
Microstructure and Tribological Performance of TiB2-NiCr Composite Coating Deposited by APS


Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
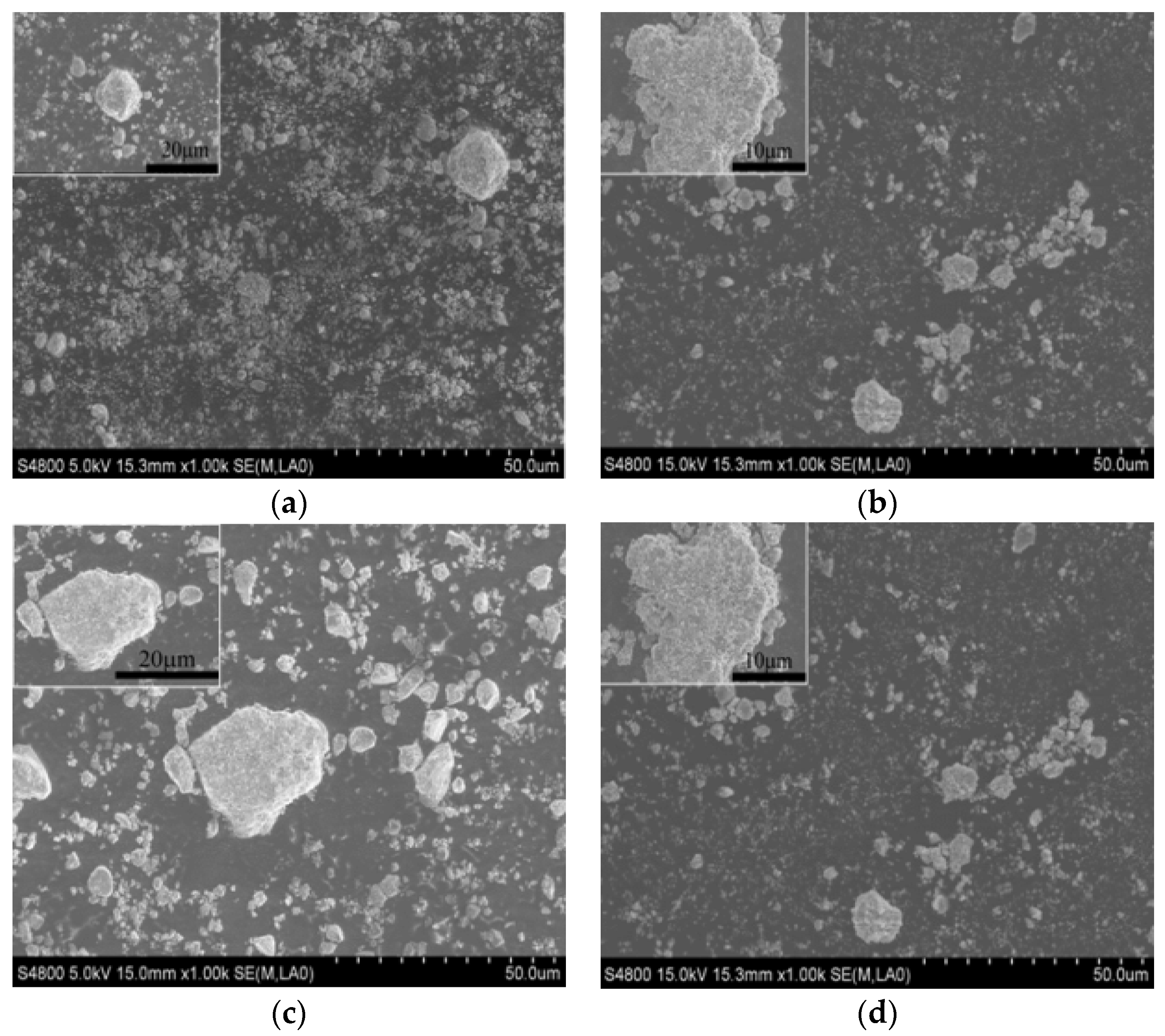
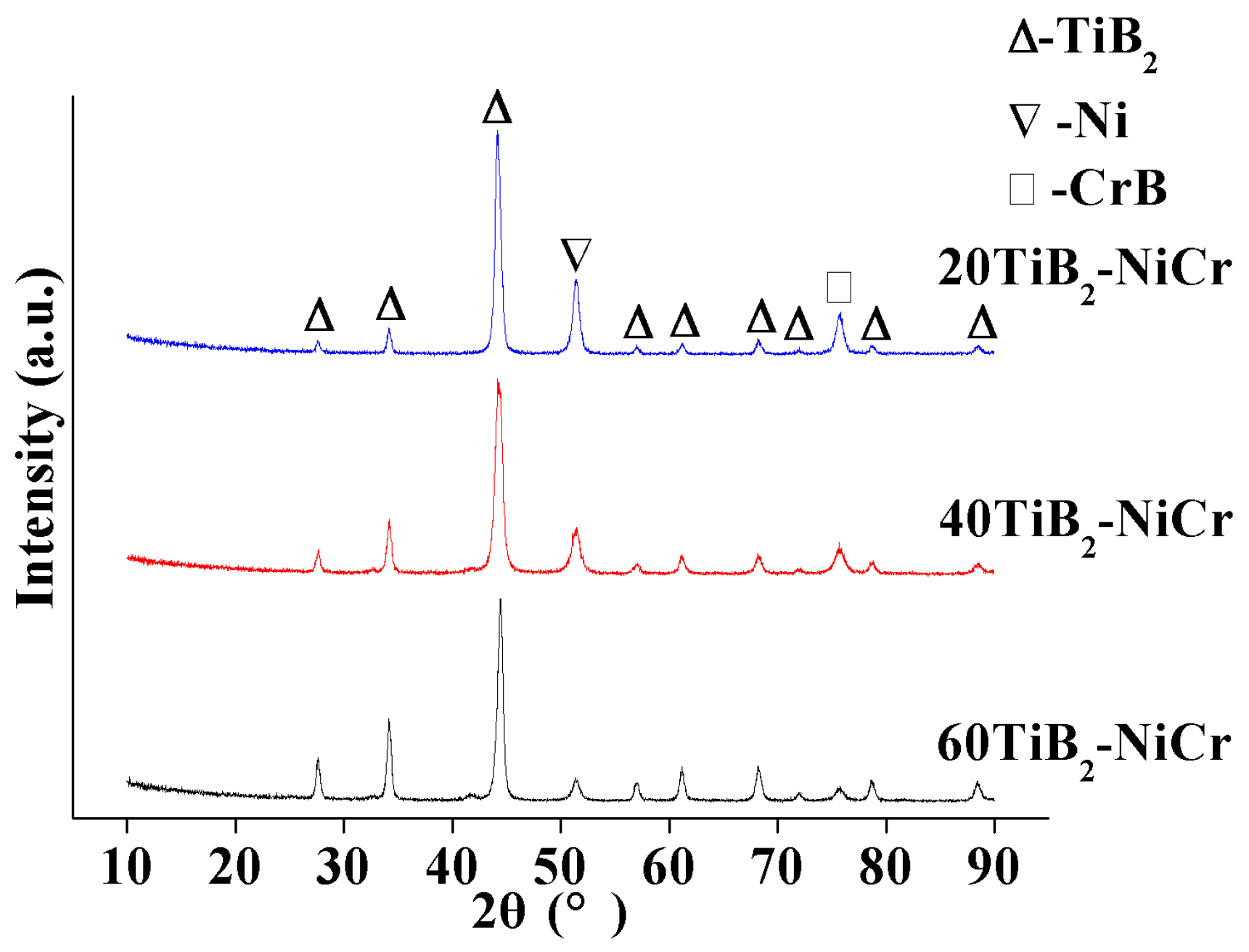
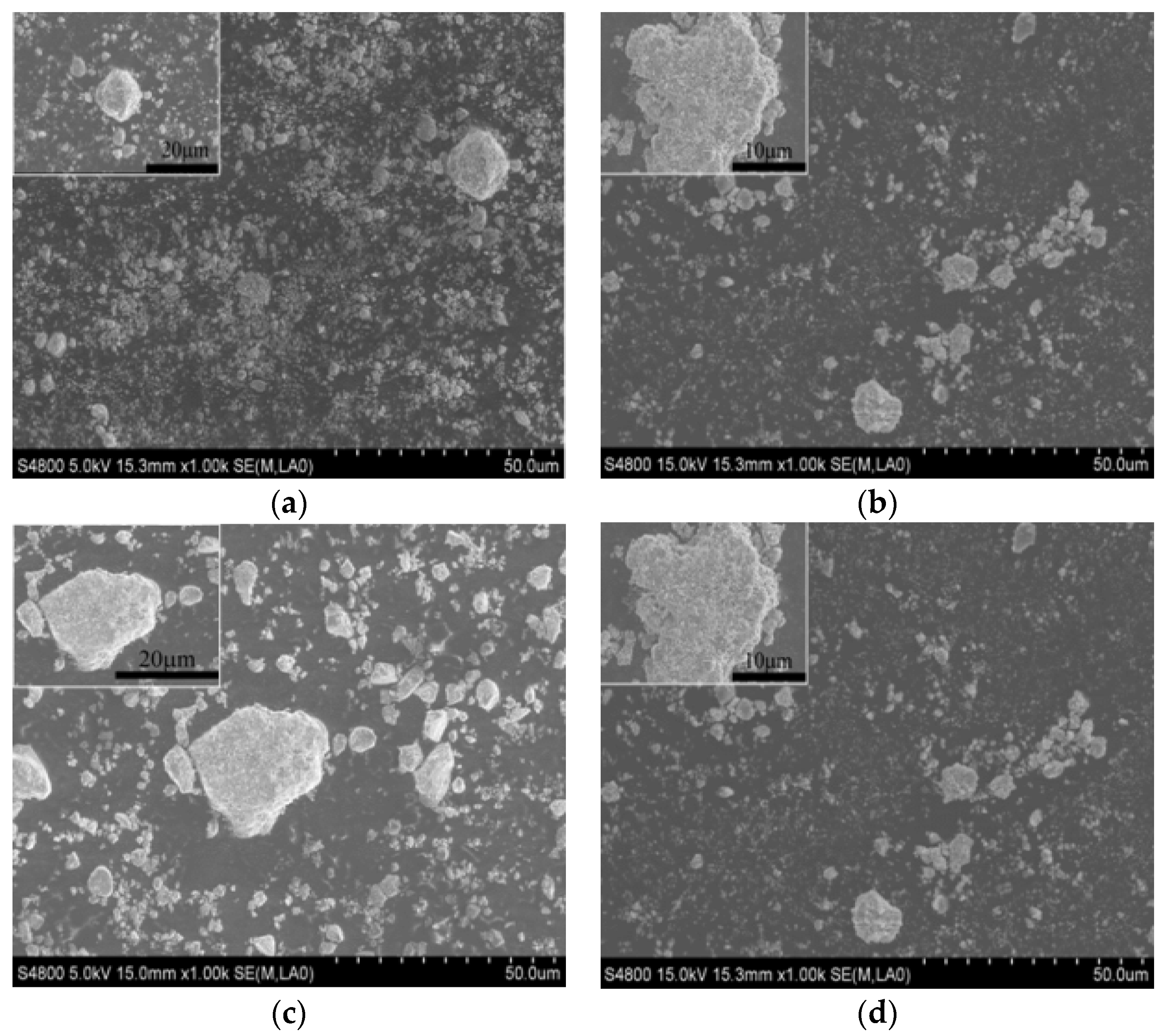
3.1. Characterization of Powders
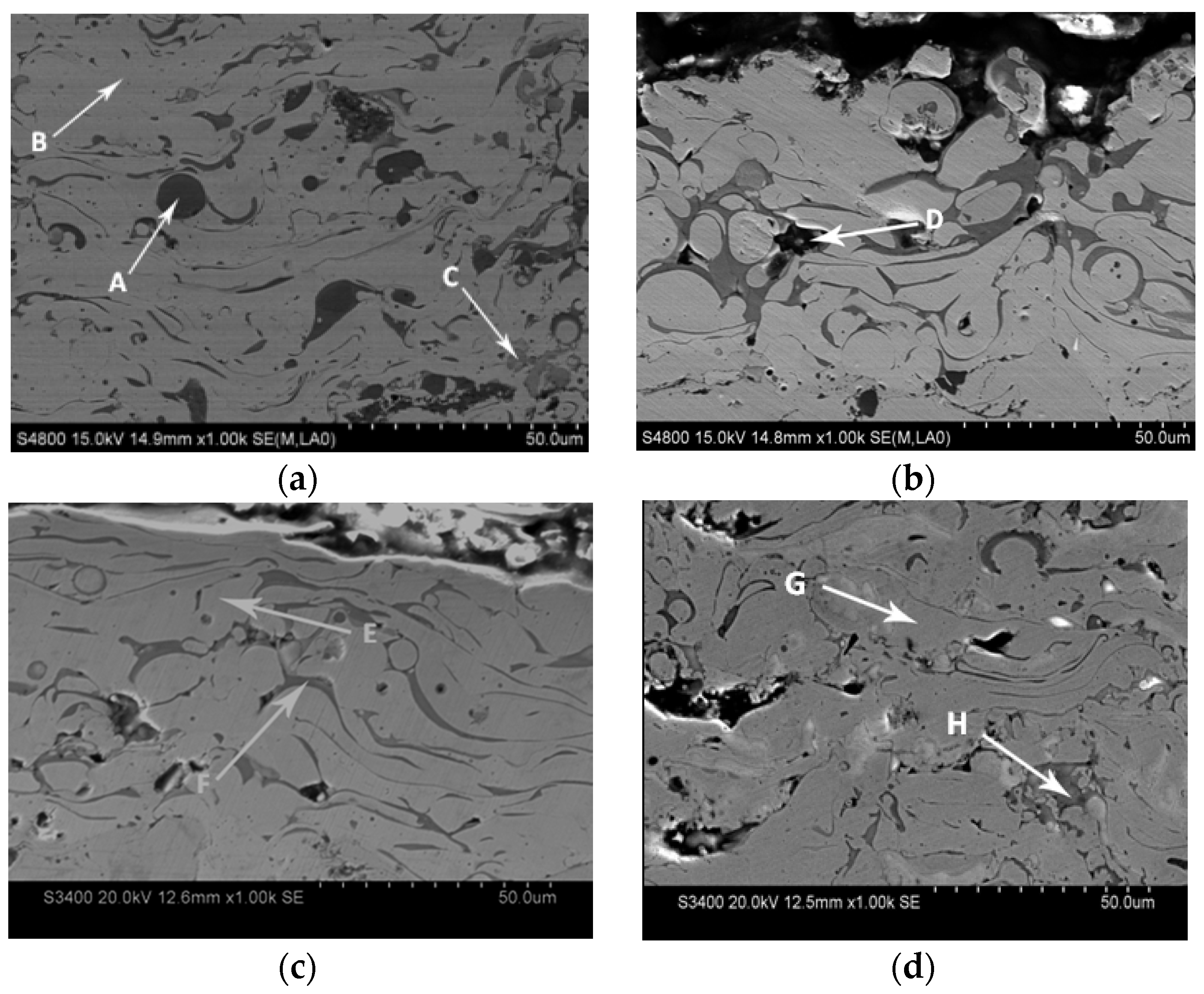
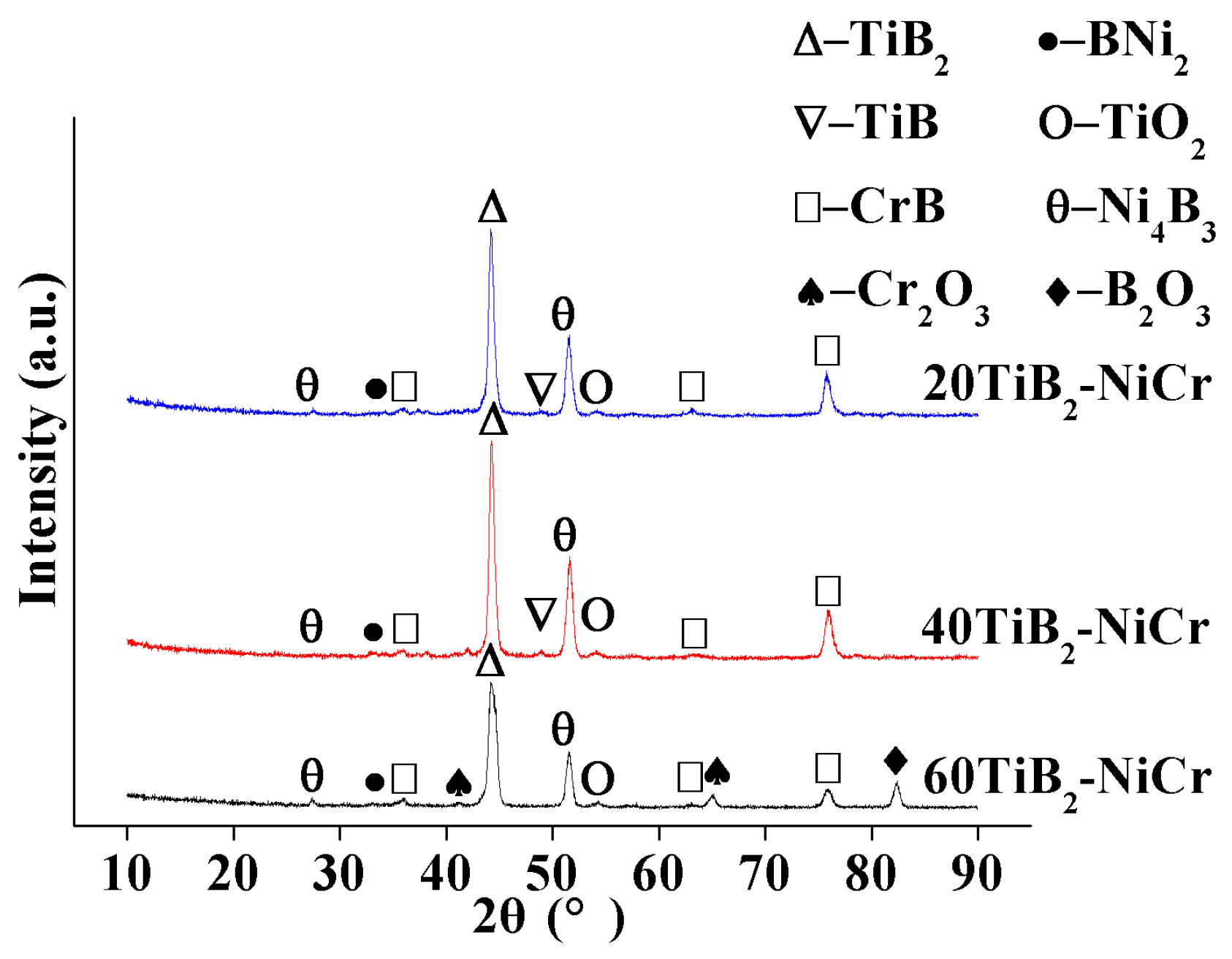
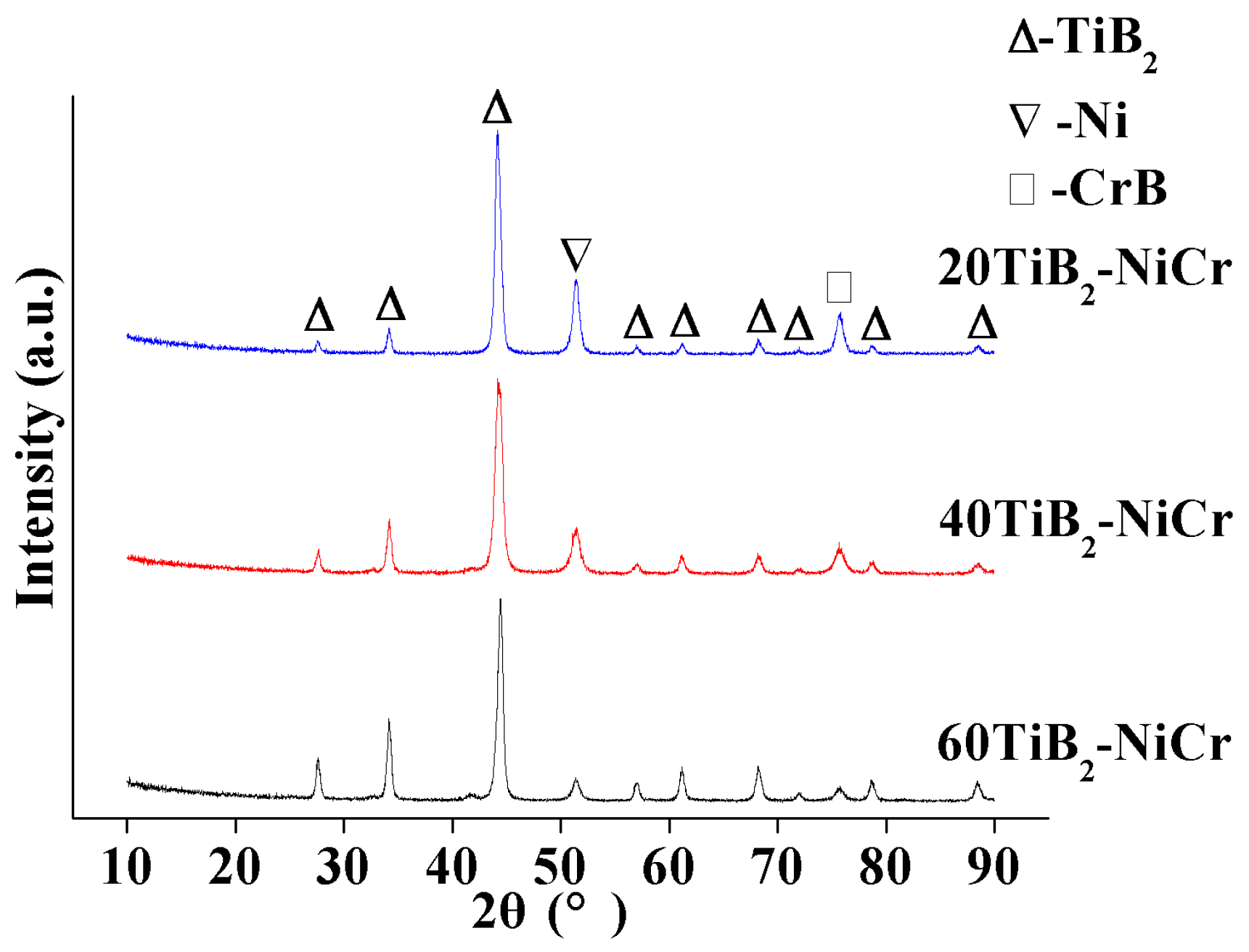
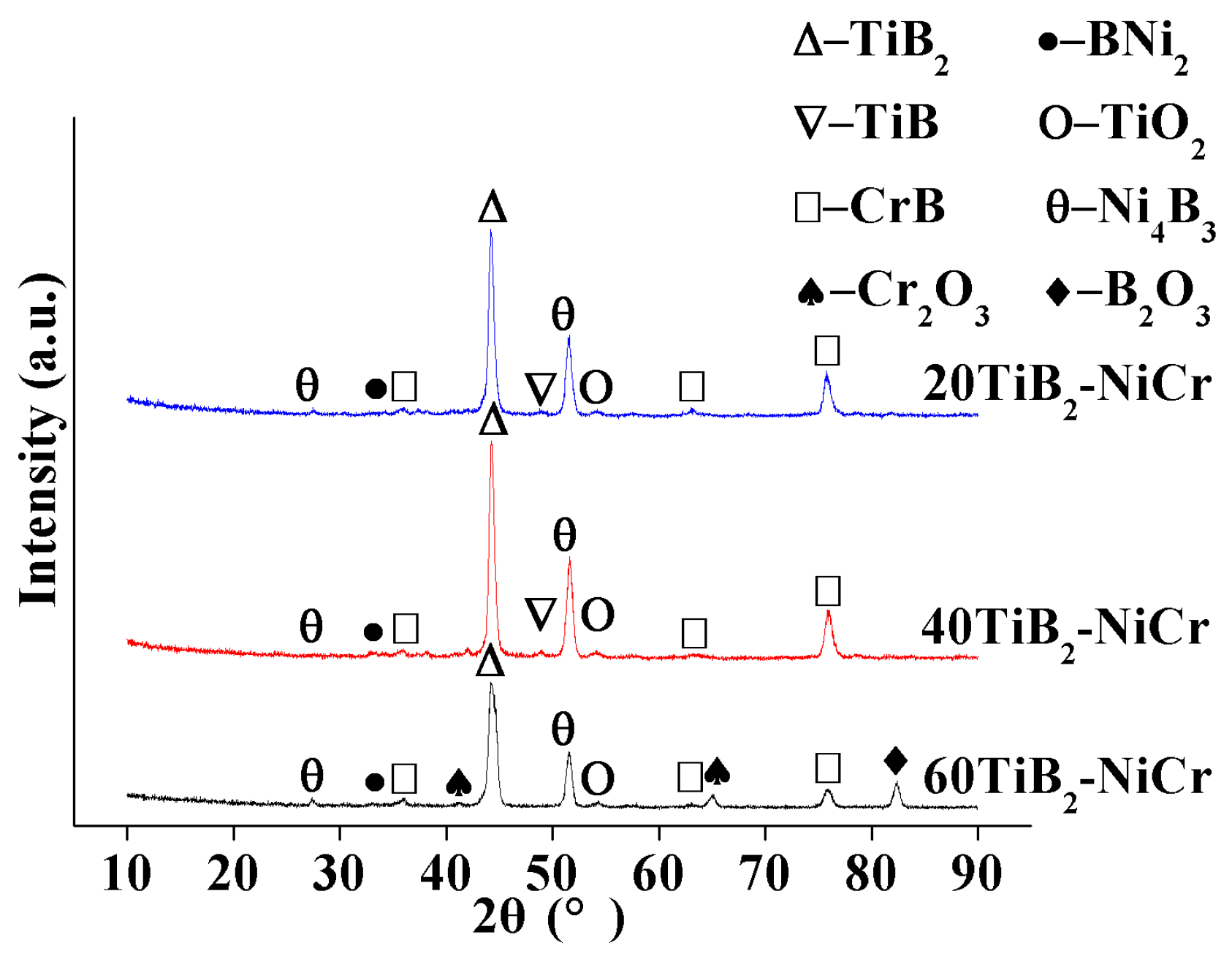
3.2. Coating Morphology and Phase Composition
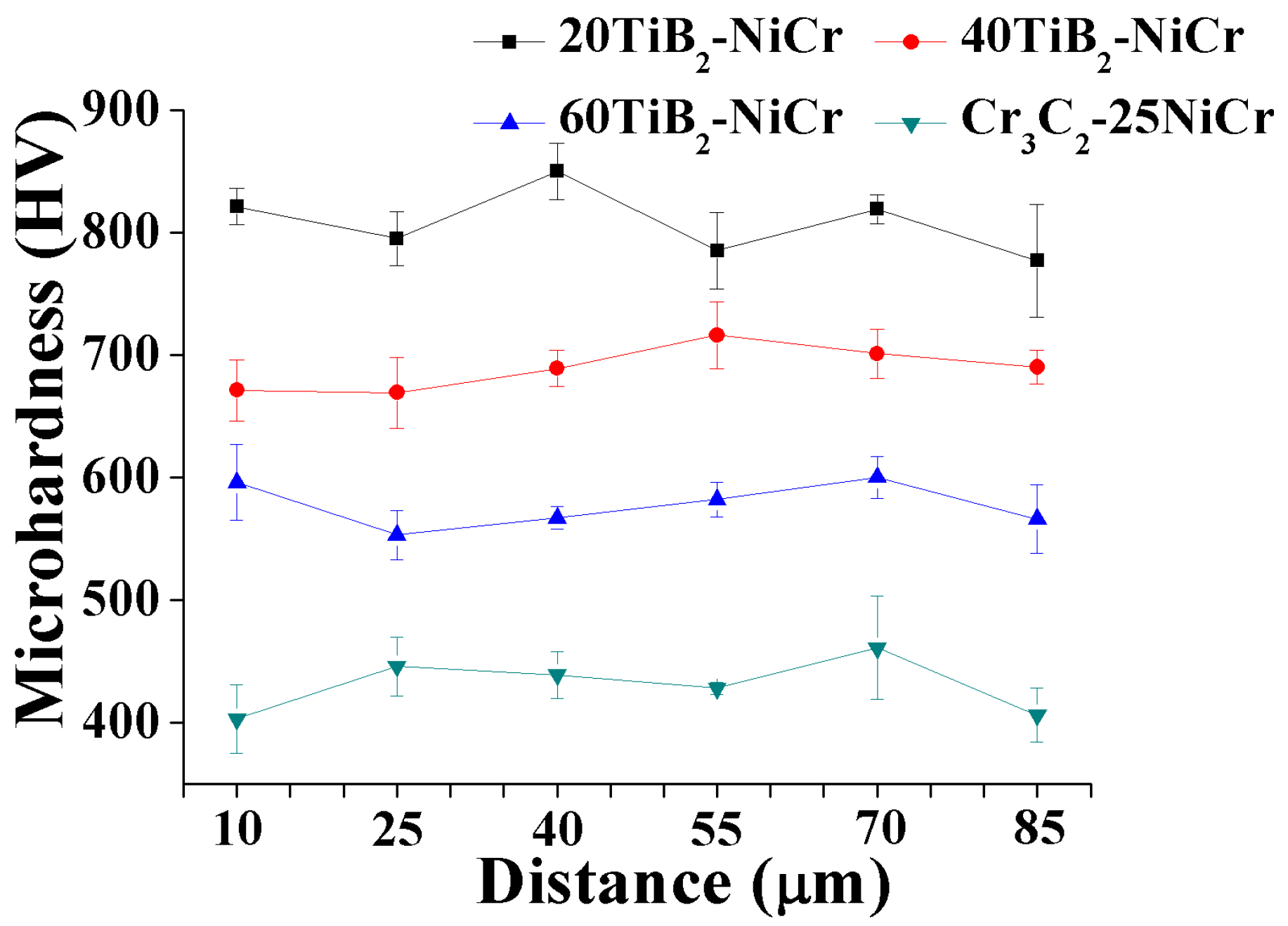
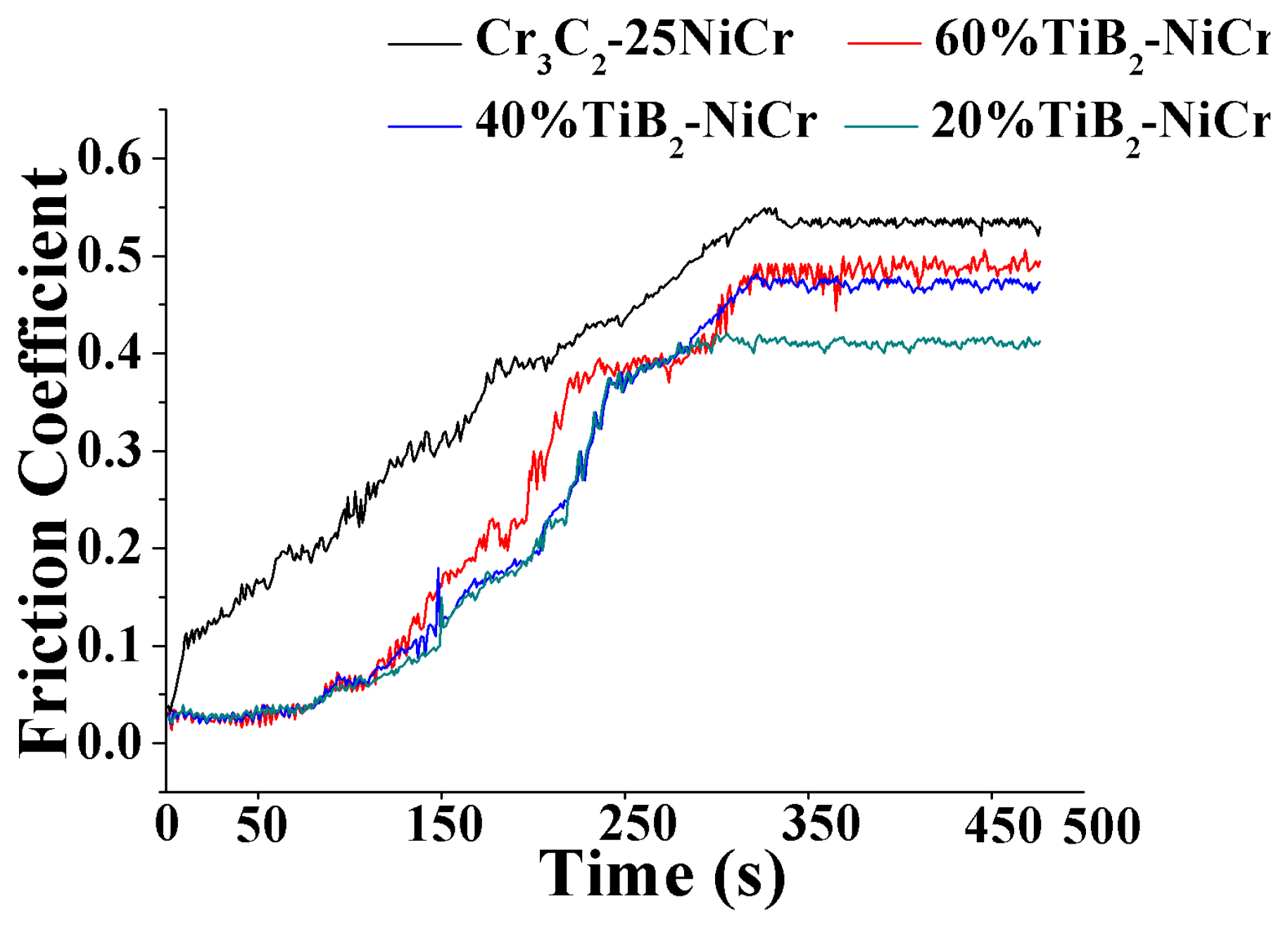
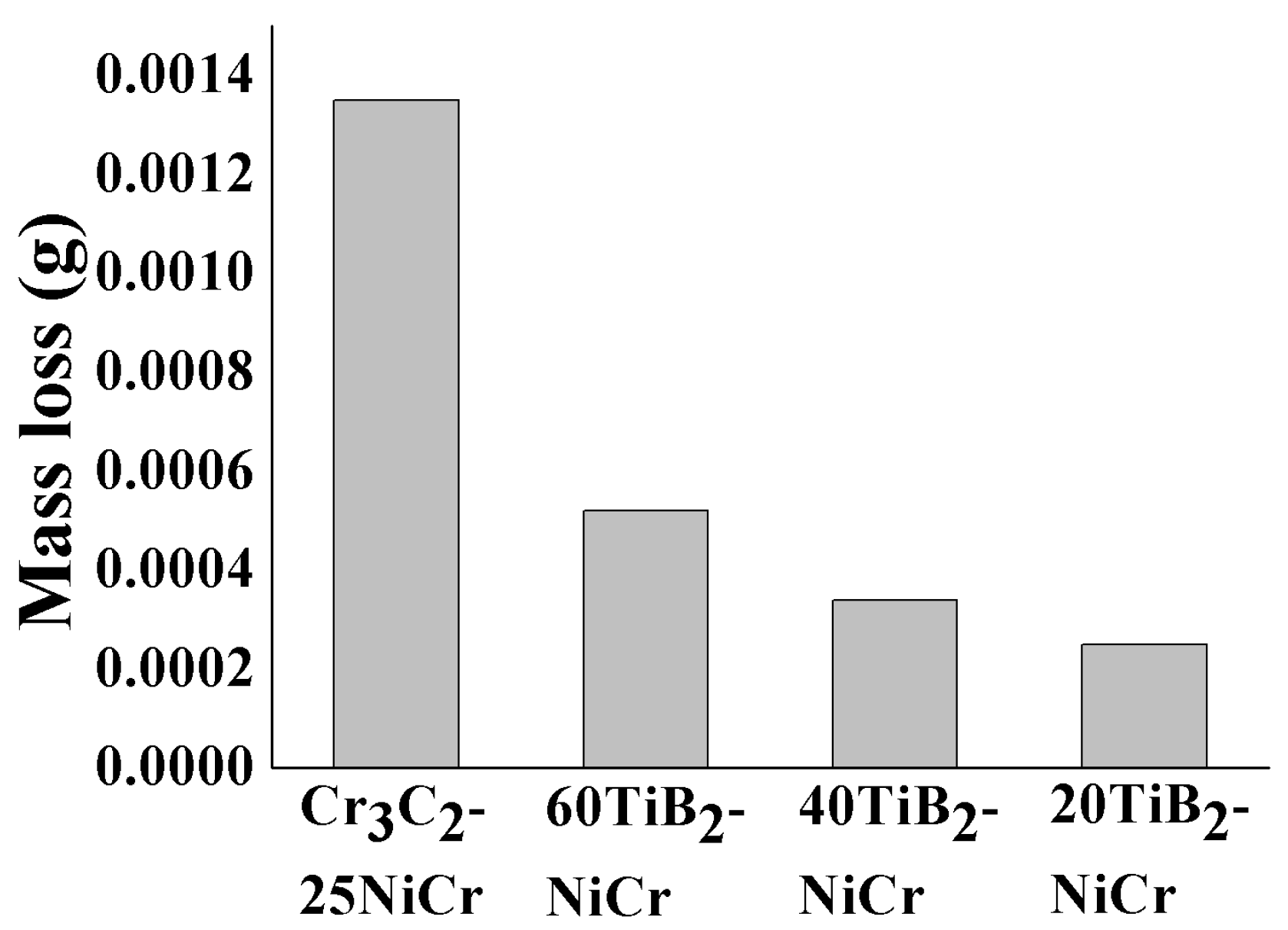
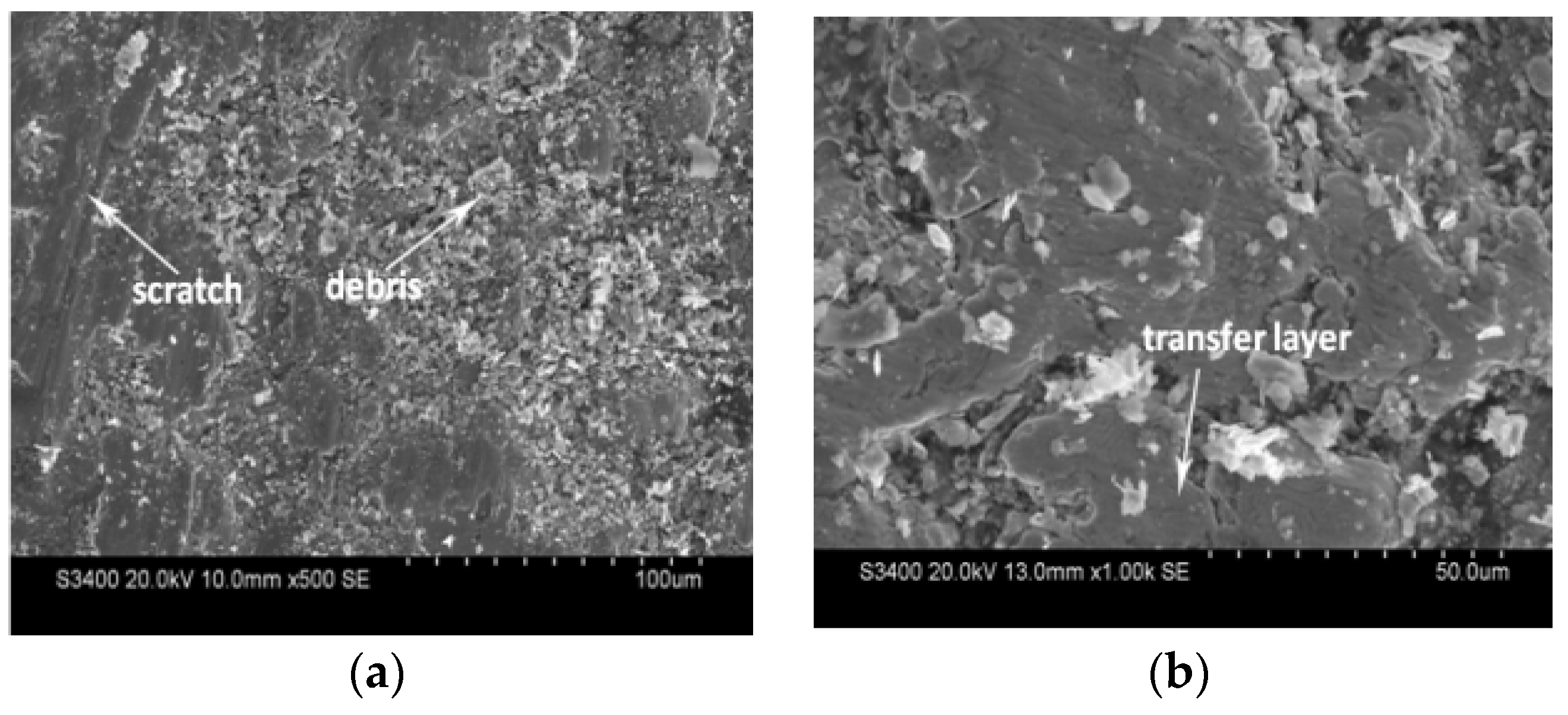
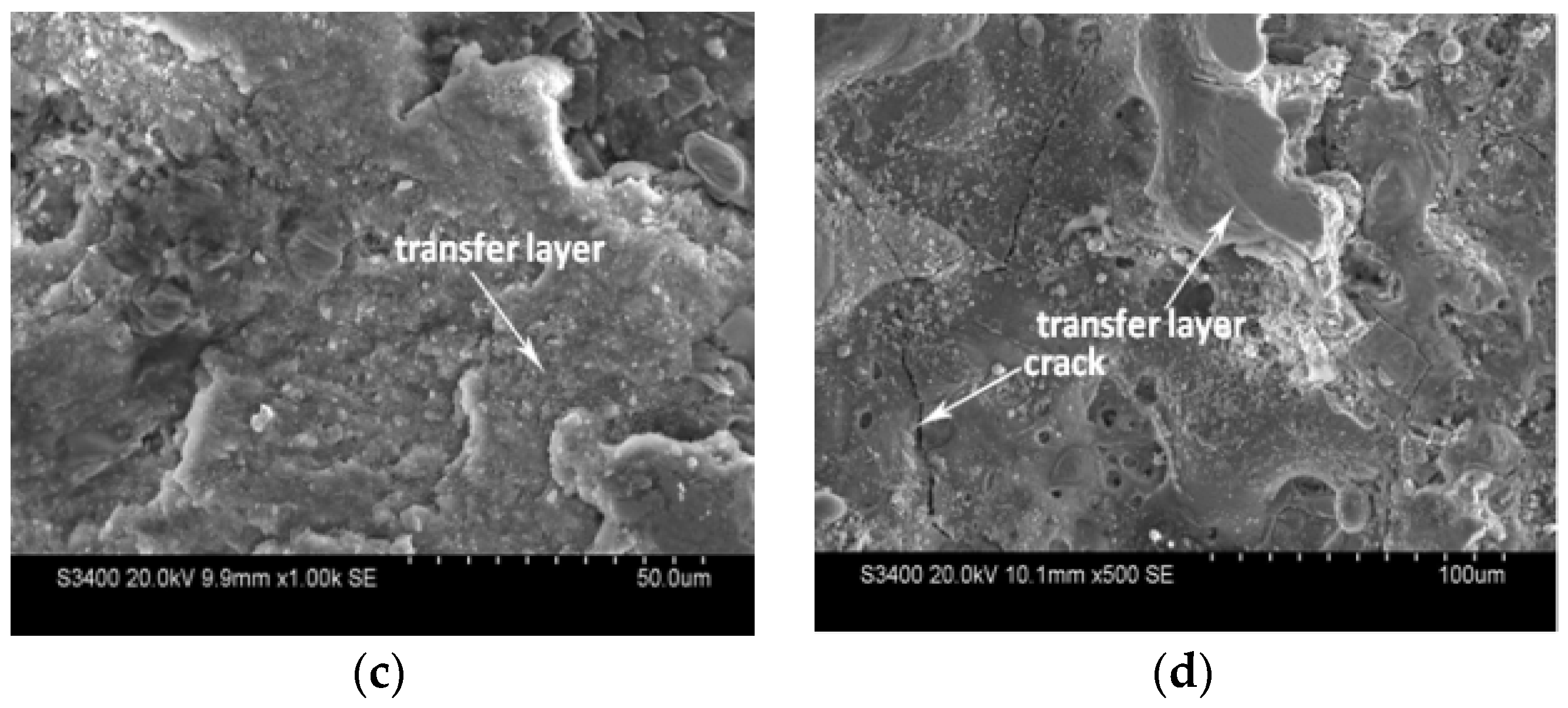
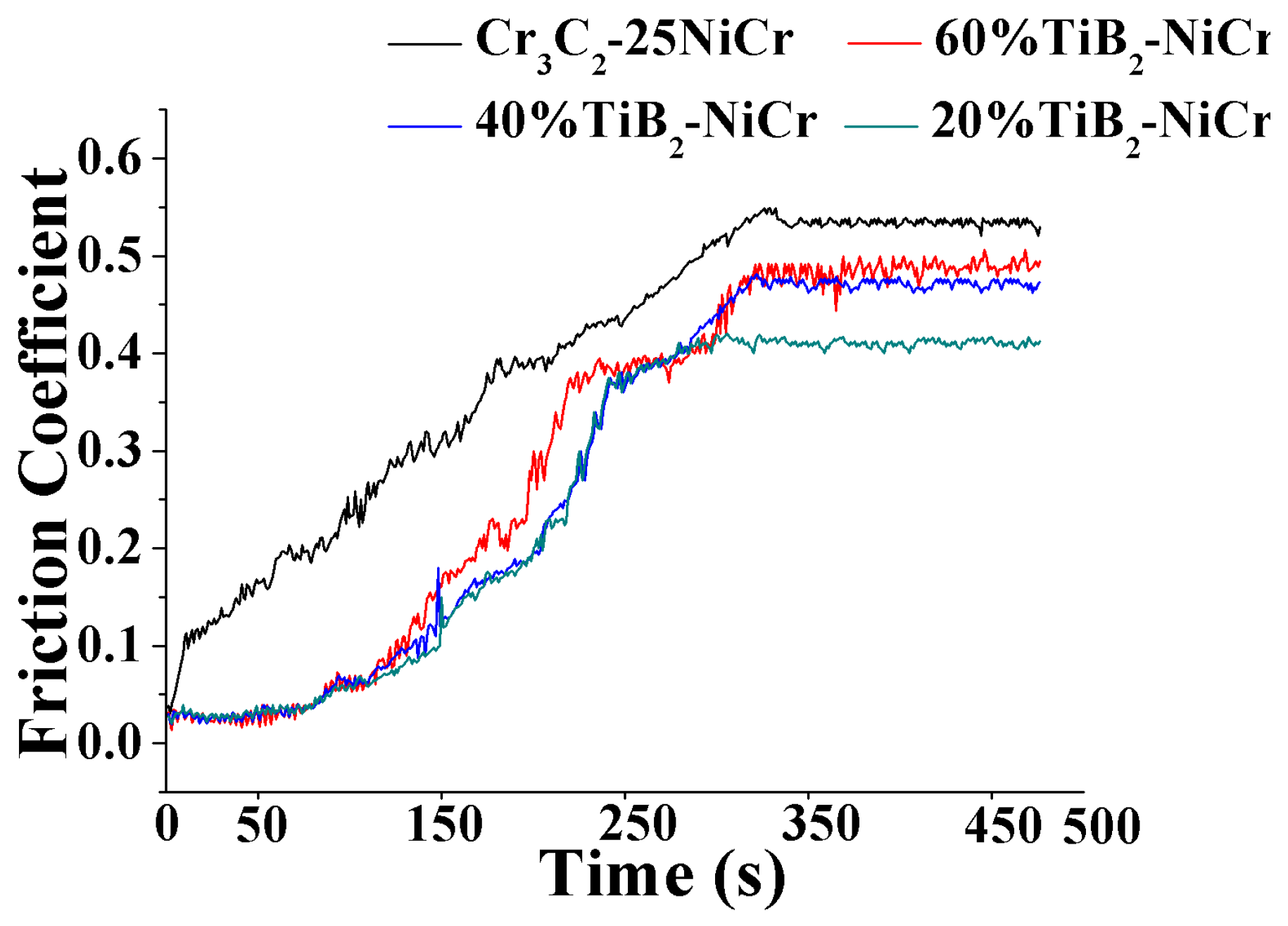
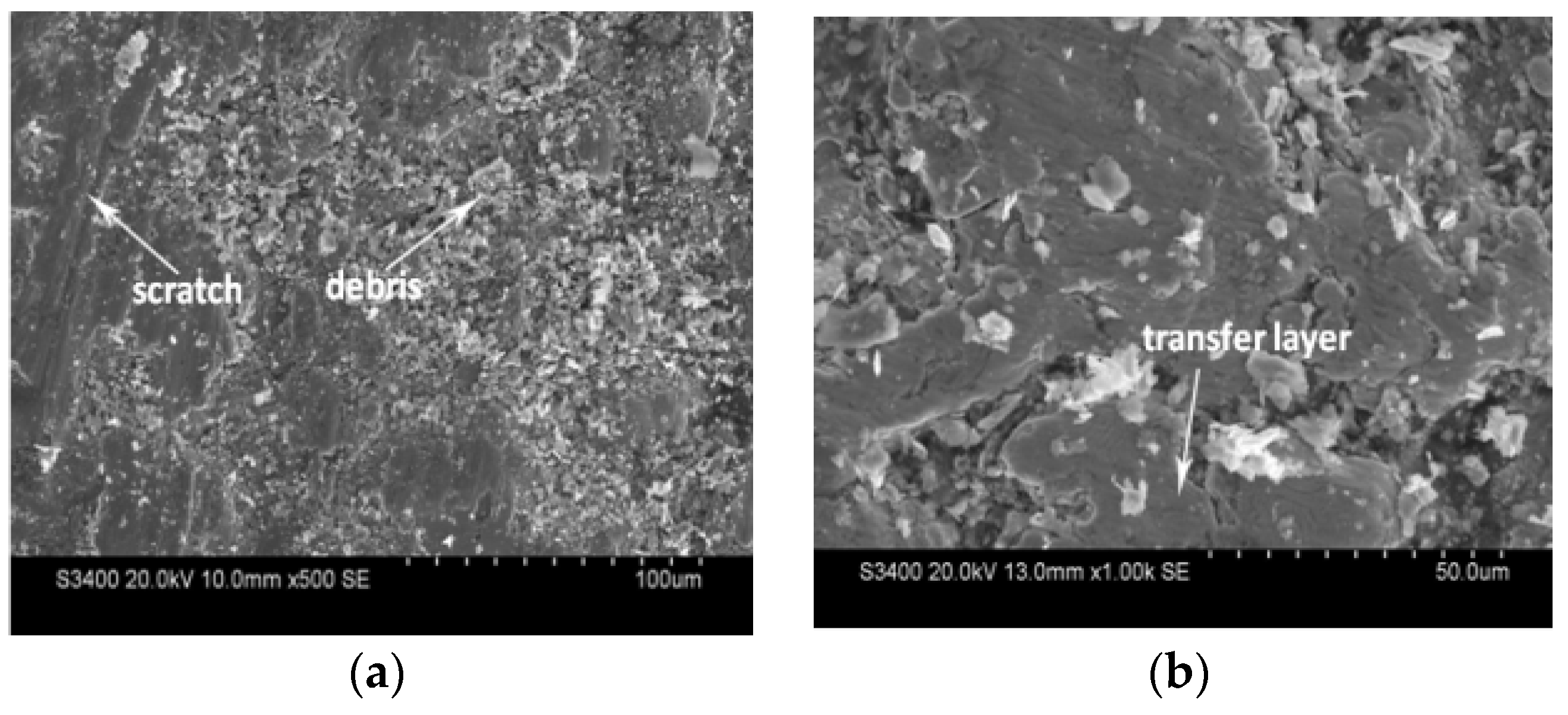
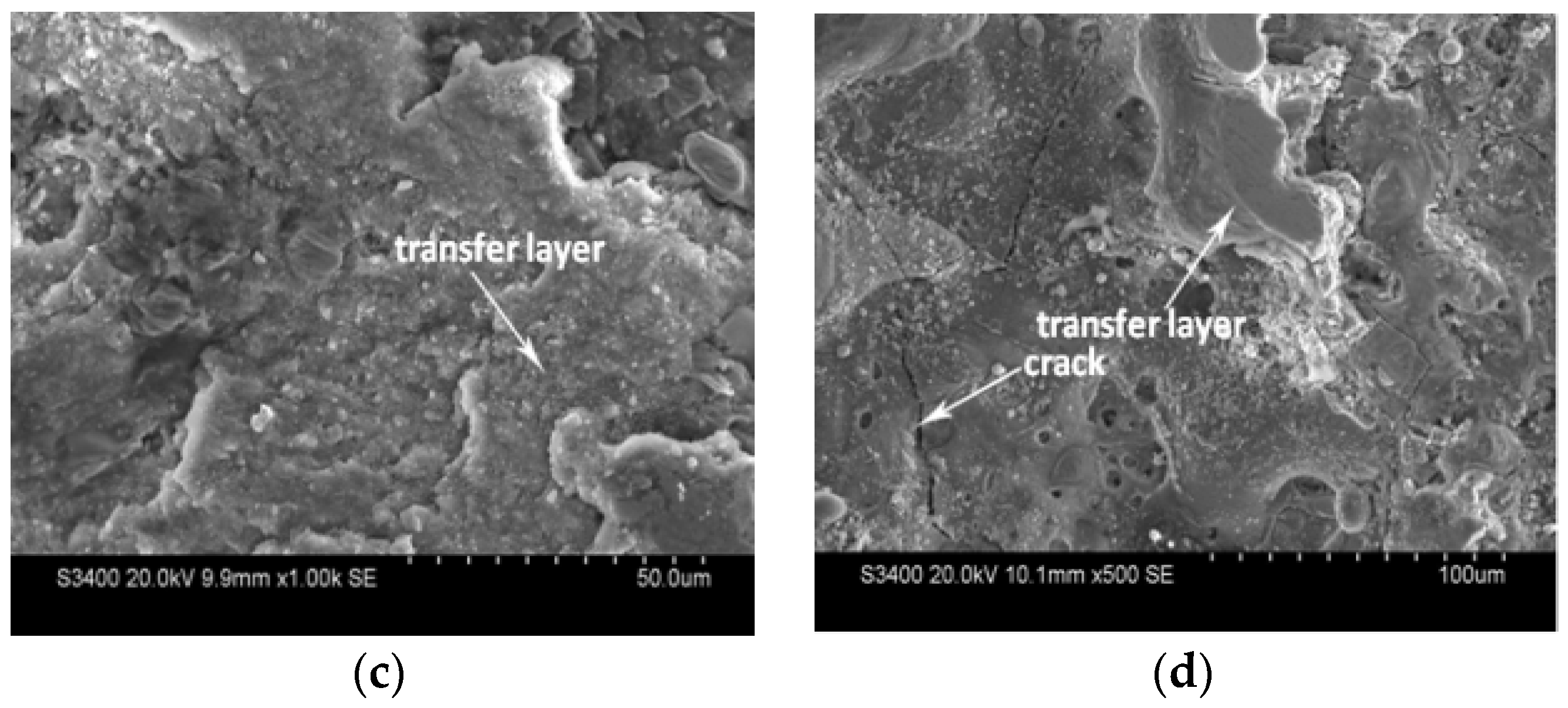
3.3. Tribological Performance of Coatings
4. Conclusions
- The TiB2-NiCr coatings had a typical dense lamellar structure. The as-sprayed coating contained mainly TiB2, Ni4B3 and CrB phases.
- The TiB2-NiCr coatings showed higher hardness, lower mass loss and a lower friction coefficient than the Cr3C2-25NiCr coating.
- With the continuous increase in TiB2 content, the hardness and wear resistance decreased due to the TiB2 deposition rate. The 20 wt % TiB2-NiCr coating demonstrated the best wear resistance.
- The wear resistance changed from abrasive wear to adhesive wear when the 40 wt % and 60 wt % TiB2 were added.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Hou, Z.X.; Jin, Q. Preparation and property study of composite cermet coating used in automobile brake shoes. Therm. Spray Technol. 2012, 4, 46–60. [Google Scholar] [CrossRef]
- Yang, Y.; Liu, B.W.; Xiong, X. Study on friction and wear properties of a new ceramic-based automotive braking pads. Powder Metall. Technol. 2010, 28, 336–341. [Google Scholar] [CrossRef]
- Kermc, M.; Kalin, M.; Vizintin, J. Development and use of an apparatus for tribological evaluation of ceramic-based brake materials. Wear 2005, 259, 1079–1087. [Google Scholar] [CrossRef]
- Ambrosio, E.P.; Pavese, M.; Biamino, S.; Epicoco, P.; Tulliani, J.M.; Fossati, P.; Marino, F.; Fino, P. Cost effective glassy carbon brake pad solution for automotive systems. Adv. Appl. Ceram. 2012, 111, 427–432. [Google Scholar] [CrossRef]
- Wu, Y.; Zeng, D.; Liu, Z.; Qiu, X.; Zhong, X.; Yu, H.; Li, S. Microstructure and sliding wear behavior of nanostructured Ni60-TiB2 composite coating sprayed by HVOF technique. Surf. Coat. Technol. 2011, 206, 1102–1108. [Google Scholar] [CrossRef]
- Wang, H.; Li, H.; Zhu, H.; Cheng, F.; Wang, D.; Li, Z. A comparative study of plasma sprayed TiB2-NiCr and Cr3C2-NiCr composite coatings. Mater. Lett. 2015, 153, 110–113. [Google Scholar] [CrossRef]
- Yan, H.; Zhang, P.; Yu, Z.; Lu, Q.; Yang, S.; Li, C. Microstructure and tribological properties of laser-clad Ni-Cr/TiB2 composite coatings on copper with the addition of CaF2. Surf. Coat. Technol. 2012, 206, 4046–4053. [Google Scholar] [CrossRef]
- Zhu, H.; Li, H.; Li, Z. Plasma sprayed TiB2-Ni cermet coatings: Effect of feedstock characteristics on the microstructure and tribological performance. Surf. Coat. Technol. 2013, 235, 620–627. [Google Scholar] [CrossRef]
- Umanskyi, O.; Hussainova, I.; Storozhenko, M.; Terentyev, O.; Antonov, M. Effect of oxidation on sliding wear behavior of NiCrSiB-TiB2 plasma sprayed coatings. Key Eng. Mater. 2014, 604, 16–19. [Google Scholar] [CrossRef]
- Zhang, M.; Qu, K.L.; Luo, S.X.; Liu, S.S. Effect of Cr on the microstructure and properties of TiC-TiB2 particles reinforced Fe-based composite coatings. Surf. Coat. Technol. 2017, 316, 131–137. [Google Scholar] [CrossRef]
- Wang, X.; Pan, X.; Du, B.; Li, S. Production of in situ TiB2 + TiC/Fe composite coating from precursor containing B4C-TiO2-Al powders by laser cladding. Trans. Nonferr. Met. Soc. China 2013, 23, 1689–1693. [Google Scholar] [CrossRef]
- Dallaire, S.; Levert, H. Development of cored wires for improving the abrasion wear resistance of austenitic stainless steel. J. Therm. Spray Technol. 1997, 6, 456–462. [Google Scholar] [CrossRef]
- Wert, J.J.; Oppliger, S.J. The influence of composition and processing parameters on the mechanical properties and erosion response of Ni-TiB2 coatings. J. Mater. Eng. Perform. 1992, 1, 129–142. [Google Scholar] [CrossRef]
- Yue, X.; Cai, Z.; Lu, X.; Wang, J.; Ru, H. Effect of Ni content on microstructures and mechanical properties of hot-pressed TiC-TiB2-Ni composite. Mater. Sci. Eng. A 2016, 668, 208–214. [Google Scholar] [CrossRef]
- Jones, M.; Horlock, A.J.; Shipway, P.H.; Mccartney, D.G.; Wood, J.V. A comparison of the abrasive wear behavior of HVOF sprayed titanium carbide-and titanium boride-based cermet coatings. Wear 2001, 251, 1009–1016. [Google Scholar] [CrossRef]
- Gigan, G.; Ekh, M.; Vernersson, T.; Lunden, R. Modelling of grey cast iron foe application to brake discs for heavy vehicles. Proc. Inst. Mech. Eng. Part D J. Automob. Eng. 2017, 231, 35–49. [Google Scholar] [CrossRef]
- Cho, M.H.; Kim, S.J.; Basch, R.H.; Fash, J.W.; Jang, H. Tribological study of gray cast iron with automotive brake linings: The effect of rotor microstructure. Tribol. Int. 2003, 36, 537–545. [Google Scholar] [CrossRef]
- Li, J.; Zhang, X.J.; Wang, H.P.; Li, M.P. Microstructure and mechanical properties of Ni-based composite coatings reinforced by insitu synthesized TiB2 + TiC by laser cladding. Int. J. Miner. Metall. Mater. 2013, 20, 57–64. [Google Scholar] [CrossRef]
- Zhang, N.; Lin, D.; He, B.; Zhang, G.; Li, D. Effect of oxyacetylene flame remelting on wear behaviour of supersonic air-plasma sprayed NiCrBSi/h-BN composite coatings. Surf. Rev. Lett. 2017, 24, 83–90. [Google Scholar] [CrossRef]
- Zhu, H.; Li, H. Tribological Performance of TiB2-Ni Composite Coating Deposited by APS. Rare Met. Mater. Eng. 2012, 41, 481–486. [Google Scholar]
- Vleugels, J.; Kumar, K.C.H.; Vitchev, R.G.; Vanderbiest, O. Unlubricated fretting wear of TiB2-containing composites against bearing steel. Metall. Mater. Trans. A 2002, 33, 3847–3859. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Ti | B | Fe | Co | Mn | C | N | O | Cr | Si | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|
| TiB2 | Bal. | 30.75 | 0.14 | 0.011 | 0.03 | 0.13 | 0.2 | 0.5 | – | – | – |
| NiCr | – | – | – | – | – | 0.01 | – | 0.025 | 19.86 | 0.02 | Bal |
| Cr3C2-25NiCr | – | – | – | – | – | 10 | – | – | Bal. | 0 | 20 |
| Parameters | Value |
|---|---|
| Current (A) | 600 |
| Voltage (V) | 40 |
| Ar/H2 (L/min) | 40/10 |
| Powder feed rate (g/min) | 30–40 |
| Gun traverse speed (mm/s) | 100 |
| Spraying distance (mm) | 100 |
| Pre-heating temperature (°C) | 150 |
| Figure 3 | Zone | Ni | Cr | C | O | Ti | B |
|---|---|---|---|---|---|---|---|
| (a) | A | 0.60 | – | – | – | 38.78 | 60.62 |
| B | 26.09 | 11.54 | – | 59.28 | 3.09 | – | |
| C | 78.62 | 19.98 | – | – | 1.40 | – | |
| (c) | E | 73.70 | 12.87 | – | – | 1.16 | 12.26 |
| F | 12.97 | 26.65 | – | 25.28 | 25.26 | 9.86 | |
| (d) | G | 72.38 | 14.62 | 11.11 | 1.89 | – | – |
| H | 1.23 | 55.10 | 43.67 | – | – | – |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, N.; Zhang, N.; Wei, X.; Zhang, Y.; Li, D. Microstructure and Tribological Performance of TiB2-NiCr Composite Coating Deposited by APS. Coatings 2017, 7, 238. https://doi.org/10.3390/coatings7120238
Zhang N, Zhang N, Wei X, Zhang Y, Li D. Microstructure and Tribological Performance of TiB2-NiCr Composite Coating Deposited by APS. Coatings. 2017; 7(12):238. https://doi.org/10.3390/coatings7120238
Chicago/Turabian StyleZhang, Ning, Nannan Zhang, Xufeng Wei, Yue Zhang, and Deyuan Li. 2017. "Microstructure and Tribological Performance of TiB2-NiCr Composite Coating Deposited by APS" Coatings 7, no. 12: 238. https://doi.org/10.3390/coatings7120238
APA StyleZhang, N., Zhang, N., Wei, X., Zhang, Y., & Li, D. (2017). Microstructure and Tribological Performance of TiB2-NiCr Composite Coating Deposited by APS. Coatings, 7(12), 238. https://doi.org/10.3390/coatings7120238