
Mechanisms of Spatter Formation and Suppression in Aluminum Alloy via Hybrid Fiber–Semiconductor Laser System

 ,
, 
 ,
,
Abstract
1. Introduction
2. Experiments and Methods
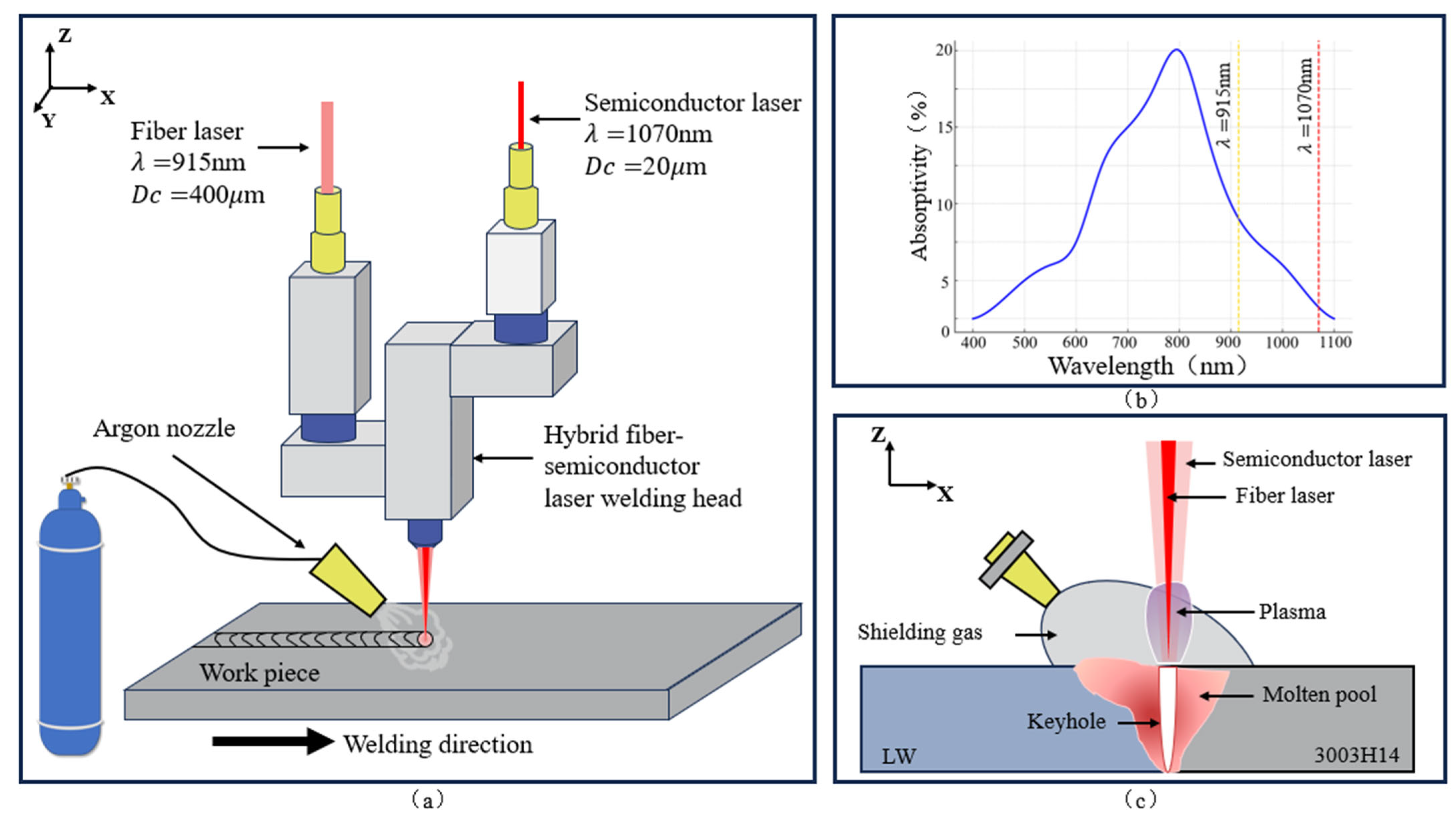
2.1. Hybrid Fiber–Semiconductor Laser Welding Experiments
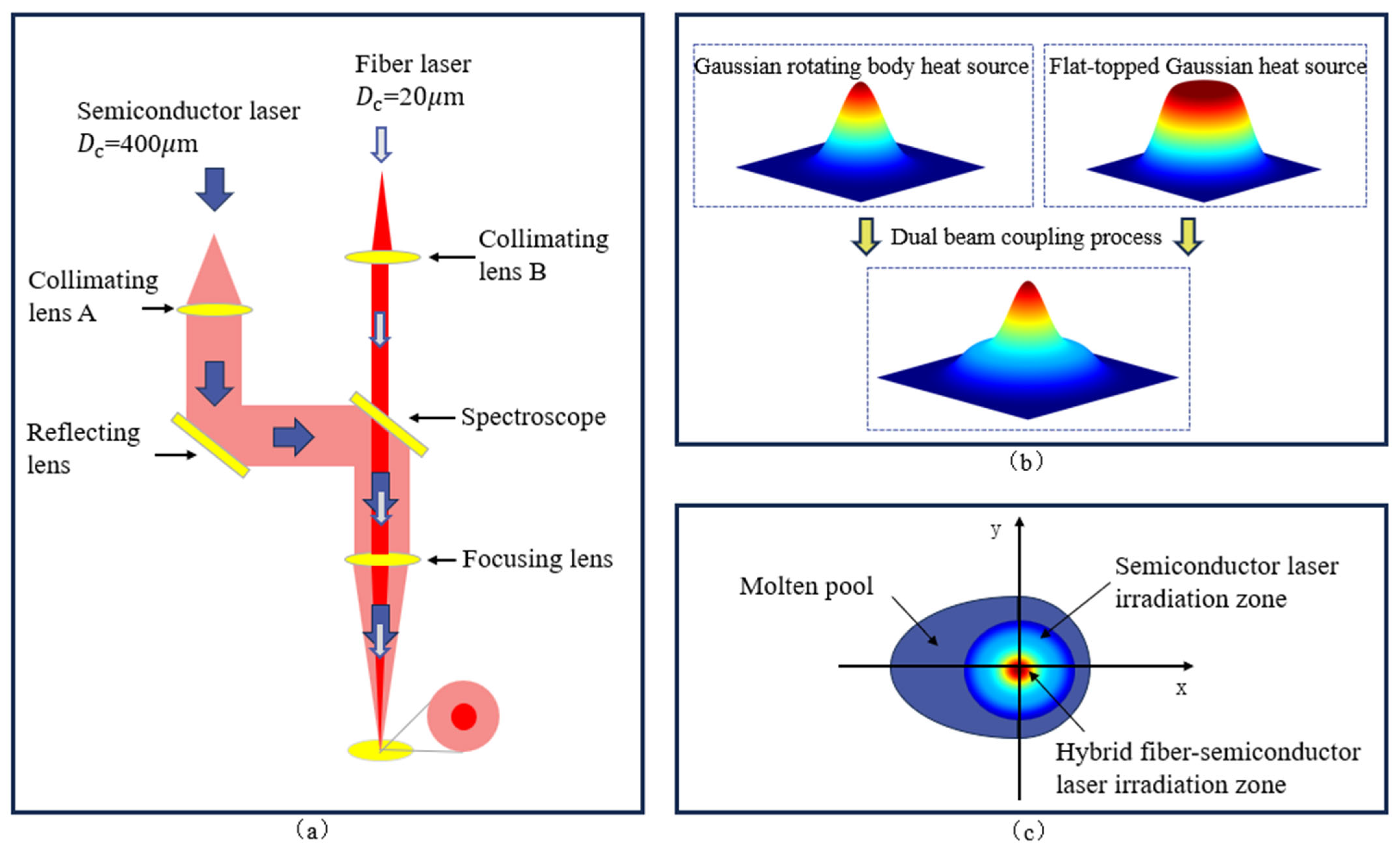
2.2. Energy Characteristics of the Hybrid Laser Beam
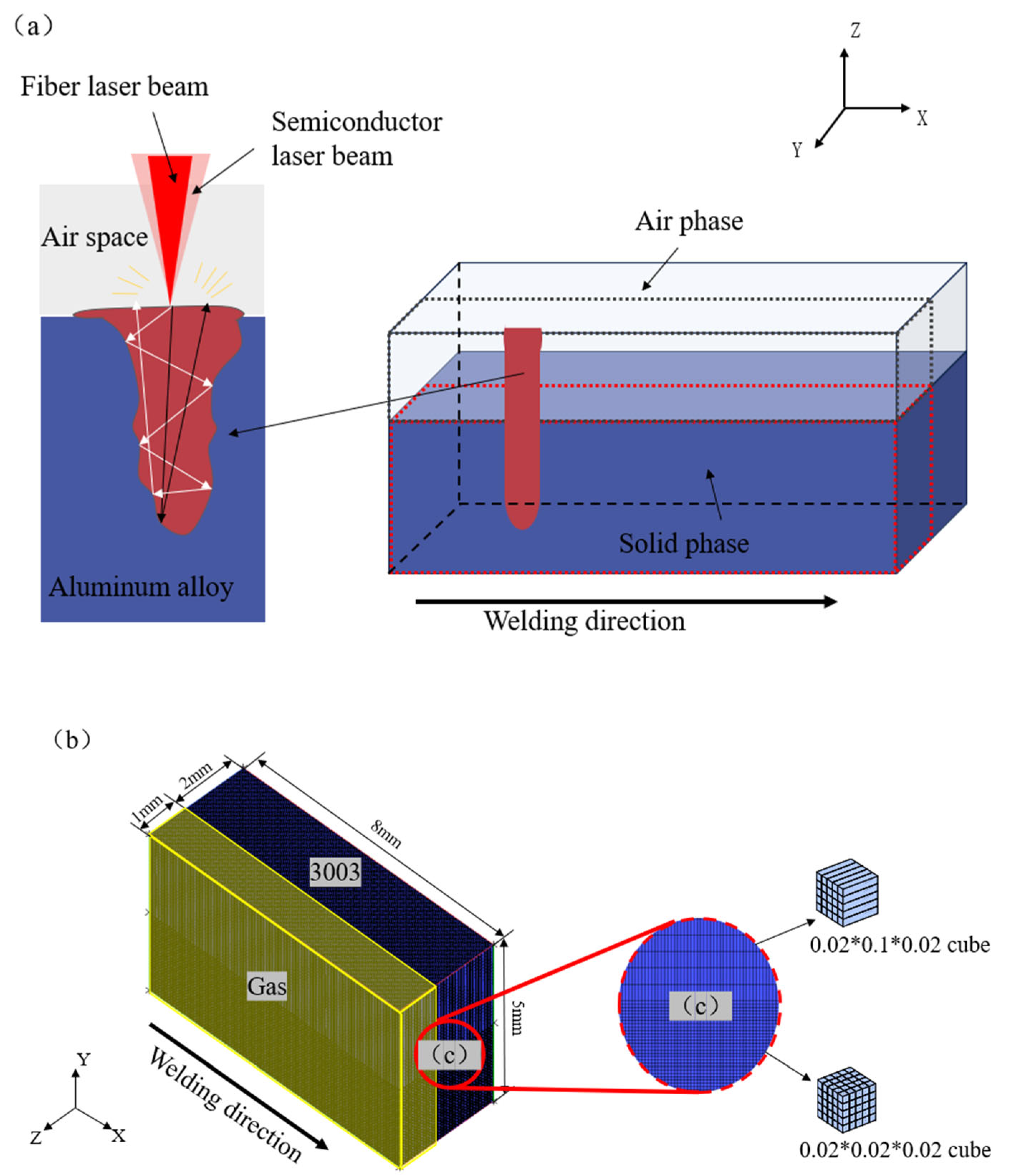
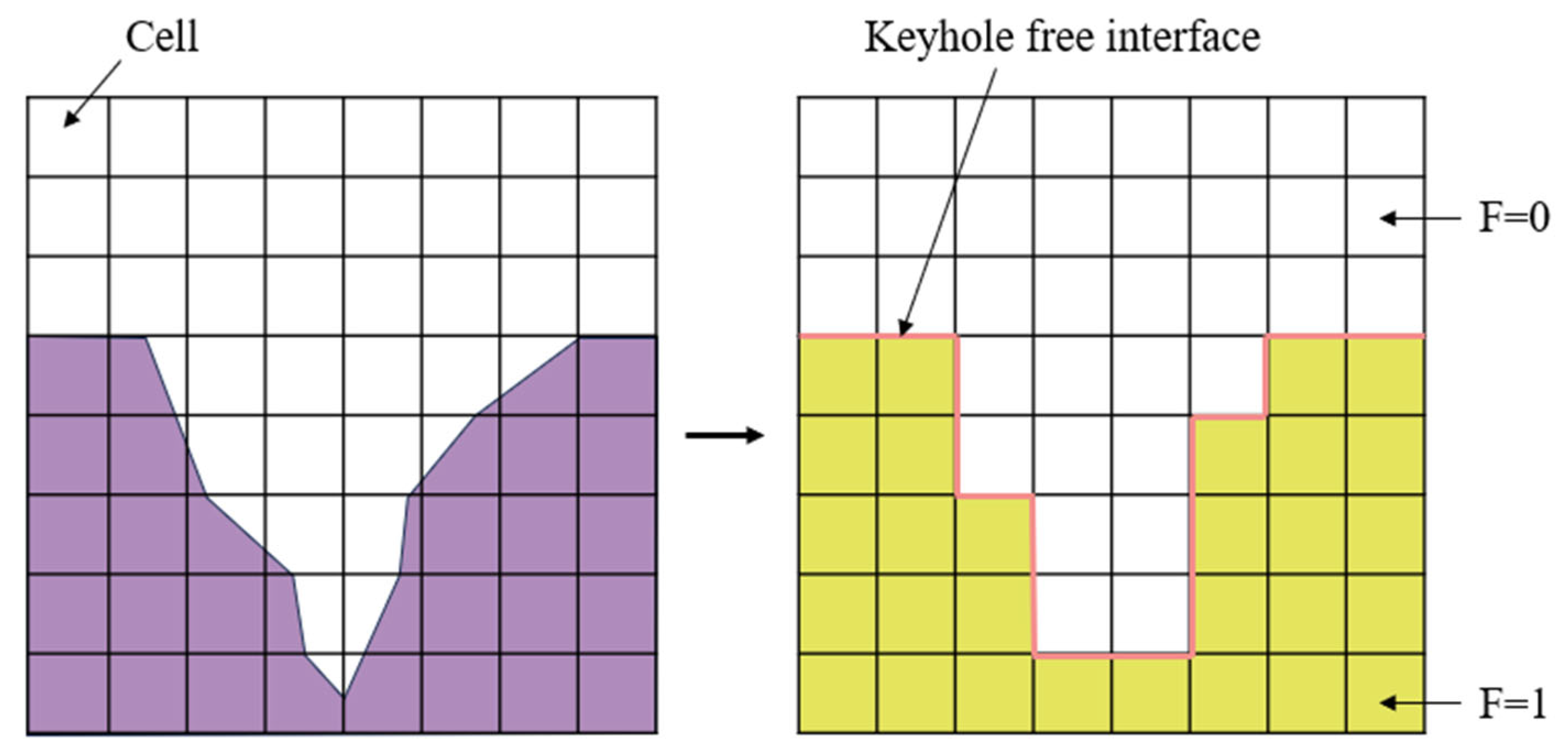
2.3. Multiphysics Modeling of Hybrid Laser Welding
3. Results and Discussion
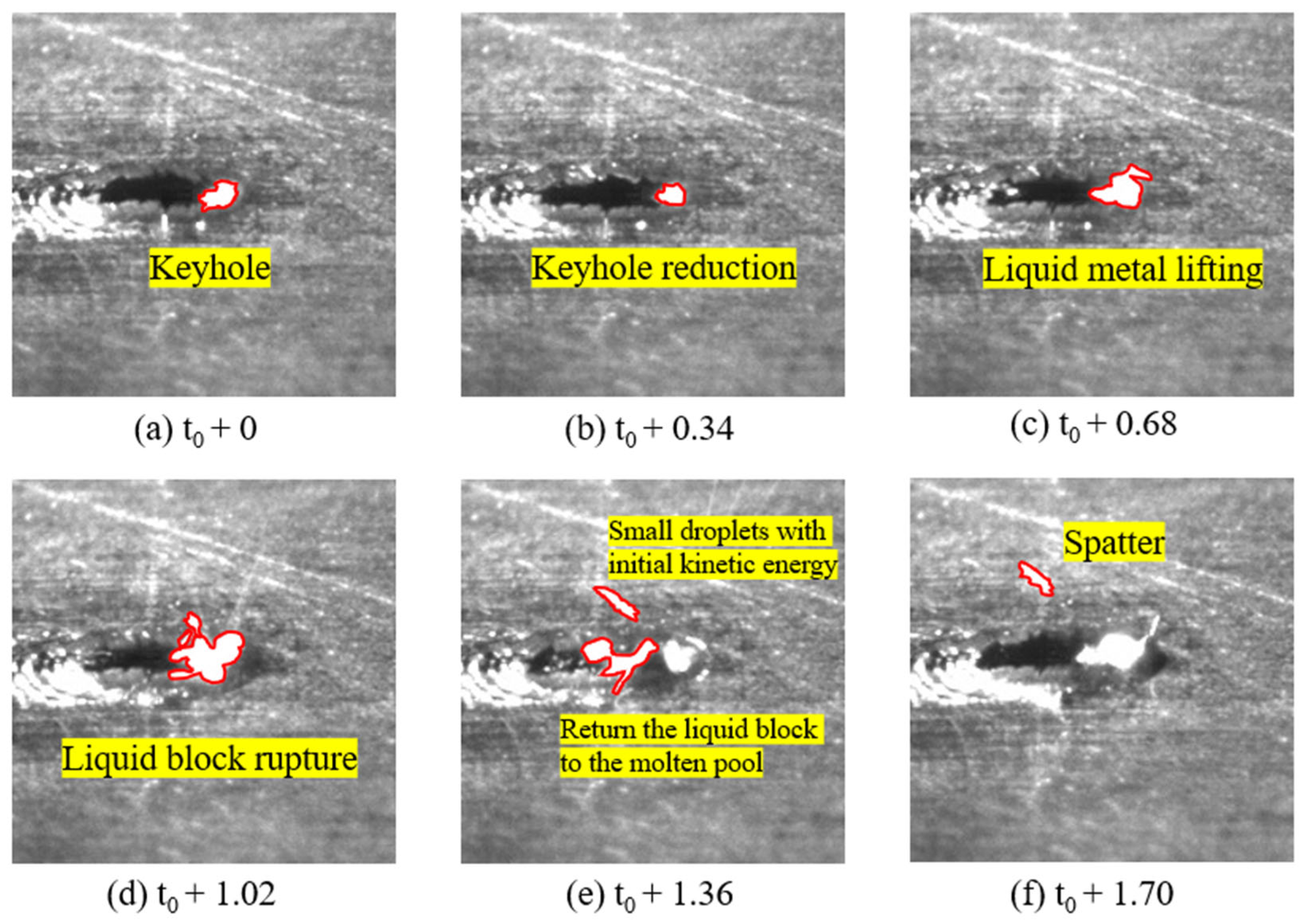
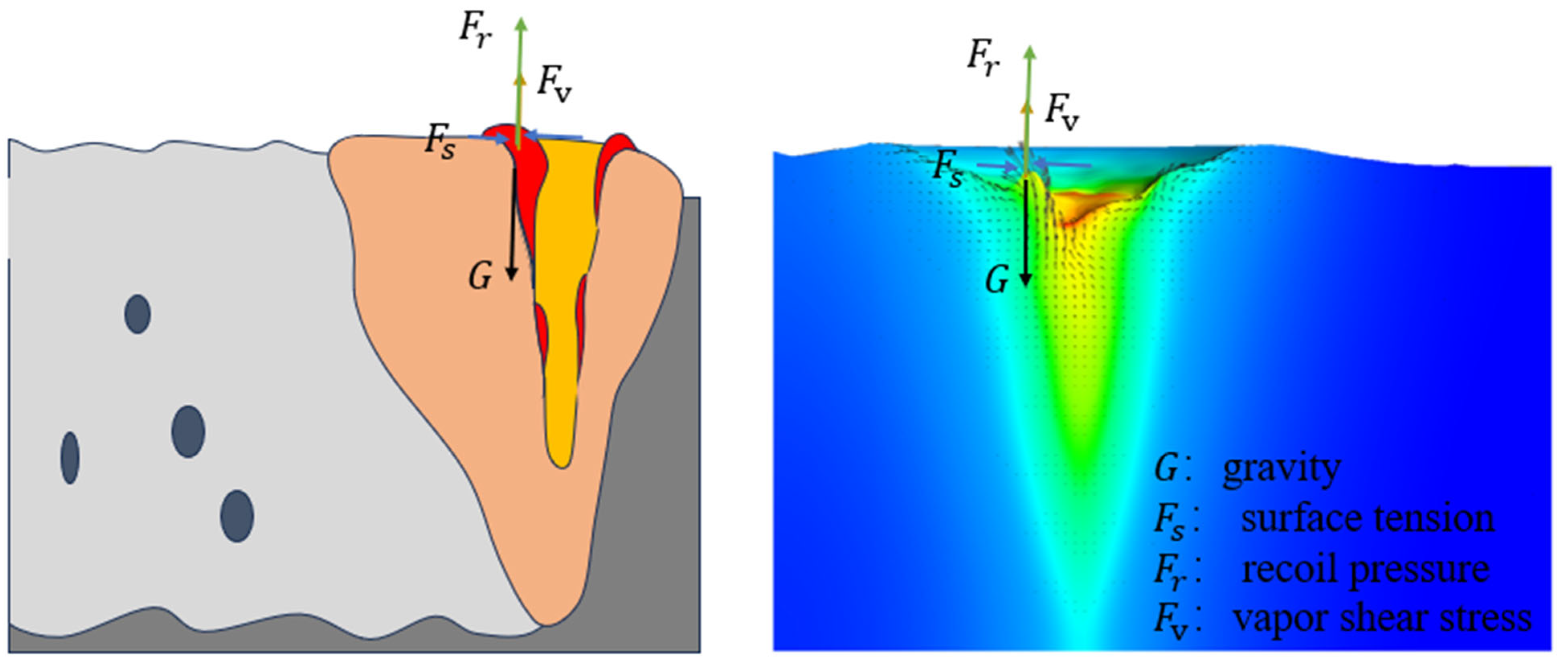
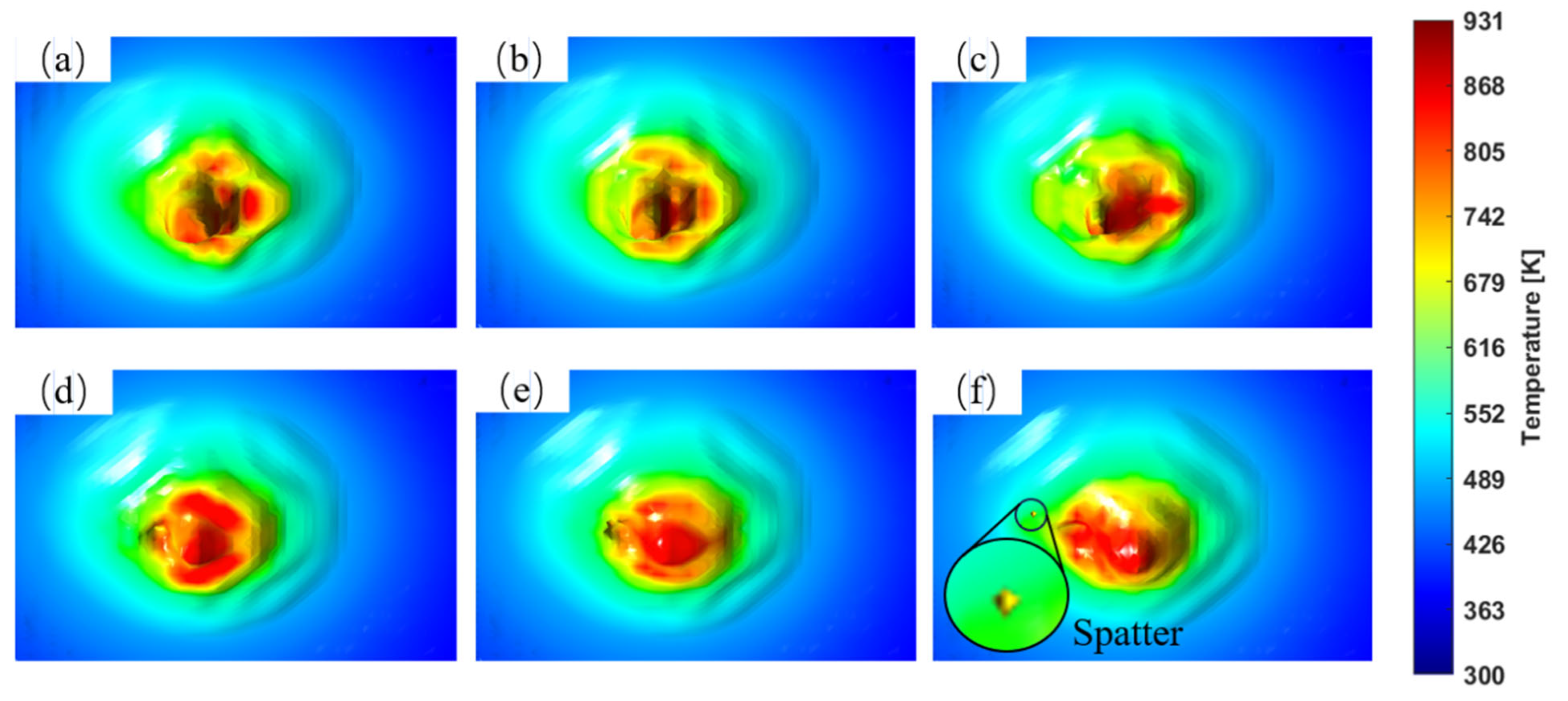
3.1. Analysis of Spatter Formation Mechanism
3.2. Study on the Spatter Suppression Mechanism
3.2.1. Surface Tension Effect
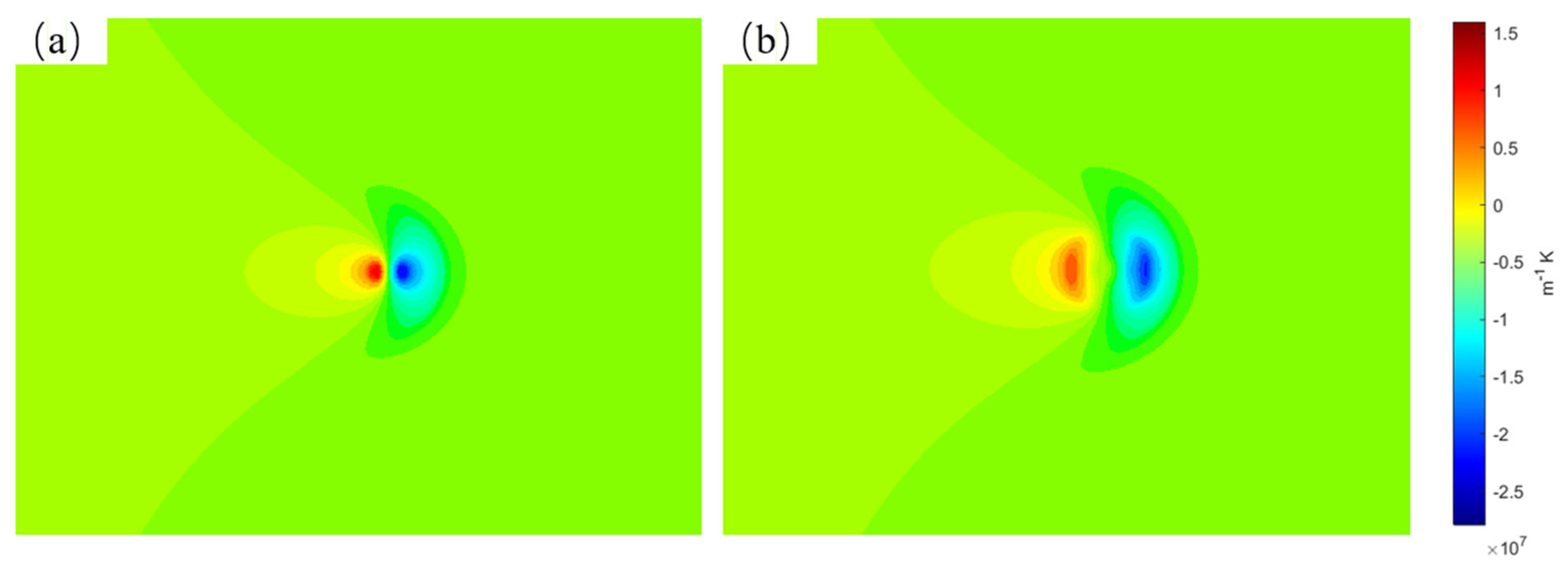
3.2.2. Recoil Pressure Effect
4. Conclusions
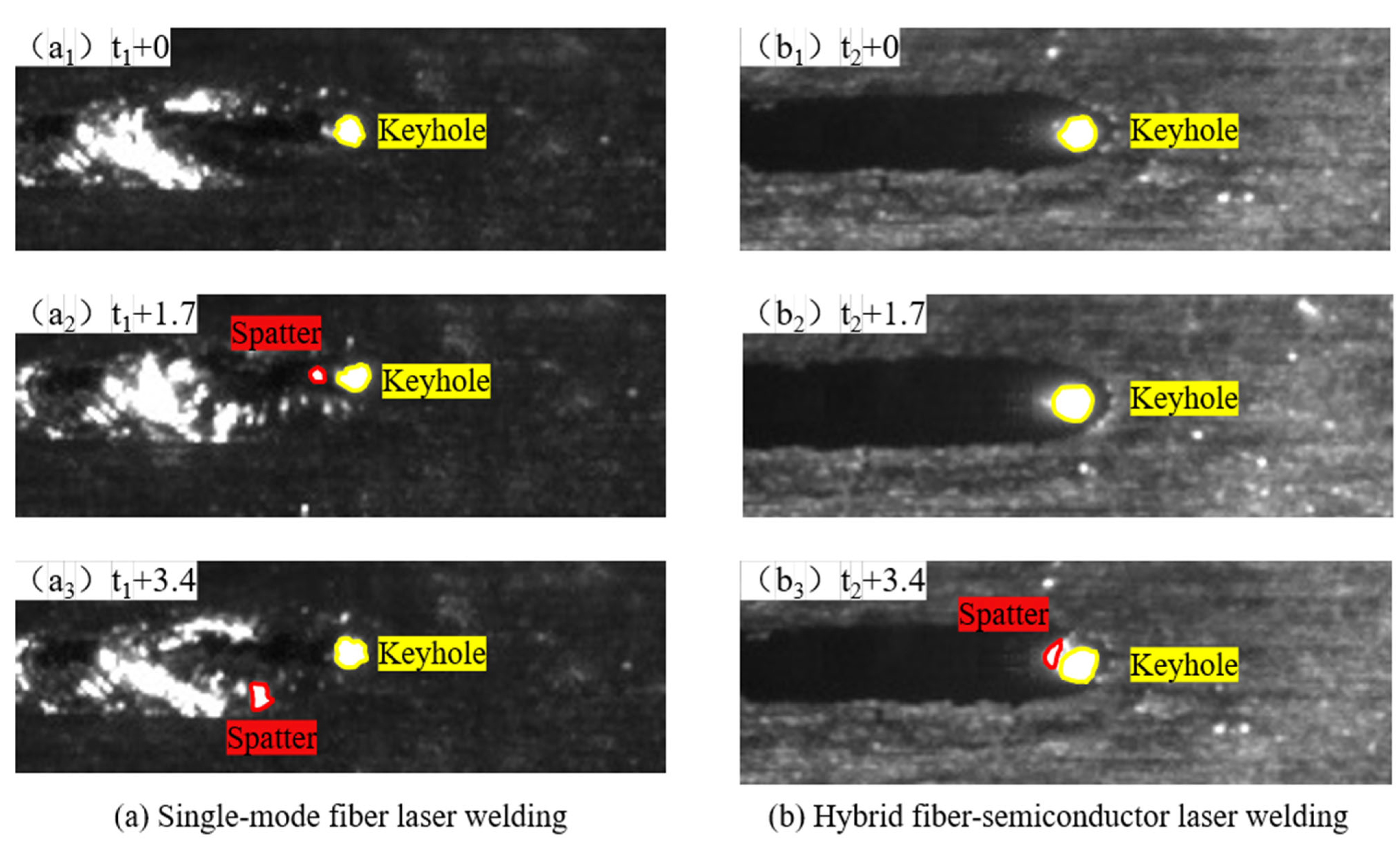
- Spatter Formation Mechanism: High-speed imaging reveals that laser-induced metal vaporization forms a keyhole, where recoil pressure causes molten pool fluctuations. Droplet collisions reduce the keyhole volume, while temperature gradients trigger Marangoni convection, elevating droplets that subsequently rupture into spatter particles. Simulations confirm experimental observations of liquid metal dynamics under competing forces (recoil pressure, gravity, and surface tension), demonstrating that spatter generation results from complex multi-force interactions. These findings provide fundamental insights for welding process optimization.
- Surface Tension-Mediated Spatter Suppression: Hybrid laser welding effectively reduces spatter through optimized energy distribution and molten pool surface tension regulation. The process minimizes thermal gradients, thereby weakening Marangoni-driven flows. Experimental results demonstrate reduced molten pool flow velocities and significant spatter suppression, ultimately enhancing welding quality and process stability. This approach combines semiconductor and fiber lasers to achieve superior energy distribution uniformity.
- Recoil Pressure-Mediated Spatter Suppression: The hybrid system suppresses spatter by controlling recoil pressure generated through laser-induced vaporization, promoting stable molten metal flow. Compared to single fiber lasers, the hybrid configuration provides enhanced energy density distribution and broader power modulation capability, enabling more uniform temperature and pressure profiles. High-speed imaging confirms improved process stability, showing well-developed molten pools with smooth flow characteristics and minimal spatter generation. Further optimization of laser parameters can enhance spatter control capabilities.
- Future Research Directions: Subsequent studies will integrate optical coherence tomography (OCT) for real-time spatter monitoring and employ machine learning techniques to analyze multi-sensor datasets for quantitative spatter prediction and classification. In addition, the effects of thermocapillary instability under evaporative recoil pressure on melt pool boundary fluctuations and spatter formation will be systematically investigated. This will provide deeper insight into the coupled fluid-thermal dynamics influencing spatter generation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sadeghian, A.; Iqbal, N. A review on dissimilar laser welding of steel-copper, steel-aluminum, aluminum-copper, and steel-nickel for electric vehicle battery manufacturing. Opt. Laser. Technol. 2022, 146, 107595. [Google Scholar] [CrossRef]
- Wu, D.; Zhang, P.; Yu, Z. Progress and perspectives of in-situ optical monitoring in laser beam welding: Sensing, characterization and modeling. J. Manuf. Process 2022, 75, 767–791. [Google Scholar] [CrossRef]
- Zeng, D.; Wu, D.; Huang, H. Online identification of laser welding penetration through multi-photoelectric decomposition-reconstruction and shifted-windows-based transformer deep learning framework. Measurement 2025, 247, 116872. [Google Scholar] [CrossRef]
- Hess, A.; Schuster, R.; Heider, A. Continuous wave laser welding of copper with combined beams at wavelengths of 1030 nm and of 515 nm. Phys. Procedia 2011, 12, 88–94. [Google Scholar] [CrossRef]
- Helm, J.; Schulz, A.; Olowinsky, A. Laser welding of laser-structured copper connectors for battery applications and power electronics. Weld. World 2020, 64, 611–622. [Google Scholar] [CrossRef]
- Zhao, Y.; Li, X.; Liu, Z. Stability enhancement of molten pool and keyhole for 2195 AlLi alloy using fiber-diode laser hybrid welding. J. Manuf. Process. 2023, 85, 724–741. [Google Scholar] [CrossRef]
- Morawiec, M.; Rózański, M.; Grajcar, A. Effect of dual beam laser welding on microstructure-property relationships of hot-rolled complex phase steel sheets. Arch. Civ. Mech. Eng. 2017, 17, 145–153. [Google Scholar] [CrossRef]
- Punkari, A.; Weckman, D.C.; Kerr, H.W. Effects of magnesium content on dual beam Nd: YAG laser welding of Al–Mg alloys. Sci. Technol. Weld. Join. 2003, 8, 269–281. [Google Scholar] [CrossRef]
- Sadeghian, A.; Nath, S.; Huang, Y. Quasi-continuous wave pulsed laser welding of copper lap joints using spatial beam oscillation. Micromachines 2022, 13, 2092. [Google Scholar] [CrossRef]
- Bergmann, J.P.; Bielenin, M.; Feustel, T. Aluminum welding by combining a diode laser with a pulsed Nd: YAG laser. Weld. World 2015, 59, 307–315. [Google Scholar] [CrossRef]
- Zhao, C.; Shi, B.; Chen, S. Laser melting modes in metal powder bed fusion additive manufacturing. Rev. Mod. Phys. 2022, 94, 045002. [Google Scholar] [CrossRef]
- Faraji, A.H.; Goodarzi, M.; Seyedein, S.H. Effects of welding parameters on weld pool characteristics and shape in hybrid laser-TIG welding of AA6082 aluminum alloy: Numerical and experimental studies. Weld. World 2016, 60, 137–151. [Google Scholar] [CrossRef]
- Fujio, S.; Sato, Y.; Takenaka, K. Welding of pure copper wires using a hybrid laser system with a blue diode laser and a single-mode fiber laser. J. Laser. Appl. 2021, 33, 042056. [Google Scholar] [CrossRef]
- Rivera, J.S.; Gagné, M.O.; Tu, S. Quality classification model with machine learning for porosity prediction in laser welding aluminum alloys. J. Laser. Appl. 2023, 35, 022011. [Google Scholar] [CrossRef]
- Jadidi, A.; Mi, Y.; Sikström, F. Beam offset detection in laser stake welding of Tee Joints using machine learning and spectrometer measurements. Sensors 2022, 22, 3881. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhan, X.; Ma, L. The energy synergistic mechanism of coaxial heterogeneous-wavelength hybrid laser beam and its effect on welding molten pool dynamics for aluminum alloy. J. Mater. Process. Technol. 2024, 333, 118605. [Google Scholar] [CrossRef]
- Kaplan, A.F.H. Laser absorptivity on wavy molten metal surfaces: Categorization of different metals and wavelengths. J. Laser Appl. 2014, 26, 012007. [Google Scholar] [CrossRef]
- Liu, G.; Zhang, Z.; Wang, H. Influence of laser welding defocus and penetration monitoring based on advanced optical sensors. Optik 2023, 280, 170811. [Google Scholar] [CrossRef]
- Wang, L.; Zhao, Y.; Li, Y.; Zhan, X. Droplet transfer induced keyhole fluctuation and its influence regulation on porosity rate during hybrid laser arc welding of aluminum alloys. Metals 2021, 11, 1510. [Google Scholar] [CrossRef]
- Ke, W.; Bu, X.; Oliveira, J.; Xu, W.; Wang, Z.; Zeng, Z. Modeling and numerical study of keyhole-induced porosity formation in laser beam oscillating welding of 5A06 aluminum alloy. Opt. Laser Technol. 2021, 133, 106540. [Google Scholar] [CrossRef]
- Zhao, C.X.; Kwakernaak, C.; Pan, Y. The effect of oxygen on transitional Marangoni flow in laser spot welding. Acta Mater. 2010, 58, 6345–6357. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Mn | Cu | Fe | Si | Zn | Al |
|---|---|---|---|---|---|---|
| 3003 | 1.3 | 0.13 | 0.7 | 0.6 | 0.1 | Bal. |
| Parameter | Fiber Laser | Semiconductor Laser |
|---|---|---|
| Maximum power W | 1000 | 2000 |
| Wavelength λ/nm | 1070 | 915 |
| Fiber core diameter df/µm | 20 | 400 |
| Focal distance f/mm | 200 | 200 |
| Physical Property | Symbol | Value |
|---|---|---|
| Density (solid) | 2.73 g/cm3 | |
| Density (liquid) | 2.37 g/cm3 | |
| Latent heat of fusion | 3.97 × 105 J/Kg | |
| Latent heat of vaporization | 1.04 × 107 J/Kg | |
| Surface tension at room temperature | 0.87 N/m | |
| Surface tension gradient | −1.6 × 10−3 N/m·K | |
| Solidus temperature | 916 K | |
| Liquidus temperature | 927 K | |
| Boiling point | 2743 K | |
| Ambient temperature | 300 K |
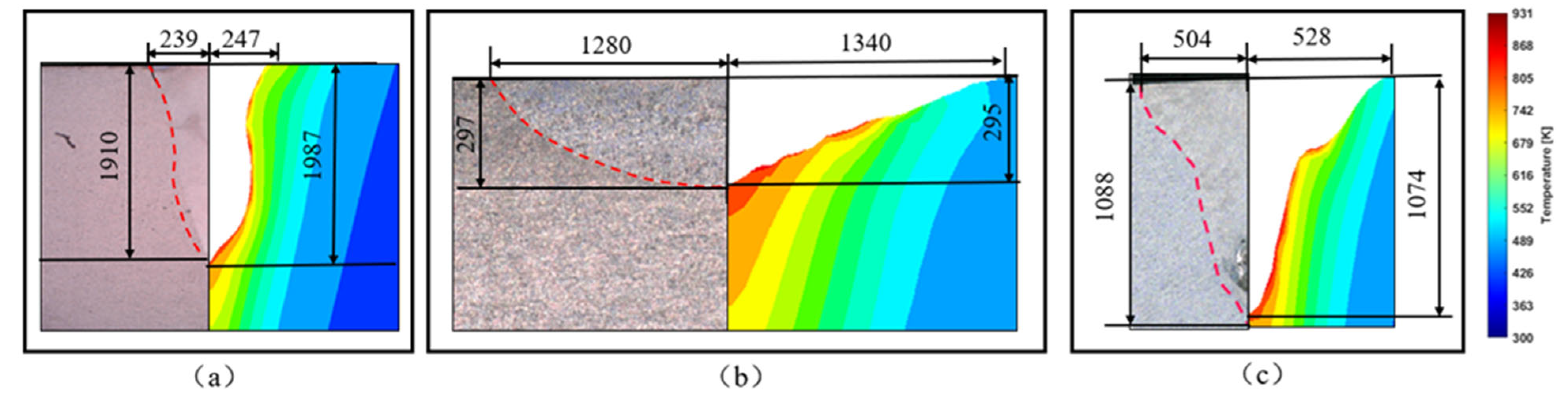
| Weld Width | Weld Depth | ||
|---|---|---|---|
| Fiber laser power 0.8 KW | Experimental data (μm) | 239 | 1910 |
| Simulation data (μm) | 247 | 1987 | |
| Errors (%) | +3.35 | +4.03 | |
| Semiconductor laser power 1.6 KW | Experimental data (μm) | 1280 | 297 |
| Simulation data (μm) | 1340 | 295 | |
| Errors (%) | +4.69 | −0.67 | |
| Fiber laser power 0.6 KW, Semiconductor laser power 0.8 KW | Experimental data (μm) | 504 | 1088 |
| Simulation data (μm) | 528 | 1074 | |
| Errors (%) | +4.76 | −1.29 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, J.; Wu, D.; Li, X.; Yang, F.; Zhang, P.; Shi, H.; Yu, Z. Mechanisms of Spatter Formation and Suppression in Aluminum Alloy via Hybrid Fiber–Semiconductor Laser System. Coatings 2025, 15, 691. https://doi.org/10.3390/coatings15060691
Chen J, Wu D, Li X, Yang F, Zhang P, Shi H, Yu Z. Mechanisms of Spatter Formation and Suppression in Aluminum Alloy via Hybrid Fiber–Semiconductor Laser System. Coatings. 2025; 15(6):691. https://doi.org/10.3390/coatings15060691
Chicago/Turabian StyleChen, Jingwen, Di Wu, Xiaoting Li, Fangyi Yang, Peilei Zhang, Haichuan Shi, and Zhishui Yu. 2025. "Mechanisms of Spatter Formation and Suppression in Aluminum Alloy via Hybrid Fiber–Semiconductor Laser System" Coatings 15, no. 6: 691. https://doi.org/10.3390/coatings15060691
APA StyleChen, J., Wu, D., Li, X., Yang, F., Zhang, P., Shi, H., & Yu, Z. (2025). Mechanisms of Spatter Formation and Suppression in Aluminum Alloy via Hybrid Fiber–Semiconductor Laser System. Coatings, 15(6), 691. https://doi.org/10.3390/coatings15060691