
A Comprehensive Review of Improving the Durability Properties of Agricultural Harrow Discs by Atmospheric Plasma Spraying (APS)

 ,
, 
 , , ,
, , ,  ,
,
Abstract
1. Introduction
2. Main Stresses Encountered on Discs and Other Agricultural Components
2.1. Stresses on Disc Harrows in Agriculture
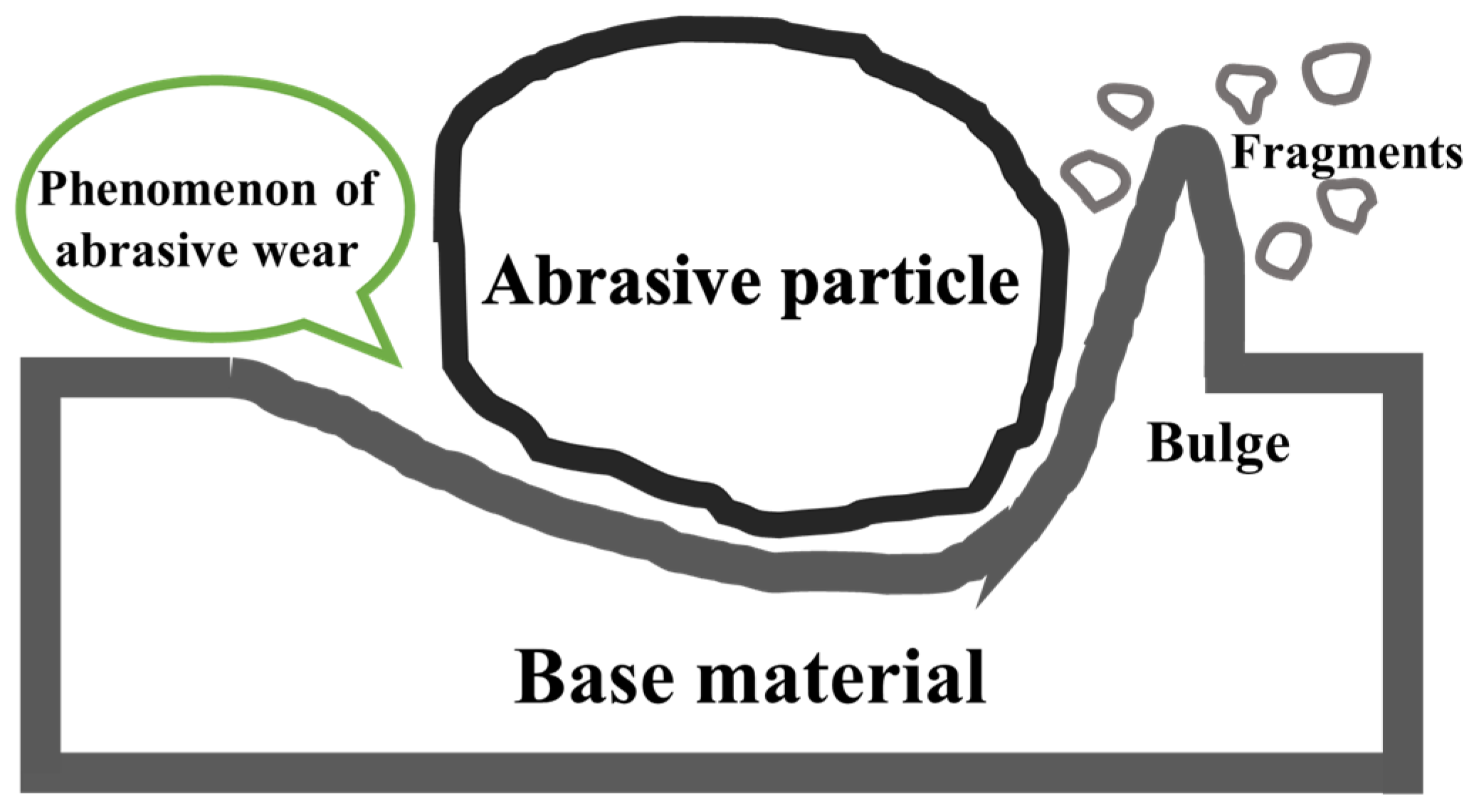
2.2. Abrasive Wear in Disc Harrows
2.3. Impact Stresses in Disc Harrows
3. Improving the Properties of Agricultural Component Materials Through Thermal Deposition Techniques
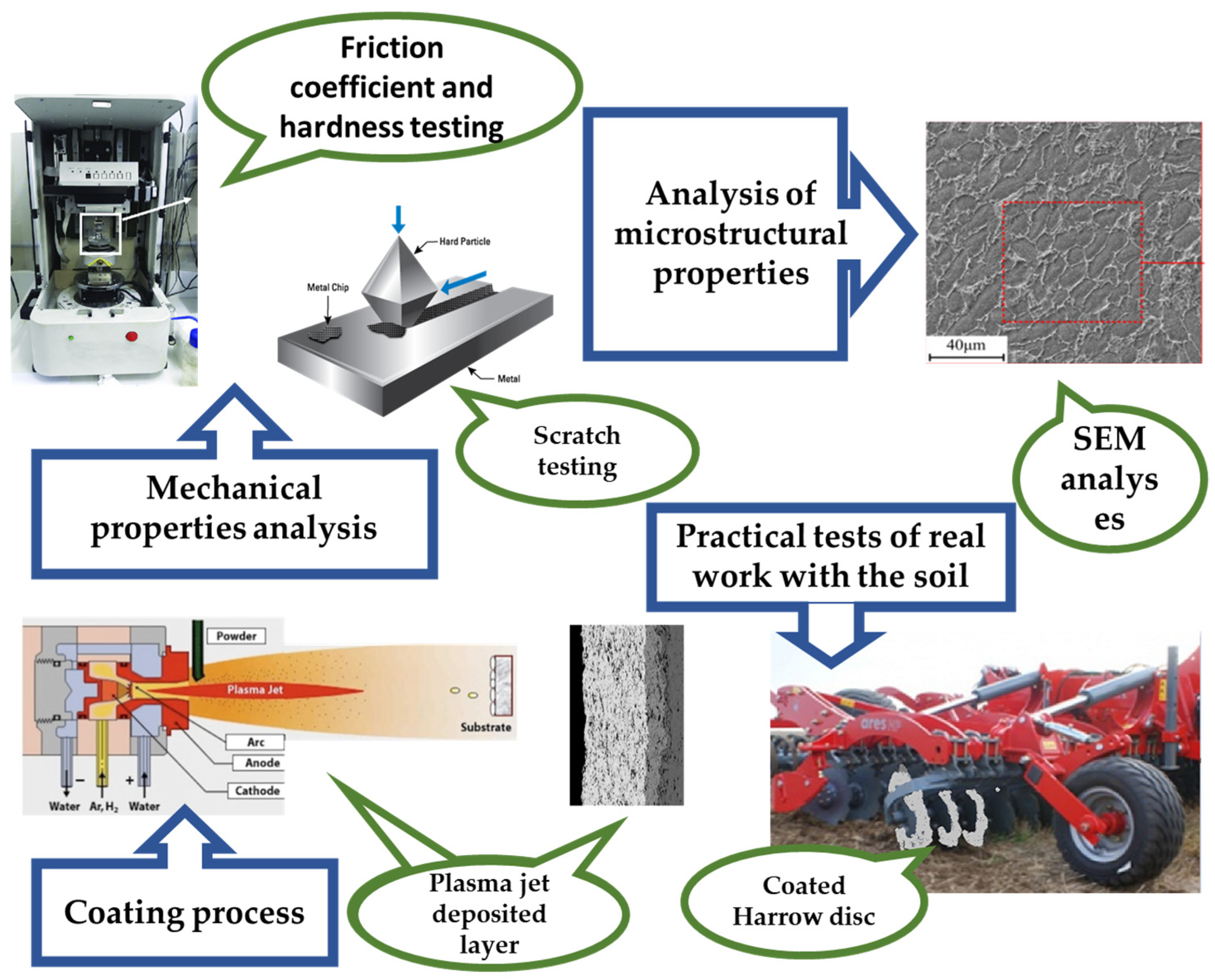
3.1. Evaluation of Coating Properties
3.2. Materials Used in the Manufacture of Agricultural Components
- ✓
- Ploughshares A/1 and A/2: with base material that contains a high percentage of Mn (1.300%) and Cr (0.342%), which enhances hardness and wear resistance. Other elements include iron (Fe–balance), Ni, Mo, V, and Cu, contributing to durability and toughness. The measured hardness (HV1) is 433, indicating good resistance to mechanical stress.
- ✓
- Cemented Carbide Plates: are predominantly composed of WC (79.79%) and cobalt (Co–15.67%), which provide high hardness and superior wear resistance. The measured HV30 hardness for these plates is 986, highlighting their capability to withstand extreme operating conditions.
- ✓
- Surface Welding: has a chemical composition of the welded surface characterized by a significant presence of carbon (4.320%) and Cr (16.790%), ensuring superior abrasion and corrosion resistance. The presence of Nb (3.920%) aids in forming stable carbides, increasing material durability. Iron is present as the base element (Fe–balance), along with other components such as Mn, Si, V, and Al.
- ✓
- Filling Weld (Ploughshare A/2 Weld Beads): contains Cr (14.160%) and Nb (3.350%) in significant proportions, ensuring a combination of hardness and wear resistance. Carbon content is 3.670%, with additional elements such as Mn, Si, and Cu contributing to optimized mechanical properties.
- ✓
- Knives: the base material of knives contains carbon (0.392%) and manganese (1.450%), ensuring a balance between hardness and toughness. The measured HV1 hardness for this material is 531. The cemented carbide plates used in knives are predominantly composed of tungsten carbide (WC–85.65%) and cobalt (Co–14.35%), providing high wear resistance. The measured HV30 hardness is 1057, indicating superior performance in demanding applications.
3.3. Improvement of Abrasive Wear Properties Through Thermal Spraying Techniques on Agricultural Equipment
- -
- The coatings with nanodiamond led to a significant improvement of the wear resistance of the coatings, forming a continuous and stable layer on the surface of the base material.
3.4. Performance Evaluation on Plasma-Sprayed Coatings with Enhanced Mechanical Properties for Agricultural Soil Processing
- ✓
- Exhibits high hardness and abrasion resistance, especially when nanostructured or reinforced with TiO2 or lubricants like graphite or PFPE.
- ✓
- Enhances wear resistance through dense microstructures that suppress crack propagation.
- ✓
- When combined with polymers (e.g., epoxy or PFA), it forms self-healing lubricating films, significantly reducing friction and wear under dry, high-load conditions.
- ✓
- Corrosion resistance is improved through low porosity and chemical stability.
- ✓
- Shows improved tribological performance under cyclic and sliding loads, especially with added TiO2 (e.g., AT13 composition).
- ✓
- Offers exceptional wear resistance, particularly in dry abrasive environments due to its high hardness and chemical stability.
- ✓
- Performance improves with higher spray current or optimized hydrogen flow, which densifies the microstructure and reduces porosity.
- ✓
- Can be blended with metals (e.g., stainless steel) to enhance resistance in slurry abrasion environments.
- ✓
- Oxidation resistance and tribofilm stability further support its use in high-temperature or high-load applications.
- ✓
- Coatings like TiO2−x or TiOx offer high hardness and electrical conductivity and form stable oxide films, reducing adhesion and enhancing wear resistance.
- ✓
- Tribological performance is improved with post-annealing or electrical current flow, which encourages the formation of protective tribo-oxide layers.
- ✓
- TiO2–ZnO composites are less effective at high temperatures, while TiOx remains more stable, offering better thermal wear stability.
- ✓
- Provides a dense, crack-free coating with strong interfacial bonding and good surface integrity.
- ✓
- Especially suited for biomedical and high-wear applications due to its mechanical stability and low porosity.
- ✓
- ZrO2–Al2O3 composites (e.g., FZAC) show superior tribological behaviour, forming stable tribo-oxide films with low friction and wear rates.
- ✓
- Can be tailored for applications requiring oxidation resistance, chemical inertness, and wear durability under cyclic or biomedical loading.
- ✓
- Deliver superior hardness and abrasion resistance, even under extreme mechanical loads.
- ✓
- WC-Co coatings significantly reduce wear (by ~30%) and provide a stable friction coefficient, making them ideal for dry sliding industrial applications.
- ✓
- Cr3C2-based coatings offer excellent performance at high temperatures due to their oxidation resistance and ability to form protective surface layers.
- ✓
- Effective in reducing material loss, spalling, and delamination, while maintaining structural integrity during rolling contact or impact wear.
- ✓
- Suitable for applications requiring a combination of mechanical strength and thermal stability, such as in pump sleeves, valve components, and heavy-duty machinery.
- -
- Increased resistance to dry abrasive wear—an essential characteristic in sandy or dry soil-working conditions, where hard particles generate continuous friction on the metallic surfaces.
- -
- High and stable hardness—oxide (Al2O3, Cr2O3, TiO2)- or carbide-based coatings can achieve hardness values exceeding 1000 HV, maintaining their integrity even under repeated loads.
- -
- Good adhesion to metal substrates—the APS coating process allows a strong mechanical bond to substrates such as alloy steel, which is commonly used in agricultural tool construction.
- -
- Oxidation and corrosion resistance—of relevance in high-humidity environments or contact with agrochemical solutions.
- -
- Adaptability to complex geometries—useful for protecting critical areas of parts in contact with the soil.
4. Conclusions
- ✓
- superior wear resistance: Fe-based amorphous/nanocrystalline coating exhibited high hardness (~10.5 GPa) and 55% elastic recovery, contributing to excellent wear resistance under dry sliding conditions; NiCrAlY + Al2O3 wear rate dropped from 5 × 10−4 to 5 × 10−6 mm3/Nm with the addition of Al2O3—a 100-fold improvement; Al2O3–3 wt%TiO2 nanostructured coating achieved 40%–60% lower wear rates compared to conventional counterparts; WC-based coatings have improved wear resistance by ~30% over the uncoated AISI 1045 steel;
- ✓
- customizable friction and toughness: Cr2O3–65%TiO2 coating—adjusting hydrogen flow reduced the coefficient of friction from 0.36 to 0.31 and wear rate by 81.8%; Al2O3 + 13 wt% TiO2 coatings—customizing spray distance yielded improved fracture toughness and dry sliding resistance, with denser structures and lower delamination; NiCrBSi-Zr coating achieved better wear resistance and lower friction, emphasizing tunable toughness through microstructural control;
- ✓
- self-lubricating properties: Al2O3/ZrO2 + epoxy + PFPE achieved an 80.5% reduction in friction (COF to 0.15) and drastically lowered wear due to a self-healing lubricating film; MoS2 + 2% CNT demonstrated CoF of 0.07 with durable tribo-chemical film formation and optimal solid lubricant content minimized wear; YSZ/Ag/MoO3 coatings formed Ag2MoO4 tribo-films at high temperatures (≥500 °C), maintaining low wear and stable friction across 25–800 °C;
- ✓
- enhanced lifespan: post-aging of Cu–15Ni–8Sn coatings showed 3–4 times lower wear rates than as-sprayed versions, due to durable tribo-film formation; NiMoAl + Ag + WS2 delivered stable, low friction (down to 0.16 at 800 °C), and high wear resistance across all test temperatures, extending service life in extreme conditions;
- ✓
- compatibility with existing alloys: NiCrAlY + Al2O3 on Ni-based alloys showed excellent adhesion and wear resistance across 25–700 °C, compatible with high-temperature alloys; ZrO2 coatings on Ti-Mo-Si alloy formed crack-free microstructures with strong bonding, indicating good compatibility with biomedical alloys; YSZ + graphene on SS316L reduced friction by ~51% and wear rate by ~45%, proving suitability for stainless-steel substrates.
- ✓
- Enhanced durability: Ceramic and cermet coatings applied via APS (e.g., WC-CoCr or Cr3C2–NiCr) can increase the operational lifespan of harrow discs by a factor of 6 to 10, owing to their superior wear and corrosion resistance.
- ✓
- Excellent thermal stability: APS coatings maintain structural and functional integrity under conditions of fluctuating temperatures and high friction, making them suitable for extreme agricultural environments.
- ✓
- Material versatility: The APS process allows the application of a wide range of advanced materials, including smart ceramics, self-healing oxides, functionally graded materials (FGMs), and MAX phase compounds. This opens up significant potential for high-performance, next-generation agricultural tools.
- ✓
- Cost-effectiveness over time: While the initial investment in APS technology is higher than traditional coating techniques, the cost-to-performance ratio becomes advantageous due to the extended service intervals and reduced maintenance or replacement frequency.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
Appendix A
| Ref. No. | Techniques and Parameters Used for Tribological Characterisation of the APS Coatings |
| [66] | Microhardness (Vickers, 3N); ball-on-disc tribometer (CSM, Tribo-S-D-0000, 400 m distance, 6 N load, a contact pressure of 722.8 MPa, 20 cm/s sliding speed) against 6 µm Si3N4 balls; porosity (pycnometer); SEM; TEM; XRD; DSC. |
| [67] | Ball-on-disc UMT-3 tribometer (10 N load, 0.105 m/s sliding speed at 25, 400, 800 °C for 60 min) against Φ10 mm Al2O3 balls; microhardness (50 g load, 5 s); adhesive strength (WDW-200, ASTM C633, 0.5 mm/min speed); SEM; XRD; EDS. |
| [68] | Ball-on-disc tribometer (MMQ-02 G, lubrication with SF 15 W-40 engine oil, 80 N and 100 N load, 400 r/min rotation speed, 30 min) against 6 µm Si3N4 balls; microhardness (100 g load for 10 s); elastic modulus (Nano-test 600); SEM; EDS. |
| [69] | Ball-on-disc tribometer (UMT-2 at 25 °C, 40 N, 40 mm/s, 360 min; CSM-HT 1000 at 25, 200, 400, 600 °C, 10 N, 400 rad/s, 30 min) against Si3N4 balls; microhardness (10 N, 15 s); XRD; SEM; EDS; TEM. |
| [70] | Ball-on-disk dry sliding wear (Anton Paar TRB3, 10 N load, 4 mm stroke length amplitude, 2 cm/s linear sliding speed, 15 min); nano-indentation (TriboIndenter TI 950, 5 mN load, 10 s); nanoscratch (TI 950, 2 mN and 5 mN load, 10 µ); SEM; XRD; TEM; DSC. |
| [71] | Reciprocating ball-on-disc tribometer (CFT-I, 9 Hz frequency, 5 mm amplitude, 3.24 × 104 reciprocations, 2 N, 5 N, 8 N load) against 5 mm ZrO2 balls; hardness, elastic modulus, and elastic recovery (diamond-tipped nano-indentation tester NHT3, A. Paar); SEM; EDS; XPS, XRD; TEM. |
| [72] | Ball-on-disc tribometer (Ducom, at 150 rpm, 3600 s, 1 N load) against 6 mm stainless-steel ball; hardness and elastic modulus (micro-indentor MTR-3, Vickers tip, 1 N, 10 s); XRD; SEM; EDS. |
| [73] | Ball-on-disk dry sliding wear (Anton Paar TriTec, 5 N load, 2000 m sliding distance, 0.10 m/s speed, at 25, 400, 700 °C) against 6 mm Al2O3 ball; SEM; XRD; micro-Raman spectroscopy (He:Ne laser). |
| [74] | Ball-on-disk tribometer (HSR-2M, 10 N load, 200 rpm speed, 9 Hz sliding frequency, 2.5 mm amplitude, 32,400 sliding cycles, 7 N) against 5 mm Al2O3 ball; SEM; XRD; ATR-FTIR; AFM; EPMA. |
| [75] | Ball-on-disk tribometer (UMT-3, 10 N load, 200 rpm rotational speed, 60 min at 25, 200, 400, 600, 800 °C) against 10 mm Al2O3 ball; hardness (MH-5-VM, Vickers, 25 g load, 10 s); adhesive strength (CMT5205, ASTM C633) SEM; EDS; XRD; TEM; XPS. |
| [76] | Dry abrasive tests (TABER 5700 linear-type abrasimeter, 3000 cycles of 50.8 mm each, 10.8 N load); Wear Slurry Abrasion Response tests (SAR, ASTM G75) in Al2O3 suspension at 22.2 N for 2 h; SEM; EDS; XRD. |
| [77] | Ball-on-disk tribometer (UMT-2, 5 N load, 4 Hz frequency, 6 mm stroke length, 100 m sliding distance) against 4 mm WC-12Co ball; microhardness (microhardness tester 1000 type, 100 g load, 10 s); SEM; EDS; XRD. |
| [78] | Ball-on-disk tribometer (UMT-2, 20 N load, 4 Hz frequency, 5 mm stroke, 150 m sliding distance) against 4 mm Si3Ni4, ZrO2, and GCr15 balls; electrochemical corrosion tests in 3.5% NaCl sol. (CHI 660 E); SEM; EDS; XRD. |
| [79] | SRV4 tribometer in linear dry sliding (5 N load, 5 Hz, 1 mm stroke, 900 s/4 h, at 25, 100, 200 °C) against 10 mm 100Cr6 balls; LSM; SEM-FIB; EDS; XRD; Raman spectroscopy; scratch (Rockwell-C, 1–30 N load, 10 mm length). |
| [80] | MT-3 ball-on-disk tribometer (10 N load, 0.105 m/s speed, 60 min, at 25, 400, 800 °C) against 10 mm Al2O3 balls; microhardness (microhardness tester MH-5-VM type, 500 g load, 10 s); SEM; EDS; XRD; TEM. |
| [81] | UMT pin-on-disk tribometer (50 N load, 5 m/s velocity, 900 s) against 35 µm WC stylus; microhardness (HXD-100 TMC, 300 g load, 15 s); adhesive strength (ASTM C633); SEM; EDS; XRD; TEM. |
| [82] | TR-20LE-CHM800 ball-on-disk tribometer (10 N load, 200 rpm, 60 min) against 10 mm WC ball; adhesion strength (Deflesko Positest-AT); micro-indenter (Micro test MTR3 type, 1 N load, 15 s); FESEM; EDS; XRD; TEM. |
| [83] | Abradable rig test; erosion air-jet tester SJS type (ASTM G76 at 0.1 MPa, GE E50TF121 at 0.175 MPa); thermal diffusivity (Netzsch LFA 467 HT HyperFlash from room temperature up to 1200 °C at 200 °C intervals); SEM. |
| [84] | Wear and friction in dry sliding contact (Ducom TR-20, ASTM G90 standard, pin-on-disc method, 2000 rpm, 5 min); microhardness Shimadzu type (ASTM E-384); SEM; EDS; XRD. |
| [85] | Sliding, reciprocating, and vibrating test machine (SRV, 20, 46, 60, and 80 N loads, 1 mm stroke, 25 Hz, 20 min test duration) against a 10 mm steel ball; SEM; EDS. |
| [86] | Ball-on-disk tribometer (T-01, dry sliding, 5 N load, 500 m, 0.1 m/s sliding speed, 10,000 cycles) against 6 mm 100Cr6 steel ball; hardness (HV-1000, 1.96 N load); coating adhesion by pull-off test (Elcometer 510, 10 mm counterpart); SEM; XRD. |
| [87] | Dry sliding wear on tribological pairs (Amsler A 135-type machine, rolling disc from AISI 52100, 20 N load, 100 rpm, 60 min); microhardness (CETR UMT-2 micro-tribometer, Rockwell tip, 0–5 N progressive indentation force); SEM; EDS; XRD. |
| [88] | Ball-on-disk tribometer (UMT-2 CETR, dry sliding, 0.8 N load, 10 Hz, 0.05 m/s sliding speed, 3000 s, 5 mm stroke length, 150 m sliding distance) against 10 mm Al2O3 ball; surface roughness (Mitutoyo Surftest SJ-210 Series); SEM; XRD. |
| [89] | UMT-3 ball-on-disk tribometer (10 N load, 0.104 m/s speed, 30 min at 25, 200, 500, 800 °C) against 10 mm Al2O3 ball; microhardness (MH-5-VM, 4.9 N load, 5 s); impact resistance (QCJ-120, 1 kg, 0.5 m height, 4.9 J); SEM; XRD. |
| [90] | TRB3 ball-on-disk tribometer (5 N load, 0.2 m/s speed, 2500 m sliding distance) against 6 mm Al2O3 ball; micro-indentation (Duramin-40, 300 gf load, 10 s); nano-indentation (Hysitron PI 950, 950 µN/s load, 5 s); SEM; EDS; XRD. |
| [91] | UMT-3 ball-on-disk tribometer (10 N load, 200 rpm, 60 min at 25, 400, 800 °C) against 10 mm Al2O3 ball; microhardness (MH-5-VM, 50 g load, 5 s); adhesive strength (ASTMC633); SEM; XRD. |
| [92] | UMT-3 ball-on-disk tribometer (10 N load, 200 rpm, 60 min) against 10 mm Si3Ni4, ZrO2, GCr15, and Al2O3 balls; microhardness (MH-5-VM, 4.9 N load, 5 s); SEM; EDS; XRD; TEM. |
| [93] | MFT 5000 ball-on-disk tribometer (5 N load, 355 rpm, 30 min at 25, 200, 400, 600, 800 °C) against 6 mm Al2O3 balls; microhardness (DVS-1AT8, 200 g load, 10 s); SEM; EDS; XRD; Raman spectroscopy. |
| [94] | TR-23LE-CHM800 ball-on-disk tribometer (5 N load, 60 min at 25, 300, 600 °C) against 10 mm Al2O3 ball; micro-indentation (MTR 3); FE-SEM; EDS; XRD; Raman spectroscopy; HR-TEM; XPS. |
| [95] | HT-1000 ball-on-disk tribometer (10 N load, 480 rpm, 60 min at 200, 800 °C) against 5 mm Si3Ni4, ball; adhesive strength (GB/T 8642–2002, on universal testing machine (ETM205D); SEM; EDS; XRD; Raman spectroscopy. |
| [96] | Sliding wear on tribological pairs (Amsler A 135 machine, AISI 52100 rolling disc, 20 N load/dry, 40 N/lubricated, 100 rpm, 600 s); microhardness (CETR UMT-2, Rockwell tip, 0–5 N indentation force); SEM; EDS; XRD. |
| [97] | In-operation testing on a gasoline fuel IC motor for 36 h; corrosion resistance (Potentiostat/Galvanostat (PARSTAT 4000type, ASTMG5–94); SEM; EDS; XRD. |
| [98] | Sliding wear on tribological pairs (Amsler A 135 machine, AISI 52100 rolling disc, 20 N dry, 100 rpm, 3600 s); SEM; EDS. |
| [99] | Pin-on-disk tribometer (dry, 10–30 N load, 0.5–1.5 m/s sliding velocity, 30 min) against cast-iron pin; microhardness (Vickers, 300 gf, 10 s); SEM; EDS; XRD. |
| [100] | MDW-02G ball-on-disk tribometer (15 N load, 2 Hz, 20 mm stroke length, 30 min, dry) against 6.35 mm Si3Ni4 ball; adhesive strength (GB/T 8642–2002); microhardness (Vickers, 9.8 N load, 10 s); SEM; EDS; XRD. |
| [101] | NTR2+ ball-on-disk nanotribometer (1 N load, 90 rpm, 2000 m sliding distance, distilled water) against 0.5 mm WC ball; cavitation erosion (ASTM G32, 20 kHz, 50 µm amplitude) SEM; EDS. |
| [102] | Plint TE 77 high-frequency reciprocating rig for wear and friction tests; scuffing test (2 h, 8 mL engine oil); endurance test (64 h); engine dyno test (500 h polycyclic endurance test); SEM; EDS, FIB, XRD. |
References
- Kushwaha, R.L.; Chi, L.; Roy, C. Investigation of agricultural tools with plasma-sprayed coatings. Tribol. Int. 1990, 23, 297–300. [Google Scholar] [CrossRef]
- Foley, A.G.; Lawton, P.J.; Barker, A.W. The use of alumina ceramic to reduce wear of soil-engaging components. J. Agric. Eng. Res. 1984, 30, 37–46. [Google Scholar] [CrossRef]
- Ahmad, S.M. Wear and coating of tillage tools: A review. Helyon 2023, 9, e16669. [Google Scholar]
- Mann, P.S.; Brar, N.K. Tribological aspects of agricultural equipment: A review. Int. Res. J. Eng. Techn. 2015, 2, 1704–1708. [Google Scholar]
- Manoharan, M.; Surendrakumar, A. Effect of coating materials on draft requirement of tractor drawn mouldboard plough. J. Pharmacogn. Phytochem. 2019, 8, 2322–2325. [Google Scholar]
- Natsis, A.; Petropoulos, G.; Pandazaras, C. Influence of local soil conditions on mouldboard ploughshare abrasive wear. Tribol. Int. 2008, 41, 151–157. [Google Scholar] [CrossRef]
- Metco, S. An Introduction to Thermal Spray. 2013. Available online: https://www.upc.edu/sct/es/documents_equipament/d_324_id-804-2.pdf (accessed on 27 October 2024).
- Kostencki, P.; Stawicki, T.; Krolicka, A. Wear of the working parts of agricultural tools in the context of the mass of chemical elements introduced into soil during its cultivation. Int. Soil Water Conser. Res. 2021, 9, 229–240. [Google Scholar] [CrossRef]
- Manuwa, S.I. Evaluation of soil/material interface friction and adhesion of Akure sandy clay loam soils in Southwestern Nigeria. Adv. Nat. Sci. 2012, 5, 41–46. [Google Scholar]
- Agronetto. Available online: https://agronetto.ro/ (accessed on 26 October 2024).
- Katinas, E.; Choteborsky, R. Volume/shear work ratio influence on wear and stress of soil chisel tine modelled by DEM. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2020, 236, 1985–1992. [Google Scholar] [CrossRef]
- Barzegar, M.; Hashemi, S.J.; Nazokdastb, H. Evaluating the draft force and soil-tool adhesion of a UHMW-PE coated furrower. Soil Tillage Res. 2016, 163, 160–167. [Google Scholar] [CrossRef]
- Nalbant, M.; Tufan Palali, A. Effects of different material coatings on the wearing of plowshares in soil tillage Turk. J. Agric. For. 2011, 35, 215–223. [Google Scholar]
- Kang, A.S.; Grewal, J.S.; Jain, D.; Kang, S. Wear behavior of thermal spray coatings on rotavator blades. J. Therm. Spray Technol. 2012, 21, 355–359. [Google Scholar] [CrossRef]
- Karoonboonyanan, S.; Salokhe, V.M.; Niranatlumpong, P. Wear resistance of thermally sprayed rotary tiller blades. Wear 2007, 263, 604–608. [Google Scholar] [CrossRef]
- Jegadeeswaran, N.; Ramesh, M.R.; Udaya Bhat, K. Combating Corrosion Degradation of Turbine Materials Using HVOF Sprayed 25% (Cr3C2-25(Ni20Cr)) + NiCrAlY Coating. Int. J. Corros. 2013, 824650, 11. [Google Scholar] [CrossRef]
- Charles, M.; Rock, O.; Olivier, F.; Maxime, P.; Patrick, F.; Claude, V. Assessing soil carbon dynamics following mechanical site preparation in boreal lichen woodlands of Québec, Canada. For. Ecol. Manag. 2024, 553, 121600. [Google Scholar]
- Kang, A.S.; Cheema, G.S.; Singla, S. Wear behavior of hardfacings on rotary tiller blades. Procedia Eng. 2014, 97, 1442–1451. [Google Scholar] [CrossRef]
- Aysel, Y. Wear on steel tillage tools: A review of material, soil and dynamic conditions. Soil Tillage Res. 2024, 242, 106161. [Google Scholar]
- Ghatrehsamani, S.; Salehi, S.; Akbarzadeh, S.; Khonsari, M.M. On the wear of coated surfaces under variable speed. Tribol. Int. 2023, 187, 108677. [Google Scholar]
- Yilmaz, B. Reduction of wear via hardfacing of chisel ploughshare. Tribol. Int. 2006, 39, 570–574. [Google Scholar]
- European Soil Bureau Network European Commission. Soil Atlas of Europe; Office for Official Publications of the European Communities: Luxembourg, 2005; 128p, ISBN 92-894-8120-X. [Google Scholar]
- Tóth, G.; Montanarella, L.; Stolbovoy, V.; Máté, F.; Bódis, K.; Jones, A.; Panagos, P.; Van Liedekerke, M. Soils of the European Union; European Commission Joint Research Centre Institute for Environment and Sustainability: Ispra, Italy, 2008; EN ISBN 978-92-79-09530-6. [Google Scholar]
- Jones, A. The State of Soil in Europe: A Contribution of the JRC to the European Environment Agency’s Environment State and Outlook Report–SOER 2010; Joint Research Centre: Ispra, Italy, 2013. [Google Scholar]
- Natsis, A.; Papadakis, G.; Pitsilis, J. The Influence of Soil Type, Soil Water and Share Sharpness of a Mouldboard Plough on Energy Consumption, Rate of Work and Tillage Quality. J. Agric. Eng. Res. 1999, 72, 171–176. [Google Scholar] [CrossRef]
- Kang, A.S.; Grewal, J.S.; Cheema, G.S. Effect of thermal spray coatings on wear behavior of high tensile steel applicable for tiller blades. Mater. Today Proc. 2017, 4, 95–103. [Google Scholar] [CrossRef]
- Ndumia, J.N.; Kang, M.; Gbenontin, B.V.; Lin, J.; Nyambura, S.M. A review on the Wear, corrosion and high-temperature resistant properties of wire arc-sprayed Fe-based coatings. Nanomaterials 2021, 11, 2527. [Google Scholar] [CrossRef]
- Gonzalez, H.; Capelli, N.L.; Toro, A. Wear of rotary plows operating in a tropical clay loam soil. Eng. Agríc. 2018, 33, 772–781. [Google Scholar] [CrossRef]
- Stawicki, T.; Kostencki, P.; Białobrzeska, B. Roughness of ploughshare working surface and mechanisms of wear during operation in various soils. Metals 2018, 8, 1042. [Google Scholar] [CrossRef]
- Owsiak, Z. Wear of symmetrical wedge-shaped tillage tools. Soil Tillage Res. 1997, 43, 295–308. [Google Scholar] [CrossRef]
- Vidakovic, I.; Heffer, G.; Grilec, K.; Samardzic, I. Resistance of modified material surfaces for agricultural tillage tools to wear by soil particles. Metalurgija 2022, 61, 355–358. [Google Scholar]
- Singh, J.; Chatha, C.H.; Sidhu, B.S. Influence of soil condition on abrasion wear behavior of tillage implements. In International Journal of Latest Trends in Engineering and Technology; Special Issue AFTMME-2017; SSNG Education Society: Hisar, India, 2017; pp. 258–263, e-ISSN:2278-621X. [Google Scholar]
- Jacob, S.; Adam, K.; Kannaki, P.; Patrick, D.B. Wear mechanisms prevelant in agricultural tines. Mechan. Eng. Letter. 2017, 15, 87–93. [Google Scholar]
- Piotr, K.; Tomasz, S.; Aleksandra, K.; Paweł, S. Wear of cultivator coulters reinforced with cemented-carbide plates and hardfacing. Wear 2019, 438–439, 203063. [Google Scholar]
- Oleksandr, V.; Klaudia, O.; Jerzy, N.; Jarosław, G. Modeling wear of different surface layers of agricultural tools in soil abrasive mass. Measurement 2025, 242, 116076. [Google Scholar]
- Mosleh, M.; Gharahbagh, E.A.; Rostam, J. Effects of relative hardness and moisture on tool wear in soil excavation operations. Wear 2013, 302, 1555–1559. [Google Scholar] [CrossRef]
- Chen, Y.; Munkholm, L.J.; Nyord, T. A discrete element model for soil–sweep interaction in three different soils. Soil Tillage Res. 2013, 126, 34–41. [Google Scholar] [CrossRef]
- Hasan, M.S.; Mazid, A.M.; Clegg, R. The Basics of Stellites in Machining Perspective. Int. J. Eng. Mater. Manuf. 2016, 1, 35–50. [Google Scholar] [CrossRef]
- Ding, Y.; Liu, R.; Yao, J.; Zhang, Q.; Wang, L. Stellite alloy mixture hardfacing via laser cladding for control valve seat sealing surfaces. Surf. Coat. Technol. 2017, 329, 97–108. [Google Scholar] [CrossRef]
- Tiwari, V.; Mandal, V.; Sarkar, M.; Kumar, A.; Bhagyaraj, J.; Manjesh, K.S.; Mukherjee, S.; Mondal, K.; Ramkumar, J.; Jain, J.E.; et al. Enhanced mechanical properties and microstructure of TiC reinforced Stellite 6 metal matrix composites (MMCs) via laser cladding additive manufacturing. J. Alloys Compd. 2025, 1010, 178001. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, W.; Wang, W.; Zhang, W.; Yang, T.; Li, K.; Li, H.; Tang, Z.; Liu, C.; Zhang, C. Deposition characteristics, sintering and CMAS corrosion resistance, and mechanical properties of thermal barrier coatings by atmospheric plasma spraying. Surf. Coat. Technol. 2024, 482, 130623. [Google Scholar] [CrossRef]
- Swain, B.; Priyadarshini, M.M.; Mohapatra, S.S.; Ram, K.G.; Ajit, B. Parametric optimization of atmospheric plasma spray coating using fuzzy TOPSIS hybrid technique. J. Alloys Compd. 2021, 867, 159074. [Google Scholar] [CrossRef]
- Muhammad, T.; Muhammad, Q.; Nisar, A.; Aamir, N.S.; Anwaar, E.M.; Zuhair, S.K.; Mustafa, A. Impact of Atmospheric Plasma Spraying Parameters on Microstructure, Mechanical Properties and Thermal Cycling Performance of YSZ Coatings. Ceram. Int. J. 2024, 24, 53976–53986. [Google Scholar]
- Kirti, T.P.; Souvik, G.; Uma, M.D.; Parvati, R.; Narayana, M. Influence of atmospheric plasma spray process parameters on crystal and micro structures of pyrochlore phase in rare earth zirconate thermal barrier coatings. Mater. Today Proc. 2019, 19, 731–736. [Google Scholar]
- Wang, H.; Zhao, Y.; Li, W.; Xu, S.; Zhong, N.; Liu, Y.; Yin, Z.; Zhang, J. Optimization on the bonding strength and microstructure of atmospheric plasma sprayed Y2O3 coatings by response surface methodology. Ceram. Int. 2024, 50, 20055–20067. [Google Scholar] [CrossRef]
- Annu, R.; Singh, T.P.; Jayant, S.; Vishal, P.; Mukesh, K.C. Abrasive wear behavior of EN42 steel used in agricultural discs in field conditions. Eng. Fail. Anal. 2022, 142, 106789. [Google Scholar]
- Ádám, K.; Patrick, D.B.; Dieter, F.; Florian, S.; Ludger, F.; Jacob, S. Abrasive wear behaviour of 27MnB5 steel used in agricultural tines. Wear 2020, 442–443, 203107. [Google Scholar]
- Orange Steel. Available online: https://www.orangesteelindia.com/en-42-carbon-steel-round-bar.html (accessed on 12 May 2025).
- Chen, K.; Yang, X.; Li, W.; Xia, G.; Wang, S.; Wang, K. Study on the wear and corrosion resistance of Fe–Mo coatings on 65Mn steel ploughshares by laser cladding. Nature 2022, 128, 795. [Google Scholar] [CrossRef]
- Tao, X.; Zhang, Z.; Zhang, B.; Zhu, S.; Fan, Y.; Tian, H. Plasma sprayed CoNiCrMoNb(BSi) high-entropy amorphous alloy coating: The effect of spraying power on microstructure, mechanical and tribological properties. Mater. Chem. Phys. 2024, 314, 128887. [Google Scholar] [CrossRef]
- Sahar, G.; Mohammad, S.; Saleh, A.; Shirin, G. Application of continuum damage mechanics for prediction of wear in tillage tools. Smart Agric. Technol. 2025, 10, 100852. [Google Scholar]
- Bedolla, P.O.; Vorlaufer, G.; Rechberger, C.; Bianchi, D.; Eder, S.J.; Polak, R.; Pauschitz, A. Combined experimental and numerical simulation of abrasive wear and its application to a tillage machine component. Tribol. Int. 2018, 127, 122–128. [Google Scholar] [CrossRef]
- Abhishek, K.G.; Navneet, K.S.; Shubhendra, S.M.; Krishna, K.P.; Subir, K.G.; Anup, K.K. Enhancing high-temperature wear resistance of plasma-sprayed NiCrBSi coatings with nanodiamond reinforcement. Diam. Relat. Mater. 2024, 150, 111748. [Google Scholar]
- Joseph, N.N.; Min, K.; Zaharaddeen, A.B.; Bertrand, V.G.; Hao, L.; Samuel, M.N. Microstructure and wear mechanism of FeCrMoCBWNb coating deposited by arc-spraying and its application on 65 Mn steel blades. Surf. Coat. Technol. 2024, 492, 131195. [Google Scholar]
- Cruz, J.R.; Henke, S.L.; Pukasiewicz, A.G.M.; d’Oliveira, A.S.C.M. The effect of boron on cavitation resistance of FeCrMnSiB austenitic stainless steels. Wear 2019, 436–437, 203041. [Google Scholar] [CrossRef]
- Takalapally, S.; Kumar, S.; Pusuluri, S.H. A critical review on surface coating for engineering materials. Int. J. Mech. Eng. Technol. 2016, 7, 80–85. [Google Scholar]
- Mehta, J.; Grewal, J.S.; Gupta, P. Analysis of D-gun sprayed coating on medium carbon steel. Mater. Today Proc. 2020, 21, 1403–1406. [Google Scholar] [CrossRef]
- Wang, D.; Tian, Z.; Shen, L.; Liu, Z.; Huang, Y. Effects of laser remelting on microstructure and solid particle erosion characteristics of ZrO2–7wt%Y2O3 thermal barrier coating prepared by plasma spraying. Ceram Int. 2014, 40, 8791–8799. [Google Scholar] [CrossRef]
- Yugeswaran, S.; Kobayashi, A.; Suresh, K.; Rao, K.P.; Subramanian, B. Wear behavior of gas tunnel type plasma sprayed Zr-based metallic glass composite coatings. Appl. Surf. Sci. 2012, 258, 8460–8468. [Google Scholar] [CrossRef]
- Singh, T.P.; Singh, J.; Singh, K. Enhancing the abrasive wear resistance of rotary blade material (AISI 30MnCrB4) by cryogenic treatment. J. Sci. Ind. Res. 2018, 77, 92–97. [Google Scholar]
- Dariusz, B.; Aneta, B. Wear resistance in the soil of Stellite-6/WC coatings produced using laser cladding method. Int. J. Refract. Met. Hard Mater. 2017, 64, 20–26. [Google Scholar]
- Mohammad, T.H.; Negin, R.S.M.; Pål, D.J. The effect of the particle size distribution curve on the abrasivity of non-cohesive soils in LCPC test. Tunn. Undergr. Space Technol. 2020, 105, 103573. [Google Scholar]
- Barzegari, G.; Uromeihy, A.; Zhao, J. Parametric study of soil abrasivity for predicting wear issue in TBM tunneling project. Tunn. Undergr. Space Technol. 2015, 48, 43–57. [Google Scholar] [CrossRef]
- Yuan, Y.; Li, Z. Microstructure and tribology behaviors of in-situ WC/Fe carbide coating fabricated by plasma transferred arc metallurgic reaction. Appl. Surf. Sci. 2017, 423, 13–24. [Google Scholar] [CrossRef]
- Mao, L.; Cai, M.; Liu, Q.; Han, L. Effects of spherical WC powders on the erosion behavior of WC-Ni hardfacing used for steel body drill bit. Surf. Coat. Technol. 2021, 409, 126893. [Google Scholar] [CrossRef]
- An, Y.; Hou, G.; Chen, J.; Zhao, X.; Liu, G.; Zhou, H.; Chen, J. Microstructure and tribological properties of iron-based metallic glass coatings prepared by atmospheric plasma spraying. Vacuum 2014, 107, 132–140. [Google Scholar] [CrossRef]
- Shi, P.; Yu, Y.; Xiong, N.; Liu, M.; Qiao, Z.; Yi, G.; Yao, Q.; Zhao, G.; Xie, E.; Wang, Q. Microstructure and tribological behavior of a novel atmospheric plasma sprayed AlCoCrFeNi high entropy alloy matrix self-lubricating composite coatings. Tribol. Int. 2020, 151, 106470. [Google Scholar] [CrossRef]
- Han, B.; Gao, X.; Chen, S.; Cong, M.; Li, R.; Liu, X.; Hang, W.; Cui, F. Microstructure and tribological behavior of plasma spray Ni60 alloy coating deposited on ZL109 aluminum alloy substrate. Tribol. Int. 2022, 175, 107859. [Google Scholar] [CrossRef]
- Hu, H.; Mao, L.; Xiao, J.; Sun, G.; Liao, H.; Zhang, C. Effect of hydrogen flow rate on microstructure and tribological properties of plasma-sprayed Cr2O3-65%TiO2 composite coatings. Tribol. Int. 2023, 189, 108939. [Google Scholar] [CrossRef]
- Anil, K.; Sapan, K.N.; Tapas, L. Deformation behavior of plasma sprayed Fe-based amorphous/nanocrystalline coating under multi-scale tribological contact. J. Non-Cryst. Solids 2023, 609, 1022281. [Google Scholar]
- Ling, X.; Zhao, X.; Li, F.; Fan, X.; Li, S.; Wang, W.; Lin, X.; He, C.; He, J. Organic-ceramic hybrid lubricating coating from thermal-sprayed ceramic templates. Surf. Coat. Technol. 2024, 481, 130625. [Google Scholar] [CrossRef]
- Aminul, I.; Krishna, K.P.; Pushpender, S.; Rahul, K.; Satya, G.D.; Anup, K.K. Microstructural, mechanical and tribological properties of carbon nanotubes reinforced plasma sprayed molybdenum disulphide composite coatings. Ceram. Int. 2022, 48, 32757–32766. [Google Scholar]
- Bolelli, G.; Candeli, A.; Lusvarghi, L.; Ravaux, A.; Cazes, K.; Denoirjean, A.; Valette, S.; Hazelas, C.; Meillot, E.; Bianchi, L. Tribology of NiCrAlY—Al2O3 composite coatings by plasma spraying with hybrid feeding of dry powder + suspension. Wear 2015, 344–345, 69–85. [Google Scholar] [CrossRef]
- He, J.; He, N.; He, C.; Li, S.; Fan, X.; Wang, C.; Han, M.; Deng, C.; Mao, J.; Zhang, X. Solid-liquid composite lubricating coating based on thermally sprayed ceramic template: Tribological properties, lubrication and failure mechanism. Wear 2025, 564–565, 205741. [Google Scholar] [CrossRef]
- Sun, H.; Shi, P.; Xin, B.; Chen, J.; Yi, G.; Wan, S.; Shan, Y.; Song, W. Study of tribological behavior of atmospheric plasma sprayed (Ni-5wt% Al)-Bi coating at room temperature to 800 °C. Wear 2025, 574–575, 206082. [Google Scholar] [CrossRef]
- Hélène, A.; Pavel, C.; Zouhair, M.; Said, T.; Pierre, F. Influence of the metallic matrix ratio on the wear resistance (dry and slurry abrasion) of plasma sprayed cermet (chromia/stainless steel) coatings. Surf. Coat. Technol. 2006, 201, 2006–2011. [Google Scholar]
- Xiao, J.-K.; Zhang, W.; Liu, L.-M.; Gan, X.-P.; Zhou, K.-C.; Zhang, C. Microstructure and tribological properties of plasma sprayed Cu-15Ni-8Sn coatings. Surf. Coat. Technol. 2018, 337, 159–167. [Google Scholar] [CrossRef]
- Xiao, J.-K.; Wu, Y.-Q.; Zhang, W.; Chen, J.; Wei, X.-L.; Zhang, C. Microstructure, wear and corrosion behaviors of plasma sprayed NiCrBSi-Zr coating. Surf. Coat. Technol. 2019, 360, 172–180. [Google Scholar] [CrossRef]
- Philipp, G.G.; Michael, S.; Hsu, C.-J.; Johannes, B.; Andreas, S.T.; Lars, H.; Manel, R.R.; Carsten, G. Solid lubricity of WS2 and Bi2S3 coatings deposited by plasma spraying and air spraying. Surf. Coat. Technol. 2022, 446, 128772. [Google Scholar]
- Shi, P.; Sun, H.; Yi, G.; Wang, W.; Wan, S.; Yu, Y.; Wang, Q. Tribological behavior and mechanical properties of thermal sprayed TiO2–ZnO and TiOx ceramic coatings. Ceram. Int. 2023, 49, 18662–18670. [Google Scholar] [CrossRef]
- Odhiambo, J.G.; Li, W.; Zhao, Y.T.; Li, C.L.; Li, Q. Influence of plasma spraying current on the microstructural characteristics and tribological behaviour of plasma sprayed Cr2O3 coating. Bol. Soc. Esp. Cerám. Vidr. 2021, 60, 338–346. [Google Scholar]
- Satish, I.; Rahul, K.; Suraj, P.; Krishnappagari, V.K.; Aminul, I.; Sahil, M.; Shailesh, M.P.; Anup, K.K. Plasma sprayed aluminium nitride (AlN) coating: Microstructural, mechanical, tribological, and corrosion resistance performance. J. Eur. Ceram. Soc. 2024, 44., 1458–1469. [Google Scholar]
- Lynam, A.; Rincon, R.A.; Xu, F.; Baillieu, A.; Marshall, M.; Brewster, G.J.; Pattinson, G.; Hussain, T. An investigation into the erosion and wear mechanisms observed in abradable ytterbium disilicate environmental barrier coatings. J. Eur. Ceram. Soc. 2024, 44, 7310–7327. [Google Scholar] [CrossRef]
- Muthukumar, S.; Ganesh, B.; Dilip, R.N.; Selvam, M. Evaluation of tribological properties of thermally sprayed tungsten carbide coating on AISI1045. Mater. Today: Proc. 2023, 72, 2193–2198. [Google Scholar] [CrossRef]
- Lin, X.; Zeng, Y.; Ding, C.; Zheng, P. Tribological behaviour of nanostructured Al2O3-3 wt% TiO2 coating against steel in dry sliding. Tribol. Lett. 2004, 17, 19–26. [Google Scholar] [CrossRef]
- Monika, M.; Leszek, Ł.; Paweł, S.; Aneta, N.; Andrzej, A. The Microstructure and Selected Mechanical Properties of Al2O3 + 13 wt % TiO2 Plasma Sprayed Coatings. Coatings 2020, 10, 173. [Google Scholar] [CrossRef]
- Paleu, C.C.; Munteanu, C.; Istrate, B.; Bhaumik, S.; Vizureanu, P.; Băltatu, M.S.; Paleu, V. Microstructural Analysis and Tribological Behavior of AMDRY 1371 (Mo–NiCrFeBSiC) Atmospheric Plasma Spray Deposited Thin Coatings. Coatings 2020, 10, 1186. [Google Scholar] [CrossRef]
- Jacob, S.M.; Liutauras, M.; Žydrunas, K.; Romualdas, K.; Mitjan, K. Effect of Spraying Power on the Tribological Properties of Alumina and Alumina-Graphite Coatings. Coatings 2023, 13, 1165. [Google Scholar] [CrossRef]
- Bai, L.; Yi, G.; Wan, S.; Wang, W.; Sun, H. Comparison of tribological performances of plasma sprayed YSZ, YSZ/Ag, YSZ/MoO3 and YSZ/Ag/MoO3 coatings from 25 to 800 °C. Wear 2023, 526–527, 204944. [Google Scholar] [CrossRef]
- Sribalaji, M.; Matteo, R.; Stefan, B.; Soudip, B.; Nagamani, J.B.; Susanne, S.; Shrikant, J. Deposition characteristics and tribological performance of atmospheric plasma sprayed diamond metal matrix composite (DMMC) Coatings. Mater. Chem. Phys. 2024, 315, 128920. [Google Scholar]
- Sun, H.; Yi, G.; Wan, S.; Chen, J.; Xin, B.; Wang, W.; Shan, Y.; Wen, Y. Effects of Ni-5 wt% Al/Bi2O3 addition and heat treatment on mechanical and tribological properties of atmospheric plasma sprayed Al2O3 coating. Surf. Coat. Technol. 2023, 472, 129935. [Google Scholar] [CrossRef]
- Bai, L.; Wan, S.; Yi, G.; Sun, H. Exploring the influences of the counterpart materials on friction and wear behaviors of atmospheric plasma-sprayed YSZ coating. Ceram. Int. 2022, 48, 29601–29613. [Google Scholar] [CrossRef]
- Amit, K.S.; Deepali, A.; Rajnesh, T.; Vinayak, R. High temperature friction and wear of atmospheric plasma spray deposited NiMoAl-Ag-WS2 composite coatings. Surf. Coat. Technol. 2023, 455, 129225. [Google Scholar]
- Satish, I.; Sai, K.P.; Rahul, K.; Chintham, S.; Anup, K.K. High-temperature tribological behavior of plasma sprayed GNPs-reinforced YSZ coating over 316L stainless steel. Mater. Today Commun. 2024, 41, 110451. [Google Scholar]
- Yang, Z.; Liu, D.; Li, M.; Zhou, K.; Liu, Y.; Wu, J.; Fan, K.; Zhang, X.; Abdel Wahab, M. High-temperature tribological properties of APS-sprayed CoCrNiW wear-resistant coating and NiCoCrAlYTa/Cu/Mo self-lubricating coating. Tribol. Int. 2025, 209, 110682. [Google Scholar] [CrossRef]
- Munteanu, C.; Paleu, V.; Istrate, B.; Dascălu, A.; Paleu, C.C.; Bhaumik, S.; Anca, A.D. Tribological Behavior and Microstructural Analysis of Atmospheric Plasma Spray Deposited Thin Coatings on Cardan Cross Spindles. Materials 2021, 14, 7322. [Google Scholar] [CrossRef]
- Chicet, D.L.; Juhasz, J.; Cotrut, C.M.; Istrate, B.; Munteanu, C. Assessment of the Corrosion Resistance of Thermal Barrier Coatings on Internal Combustion Engine Components. Materials 2025, 18, 1227. [Google Scholar] [CrossRef]
- Paleu, V.; Paleu, C.C.; Istrate, B.; Bhaumik, S.; Munteanu, C. Friction and wear resistance of Al2O3 40TiO2 (AMDRY 6250) coating of a pump shaft sleeve bearing. IOP Conf. Ser. Mater. Sci. Eng. 2020, 724, 12064. [Google Scholar] [CrossRef]
- Mohamed, A.; Elayaperumal, A.; Franklin, I.R.; Arulvel, S.; Manikandan, R. Tribology Characterization of Plasma Sprayed Zirconia-Alumina and Fused Zirconia-Alumina Composite Coated Al-Si Alloy at Different Sliding Velocity and Load Conditions. Silicon 2021, 14, 4707–4722. [Google Scholar]
- Wang, Y.; Guo, Y.; Zhang, Q. Study on tribological properties and process optimization of Al2O3-xTiO2 composite coatings prepared by plasma spraying. Mater. Today Commun. 2025, 44, 112182. [Google Scholar] [CrossRef]
- Szala, M.; Kaminski, M.; Latka, L.; Nowakowska, M. Cavitation erosion and wet environvent tribological behaviour of Al2O3–13% TiO2 Cotings deposited via different atmospheric plasma spraying parameters. Acta Phys. Pol. 2022, A, 142. [Google Scholar]
- Alexander, D.; Gábor, L.; András, L.N.; Ibolya, Z.; Barna, H.; Dirk, B. Wear behaviour of ceramic particle reinforced atmospheric plasma spray coatings on the cylinder running surface of internal combustion engines. Wear 2022, 502–503, 204373. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Equipment Type | Function | Soil-Contact Elements | Types |
|---|---|---|---|
| Ploughs | Initial soil cutting and turning | Long blades or shanks | Mouldboard Ploughs: Wing-shaped blades for shallow, thorough soil turning. |
| Disc Ploughs: Rows of discs for cutting and turning, suitable for sticky or rocky soil. | |||
| Chisel Ploughs: Long shanks for deep tillage (up to 1 foot or more). | |||
| Harrows | Soil agitation and surface levelling after ploughing | Teeth, discs, rollers, or chains with spikes. | Spring Harrows: Iron teeth for loosening soil. |
| Roller Harrows: Spiked rollers to crush soil clumps. | |||
| Chain Harrows: Chain nets with spikes for aerating and spreading. | |||
| Disc Harrows: Discs for aggressive soil and weed breakup. | |||
| Fertilizer Spreaders | Even distribution of fertilizers | Indirect contact via spreading material on soil surface | Broadcast Spreaders: Use gravity for dispersion. |
| Manure Spreaders: Spread solid manure; often followed by harrowing. | |||
| Slurry Spreaders: Spray liquid manure (slurry) directly onto the soil. | |||
| Seeders | Planting seeds into soil | Drills, blades, or openers | Broadcast Seeders: Disperse seeds over surface (minimal soil contact). |
| Air Seeders: Use compressed air to place seeds (requires suitable soil conditions). | |||
| Box Drill Seeders: Drill into soil and deposit seeds at set depth. | |||
| Planters: Cut into soil, insert seeds, then close soil. | |||
| Cultivators | Shallow tillage and weed control | Tines or blades used to stir soil near surface. |
| Process | Material | Coating Thickness [μm] | Applications/Equipment/ Tillage Tool |
|---|---|---|---|
| Thermal spray/ plasma spray (APS) | WC-Co-Cr, Cr3C2NiCr, Stellite-21 | 100–150 | Rotavator blades/harrow disc cultivator sweeps |
| Ferrous/Non-Ferrous Alloys, Carbides, Ceramics | 400–2500, 50–500, 150–800, 100–200 | ||
| High-velocity oxy-fuel flame (HVOF) | 25% (Cr3C2-25(Ni20Cr)) + NiCrAlY, Ferrous Alloys, Non-Ferrous Alloys, Self-Fluxing Alloys, Carbides, Ceramics | –, 50–2500, 50–2500, 50–2500, 50–5000, 250–2000 | Rotary tiller blades |
| Electric arc surfacing | Ferrous Alloys, Non-Ferrous Alloys, Unalloyed Cast Iron | 100–2500, 100–2500, 100–5000 | Rotary tiller blades/ploughshares |
| Electro deposition | Nanocoatings (Hydrophobic + Ceramic Coating Spray), Nickel chrome plating | 200, strat multistrat | Chisel blade |
| Thermal diffusion | Carbonitriding | 140–470 | Ploughshares |
| Mechanical Properties | Texture/Granulometry | Hard Materials/Rocks | Usage | Crops |
|---|---|---|---|---|
| Cambisols (26.7% of Europe’s surface) pH: Eutric: >5.5, Dystric: <5.5 | ||||
| Moderate to deep profiles, weakly developed cambic horizon, stable structure, some erosion risk on slopes | Loamy to clayey; fertile; erosion-sensitive if sloped | Some subtypes (e.g., calcaric) have carbonate nodules; vertic types may swell/shrink significantly | Highly productive for food and oil crops; Mediterranean crops like olives, figs, grapes are also supported | Cereals, oil crops, vines, olives, figs |
| Luvisols (15% of Europe’s surface) pH: Dystric: <5.5, Eutric/Calcic: >6 | ||||
| Strong textural differentiation with clay-rich argic horizon; good porosity | Medium to fine; clay-rich subsurface can hinder water | Calcic/ferric luvisols may have hardpans; they can affect deep ploughing | Used for mixed and intensive agriculture | Cereals, potatoes, beets, fodder crops |
| Chernozems (~3.4% of Europe’s surface) pH: 6.5–8.5 (neutral to alkaline) | ||||
| Deep, stable structure with granular aggregates; very good natural structure | Loamy to clay-rich; deep and nutrient-rich | Few hard materials, high organic content supports easy cultivation | Extensively used for cereals; very fertile steppe soils | Wheat, maize, sunflower |
| Fluvisols (~3.1% of Europe’s surface) pH: variable (often neutral to slightly alkaline) | ||||
| Young, stratified; good tilth in floodplain zones; variability due to deposition | Alluvial, fine- to medium-textured; sometimes stratified | Some areas with gravel or recent sediments; variability exists | Floodplain farming: rice, cereals, vegetables | Rice, vegetables, maize, cereals |
| Phaeozems (~1.4% of Europe’s surface) pH: 5.5–7 (slightly acidic to neutral) | ||||
| Well-structured, humus-rich; prone to slight compaction | Loamy to silty; high organic matter improves workability | Minimal rock content; subsoil structure favorable to tillage | Ideal for cereals, sugar beet, vegetables (with irrigation) | Wheat, sugar beet, vegetables |
| Vertisols (<1.0% of Europe’s surface) pH: ~7–8 (neutral to alkaline, varies seasonally) | ||||
| Heavy, plastic clays; swell–shrink behavior; difficult tillage when wet | Very clayey; >30% clay; forms cracks in dry season | Slickensides, hard when dry; swelling clays hinder equipment | Cotton, cereals, some pulses; irrigation improves potential | Cotton, wheat, barley |
| No. | Proportion of Granulometric Components by Percentage [%] | Particle Size Distribution in Soil | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Sand | Silt | Clay | |||||||
| Very Coarse 1.0 < d ≤ 2.0 | Coarse 0.5 < d ≤ 1.0 | Medium 0.25 < d ≤ 0.5 | Fine 0.10 < d ≤ 0.25 | Very Fine 0.05 < d ≤ 0.10 | Coarse 0.02 < d ≤ 0.05 | Fine 0.002 < d ≤ 0.02 | d ≤ 0.002 | ||
| 1 | 1.9 | 5.6 | 12.1 | 29.1 | 19.9 | 11.8 | 13.7 | 5.9 | fsl |
| 2 | 2.3 | 7.0 | 13.8 | 26.7 | 17.0 | 10.7 | 16.6 | 5.9 | fsl |
| 3 | 2.1 | 5.0 | 11.1 | 25.1 | 15.5 | 12.7 | 22.6 | 5.9 | fsl |
| 4 | 2.1 | 6.7 | 17.7 | 35.2 | 18.6 | 7.9 | 7.9 | 3.9 | fsl |
| 5 | 1.7 | 6.0 | 14.7 | 31.1 | 19.0 | 12.8 | 10.8 | 3.9 | fsl |
| 6 | 1.9 | 5.8 | 13.7 | 24.8 | 23.4 | 10.8 | 13.7 | 5.9 | fsl |
| 7 | 1.7 | 5.4 | 14.0 | 26.2 | 17.3 | 12.8 | 17.7 | 4.9 | fsl |
| Material Type | Common Applications | Properties |
|---|---|---|
| High-Carbon Steel | Ploughshares, cultivator tines, harrow discs | Offers good hardness and wear resistance; cost-effective; commonly used in various tools. |
| Boron Steel | Harrow discs, plough blades | Enhanced hardness (48–52 HRC); improved wear resistance; suitable for heavy-duty use. |
| 65Mn Spring Steel | Disc blades, tines | High elasticity and toughness; maintains shape under stress; hardness around 38–45 HRC. |
| Alloy Steels | Various soil-engaging components | Tailored properties for specific applications; may include elements like chromium or nickel for added strength and corrosion resistance. |
| Low-Alloy Steels | General-purpose tillage tools | Balanced strength and toughness; cost-effective for moderate wear conditions. |
| HARDOX Steel | Various implements | Wear-resistant steel components (HARDOX 400/450/500/600); high hardness and toughness; suitable for demanding applications. |
| Cast Iron | Components requiring high compressive strength | Good wear resistance; brittle nature; used in parts where tensile strength is less critical. |
| High-Manganese Steel | Wear plates, crusher jaws | High impact strength and resistance to abrasion once in its work-hardened state. |
| High-Chromium Alloys | Wear-resistant parts | Excellent hardness and corrosion resistance; used in environments with high abrasive wear. |
| Cemented Carbides (e.g., WC) | Cutting tools, inserts | Extremely hard and wear-resistant; suitable for high-speed applications; more brittle and expensive. |
| Tool Steels (e.g., AISI D2) | Dies, cutting tools | High hardness and wear resistance; maintain a sharp edge; used in precision tools. |
| High-Speed Steels (HSS) | Cutting tools, drill bits | Maintain hardness at high temperatures; suitable for high-speed machining. |
| Ceramic Composites | Plough heads, harrow points | High hardness and wear resistance; brittle; used in specialized applications requiring minimal wear. |
| Surface Coatings (e.g., TiAlN, CrN) | Various tools | Applied to enhance surface hardness and wear resistance; extend tool life without altering base material properties. |
| Ref. | Coating Material | Results and Discussions |
|---|---|---|
| [66] | Fe-based metallic glass (FeW-CrNiMoBSiC) |
|
| [67] | AlCoCrFeNi HEA with Ag + BaF2/CaF2 |
|
| [68] | Ni60 alloy |
|
| [69] | Cr2O3–65%TiO2 (CT65) |
|
| [70] | Fe-based amorphous/nanocrystalline (Fe63Cr9P5B16C7) |
|
| [71] | Al2O3/ZrO2 ceramic + epoxy + PFPE |
|
| [72] | MoS2 with 2–4% CNTs |
|
| [73] | NiCrAlY with 0, 3, 6, 12, 18 wt% Al2O3 |
|
| [74] | Al2O3/PFA base with PFPE oil |
|
| [75] | Ni-5 wt% Al with Bismuth addition |
|
| [76] | Cr2O3 with the addition of varying stainless-steel ratios (Fe-Cr-Ni) |
|
| [77] | Cu-15Ni-8Sn spinodal alloy |
|
| [78] | NiCrBSi-Zr (with ZrH2), compared to pure NiCrBSi |
|
| [79] | WS2 and Bi2S3 solid lubricant coatings |
|
| [80] | TiO2–ZnO and TiOx ceramics |
|
| [81] | Cr2O3 |
|
| [82] | AlN (from Al/AlN composite powder) |
|
| [83] | Ytterbium disilicate (YbDS) with variable PE content |
|
| [84] | WC-based powder |
|
| [85] | Nanostructured and conventional Al2O3 3 wt% TiO2 |
|
| [86] | Al2O3 + 13 wt% TiO2 (AT13) |
|
| [87] | Mo–NiCrFeBSiC |
|
| [88] | Alumina and alumina-graphite |
|
| [89] | YSZ, YSZ/Ag, YSZ/MoO3, YSZ/Ag/MoO3 |
|
| [90] | Diamond/Ni–P composite (DMMC) |
|
| [91] | Al2O3 with Ni-5%Al and Bi2O3 |
|
| [92] | YSZ |
|
| [93] | NiMoAl base with Ag and WS2 solid lubricants |
|
| [94] | YSZ reinforced with graphene nanoplatelets |
|
| [95] | CoCrNiW and NiCoCrAlYTa/Cu/Mo coatings |
|
| [96] | Metco 32 and Metco 72 powders |
|
| [97] | Cr3C2-25(Ni20Cr), MgZrO3-35NiCr, ZrO2-5CaO |
|
| [98] | Al2O3–40TiO2 (AMDRY 6250) |
|
| [99] | ZrO2-Al2O3 (ZAC) and fused ZrO2-Al2O3 (FZA) |
|
| [100] | Al2O3-xTiO2 composite coatings (x = 3, 13, 20, 40) |
|
| [101] | Al2O3–13% TiO2 |
|
| [102] | Ceramic (Al2O3–ZrO2)-reinforced chromium steel matrix (0–100 wt% ceramic) |
|
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Munteanu, C.; Melnic, I.; Istrate, B.; Hardiman, M.; Gaiginschi, L.; Lupu, F.C.; Arsenoaia, V.N.; Chicet, D.L.; Zirnescu, C.; Badiul, V. A Comprehensive Review of Improving the Durability Properties of Agricultural Harrow Discs by Atmospheric Plasma Spraying (APS). Coatings 2025, 15, 632. https://doi.org/10.3390/coatings15060632
Munteanu C, Melnic I, Istrate B, Hardiman M, Gaiginschi L, Lupu FC, Arsenoaia VN, Chicet DL, Zirnescu C, Badiul V. A Comprehensive Review of Improving the Durability Properties of Agricultural Harrow Discs by Atmospheric Plasma Spraying (APS). Coatings. 2025; 15(6):632. https://doi.org/10.3390/coatings15060632
Chicago/Turabian StyleMunteanu, Corneliu, Iurie Melnic, Bogdan Istrate, Mark Hardiman, Lidia Gaiginschi, Fabian Cezar Lupu, Vlad Nicolae Arsenoaia, Daniela Lucia Chicet, Constantin Zirnescu, and Vladimir Badiul. 2025. "A Comprehensive Review of Improving the Durability Properties of Agricultural Harrow Discs by Atmospheric Plasma Spraying (APS)" Coatings 15, no. 6: 632. https://doi.org/10.3390/coatings15060632
APA StyleMunteanu, C., Melnic, I., Istrate, B., Hardiman, M., Gaiginschi, L., Lupu, F. C., Arsenoaia, V. N., Chicet, D. L., Zirnescu, C., & Badiul, V. (2025). A Comprehensive Review of Improving the Durability Properties of Agricultural Harrow Discs by Atmospheric Plasma Spraying (APS). Coatings, 15(6), 632. https://doi.org/10.3390/coatings15060632