
Experimental Investigation of Lubrication Performance of Rhombic-Textured TiN-Coated Surfaces Under Lubricated Conditions


Abstract
1. Introduction
2. Experimental Details
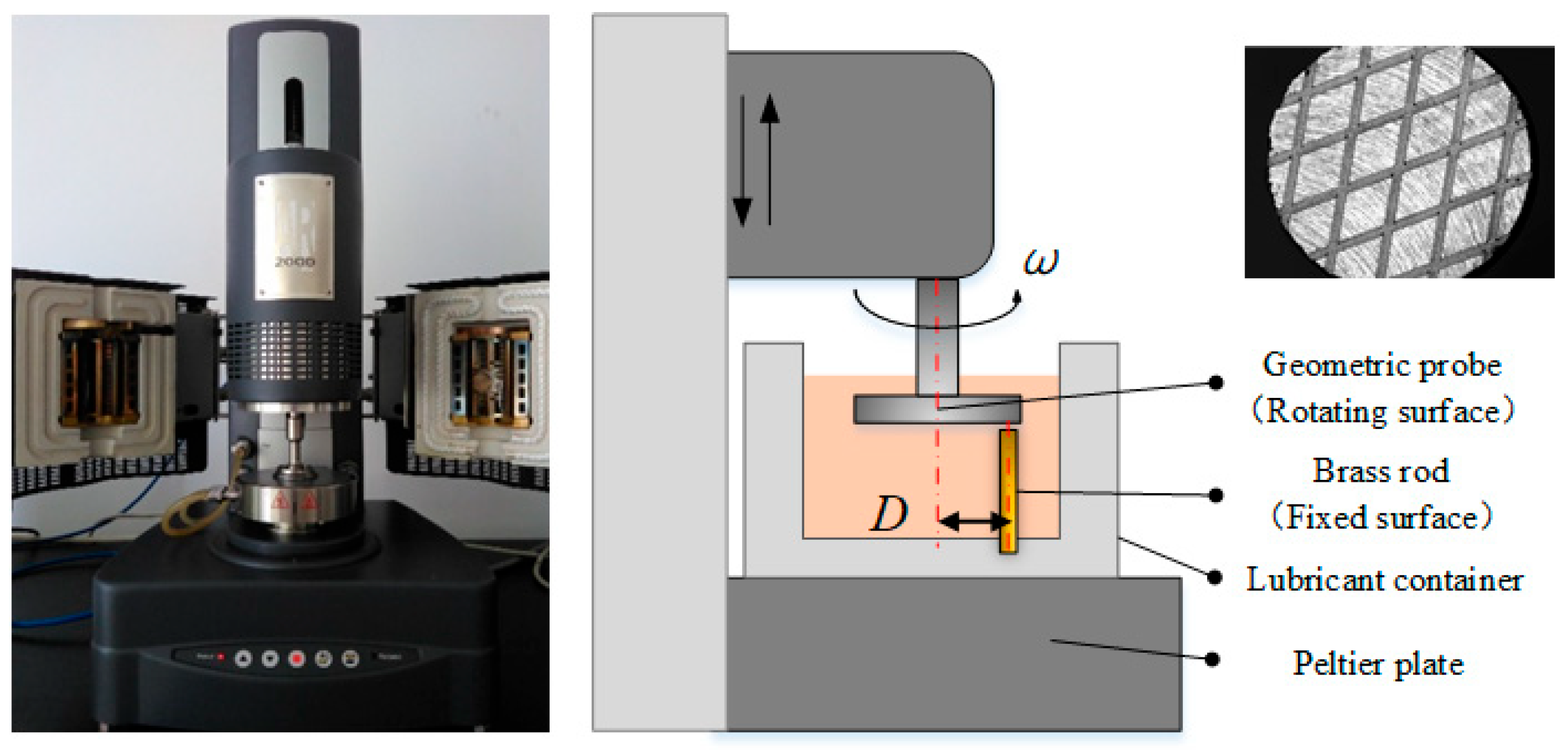
2.1. Description of Experimental Device
2.2. Design and Preparation of Samples
2.3. Design of Experimental Procedure
3. Results and Discussions
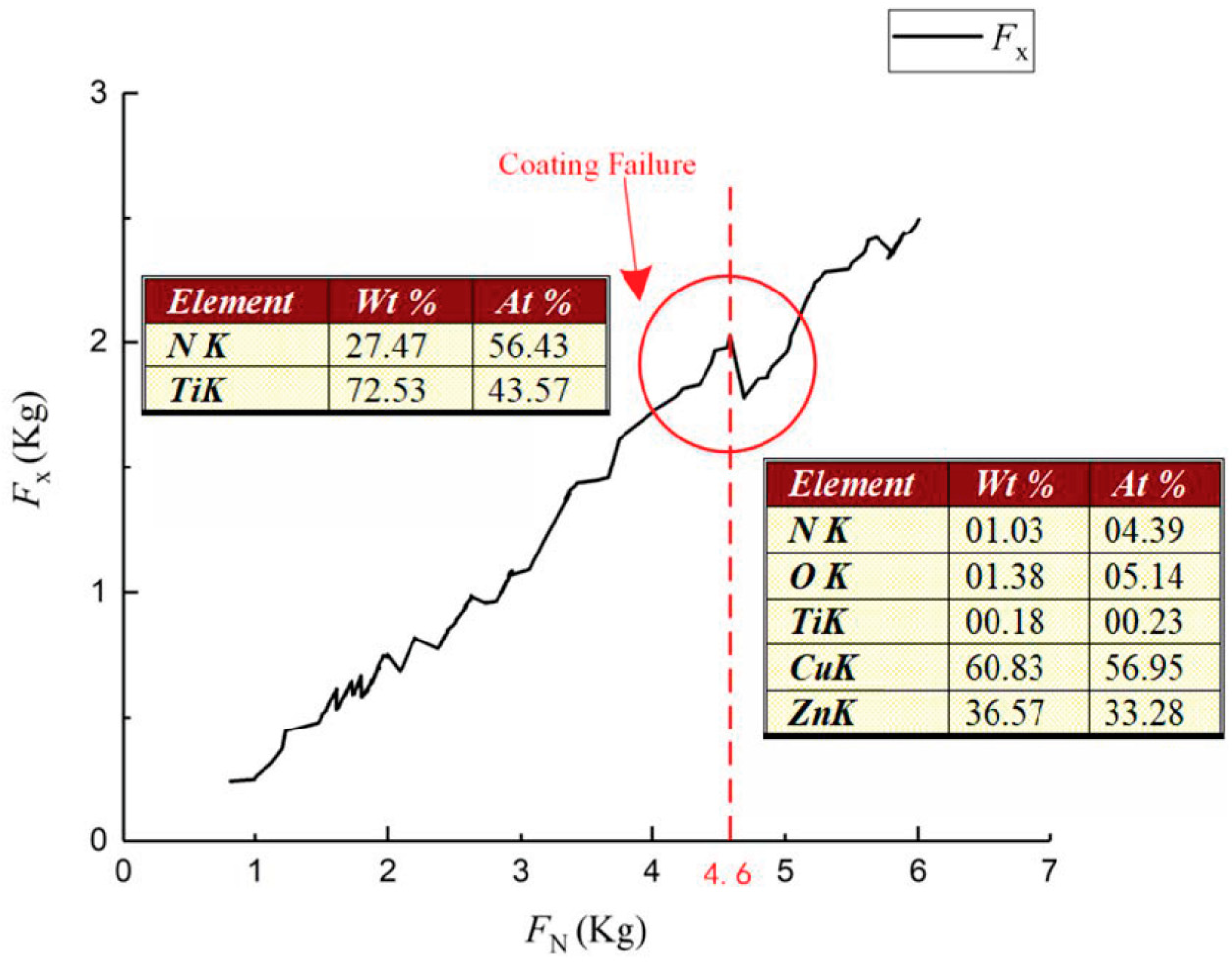
3.1. Surface Characteristics
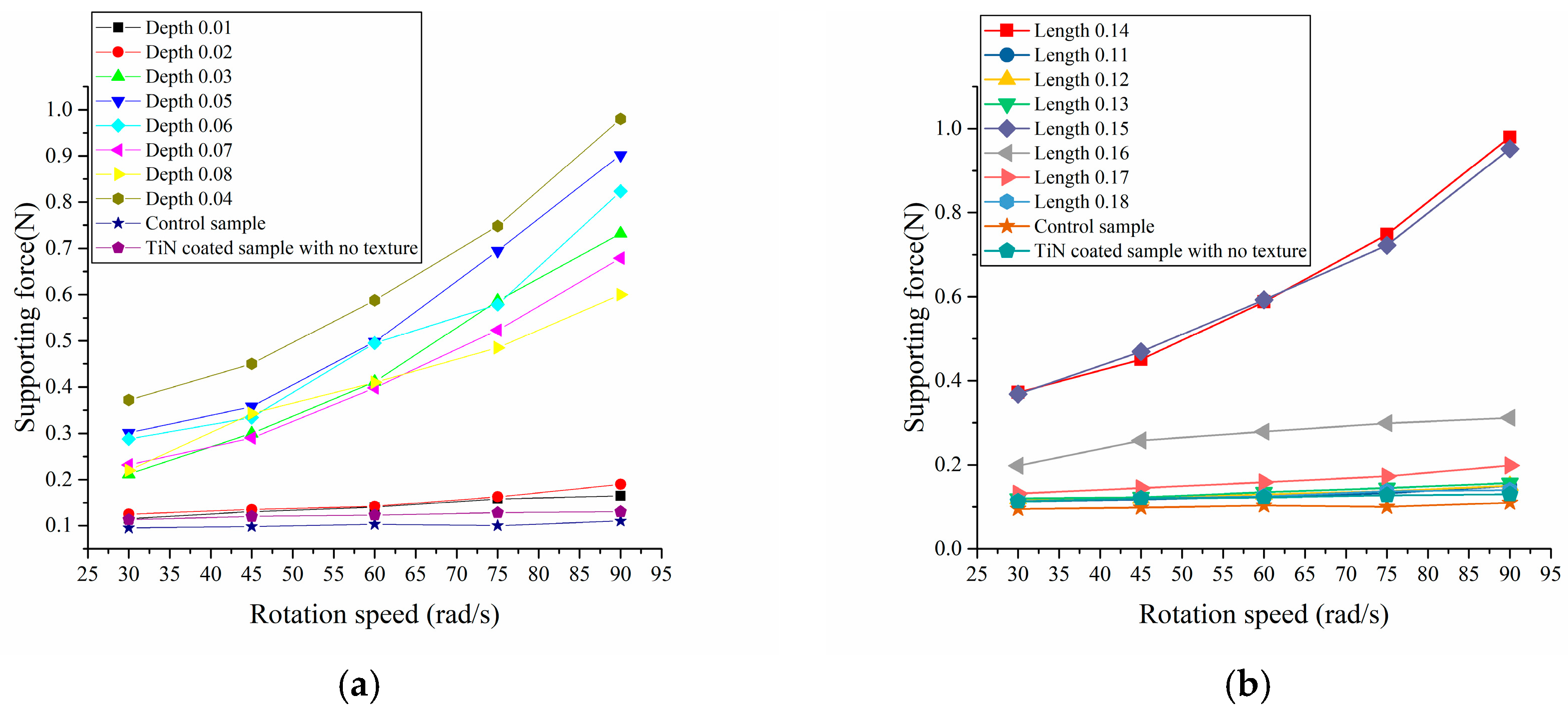
3.2. Lubrication Performance Analysis
3.3. Friction Behavior Analysis
4. Summary and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yu, H.; Wei, H.; Wang, X. Dimple patterns design for different circumstances. Lubr. Sci. 2013, 25, 67–78. [Google Scholar] [CrossRef]
- Tang, W.; Zhou, Y.; Zhu, H. The effect of surface texturing on reducing the friction and wear of steel under lubricated sliding contact. Appl. Surf. Sci. 2013, 273, 199–204. [Google Scholar] [CrossRef]
- Huang, W.; Wang, X. Biomimetic design of elastomer surface pattern for friction control under wet conditions. Bioinspir. Biomim. 2013, 8, 046001. [Google Scholar] [CrossRef]
- Mo, J.L.; Wang, Z.G.; Chen, G.X. The effect of groove-textured surface on friction and wear and friction-induced vibration and noise. Wear 2013, 301, 671–681. [Google Scholar] [CrossRef]
- Wang, Y.; Hu, H.; Shao, J. Fabrication of well-defined mushroom-shaped structures for biomimetic dry adhesive by conventional photolithography and molding. Acs Appl. Mater. Interfaces 2014, 6, 2213. [Google Scholar] [CrossRef]
- Dai, Q.; Huang, W.; Wang, X. Surface roughness and orientation effects on the thermo-capillary migration of a droplet of paraffin oil. Exp. Therm. Fluid. Sci. 2014, 57, 200–206. [Google Scholar] [CrossRef]
- Phelan, C.; Miller, C.; Fleming, R.A.; Goss, J.A.; Rincon, C.; Wei, R.; Zou, M. Test parameter and material dependence of the frictional properties of core-shell nanostructure textured surfaces. Tribol. Int. 2022, 171, 107567. [Google Scholar] [CrossRef]
- Sedlacek, M.; Podgornik, B.; Ramalho, A.; Česnik, D. Influence of geometry and the sequence of surface texturing process on tribological properties. Tribol. Int. 2017, 115 (Suppl. S2), 268–273. [Google Scholar] [CrossRef]
- Bergmann, P.; Grün, F.; Gódor, I.; Stadler, G.; Maier-Kiener, V. On the modelling of mixed lubrication of conformal contacts. Tribol. Int. 2018, 125, 220–236. [Google Scholar] [CrossRef]
- Chen, P.; Xiang, X.; Shao, T.; La, Y.; Li, J. Effect of triangular texture on the tribological performance of die steel with TiN coatings under lubricated sliding condition. Appl. Surf. Sci. 2016, 389, 61–368. [Google Scholar] [CrossRef]
- Wang, C.; Chen, J.; Zeng, L. Wear and lubrication performance of different reticular-textured TiN-coated surfaces under lubricated conditions. Processes 2022, 10, 2605. [Google Scholar] [CrossRef]
- Shen, C.; Khonsari, M.M. Numerical optimization of texture shape for parallel surfaces under unidirectional and bidirectional sliding. Tribol. Int. 2015, 82, 1–11. [Google Scholar] [CrossRef]
- Qinggang, G.; Long, Z.; Yinghui, Z.; Shukun, W.; Ren, L. Numerical simulation of hydrodynamic lubrication performance for continuous groove-textured surface. Tribol. Int. 2022, 167, 107411. [Google Scholar]
- Shen, Z.; Wang, F.; Chen, Z.; Ruan, X.; Zeng, H.; Wang, J.; An, Y.; Fan, X. Numerical simulation of lubrication performance on chevron textured surface under hydrodynamic lubrication. Tribol. Int. 2021, 154, 106704. [Google Scholar] [CrossRef]
- Yang, H.; Yang, S.; Tong, X. Study on the matching of surface texture parameters and processing parameters of coated cemented carbide tools. Coatings 2023, 13, 681. [Google Scholar] [CrossRef]
- Suh, M.-S.; Chae, Y.-H.; Kim, S.-S.; Hinoki, T.; Kohyama, A. Effect of geometrical parameters in micro-grooved crosshatch pattern under lubricated sliding friction. Tribol. Int. 2010, 43, 1508–1517. [Google Scholar] [CrossRef]
- Yao, S.; Benjia, T.; Yadong, G.; Zhen, H.; Guoqiang, Y.; Jiahao, G.; Ming, L.; Jinxuan, Y.; Dingding, X. Experimental evaluation of grinding service performance and wear resistance of small-scale textured grinding tool with helix grooved structure. Tribol. Int. 2024, 200, 110166. [Google Scholar]
- Gong, P.; Zhang, Y.; Cui, X.; Xu, S.; Yang, M.; Jia, D.; Li, C. Lubricant transportation mechanism and wear resistance of different arrangement textured turning tools. Tribol. Int. 2024, 196, 109704. [Google Scholar] [CrossRef]
- Ma, G.J.; Wang, L.L.; Gao, H.X.; Zhang, J.; Reddyhoff, T. The coefficient of friction evolution of a TiN coated contact during sliding wear. Appl. Surf. Sci. 2015, 345, 109–115. [Google Scholar] [CrossRef]
- Wan, Q.; Yang, B.; Liu, H.D.; Chen, J.; Zhang, J. Microstructure and adhesion of MeN/TiSiN (Me = Ti, Cr, Zr, Mo, NbxAl1−x) multilayered coatings deposited by cathodic arc ion plating. Appl. Surf. Sci. 2019, 497, 143602. [Google Scholar] [CrossRef]
- Arslan, A.; Masjuki, H.; Varman, M.; Kalam, A.; Quazi, M.; Al Mahmud, K.; Gulzar, M.; Habibullah, M. Effects of texture diameter and depth on the tribological performance of DLC coating under lubricated sliding condition. Appl. Surf. Sci. 2015, 356, 1135–1149. [Google Scholar] [CrossRef]
- Li, X.; Deng, J.; Zhang, L.; Liu, Y.; Yue, H.; Duan, R.; Ge, D. Effect of surface textures and electrohydrodynamically atomized WS2 films on the friction and wear properties of ZrO2 coatings. Ceram. Int. 2019, 45, 1020–1030. [Google Scholar] [CrossRef]
- Zhang, C.; Chen, J.; Ji, B.; Zhou, J.; Zeng, L.; Yang, Y. Effect of micro-dimple texture on the tribological performance of brass with titanium nitride (TiN) coatingunder oil-lubricated conditions. Coatings 2024, 14, 119. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample No. | Length of Rhombic Side b (mm) | Groove Depth h (mm) |
|---|---|---|
| 1 | 0.14 | 0.01 |
| 2 | 0.14 | 0.02 |
| 3 | 0.14 | 0.03 |
| 4 | 0.14 | 0.05 |
| 5 | 0.14 | 0.06 |
| 6 | 0.14 | 0.07 |
| 7 | 0.14 | 0.08 |
| 8 | 0.14 | 0.04 |
| 9 | 0.11 | 0.04 |
| 10 | 0.12 | 0.04 |
| 11 | 0.13 | 0.04 |
| 12 | 0.15 | 0.04 |
| 13 | 0.16 | 0.04 |
| 14 | 0.17 | 0.04 |
| 15 | 0.18 | 0.04 |
| 16 | Control sample (untextured and uncoated brass bar) | |
| 17 | TiN-coated sample with no texture | |
| Parameter | Value |
|---|---|
| Metal target | Ti |
| Sputtering gas | Ar |
| Reaction gas | N2 |
| Ar rate (sccm) | 57 |
| N2 rate (sccm) | 152 |
| Vacuum chamber temperature (°C) | 163 |
| Deposition time (min) | 38 |
| Workpiece speed (rpm) | 4 |
| Working pressure (Pa) | 1.0 |
| Effective current (A) | 101 |
| Peak current (A) | 115 |
| Distance between target and sample (cm) | 23 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, J.; Zhou, J.; Ji, B.; Zeng, L.; Mao, Y.; Wei, J. Experimental Investigation of Lubrication Performance of Rhombic-Textured TiN-Coated Surfaces Under Lubricated Conditions. Coatings 2025, 15, 594. https://doi.org/10.3390/coatings15050594
Chen J, Zhou J, Ji B, Zeng L, Mao Y, Wei J. Experimental Investigation of Lubrication Performance of Rhombic-Textured TiN-Coated Surfaces Under Lubricated Conditions. Coatings. 2025; 15(5):594. https://doi.org/10.3390/coatings15050594
Chicago/Turabian StyleChen, Juan, Jie Zhou, Binbin Ji, Liangcai Zeng, Yang Mao, and Jun Wei. 2025. "Experimental Investigation of Lubrication Performance of Rhombic-Textured TiN-Coated Surfaces Under Lubricated Conditions" Coatings 15, no. 5: 594. https://doi.org/10.3390/coatings15050594
APA StyleChen, J., Zhou, J., Ji, B., Zeng, L., Mao, Y., & Wei, J. (2025). Experimental Investigation of Lubrication Performance of Rhombic-Textured TiN-Coated Surfaces Under Lubricated Conditions. Coatings, 15(5), 594. https://doi.org/10.3390/coatings15050594