Abstract
This paper considers the influence of thickness of multilayered nano-structured coatings Ti-TiN-(TiCrAl)N and Zr-ZrN-(ZrCrNbAl)N on tool life of metal cutting tools at various cutting speeds (vc = 250, 300, 350 and 400 m·min−1). The paper investigates the basic mechanical parameters of coatings and the mechanism of coating failure in scratch testing depending on thickness of coating. Cutting tests were conducted in longitudinal turning of steel C45 with tools with the coatings under study of various thicknesses (3, 5, and 7 µm), with an uncoated tool and with a tool with a “reference” coating of TiAlN. The relationship of “cutting speed vc—tool life T” was built and investigated; and the mechanisms were found to determine the selection of the optimum coating thickness at various cutting speeds. Advantages of cutting tools with these coatings are especially obvious at high cutting speeds (in particular, vc = 400 m·min−1). If at lower cutting speeds, the longest tool life is shown by tools with thicker coatings (of about 7 μm), then with an increase in cutting speed (especially at vc = 400 m·min−1) the longest tool life is shown by tools with thinner coating (of about 3 μm).
1. Introduction
Wear-resistant coatings are actively and successfully applied to modify the superficial layer of tool materials and thus to increase performance properties of cutting tools. On the one hand, the use of modifying coatings makes it possible to increase tool life, while on the other hand, that can significantly increase cutting modes and the cutting speed [1,2,3,4,5]. Coating thickness is an important indicator that significantly affects the performance properties of metal cutting tools. The choice to select the optimum coating thickness for different machining conditions was studied by a number of researchers. In particular, Klocke et al. [6] noted that carbide cutting tools with thicker PVD coatings are characterized by longer tool life and that contributes to reduction of production costs. Meanwhile, Messier et al. [7] showed that when a monolayered coating is deposited, its grains grow with increasing coating thickness. Accordingly, the superficial hardness of monolayered coating will decrease with increase in its thickness [6]. It can also be assumed that the mechanical strength of thin coatings will be higher than that of thicker coatings. It is shown that nominal superficial hardness, superficial yield, and maximum superficial strength decrease with an increase in coating thickness [6]. Bouzakis et al. [8,9,10,11] studied the influence of thickness for coating (TiAl)N (coating with thickness of 2–10 µm was studied) on the tool life of a carbide tool when turning steel at various cutting modes. It is found that tool life improves with increased coating thickness. Maruda et al. [12] studied finish turning of steel for different cooling conditions: dry cutting, minimum quantity cooling and lubrication. Krolczyk et al. studied tools which were coated with Al2O3 [13] and TiN-Al2O3-Ti(C,N) [14]. Recently, the properties of multicomponent coatings, sometimes called “highly entropic” coatings, have been extensively studied. In particular, the following coatings were investigated (Ti,V,Cr,Zr,Hf)N [15,16], (Al,Cr,Ta,Ti,Zr)N [17], (Al,Cr,Nb,Si,Ti,V)N [18], and (Zr,Nb,Cr,Al)N [19]. In these studies, it was shown that the addition of alloying elements (in particular, Nb, Cr, Nf, Ta) to the Zr-N, Al-N or Ti-N nitride systems reduces the average cavitation velocity and abrasive wear of the coatings.
Proceeding from the above, it can be noted there is conflicted opinion on coating thickness. On the one side, a number of authors argue that tool life improves with an increase in coating thickness (up to 10 µm), while other authors note a marked decrease in the performance properties of a coating as its thickness increases. Meanwhile, the influence of thickness of a multilayered nano-structured coating on tool life was not in fact studied. The purpose of this study was to investigate the influence of wear-resistant layer thickness and elemental composition of a coating on tool life at various cutting speeds (vc = 250, 300, 350, and 400 m·min−1 were considered).
2. Materials and Methods
For the comparative tests, two types of multilayered nano-structured coatings were selected: Ti-TiN-(TiCrAl)N and Zr-ZrN-(ZrCrNbAl)N, each with three different thickness (3, 5, and 7 µm). These coatings were selected as the most effective ones in accordance with the results of previous tests [20,21,22,23,24,25]. The monolayered non-nano-structured coating TiAlN with a thickness of 4 µm, as well as carbide uncoated insert, were selected for comparison. These coatings were deposited on carbide inserts SNUN (γ = –8°, α = 8°, K = 45°, λ = 0, R = 0.8 mm). For coating deposition, the filtered cathodic vacuum-arc deposition (FCVAD) VIT-2 unit (MSTU STANKIN, Moscow, Russia) [20,23] was used. The cutting tests were carried out at the following cutting conditions: f = 0.2 mm/rev; аp = 1.0 mm; vc = 250, 300, 350, and 400 m·min−1. Tool failure criterion was flank wear land VB = 0.4 mm. The tests were conducted for three tips in each mode, and then arithmetic mean of tool life was determined. For microstructural studies of samples, a SEM FEI Quanta 600 FEG (Materials & Structural Analysis Division, Hillsboro, OR, USA) was used. The microhardness (HV) of coatings was measured by using the method of Oliver and Pharr [26], at a fixed load of 300 mN. The adhesion characteristics were studied on a Nanovea scratch tester (Micro Scratch, Nanovea, Irvine, CA, USA). The tests were carried out with the load linearly increasing from 0.05 to 40 N. Two points were registered: Lc1—the point for the formation of the first cracks in the coating, Lc2—the point of complete destruction of the coating.
3. Results and Discussion
The results of the main parameters of coatings are shown in Table 1.

Table 1.
Main parameters of the coatings under study.
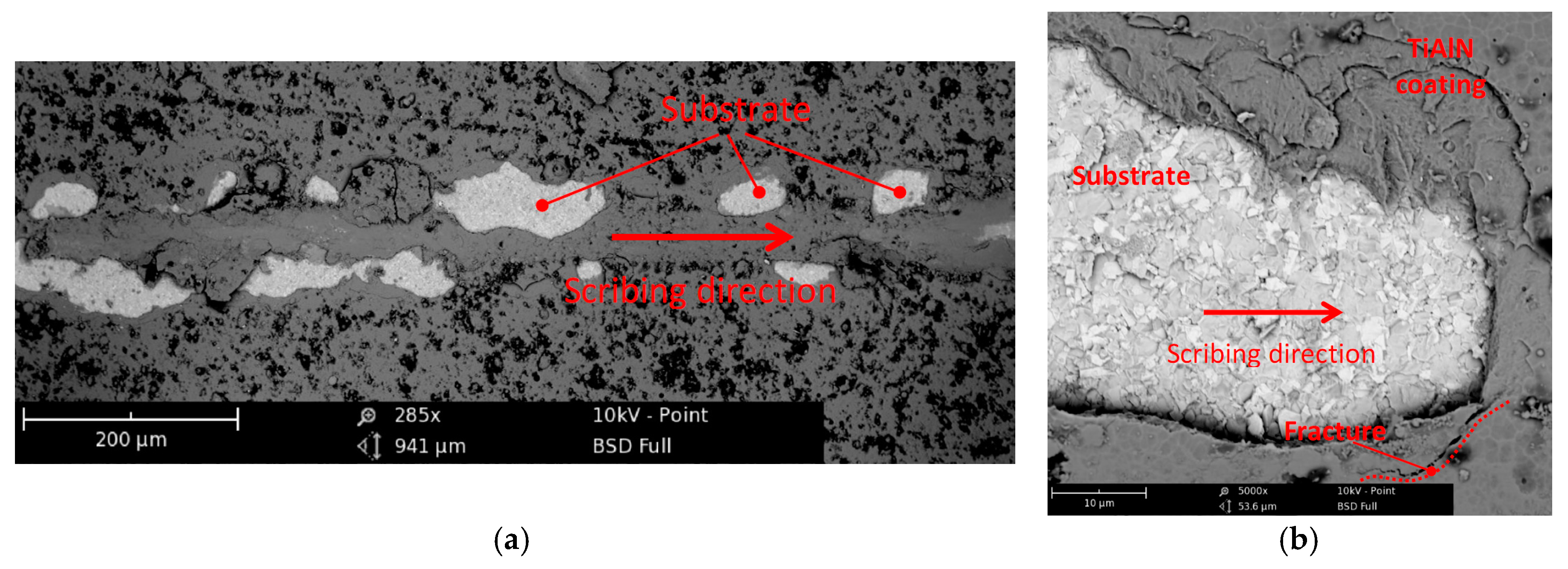
In the course of the investigation of adhesion bond strength by scratch testing, not only quantitative indicators, but also the very fracture pattern is important. Let us consider in more detail the differences in coating fracture patterns depending on their thicknesses and structures. Let us consider the differences in the fracture patterns for multilayered nano-structured coatings Ti-TiN-(TiCrAl)N of various thicknesses and monolayered TiAlN coating. When TiAlN coating fails, extensive areas of spallation from substrate are formed at the final stage (Figure 1a). Despite the fact that this coating is monolayered and that it has no layered nano-structure, longitudinal fractures are also observed during the process of its destruction (Figure 1b). Cross cracks can also be seen (Figure 1b). In this case, there is classic brittle fracture, and that corresponds to high hardness and, respectively, low ductility of the coating. The fracture mechanisms for this coating can be classified as recovery spallation and compressive spallation.
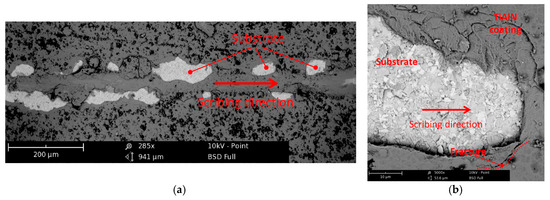
Figure 1.
Fracture pattern for monolayered coating TiAlN in scratch testing: (a) General view of scribing groove in area of Lc1–Lc2; (b) Area of coating spallation from substrate.
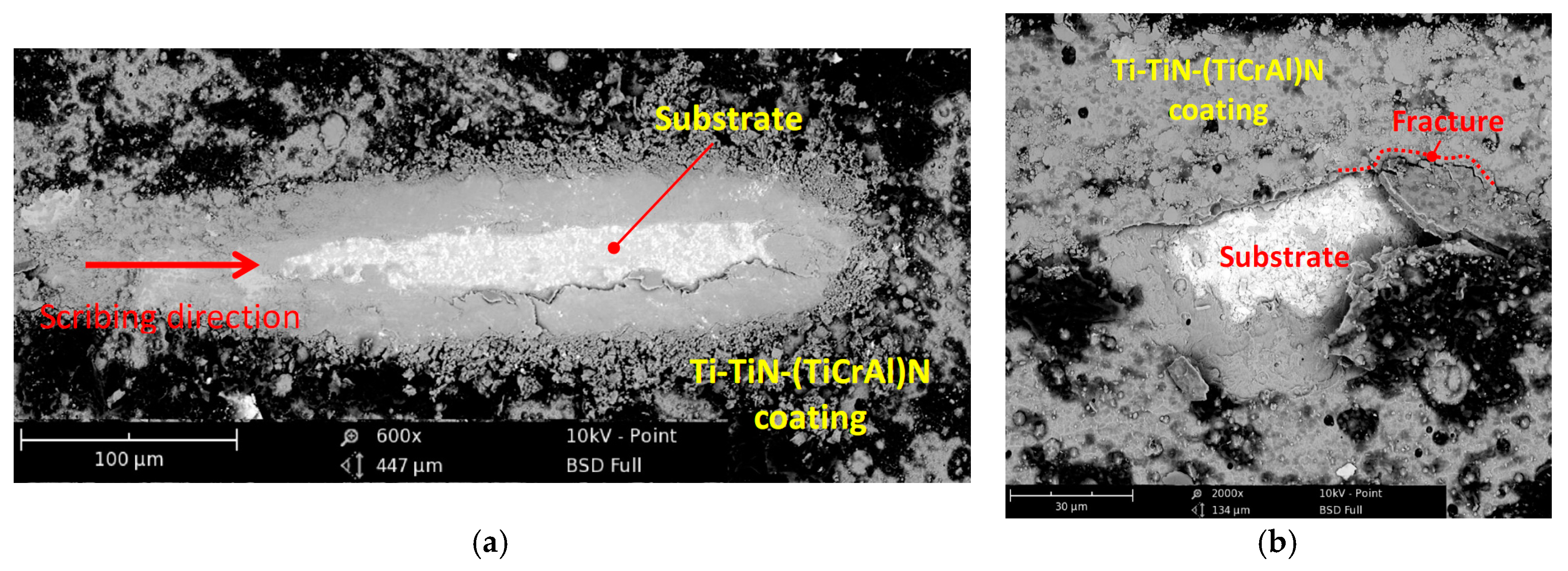
Meanwhile, a different fracture mechanism is typical for multilayered nano-structured Ti-TiN-(TiCrAl)N coating (thickness of about 3 µm). While this coating is characterized by a hardness even slightly higher than the hardness of the TiAlN coating tested earlier, due to its layered nano-structure, this coating is more ductile and its resistance to brittle fracture is higher. While for TiAlN coating, points of spallation from substrate are mainly formed at edge sections of the groove (Figure 1a), for Ti-TiN-(TiCrAl)N coating (thickness of about 3 µm), such spallation can be mainly observed in a center of a scribing groove. The very fracture pattern for Ti-TiN-(TiCrAl)N coating (thickness of about 3 µm) is mainly determined by ductile mechanisms (Figure 2a), and that is especially noticeable for its outer wear-resistant layer. At the same time, intermediate layer TiN is characterized by more brittle fracture mechanisms (Figure 2b). The fracture mechanism typical for this coating can be classified as gross spallation.
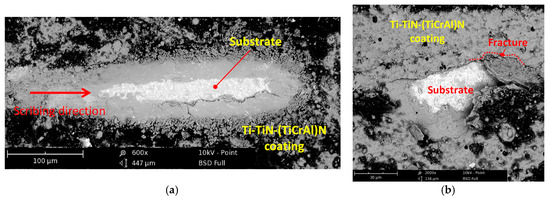
Figure 2.
Fracture pattern for multilayered nano-structured coating Ti-TiN-(TiCrAl)N (thickness of about 3 µm) in scratch testing: (a) General view of scribing groove in area of Lc1–Lc2; (b) Area of coating spallation from substrate.
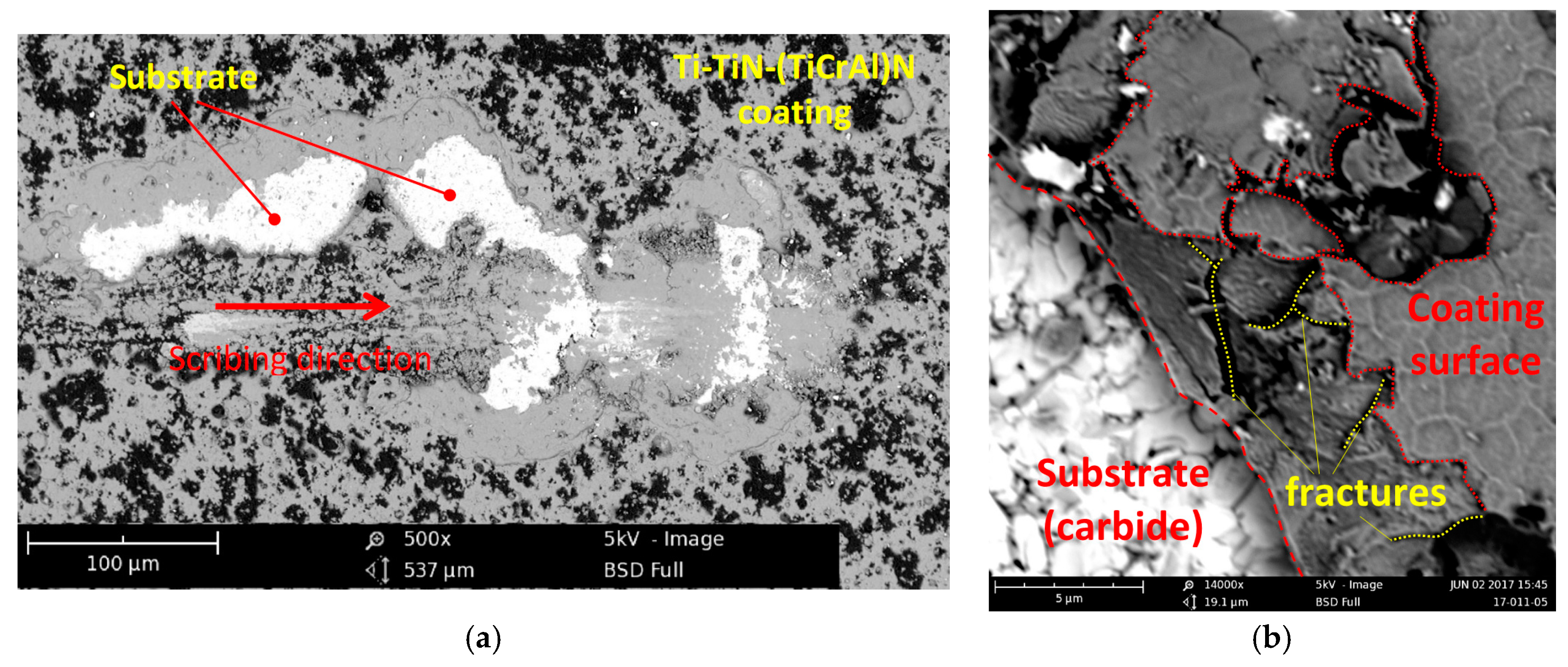
Another fracture mechanism is typical for coating Ti-TiN-(TiCrAl)N (thickness of about 5 µm): there is wedge-shaped spalling and interlayer delamination (Figure 3a). The combination of both ductile and brittle forms of fracture is typical. Spallation occurs not only along the borders of the coating layers, but also along the borders of its nano-layers. Meanwhile, under delamination, there is a slight decrease in internal stresses, and that results in an increase in the threshold of the coating destruction. At higher magnification, it is possible to see the character of crack formation in the coating structure, as well as the role of microdroplets embedded in the coating structure as stress concentrators (Figure 3b).
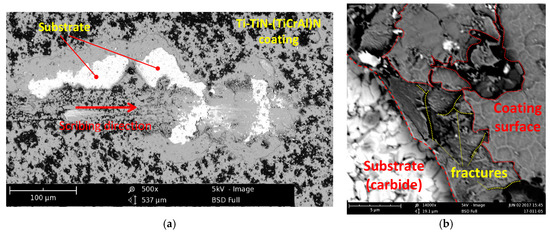
Figure 3.
Fracture pattern for multilayered nano-structured coating Ti-TiN-(TiCrAl)N (thickness of about 5 µm) in scratch testing: (a) General view of scribing groove in area of Lc1–Lc2; (b) Area of coating fracture.
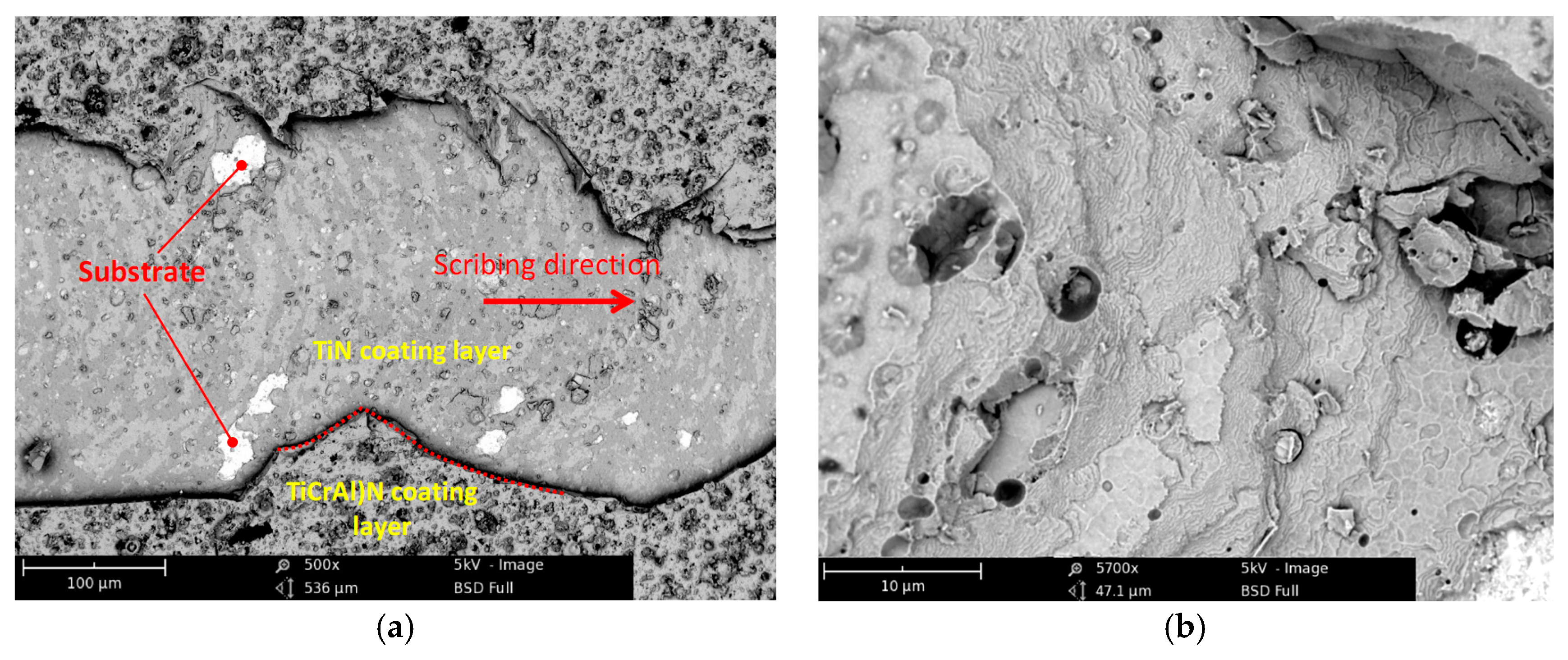
Finally, the fracture pattern for Ti-TiN-(TiCrAl)N (thickness of about 5 µm), the thickest coating of those under study, is characterized by pronounced brittle fracture with active cracking. It is important to note that for this coating, no Lc1 typical for appearance of the first cracks is registered, the destruction occurs immediately and completely. Herewith, it can be seen that intermediate layer TiN retains adhesion to the substrate, and only wear-resistant layer (TiCrAl)N is destroyed (Figure 4a). With higher magnification, a typical ‘pattern’ can be observed associated with delaminations between nano-sublayers of wear-resistant layer of coating (Figure 4b). These delaminations can inhibit the formation of cross cracks, and that can slightly improve the performance properties of the coating [16].
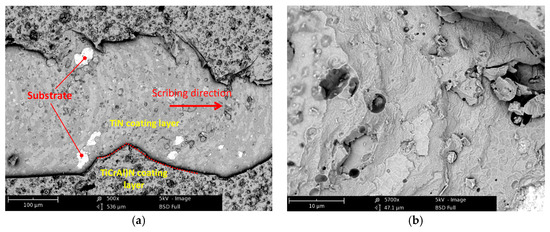
Figure 4.
Fracture pattern for multilayered nano-structured coating Ti-TiN-(TiCrAl)N (thickness of about 7 µm) in scratch testing: (a) General view of scribing groove in area of Lc1–Lc2; (b) Area of coating fracture.
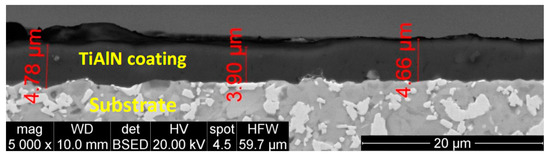
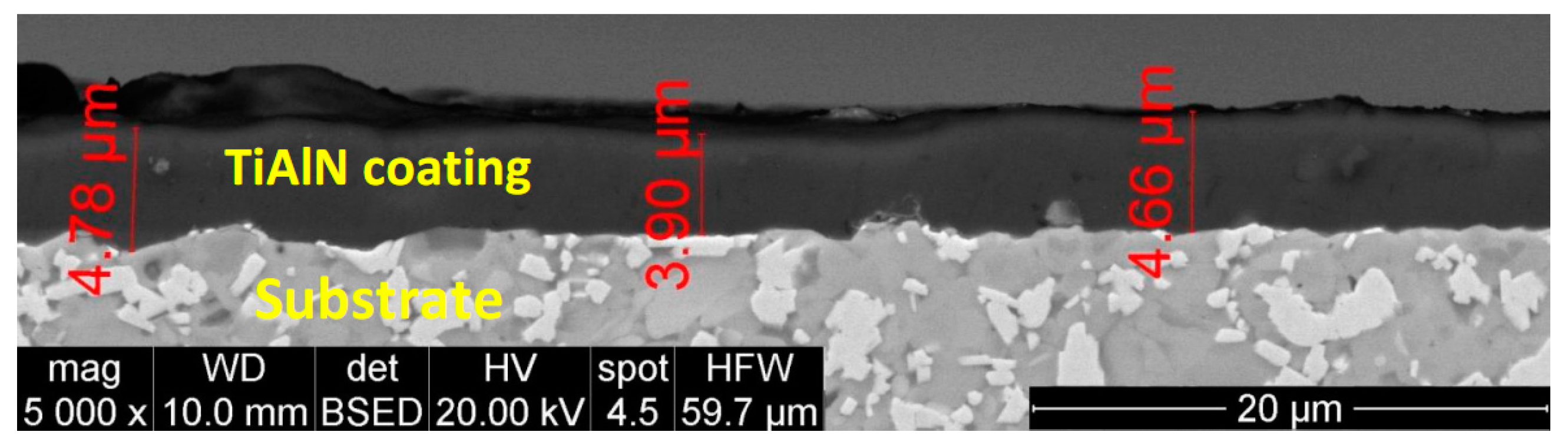
Figure 5.
Structure on cross-section of coating TiAlN, with thickness 4 (±0.8) µm.
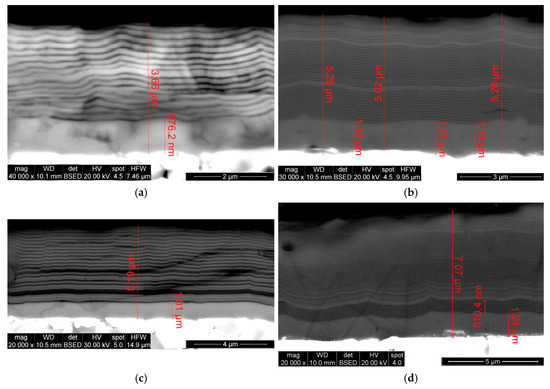
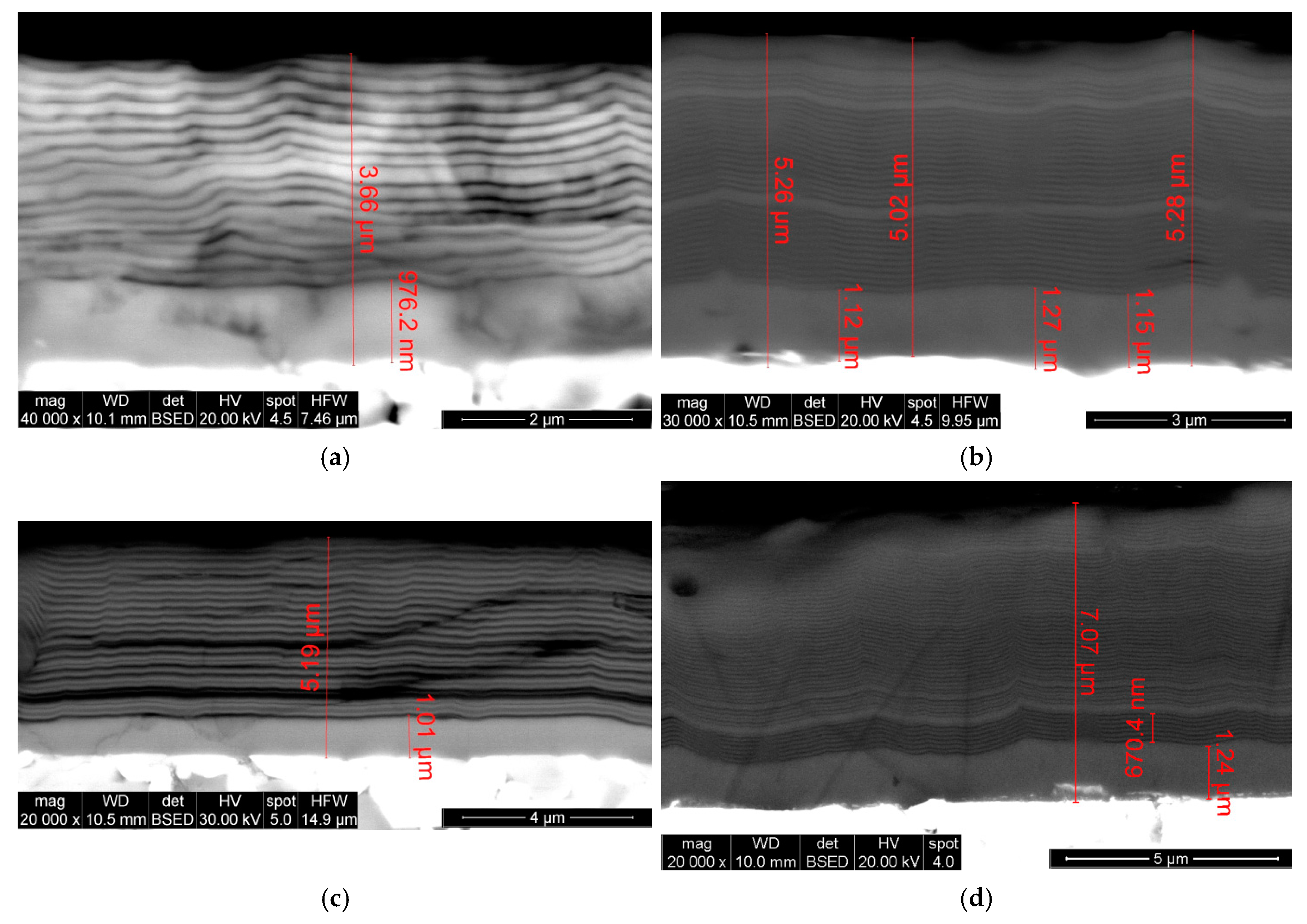
Figure 6.
Structure on cross-section of Zr-ZrN-(ZrCrNbAl)N and Ti-TiN-(TiCrAl)N coatings with a thickness of about 5 µm: (a) Zr-ZrN-(ZrCrNbAl)N, thickness 3 (±0.7) µm; (b) Ti-TiN-(TiCrAl)N, thickness 5 (±0.5) µm; (c) Zr-ZrN-(ZrCrNbAl)N, thickness 5 (±0.6) µm; (d) Ti-TiN-(TiCrAl)N, thickness 7 (±0.5) µm.
It can be seen that monolayered TiAlN coating has no nano-structure, while Zr-ZrN-(ZrCrNbAl)N and Ti-TiN-(TiCrAl)N coatings show a clear nano-structure of a wear-resistant layer and a transition layer without nano-structure. An adhesive layer cannot be determined in the figure due to its small thickness (about 20 nm).
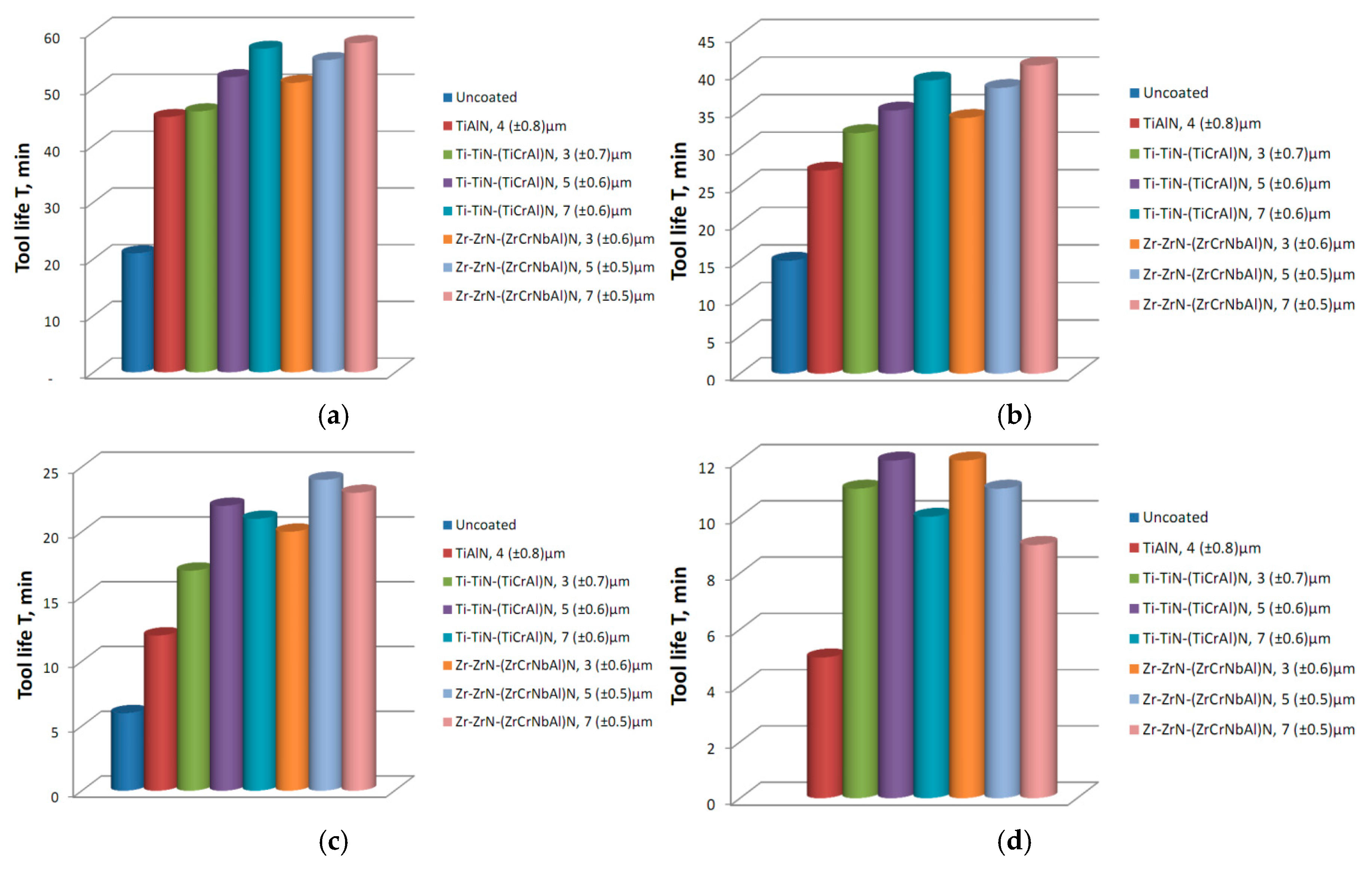
The results of cutting tests for coated and uncoated and tools under study are shown in Figure 7. On the basis of the results obtained, it can be noted that:
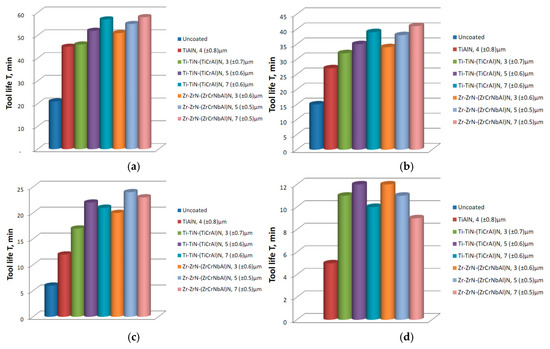
Figure 7.
Tool life of tools with coatings under study and of uncoated tools at cutting speeds of (a) vc = 250, (b) vc = 300, (c) vc = 350, and (d) vc = 400 m·min−1 (f = 0.2 mm/rev; аp = 1.0 mm, longitudinal turning of steel C45).
- At a cutting speed of vc = 400 m·min−1, an uncoated insert shows excess flank wear after the very first minute of cutting which indicates that uncoated tools cannot be used under these cutting modes. If at cutting speed of vc = 250 m·min−1, a tool with monolayered TiAlN coating shows tool life close to durability of multilayered coatings with thickness of about 3 μm, then with increasing cutting speed, tool life of a tool with such coating decreases significantly faster than the tool life of a tool with multilayered nano-structured coating. At cutting speed of vc = 400 m·min−1, a tool with monolayered coating TiAlN operates significantly worse than tools with multilayered nano-structured coatings Zr-ZrN-(ZrCrNbAl)N and Ti-TiN-(TiCrAl)N under study.
- If at cutting speed of vc = 250 m·min−1 the longest tool life is shown by tools with thicker coatings, then as the cutting speed increases, the picture begins to change and tools with thinner coatings show better results (especially for coating Zr-ZrN-(ZrCrNbAl)N at vc = 400 m·min−1). This phenomenon can be explained by the growth of internal stresses in the structure of coating with increasing cutting speed, this process is especially notable in thicker coatings. While there are currently no methods for direct measurement of internal stresses in the structure of coatings several μm thick, there are indirect methods to detect growth of those stresses, at least on a qualitative level. Find more details on the issue in [19].
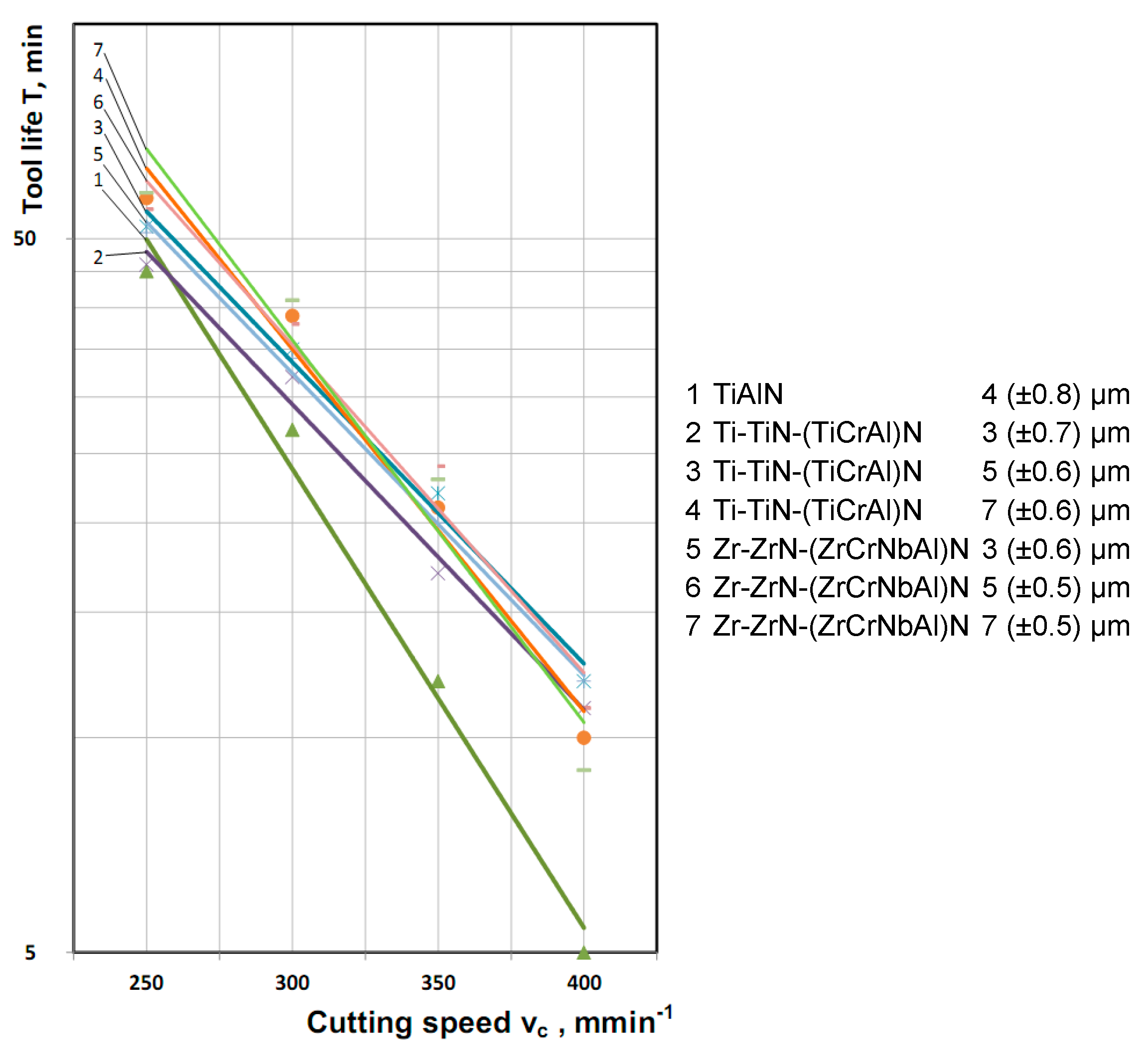
Let us now consider the curve of “cutting speed vc—tool life T” (Figure 8). It can be seen that when cutting speed increases, then tool life of a tool with monolayered nano-structured coating TiAlN (Line 1) is most strongly reduced. Cutting tools with multilayered nano-structured coating Ti-TiN-(TiCrAl)N (thickness 5 (±0.6) μm) (Line 3) and Zr-ZrN-(ZrCrNbAl)N (thickness 3 (±0.6) μm) (Line 5) show the lowest reduction in tool life with an increase in cutting speed. Tools with “thicker” coatings Ti-TiN-(TiCrAl)N (thickness 7 (±0.6) μm) (Line 4) and Zr-ZrN-(ZrCrNbAl)N (thickness 7 (±0.5) μm) (Line 7) showed the most noticeable reduction in tool life with an increase in cutting speed. This is especially noticeable for tools with Zr-ZrN-(ZrCrNbAl)N coating (thickness 7 (±0.5) μm) (Line 7), which shows the longest tool life at cutting speed vc = 250 m·min−1, but at a cutting speed of vc = 400 m·min−1 shows the worst result of all the tools with multilayered nano-structured coatings.
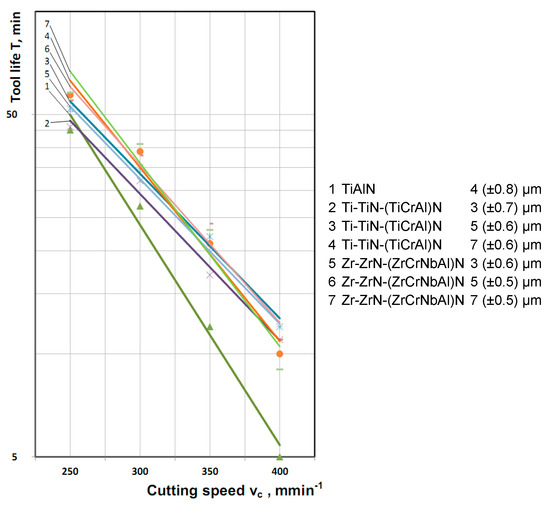
Figure 8.
Cutting speed vc—tool life T curve at cutting speeds of vc = 250, 300, 350, and 400 m·min−1 (f = 0.2 mm/rev; аp = 1.0 mm, longitudinal turning of steel C45).
4. Conclusions
The use of multilayered nano-structured coatings (in particular, Zr-ZrN-(ZrCrNbAl)N and Ti-TiN-(TiCrAl)N coatings) makes it possible to increase the cutting speed in turning of structural steels. Advantages of cutting tools with these coatings are especially obvious at high cutting speeds (in particular, vc = 400 m·min−1). The longest tool life is shown by tools with thicker coatings (of about 7 μm) at lower cutting speeds, then with an increase in cutting speed (especially at vc = 400 m·min−1) the longest tool life is shown by tools with thinner coatings (of about 3 μm). This phenomenon may be explained by more significant growth of internal stresses in thick coatings with an increase in cutting speeds. High internal stresses result in the formation of internal cracks and interlayer delamination that ultimately leads to the destruction of the coating. Tools with complex multicomponent composition Zr-ZrN-(ZrCrNbAl)N coating show the best results at a speed of vc = 250 m·min−1, however with increasing cutting speed this coating works worse, at a cutting speed of vc = 400 m·min−1 the best result was shown by tools with Ti-TiN-(TiCrAl)N coating. A further development of this research can be the search for patterns that allow a reliable justification of the choice of the composition of coatings and their micro- and nanostructures depending on the material being machined and the cutting regimes (in particular, the cutting speed).
Acknowledgments
This research was financed by the Ministry of Education and Science of the Russian Federation (Leading researchers, project 16.9575.2017/6.7).
Author Contributions
Alexey Vereschaka and Elena Kataeva conceived and designed the experiments; Nikolay Sitnikov, Anatoliy Aksenenko and Gaik Oganyan performed the experiments; Catherine Sotova analyzed the data; Alexey Vereschaka wrote the paper.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Vereschaka, A.S. Working Capacity of the Cutting Tool with Wear Resistant Coatings; Mashinostroenie: Moscow, Russia, 1993. [Google Scholar]
- Hovsepian, P.E.; Ehiasarian, A.P.; Deeming, A.; Schimpf, C. Novel TiAlCN/VCN nanoscale multilayer PVD coatings deposited by the combined high-power impulse magnetron sputtering/unbalanced magnetron sputtering (HIPIMS/UBM) technology. Vacuum 2008, 82, 1312–1317. [Google Scholar] [CrossRef]
- Faga, M.G.; Gautier, G.; Calzavarini, R.; Perucca, M.; Boot, E.A.; Cartasegna, F.; Settineri, L. AlSiTiN nanocomposite coatings developed via Arc Cathodic PVD: Evaluation of wear resistance via tribological analysis and high speed machining operations. Wear 2007, 263, 1306–1314. [Google Scholar] [CrossRef]
- Tkadletz, M.; Schalk, N.; Daniel, R.; Keckes, J.; Czettl, C.; Mitterer, C. Advanced characterization methods for wear resistant hard coatings: A review on recent progress. Surf. Coat. Technol. 2016, 285, 31–46. [Google Scholar] [CrossRef]
- Bouzakis, K.D.; Michailidis, N.; Skordaris, G.; Bouzakis, E.; Biermann, D.; M’Saoubi, R. Cutting with coated tools: Coating technologies, characterization methods and performance optimization. CIRP Ann. Manuf. Technol. 2012, 61, 703–723. [Google Scholar] [CrossRef]
- Klocke, F.; Krieg, T. Coated tools for metal cutting—Features and applications. Ann. CIRP 1999, 48, 515–525. [Google Scholar] [CrossRef]
- Messier, R.; Yehoda, J.E. Geometry of thin-film morphology. J. Appl. Phys. 1985, 58, 3739. [Google Scholar] [CrossRef]
- Bouzakis, K.-D.; Hadjiyiannis, S.; Skordaris, G.; Anastopoulos, J.; Mirisidis, I.; Michailidis, N.; Efstathiou, K.; Knotek, O.; Erkens, G.; Cremer, R.; et al. The influence of the coating thickness on its strength properties and on the milling performance of PVD coated inserts. Surf. Coat. Technol. 2003, 174, 393–401. [Google Scholar] [CrossRef]
- Bouzakis, K.-D.; Hadjiyiannis, S.; Skordaris, G.; Mirisidis, I.; Michailidis, N.; Koptsis, D.; Erkens, G. Milling performance of coated inserts with variable coating thickness on their rake and flank. CIRP Ann. Manuf. Technol. 2004, 53, 81–84. [Google Scholar] [CrossRef]
- Bouzakis, K.-D.; Makrimallakis, S.; Katirtzoglou, G.; Skordaris, G.; Gerardis, S.; Bouzakis, E.; Leyendecker, T.; Bolz, S.; Koelker, W. Adaption of graded Cr/CrN-interlayer thickness to cemented carbide substrates’ roughness for improving the adhesion of HPPMS PVD films and the cutting performance. Surf. Coat. Technol. 2010, 205, 1564–1570. [Google Scholar] [CrossRef]
- Skordaris, G.; Bouzakis, K.-D.; Kotsanis, T.; Charalampous, P.; Bouzakis, E.; Lemmer, O.; Bolz, S. Film thickness effect on mechanical properties and milling performance of nano-structured multilayer PVD coated tools. Surf. Coat. Technol. 2016, 307, 452–460. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Feldshtein, E.; Nieslony, P.; Tyliszczak, B.; Pusavec, F. Tool wear characterizations in finish turning of AISI 1045 carbon steel for MQCL conditions. Wear 2017, 372, 54–67. [Google Scholar] [CrossRef]
- Krolczyk, G.M.; Nieslony, P.; Legutko, S. Determination of tool life and research wear during duplex stainless steel turning. Arch. Civ. Mech. Eng. 2015, 15, 347–354. [Google Scholar] [CrossRef]
- Królczyk, G.; Gajek, M.; Legutko, S. Predicting the tool life in the dry machining of duplex stainless steel. Eksploat. Niezawodn. Maint. Reliab. 2013, 15, 62–65. [Google Scholar]
- Liang, S.C.; Chang, Z.C.; Tsai, D.C.; Lin, Y.C.; Sung, H.S.; Deng, M.J.; Shieu, F.S. Effects of substrate temperature on the structure and mechanical properties of (TiVCrZrHf)N coatings. Appl. Surf. Sci. 2011, 257, 7709–7713. [Google Scholar] [CrossRef]
- Liang, S.C.; Tsai, D.C.; Chang, Z.C.; Sung, H.S.; Lin, Y.C.; Yeh, Y.J.; Deng, M.J.; Shieu, F.S. Structural and mechanical properties of multi-element (TiVCrZrHf)N coatings by reactive magnetron sputtering. Appl. Surf. Sci. 2011, 258, 399–403. [Google Scholar] [CrossRef]
- Tsai, D.C.; Liang, S.C.; Chang, Z.C.; Lin, T.N.; Shiao, M.H.; Shieu, F.S. Effects of substrate bias on structure and mechanical properties of (TiVCrZrHf)N coatings. Surf. Coat. Technol. 2012, 207, 293–299. [Google Scholar] [CrossRef]
- Chang, S.Y.; Lin, S.Y.; Huang, Y.C.; Wu, C.L. Mechanical properties, deformation behaviors and interface adhesion of (AlCrTaTiZr)Nx multi-component coatings. Surf. Coat. Technol. 2010, 204, 3307–3314. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Vereschaka, A.S.; Bublikov, J.I.; Aksenenko, A.Y.; Sitnikov, N.N. Study of properties of nanostructured multilayer composite coatings of Ti-TiN-(TiCrAl)N and Zr-ZrN-(ZrNbCrAl)N. J. Nano Res. 2016, 40, 90–98. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Volosova, M.A.; Batako, A.D.; Vereshchaka, A.S.; Mokritskii, B.Y. Development of wear-resistant coatings compounds for high-speed steel tool using a combined cathodic vacuum arc deposition. Int. J. Adv. Manuf. Technol. 2016, 84, 1471–1482. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Vereschaka, A.S.; Batako, A.D.; Hojaev, O.K.; Mokritskii, B.Y. Development and research of nanostructured multilayer composite coatings for tungsten-free carbides with extended area of technological applications. Int. J. Adv. Manuf. Technol. 2016, 87, 3449–3457. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Grigoriev, S.N.; Sitnikov, N.N.; Oganyan, G.V.; Batako, A. Working efficiency of cutting tools with multilayer nano-structured Ti-TiCN-(Ti,Al)CN and Ti-TiCN-(Ti,Al,Cr)CN coatings: Analysis of cutting properties, wear mechanism and diffusion processes. Surf. Coat. Technol. 2017, 332, 198–213. [Google Scholar] [CrossRef]
- Volkhonskii, A.O.; Vereshchaka, A.A.; Blinkov, I.V.; Vereshchaka, A.S.; Batako, A.D. Filtered cathodic vacuum Arc deposition of nano-layered composite coatings for machining hard-to-cut materials. Int. J. Adv. Manuf. Technol. 2016, 84, 1647–1660. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Grigoriev, S.N.; Sitnikov, N.N.; Batako, A. Delamination and longitudinal cracking in multi-layered composite nano-structured coatings and their influence on cutting tool life. Wear 2017, 390, 209–219. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Grigoriev, S.N. Study of cracking mechanisms in multi-layered composite nano-structured coatings. Wear 2017, 378, 43–57. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).