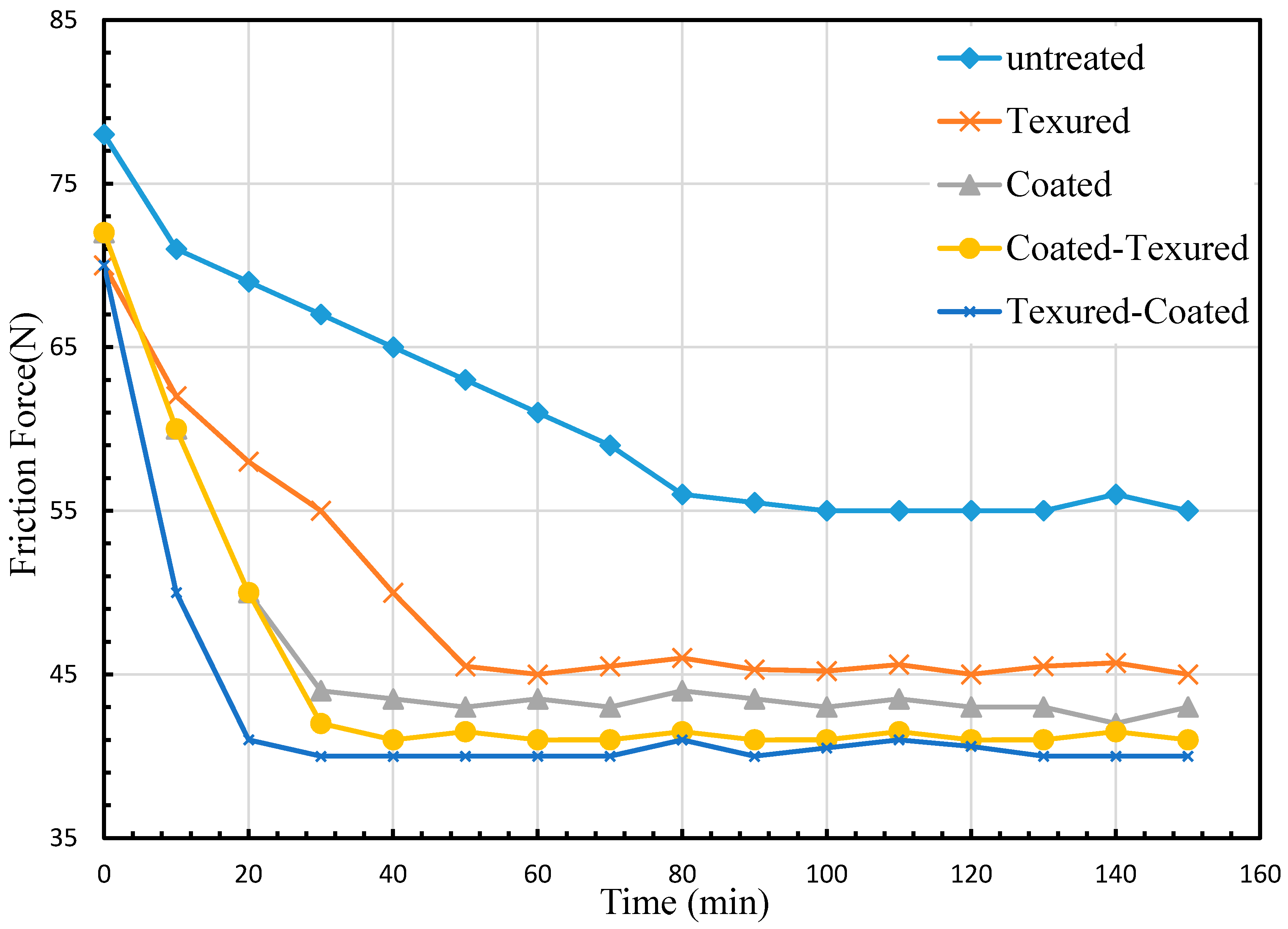
| Surface Treatment | Running-In Time (min) | Reduction in Running-In Time Compared to Conventional Rings | Initial Friction Force (N) | Steady-State Friction Force (N) |
|---|---|---|---|---|
| None | 75 | 0 | 78 | 55 |
| Textured | 50 | 33% | 70 | 45 |
| Coated | 30 | 60% | 72 | 43 |
| Textured then coated | 27 | 61% | 70 | 40 |
| Coated then textured | 23 | 62% | 72 | 41 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Akbarzadeh, A.; Khonsari, M.M. Effect of Untampered Plasma Coating and Surface Texturing on Friction and Running-in Behavior of Piston Rings. Coatings 2018, 8, 110. https://doi.org/10.3390/coatings8030110
Akbarzadeh A, Khonsari MM. Effect of Untampered Plasma Coating and Surface Texturing on Friction and Running-in Behavior of Piston Rings. Coatings. 2018; 8(3):110. https://doi.org/10.3390/coatings8030110
Chicago/Turabian StyleAkbarzadeh, Amirabbas, and M. M. Khonsari. 2018. "Effect of Untampered Plasma Coating and Surface Texturing on Friction and Running-in Behavior of Piston Rings" Coatings 8, no. 3: 110. https://doi.org/10.3390/coatings8030110
APA StyleAkbarzadeh, A., & Khonsari, M. M. (2018). Effect of Untampered Plasma Coating and Surface Texturing on Friction and Running-in Behavior of Piston Rings. Coatings, 8(3), 110. https://doi.org/10.3390/coatings8030110