Enhancement for Potential-Induced Degradation Resistance of Crystalline Silicon Solar Cells via Anti-Reflection Coating by Industrial PECVD Methods


Abstract
1. Introduction
2. Materials and Methods
- (1)
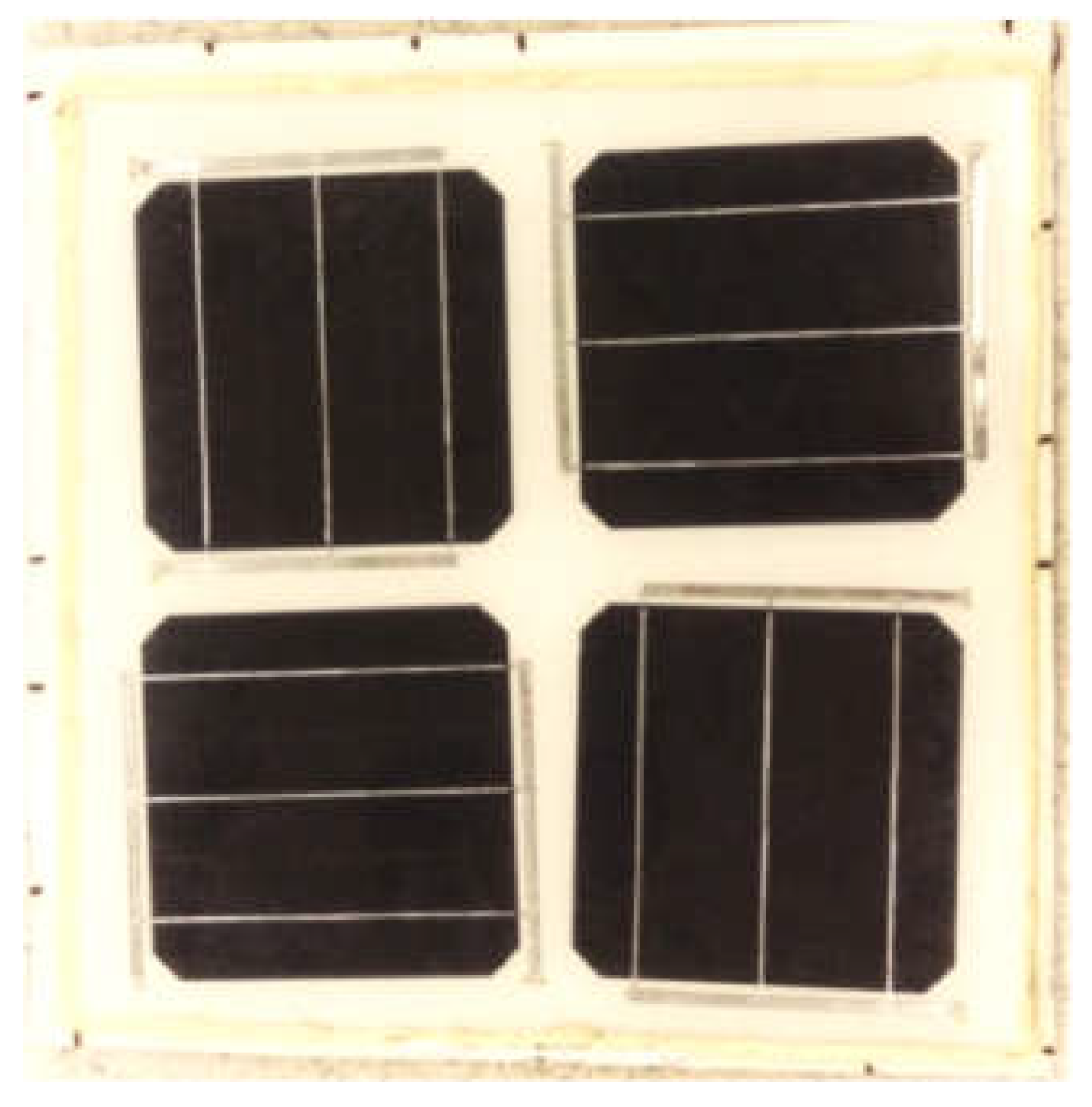
- Four solar cells were laminated in one module but disconnected from each other as shown in Figure 3.
- (2)
- The electric performances and electroluminescence (EL) images of the PV modules were recorded before PID testing.
- (3)
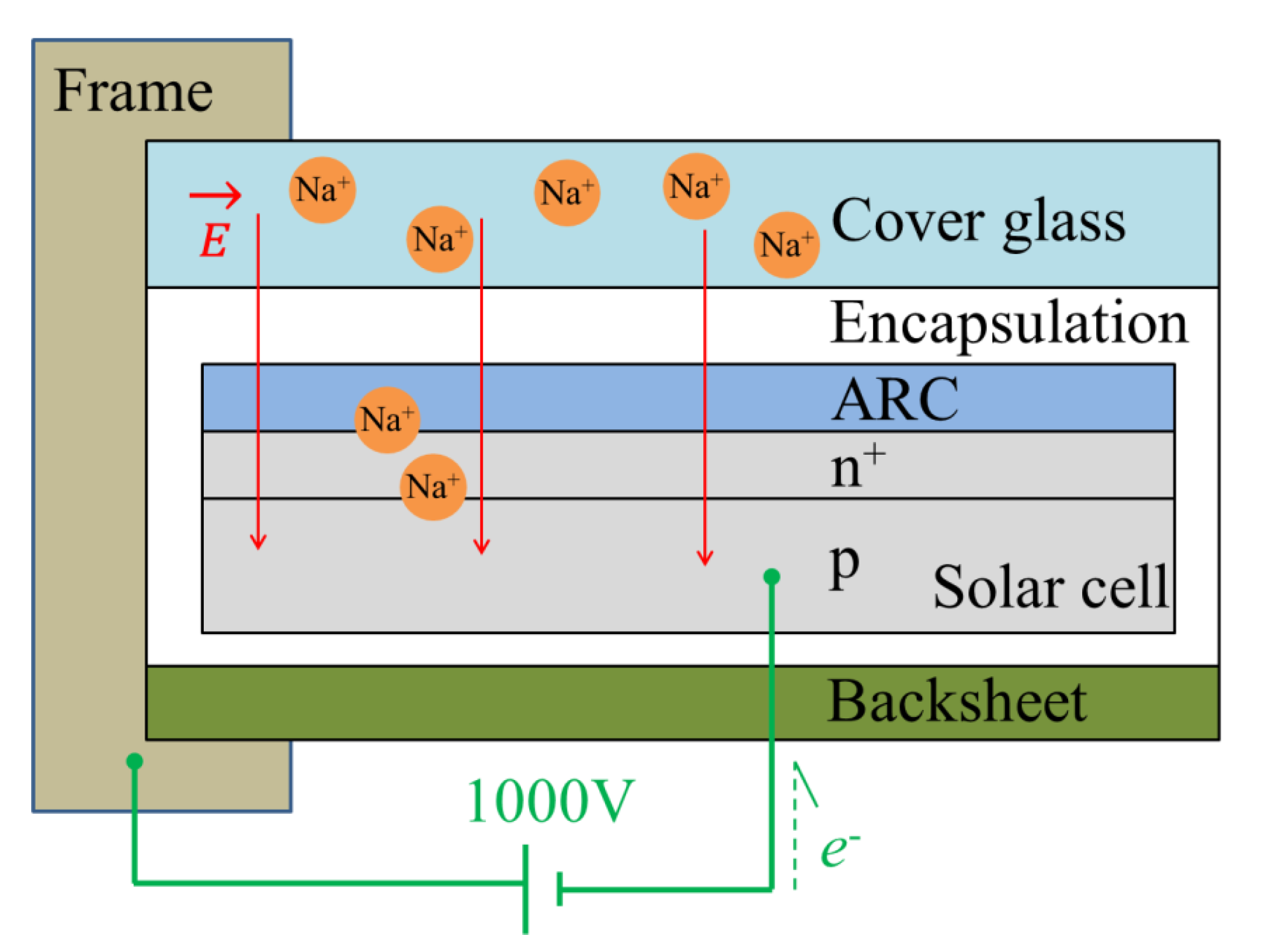
- Aluminum foils with deionized water wetted were attached upon the front glasses of modules, and then connected with the positive terminal of a high-voltage power source.
- (4)
- On the other hand, the negative terminal of this high-voltage power source was connected to the shunted cathodes and anodes of solar cells.
- (5)
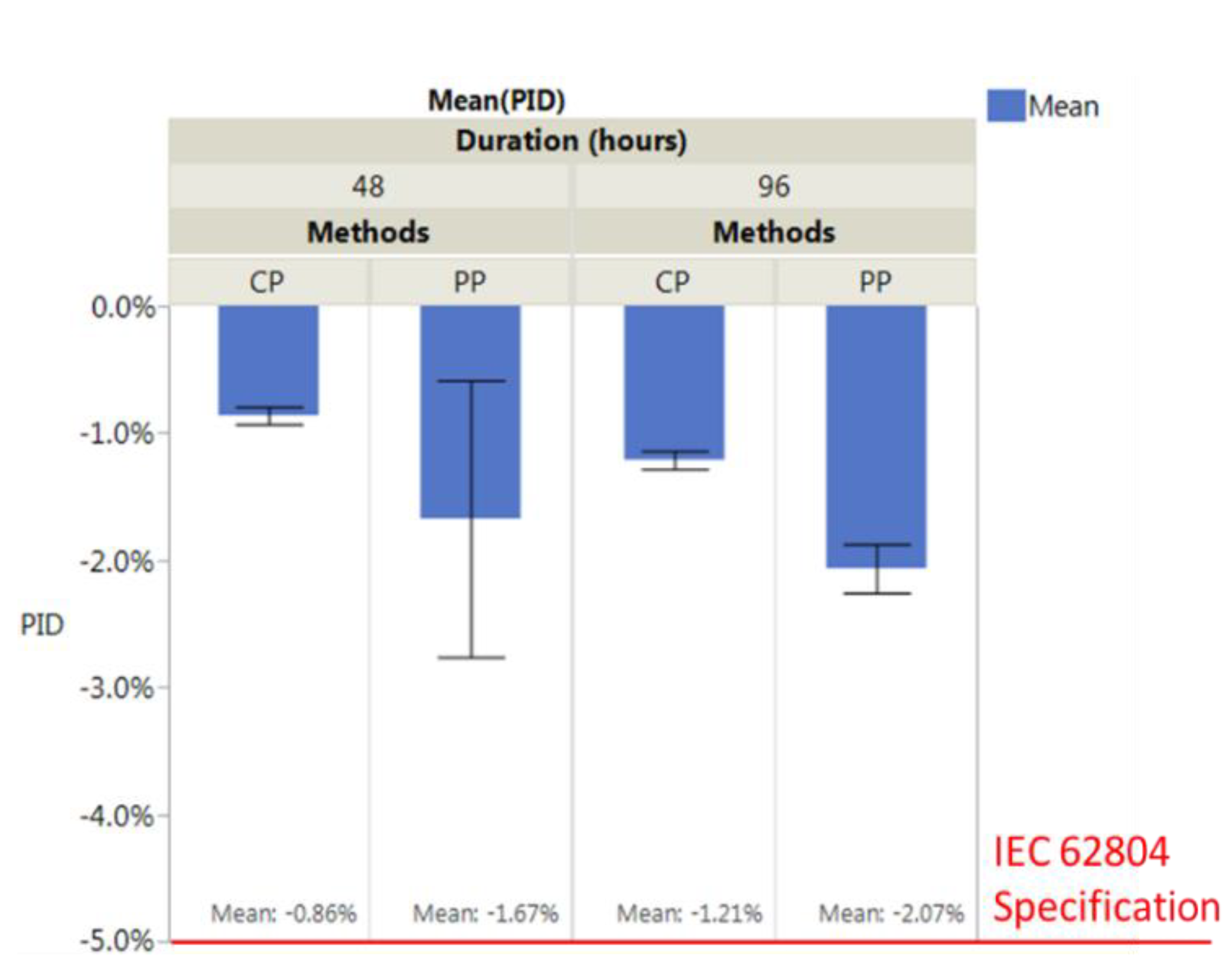
- PV modules were processed in a climate chamber for 48/96 h, at 85 °C, with 85% relative humidity, and −1000 V bias.
- (6)
- After PID treatment, the measurements referred to in Step 2 were repeated.
3. Results and Discussion
3.1. PID-Resistant Approach via Film-Quality Modification
3.2. PID-Resistant Approach via Pre-Oxidation Treatment
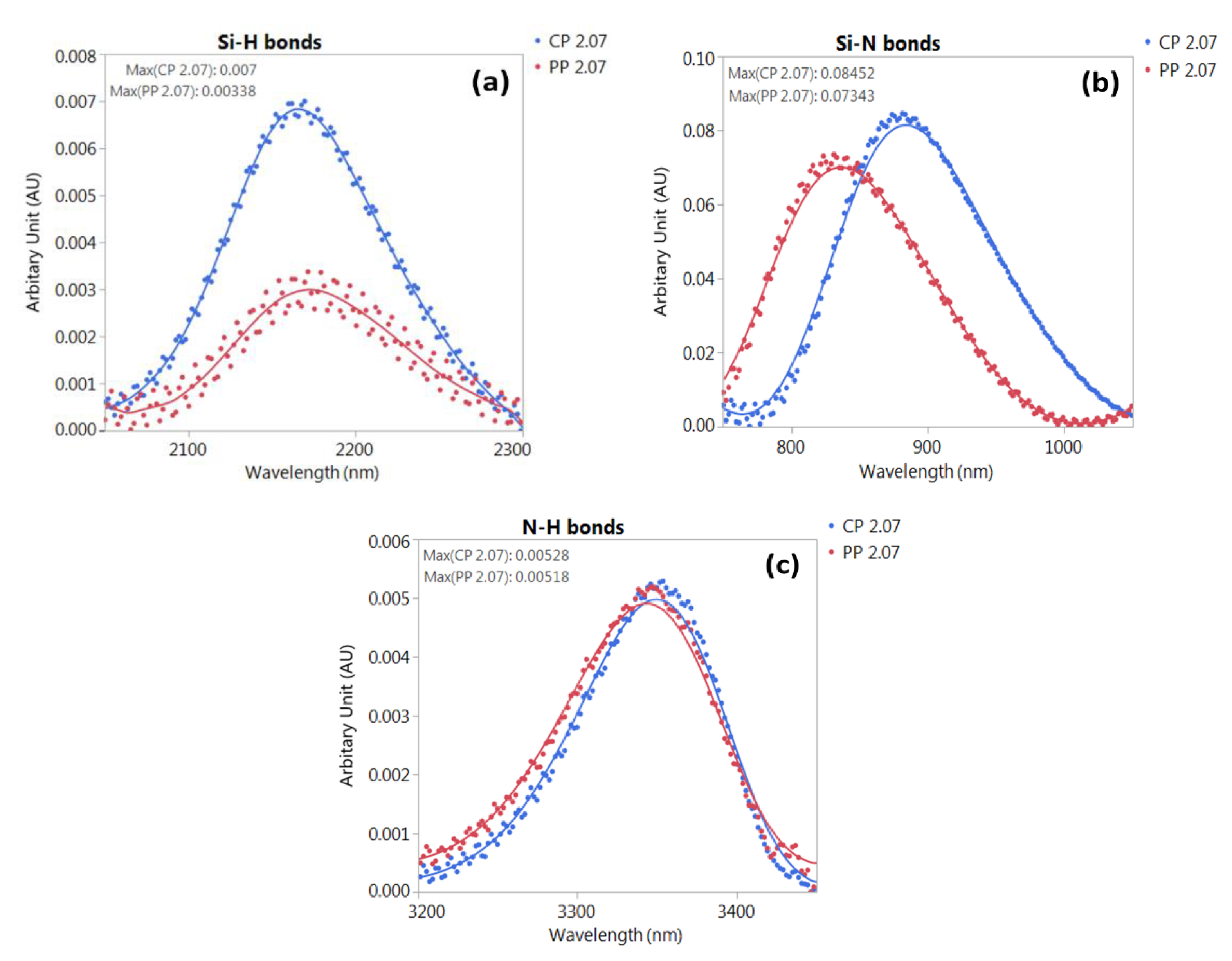
3.3. A Novel PID-Resistant Approach via SiNx Film Deposited by PP PECVD
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Águas, H.; Ram, S.K.; Araújo, A.; Gaspar, D.; Vicente, A.; Filonovich, S.A.; Fortunato, E.; Martins, R.; Ferreira, I. Silicon thin film solar cells on commercial tiles. Energy Environ. Sci. 2011, 4, 4620–4632. [Google Scholar] [CrossRef]
- Águas, H.; Mateus, T.; Vicente, A.; Gaspar, D.; Mendes, M.J.; Schmidt, W.A.; Pereira, L.; Fortunato, E.; Martins, R. Thin film silicon photovoltaic cells on paper for flexible indoor applications. Adv. Funct. Mater. 2015, 25, 3592–3598. [Google Scholar] [CrossRef]
- Masson, G.; Kaizuka, L. Trends 2017 in Photovoltaic Applications; IEA PVPS T1-32:2017; International Energy Agency (IEA): Paris, France, 2017. [Google Scholar]
- Swanson, R.; Cudzinovic, M.; DeCeuster, D.; Desai, V.; Jürgens, J.; Kaminar, N.; Mulligan, W.; Rodrigues-Barbarosa, L.; Rose, D.; Smith, D.; et al. The surface polarization effect in high-efficiency silicon solar cells. In Proceedings of the 15th International Photovoltaic Science and Engineering Conference (PVSEC-15), Shanghai, China, 10–15 October 2005; pp. 410–413. [Google Scholar]
- Pingel, S.; Frank, O.; Winkler, M.; Daryan, S.; Geipel, T.; Hoehne, H.; Berghold, J. Potential induced degradation of solar cells and panels. In Proceedings of the 35th IEEE Photovoltaic Specialists Conference, Honolulu, HI, USA, 20–25 June 2010; IEEE: Piscataway, NJ, USA, 2010; pp. 2817–2822. [Google Scholar]
- Naumann, V.; Hagendorf, C.; Grosser, S.; Werner, M.; Bagdahn, J. Micro structural root cause analysis of potential induced degradation in c-Si solar cell. Energy Procedia 2012, 27, 1–6. [Google Scholar] [CrossRef]
- Luo, W.; Khoo, Y.S.; Hacke, P.; Naumann, V.; Lausch, D.; Harvey, S.P.; Singh, J.P.; Chai, J.; Wang, Y.; Aberle, A.G.; et al. Potential-induced degradation in photovoltaic modules: A critical review. Energy Environ. Sci. 2017, 10, 43–68. [Google Scholar] [CrossRef]
- Berghold, J.; Frank, O.; Hoehne, H.; Pingel, S.; Richardson, B.; Winkler, M. Potential induced degradation of solar cells and panels. In Proceedings of the 25th European Photovoltaic Solar Energy Conference and Exhibition, Valencia, Spain, 6–10 September 2010; pp. 3753–3759. [Google Scholar]
- Koch, S.; Nieschalk, D.; Berghold, J.; Wendlandt, S.; Krauter, S.; Grunow, P. Potential induced degradation effects on crystalline silicon cells with various antireflective coatings. In Proceedings of the 27th European Photovoltaic Solar Energy Conference and Exhibition, Frankfurt, Germany, 24–28 September 2012; pp. 1985–1990. [Google Scholar]
- Pop, S.C.; Schulze, R.; Wang, X.; Wang, H.; Nee, J.; Inns, D.; Meisel, A.; Kapur, J.; Antoniadis, H. Pathways towards advanced PID resistance of 1500 V. In Proceedings of the 31st European Photovoltaic Solar Energy Conference and Exhibition, Hamburg, Germany, 14–18 September 2015; pp. 15–19. [Google Scholar]
- Mishina, K.; Ogishi, A.; Ueno, K. Investigation on PID-resistant anti-reflection coating for crystaline silicon solar cells. In Proceedings of the 28th European Photovoltaic Solar Energy Conference and Exhibition, Paris, France, 30 September–4 October 2013; pp. 1139–1143. [Google Scholar]
- Nagel, H.; Saint-Cast, P.; Glatthaar, M.; Glunz, S. Inline processes for the stabilization of p-type crystalline Si solar cells against potential-induced degradation. In Proceedings of the 29th European Photovoltaic Solar Energy Conference and Exhibition, Amsterdam, The Netherlands, 22–26 September 2014; pp. 2351–2355. [Google Scholar]
- Mehlich, H.; Decker, D.; Scheit, U.; Uhlig, M.; Frigge, S.; Runge, M.; Heinze, B.; Sperlich, H.P.; Mai, J.; Schlemm, H.; et al. A new method for high resistance against potential induced degradation. In Proceedings of the 27th European Photovoltaic Solar Energy Conference and Exhibition, Frankfurt, Germany, 24–28 September 2012; pp. 3411–3413. [Google Scholar]
- Parsons, G.N.; Boland, J.J.; Tsang, J.C. Selective deposition and bond strain relaxation in silicon PECVD using time modulated silane flow. Jpn. J. Appl. Phys. 1992, 31, 1943–1947. [Google Scholar] [CrossRef]
- Kudlacek, P.; Rumphorst, R.F.; van de Sanden, M.C.M. Accurate control of ion bombardment in remote plasmas using pulse-shaped biasing. J. Appl. Phys. 2009, 106, 073303. [Google Scholar] [CrossRef]
- Liu, X.M.; Wang, Y.; Song, Y.H.; Wang, Y.N. Effect of pulse duration on characteristics of modulated radio-frequency SiH4/N2/NH3 discharges. Thin Solid Films 2011, 519, 6951–6954. [Google Scholar] [CrossRef]
- Kim, D.; Lee, S.; Kim, B.; Kang, B.J.; Kim, D. Duty ratio-controlled reflective property of silicon nitride films deposited at room temperature using a pulsed-PECVD at SiH4–NH3 plasma. Curr. Appl. Phys. 2011, 11, S43–S46. [Google Scholar] [CrossRef]
- Watanabe, Y.; Shiratani, M.; Kubo, Y.; Ogawa, I.; Ogi, S. Effects of low-frequency modulation on RF discharge chemical vapor deposition. Appl. Phys. Lett. 1988, 53, 1263–1265. [Google Scholar] [CrossRef]
- Viera, G.; Andújar, J.L.; Sharma, S.N.; Bertran, E. Nanopowder of silicon nitride produced in radio frequency modulated glow discharges from SiH4 and NH3. Surf. Coat. Technol. 1998, 100, 55–58. [Google Scholar] [CrossRef]
- Kim, B.; Kim, S.; Seo, Y.H.; Kim, D.H.; Kim, S.J.; Jung, S.C. Surface morphology of SiN film deposited by a pulsed-plasma enhanced chemical vapor deposition at room temperature. J. Nanosci. Nanotechnol. 2008, 8, 5363–5366. [Google Scholar] [CrossRef] [PubMed]
- International Technology Roadmap for Photovoltaic (ITRPV), 9th ed.; VDMA: Frankfurt, Germany, 2018.
- TS IEC 62804-1 Photovoltaic (PV) Modules—Test Methods for the Detection of Potential-Induced Degradation—Part 1: Crystalline Silicon; International Electrotechnical Commission (IEC): Geneva, Switzerland, 2015.
- Understanding Potential Induced Degradation; ENG-PID-270-01 3/13; Advanced Energy Industries, Inc.: Fort Collins, CO, USA, 2013.
- Hacke, P. Establishment of a PID pass/fail test for crystalline silicon modules by examining field performance for five years. In Proceedings of the 27th Workshop on Crystalline Silicon Solar Cells & Modules: Materials and Processes, Breckenridge, CO, USA, 30 July–2 August 2017. [Google Scholar]
- Wan, Y.; McIntosh, K.R.; Thomson, A.F. Characterisation and optimisation of PECVD SiNx as an antireflection coating and passivation layer for silicon solar cells. AIP Adv. 2013, 3, 032113. [Google Scholar] [CrossRef]
- van den Oever, P.J.; Kessels, W.M.M.; Hoex, B.; Bosch, R.C.M.; van Erven, A.J.M.; Pennings, R.L.J.R.; Stals, W.T.M.; Bijker, M.D.; van de Sanden, M.C.M. Plasma properties of a novel commercial plasma source for high-throughput processing of c-Si solar cells. In Proceedings of the 31st IEEE Photovoltaic Specialists Conference, Lake Buena Vista, FL, USA, 3–7 January 2005; IEEE: Piscataway, NJ, USA, 2005; pp. 1320–1323. [Google Scholar]
- Naumann, V.; Lausch, D.; Hähnel, A.; Bauer, J.; Breitenstein, O.; Graff, A.; Werner, M.; Swatek, S.; Großer, S.; Bagdahn, J.; et al. Explanation of potential-induced degradation of the shunting type by Na decoration of stacking faults in Si solar cells. Sol. Energy Mater. Sol. Cells 2014, 120, 383–389. [Google Scholar] [CrossRef]
- Lausch, D.; Naumann, V.; Graff, A.; Hahnel, A.; Breitenstein, O.; Hagendorf, C.; Bagdahn, J. Sodium out diffusion from stacking faults as root cause for the recovery process of potential-induced degradation. Energy Procedia 2014, 55, 486–493. [Google Scholar] [CrossRef]
- Munro, R.G.; Dapkunas, S.J. Corrosion characteristics of silicon carbide and silicon nitride. J. Res. Nat. Inst. Stand. Technol. 1993, 98, 607–631. [Google Scholar] [CrossRef] [PubMed]
- Mayer, M.Y.; Riley, F.L. Sodium-assisted oxidation of reaction-bonded silicon nitride. J. Mater. Sci. 1978, 13, 1319–1328. [Google Scholar] [CrossRef]
- Lipiñski, M. Silicon nitride for photovoltaic application. Arch. Mater. Sci. Eng. 2010, 46, 69–87. [Google Scholar]
- Blech, M.; Laades, A.; Ronning, C.; Schröter, B.; Borschel, C.; Rzesanke, D.; Lawerenz, A. Detailed study of PECVD silicon nitride and correlation of various characterization techniques. In Proceedings of the 24th European Photovoltaic Solar Energy Conference and Exhibition, Hamburg, Germany, 21–25 September 2009; pp. 507–511. [Google Scholar]
- Kobayashi, S.I. IR spectroscopic study of silicon nitride films grown at a low substrate temperature using very high frequency plasma-enhanced chemical vapor deposition. World J. Condens. Matter Phys. 2016, 6, 287–293. [Google Scholar] [CrossRef]
- Bugaev, K.O.; Zelenina, A.A.; Volodin, V.A. Vibrational spectroscopy of chemical species in silicon and silicon-rich nitride thin films. Int. J. Spectrosc. 2012, 2012, 281851. [Google Scholar] [CrossRef]
- Dauwe, S. Low Temperature Surface Passivation of Crystalline Silicon and Its Applications on the Rear Side of Solar Cells. Ph.D. thesis, University of Hannover, Hannover, Germany, 2004. [Google Scholar]
- Lelièvre, J.F.; Fourmond, E.; Kaminski, A.; Palais, O.; Ballutaud, D.; Lemiti, M. Study of the composition of hydrogenated silicon nitride SiNx:H for efficient surface and bulk passivation of silicon. Sol. Energy Mater. Sol. Cells 2009, 93, 1281–1289. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Features | Direct PECVD | Indirect PECVD |
|---|---|---|
| RF system | Direct plasma | Remote plasma |
| Pressure control | Pressure control (APC valve) | Pump speed control (pump frequency) |
| Pressure | 67 Pa | 23–25 Pa |
| Deposition rate | Low speed | High speed |
| Process time | 120 s | 18 s |
| Temperature control | Set temperature | Set heater power |
| Process temperature | 450 °C | 450 °C |
| Gas flow ratio (SiH4:NH3) | 1:3 | 1:3 |
| Film thickness | 85 nm | 85 nm |
| Refractive index | 2.10 | 2.10 |
| Deposition Methods | Before PID | After PID | PID Results |
|---|---|---|---|
| ARC by direct PECVD |  |  | −0.86% |
| ARC by indirect PECVD |  |  | −33.82% |
| Approaches | Before PID | After PID | PID Results |
|---|---|---|---|
| With interface oxide layer |  |  | −2.79% |
| Without interface oxide layer |  |  | −31.82% |
| Approaches | Before PID | After 48 h | After 96 h |
|---|---|---|---|
| CP method | PID −0.8% | PID −1.2% | |
 |  |  | |
| PP method | PID −1.2% | PID −2.2% | |
 |  |  |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, T.-C.; Kuo, T.-W.; Lin, Y.-L.; Ku, C.-H.; Yang, Z.-P.; Yu, I.-S. Enhancement for Potential-Induced Degradation Resistance of Crystalline Silicon Solar Cells via Anti-Reflection Coating by Industrial PECVD Methods. Coatings 2018, 8, 418. https://doi.org/10.3390/coatings8120418
Chen T-C, Kuo T-W, Lin Y-L, Ku C-H, Yang Z-P, Yu I-S. Enhancement for Potential-Induced Degradation Resistance of Crystalline Silicon Solar Cells via Anti-Reflection Coating by Industrial PECVD Methods. Coatings. 2018; 8(12):418. https://doi.org/10.3390/coatings8120418
Chicago/Turabian StyleChen, Tsung-Cheng, Ting-Wei Kuo, Yu-Ling Lin, Chen-Hao Ku, Zu-Po Yang, and Ing-Song Yu. 2018. "Enhancement for Potential-Induced Degradation Resistance of Crystalline Silicon Solar Cells via Anti-Reflection Coating by Industrial PECVD Methods" Coatings 8, no. 12: 418. https://doi.org/10.3390/coatings8120418
APA StyleChen, T.-C., Kuo, T.-W., Lin, Y.-L., Ku, C.-H., Yang, Z.-P., & Yu, I.-S. (2018). Enhancement for Potential-Induced Degradation Resistance of Crystalline Silicon Solar Cells via Anti-Reflection Coating by Industrial PECVD Methods. Coatings, 8(12), 418. https://doi.org/10.3390/coatings8120418