
A CNC-Modified PAN Separator Improving the Cycle Stability of Lithium-Ion Batteries

 , , and
, , and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Experimental Section
2.1. Materials
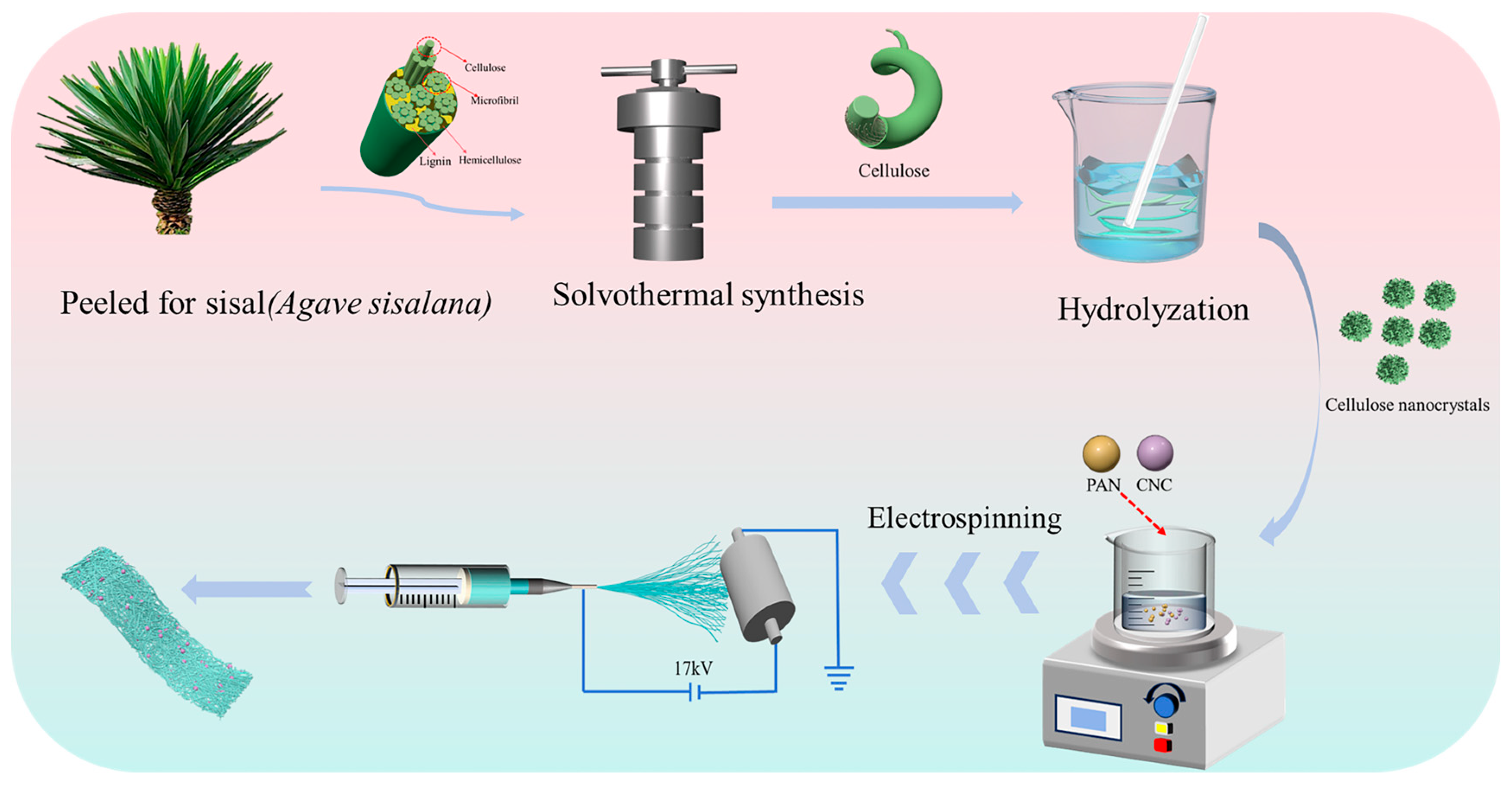
2.2. Preparation of Cellulose Nanocrystals
2.3. Preparation of CNCs/PAN Separator by Electrostatic Spinning
2.4. Battery Assembly
2.5. Characterization
3. Results and Discussion
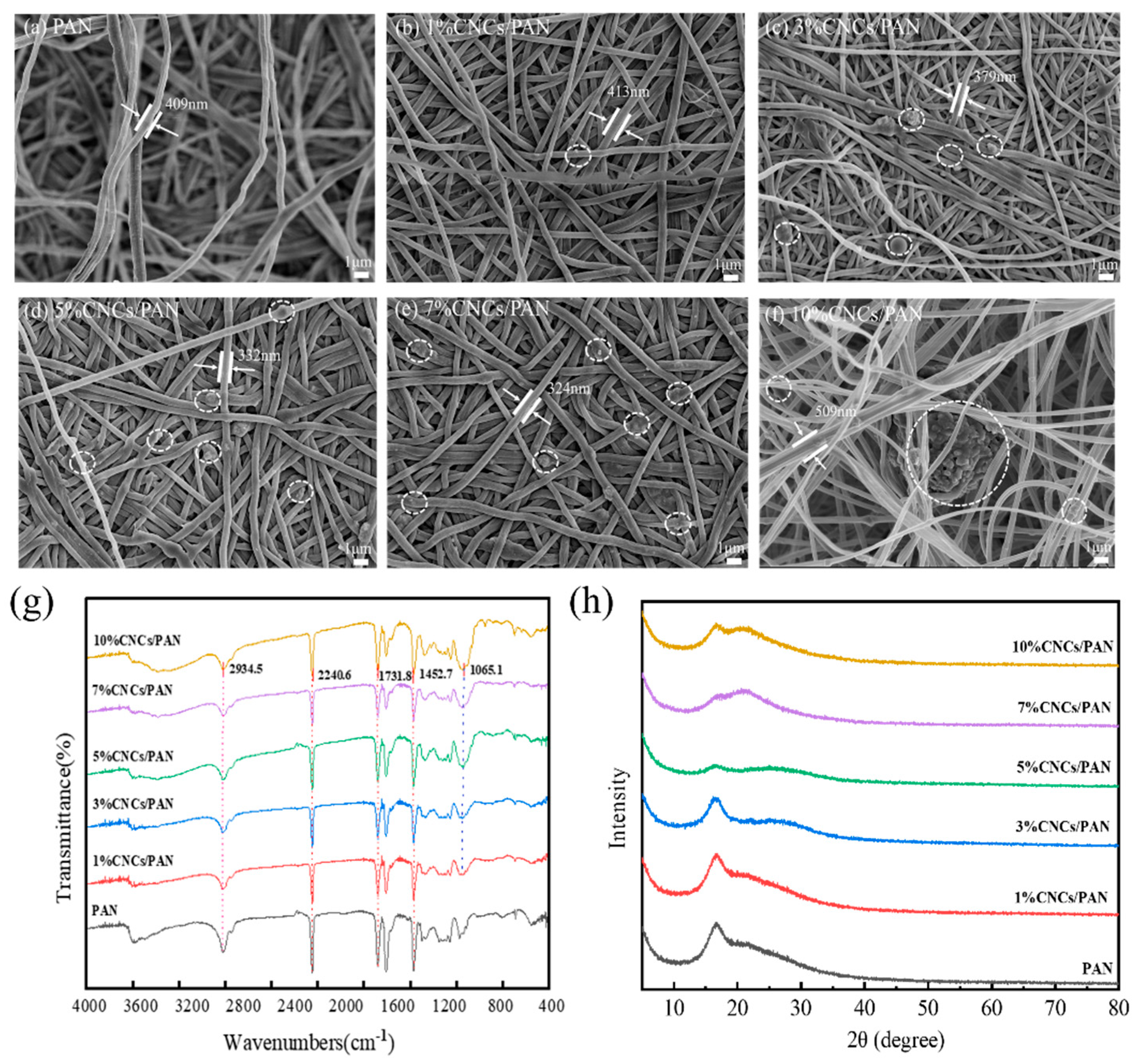
3.1. Microscopic Morphologies and Structures of Separators
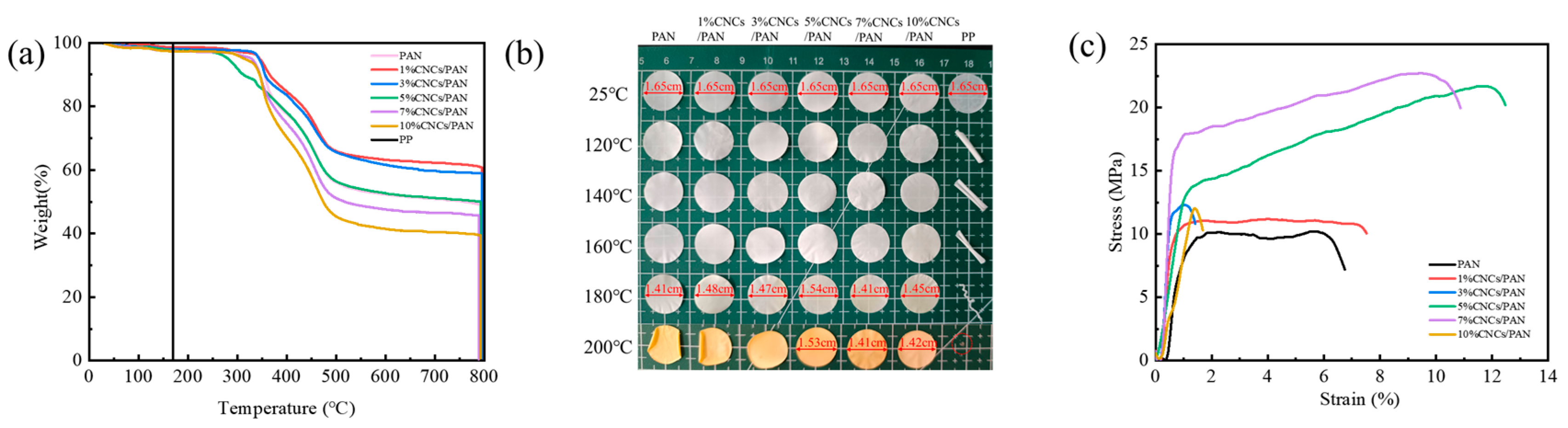
3.2. Thermal Properties of CNCs/PAN Composite Separators
3.3. Mechanical Properties of CNCs/PAN Composite Separators
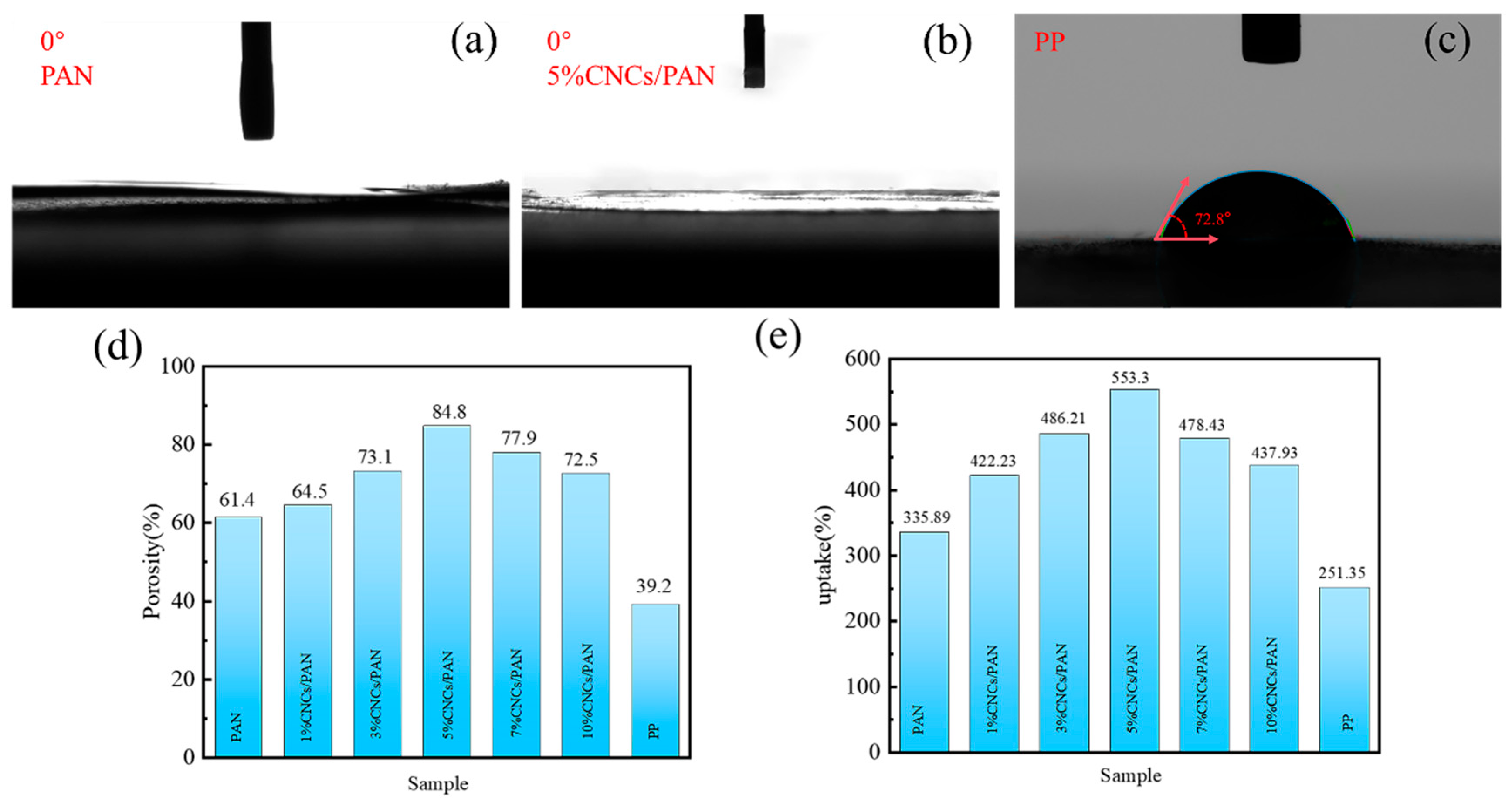
3.4. Uptake and Porosity of Separators
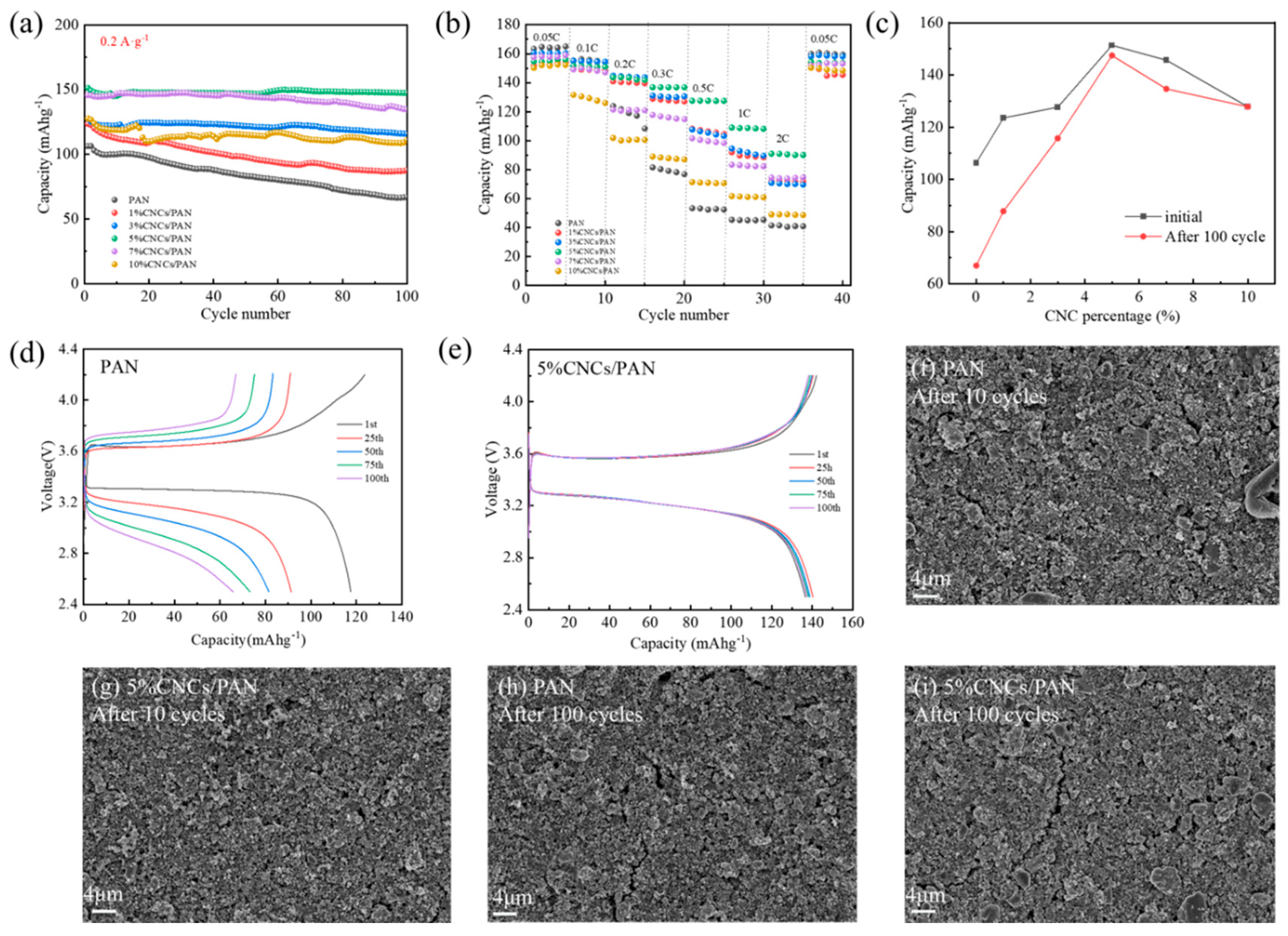
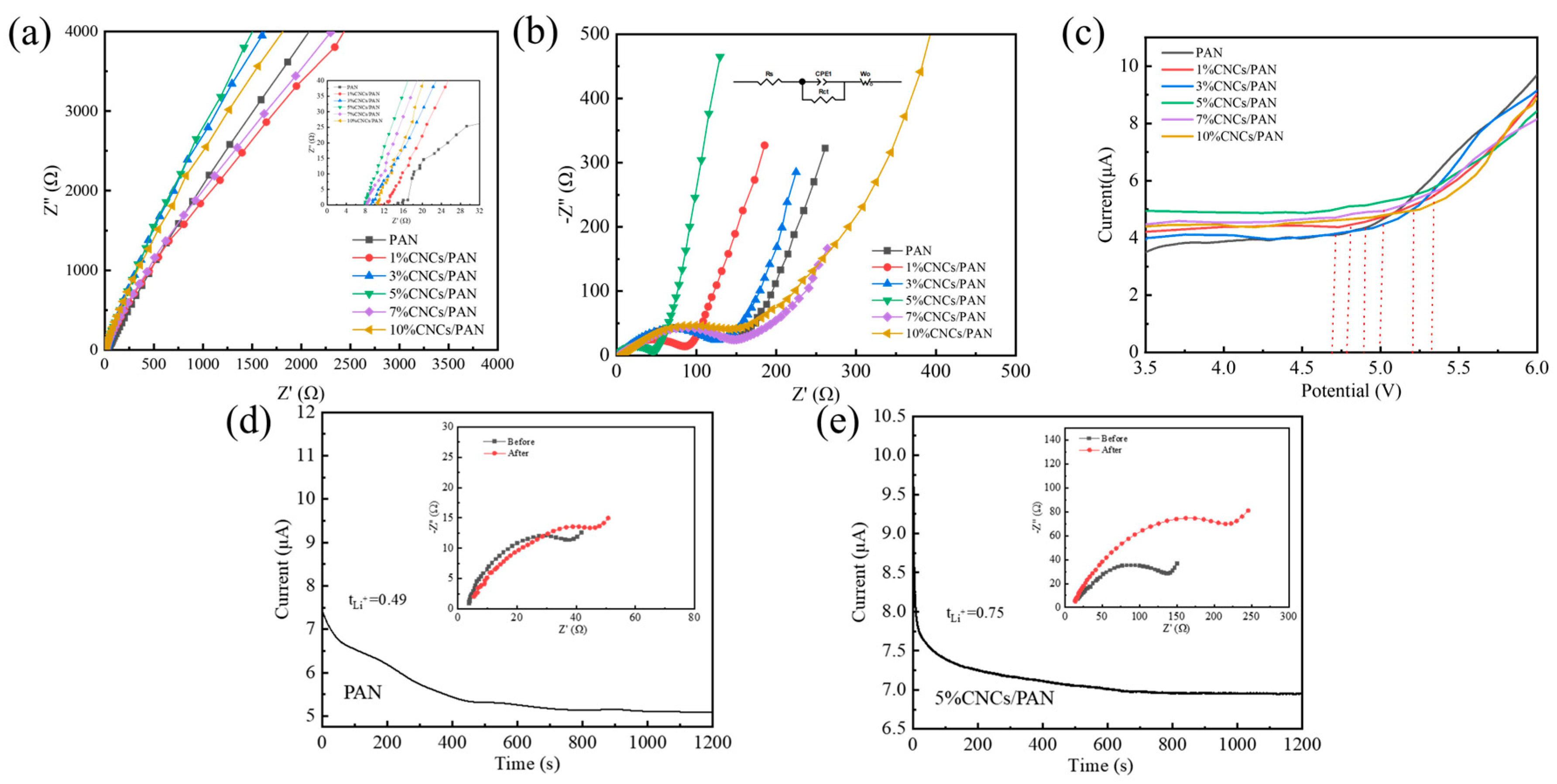
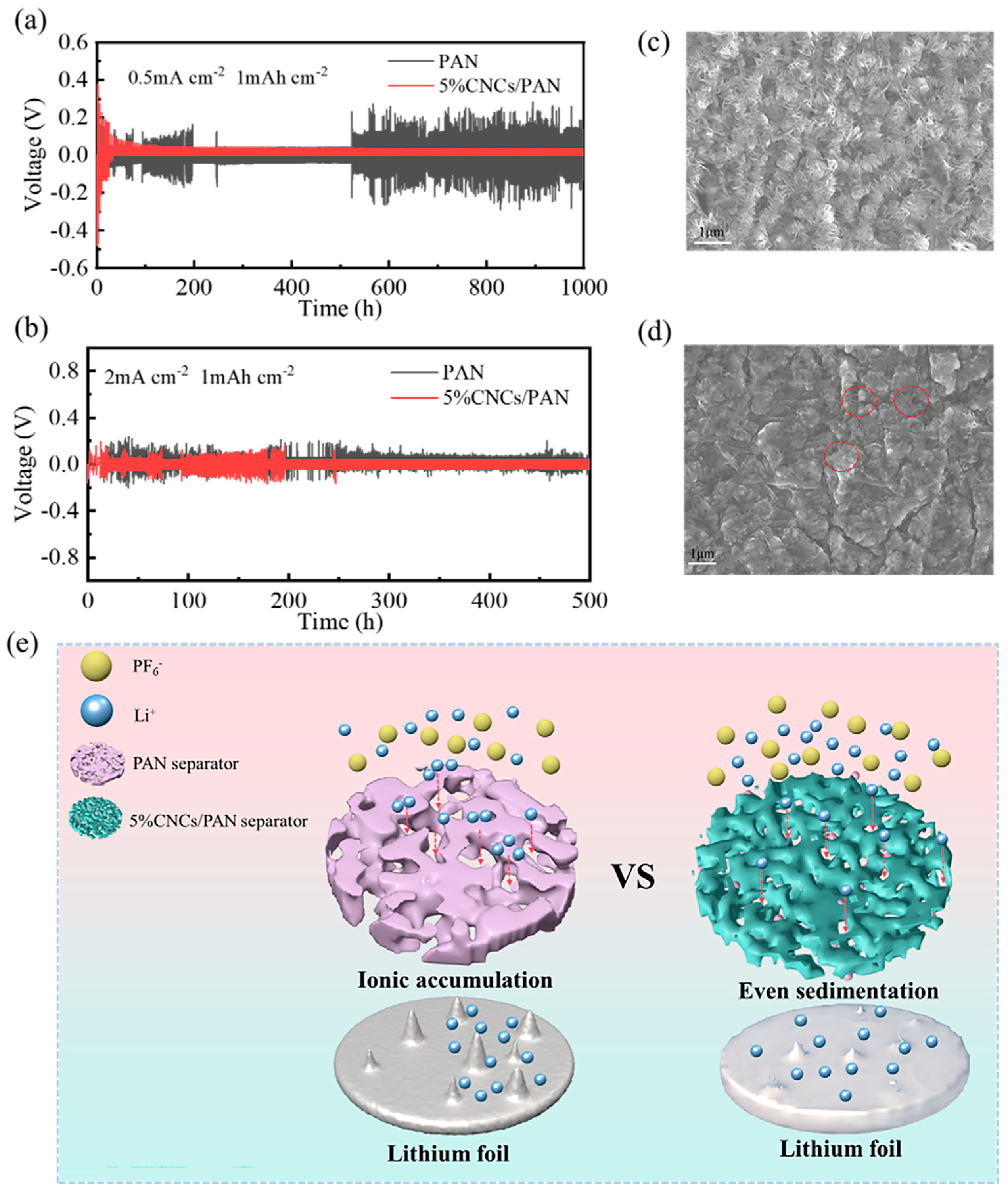
3.5. Electrochemical Properties of Separators
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Likitaporn, C.; Prathumrat, P.; Senthilkumar, N.; Tanalue, N.; Wongsalam, T.; Okhawilai, M. Engineering the separators for high electrolyte uptakes in Li-ion batteries. J. Energy Storage 2024, 101, 113861. [Google Scholar] [CrossRef]
- Xie, J.; Chen, Q.; Zhang, H.; Song, R.; Liu, T. Recent developments of nanocomposite ionogels as monolithic electrolyte separators for lithium-based batteries. Battery Energy 2023, 3, 20230040. [Google Scholar] [CrossRef]
- Zhang, S.S. A review on the separators of liquid electrolyte Li-ion batteries. J. Power Sources 2007, 164, 351–364. [Google Scholar] [CrossRef]
- Heidari, A.A.; Mahdavi, H. Recent development of polyolefin-based microporous separators for Li-ion batteries: A Review. Chem. Rec. 2020, 20, 570–595. [Google Scholar] [CrossRef]
- Deng, H.; Qiao, Y.; Wu, S.; Qiu, F.; Zhang, N.; He, P.; Zhou, H. Nonaqueous, metal-free, and hybrid electrolyte Li-ion O2 battery with a single-ion-conducting separator. ACS Appl. Mater. Interfaces 2019, 11, 4908–4914. [Google Scholar] [CrossRef]
- Yuan, M.; Liu, K. Rational design on separators and liquid electrolytes for safer lithium-ion batteries. J. Energy Chem. 2020, 43, 58–70. [Google Scholar] [CrossRef]
- Hundekar, P.; Jain, R.; Lakhnot, A.S.; Koratkar, N. Recent advances in the mitigation of dendrites in lithium-metal batteries. J. Appl. Phys. 2020, 128, 010903. [Google Scholar] [CrossRef]
- Li, J.; Fleetwood, J.; Hawley, W.B.; Kays, W. From materials to cell: State-of-the-art and prospective technologies for Lithium-ion battery electrode processing. Chem. Rev. 2022, 122, 903–956. [Google Scholar] [CrossRef]
- Francis, C.F.J.; Kyratzis, I.L.; Best, A.S. Lithium-ion battery separators for ionic-liquid electrolytes:A Review. Adv. Mater. 2020, 32, e1904205. [Google Scholar] [CrossRef]
- Jana, K.K.; Lue, S.J.; Huang, A.; Soesanto, J.F.; Tung, K.L. Separator separators for High Energy-Density Batteries. ChemBioEng Rev. 2018, 5, 346–371. [Google Scholar] [CrossRef]
- Huang, X. Separator technologies for lithium-ion batteries. J. Solid State Electrochem. 2010, 15, 649–662. [Google Scholar] [CrossRef]
- Hao, H.; Hutter, T.; Boyce, B.L.; Watt, J.; Liu, P.; Mitlin, D. Review of multifunctional separators: Stabilizing the cathode and the anode for alkali (Li, Na, and K) metal-sulfur and selenium batteries. Chem. Rev. 2022, 122, 8053–8125. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, Z.; Du, X.; Wang, Y.; Guo, X.; Yu, M.; Liu, B.; Hu, W.; Shen, L.; Lu, Y.; et al. Poly(ether ether ketone) conferred polyolefin separators with high dimensional thermal stability for Lithium-ion batteries. ACS Appl. Mater. Interfaces 2023, 15, 37354–37360. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, W.; Meng, G.; Zhang, J. Function-directed design of battery separators based on microporous polyolefin separators. J. Mater. Chem. A 2022, 10, 14137–14170. [Google Scholar] [CrossRef]
- Su, M.; Huang, G.; Wang, S.; Wang, Y.; Wang, H. High safety separators for rechargeable lithium batteries. Sci. China Chem. 2021, 64, 1131–1156. [Google Scholar] [CrossRef]
- Liu, M.; Deng, N.; Ju, J.; Fan, L.; Wang, L.; Li, Z.; Zhao, H.; Yang, G.; Kang, W.; Yan, J.; et al. A Review: Electrospun nanofiber materials for lithium-sulfur batteries. Adv. Funct. Mater. 2019, 29, 1905467. [Google Scholar] [CrossRef]
- Wang, J.; Wang, Z.; Ni, J.; Li, L. Electrospun materials for batteries moving beyond lithium-ion technologies. Electrochem. Energy Rev. 2021, 5, 211–241. [Google Scholar] [CrossRef]
- McMillin, C.R.; Fishback, T.; Harper, T.; Mussivand, T.; Kiraly, R.; Smith, W.; Navarro, R.; Nose, Y. Development of compliance chamber diaphragms with reduced permeability. J. BioMed Mater. Res. 1989, 23 (Suppl. S13), 117–128. [Google Scholar] [CrossRef]
- Li, L.; Peng, S.; Lee, J.K.Y.; Ji, D.; Srinivasan, M.; Ramakrishna, S. Electrospun hollow nanofibers for advanced secondary batteries. Nano Energy 2017, 39, 111–139. [Google Scholar] [CrossRef]
- Gao, X.; Sheng, L.; Yang, L.; Xie, X.; Li, D.; Gong, Y.; Cao, M.; Bai, Y.; Dong, H.; Liu, G.; et al. High-stability core-shell structured PAN/PVDF nanofiber separator with excellent lithium-ion transport property for lithium-based battery. J. Colloid Interface Sci. 2023, 636, 317–327. [Google Scholar] [CrossRef]
- Liang, T.; Liang, W.H.; Cao, J.H.; Wu, D.Y. Enhanced performance of high energy density lithium metal battery with PVDF-HFP/LAGP composite separator. ACS Appl. Energy Mater. 2021, 4, 2578–2585. [Google Scholar] [CrossRef]
- Nien, Y.H.; Chang, C.N.; Chuang, P.L.; Hsu, C.H.; Liao, J.L.; Lee, C.K. Fabrication and characterization of Nylon 66/PAN nanofibrous separator used as separator of lithium-ion battery. Polymers 2021, 13, 1984. [Google Scholar] [CrossRef] [PubMed]
- Jia, S.; Liang, Y.; Yang, N. High performance of polyacrylonitrile/[Mg-Al]-layered double hydroxide composite nanofiber separators for safe lithium-ion batteries. Solid State Ion. 2021, 370, 115735. [Google Scholar] [CrossRef]
- Yanilmaz, M.; Lu, Y.; Li, Y.; Zhang, X. SiO2/polyacrylonitrile separators via centrifugal spinning as a separator for Li-ion batteries. J. Power Sources 2015, 273, 1114–1119. [Google Scholar] [CrossRef]
- Liu, J.J.; Huang, Y.H.; Zhang, X.J.; Ding, Y.X.; Liu, H.; Gui, X.F. MOF-silsesquioxane synergistic modified hybrid porous separator for high-performance and high-safety lithium battery. Mater. Lett. 2024, 361, 136162. [Google Scholar] [CrossRef]
- Ju, Y.; Liu, H.; Chen, Y.; Sheng, J.; Zhai, Y.; Dong, B.; Cheng, R.; Zhou, Y.; Li, L. An ultrathin Zn-BDC MOF nanosheets functionalized polyacrylonitrile composite separator with anion immobilization and Li+ redistribution for dendrite-free Li metal battery. Compos. Commun. 2023, 37, 101449. [Google Scholar] [CrossRef]
- Liang, Y.; Lin, Z.; Qiu, Y.; Zhang, X. Fabrication and characterization of LATP/PAN composite fiber-based lithium-ion battery separators. Electrochim. Acta 2011, 56, 6474–6480. [Google Scholar] [CrossRef]
- Padmaraj, O.; Venkateswarlu, M.; Satyanarayana, N. Effect of PMMA blend and ZnAl2O4 fillers on ionic conductivity and electrochemical performance of electrospun nanocomposite polymer blend fibrous electrolyte separators for lithium batteries. RSC Adv. 2016, 6, 6486–6495. [Google Scholar] [CrossRef]
- Kopeć, M.; Lamson, M.; Yuan, R.; Tang, C.; Kruk, M.; Zhong, M.; Matyjaszewski, K.; Kowalewski, T. Polyacrylonitrile-derived nanostructured carbon materials. Prog. Polym. Sci. 2019, 92, 89–134. [Google Scholar] [CrossRef]
- Ding, W.; Xu, L. Batch fabrication of electrospun PAN/PU composite separators for safe lithium-ion batteries. Batteries 2023, 10, 6. [Google Scholar] [CrossRef]
- Mei, S.; Liu, T.; Chen, L.; Wang, Y. Preparation and performance of a PU/PAN lithium-ion battery separator based on a centrifugal spinning method. Appl. Sci. 2023, 13, 6682. [Google Scholar] [CrossRef]
- Zhang, W.; Tu, Z.; Qian, J.; Choudhury, S.; Archer, L.A.; Lu, Y. Design principles of functional polymer separators for high-energy, metal-based batteries. Small 2018, 14, e1703001. [Google Scholar] [CrossRef]
- Pan, R.; Wang, Z.; Sun, R.; Lindh, J.; Edström, K.; Strømme, M.; Nyholm, L. Thickness difference induced pore structure variations in cellulosic separators for lithium-ion batteries. Cellulose 2017, 24, 2903–2911. [Google Scholar] [CrossRef]
- Vu, A.; Qian, Y.; Stein, A. Porous electrode materials for lithium-ion batteries—How to prepare them and what makes them special. Adv. Energy Mater. 2012, 2, 1056–1085. [Google Scholar] [CrossRef]
- Luo, W.; Cheng, S.; Wu, M.; Zhang, X.; Yang, D.; Rui, X. A review of advanced separators for rechargeable batteries. J. Power Sources 2021, 509, 230372. [Google Scholar] [CrossRef]
- Bicy, K.; Gueye, A.B.; Rouxel, D.; Kalarikkal, N.; Thomas, S. Lithium-ion battery separators based on electrospun PVDF: A review. Surf. Interfaces 2022, 31, 101977. [Google Scholar] [CrossRef]
- Yang, C.; Jia, Z.; Guan, Z.; Wang, L. Polyvinylidene fluoride separator by novel electrospinning system for separator of Li-ion batteries. J. Power Sources 2009, 189, 716–720. [Google Scholar] [CrossRef]
- Xu, J.; Cai, X.; Cai, S.; Shao, Y.; Hu, C.; Lu, S.; Ding, S. High-energy lithium-ion batteries: Recent progress and a promising future in applications. Energy Environ. Mater. 2023, 6, e12450. [Google Scholar] [CrossRef]
- Yang, L.Y.; Cao, J.H.; Cai, B.R.; Liang, T.; Wu, D.Y. Electrospun MOF/PAN composite separator with superior electrochemical performances for high energy density lithium batteries. Electrochim. Acta 2021, 382, 138346. [Google Scholar] [CrossRef]
- Tang, L.; Wu, Y.; Lei, Z.; He, Y.; Chen, J. Electrospun PAN separators strengthened in situ–grown TiO2 particles for high-performance lithium-ion batteries. Ionics 2023, 29, 4669–4679. [Google Scholar] [CrossRef]
- Porporato, S.; Darjazi, H.; Gastaldi, M.; Piovano, A.; Perez, A.; Yécora, B.; Fina, A.; Elia, G.A.; Meligrana, G.; Gerbaldi, C. On the Use of Recycled PVB to Develop Sustainable Separators for Greener Li-Ion Batteries. Adv. Sustain. Syst. 2024, 9, 2400569. [Google Scholar] [CrossRef]
- Nagarajan, K.J.; Ramanujam, N.R.; Sanjay, M.R.; Siengchin, S.; Surya Rajan, B.; Sathick Basha, K.; Madhu, P.; Raghav, G.R. A comprehensive review on cellulose nanocrystals and cellulose nanofibers: Pretreatment, preparation, and characterization. Polym. Compos. 2021, 42, 1588–1630. [Google Scholar] [CrossRef]
- Kang, X.; Kuga, S.; Wang, C.; Zhao, Y.; Wu, M.; Huang, Y. Green preparation of cellulose nanocrystal and its application. ACS Sustain. Chem. Eng. 2018, 6, 2954–2960. [Google Scholar] [CrossRef]
- Xie, H.; Du, H.; Yang, X.; Si, C. Recent strategies in preparation of cellulose nanocrystals and cellulose nanofibrils derived from raw cellulose materials. Int. J. Polym. Sci. 2018, 2018, 7923068. [Google Scholar] [CrossRef]
- Lizundia, E.; Kundu, D. Advances in natural biopolymer-based electrolytes and separators for battery applications. Adv. Funct. Mater. 2020, 31, 2005646. [Google Scholar] [CrossRef]
- Li, X.; Wan, C.; Tao, T.; Chai, H.; Huang, Q.; Chai, Y.; Wu, Y. An overview of the development status and applications of cellulose-based functional materials. Cellulose 2023, 31, 61–99. [Google Scholar] [CrossRef]
- Chen, P.; Lin, X.; Yang, B.; Gao, Y.; Xiao, Y.; Li, L.; Zhang, H.; Li, L.; Zheng, Z.; Wang, J.; et al. Cellulose separators for rechargeable batteries with high safety: Advantages, strategies, and perspectives. Adv. Funct. Mater. 2024, 34, 2409368. [Google Scholar] [CrossRef]
- Sun, X.; Guo, J.; Zhi, X.; Xu, J.; Bian, Y.; Hou, K.; Li, X.; Wang, L.; Liang, G. Improved ionic conductivity and cycling stability via composite separator constructed by coating organic-modified sepiolite/PVDF layer on PP via electrospinning technology. Colloids Surf. A Physicochem. Eng. Asp. 2024, 691, 133925. [Google Scholar] [CrossRef]
- Liu, T.; Hu, X.; Zhang, Y.; He, T.; Zhou, J.; Qiao, J. Ion transport regulated lithium metal batteries achieved by electrospun ZIF/PAN composite separator with suitable electrolyte wettability. Batteries 2023, 9, 166. [Google Scholar] [CrossRef]
- Dong, G.X.; Li, H.J.; Wang, Y.; Jiang, W.J.; Ma, Z.S. Electrospun PAN/cellulose composite separator for high performance lithium-ion battery. Ionics 2021, 27, 2955–2965. [Google Scholar] [CrossRef]
- Chrissafis, K.; Bikiaris, D. Can nanoparticles really enhance thermal stability of polymers? Part I: An overview on thermal decomposition of addition polymers. Thermochim. Acta 2011, 523, 1–24. [Google Scholar] [CrossRef]
- Gambino, F.; Gastaldi, M.; Jouhara, A.; Malburet, S.; Galliano, S.; Cavallini, N.; Colucci, G.; Zanetti, M.; Fina, A.; Lia, G.A.; et al. Formulating PEO-polycarbonate blends as solid polymer electrolytes by solvent-free extrusion. J. Power Sources Adv. 2024, 30, 100160. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, A.; Guo, K.; Li, X.; Song, X.; Liu, X.; Ding, W.; Guo, B.; Guo, D.; Liu, G.; Wu, N.; et al. A CNC-Modified PAN Separator Improving the Cycle Stability of Lithium-Ion Batteries. Coatings 2025, 15, 351. https://doi.org/10.3390/coatings15030351
Zhou A, Guo K, Li X, Song X, Liu X, Ding W, Guo B, Guo D, Liu G, Wu N, et al. A CNC-Modified PAN Separator Improving the Cycle Stability of Lithium-Ion Batteries. Coatings. 2025; 15(3):351. https://doi.org/10.3390/coatings15030351
Chicago/Turabian StyleZhou, Anqi, Kailong Guo, Xuenuan Li, Xinyu Song, Xianming Liu, Weile Ding, Bin Guo, Donglei Guo, Guilong Liu, Naiteng Wu, and et al. 2025. "A CNC-Modified PAN Separator Improving the Cycle Stability of Lithium-Ion Batteries" Coatings 15, no. 3: 351. https://doi.org/10.3390/coatings15030351
APA StyleZhou, A., Guo, K., Li, X., Song, X., Liu, X., Ding, W., Guo, B., Guo, D., Liu, G., Wu, N., & Qin, A. (2025). A CNC-Modified PAN Separator Improving the Cycle Stability of Lithium-Ion Batteries. Coatings, 15(3), 351. https://doi.org/10.3390/coatings15030351