
Optimization of Coarse Aggregate Size Distribution for Preplaced Aggregate Cement Paste Coating Concrete

Abstract
1. Introduction
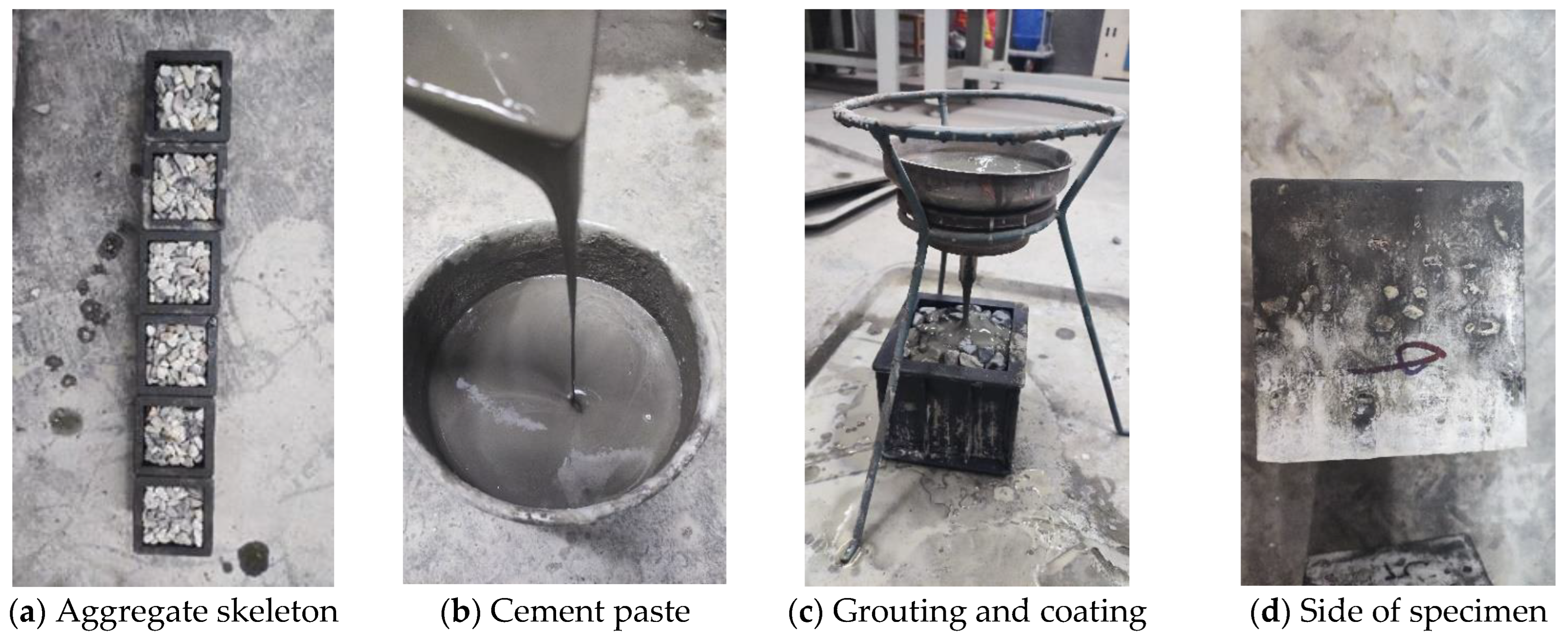
- Production of the aggregate skeleton
- Production of cement paste
- Grouting and coating
- Demolding
2. Raw Materials, Test Methods, and Mix Design
2.1. Raw Materials
2.2. Test Methods
2.2.1. Aggregate Packing Density
2.2.2. Flow of Cement Paste
2.2.3. Flowability of Cement Paste
2.2.4. Adhesiveness of Cement Paste
2.2.5. Ultrasonic Pulse Velocity
2.2.6. Groutability
2.2.7. Compressive Strength
2.2.8. Cement Efficiency
2.3. Mix Design
3. Results and Discussion
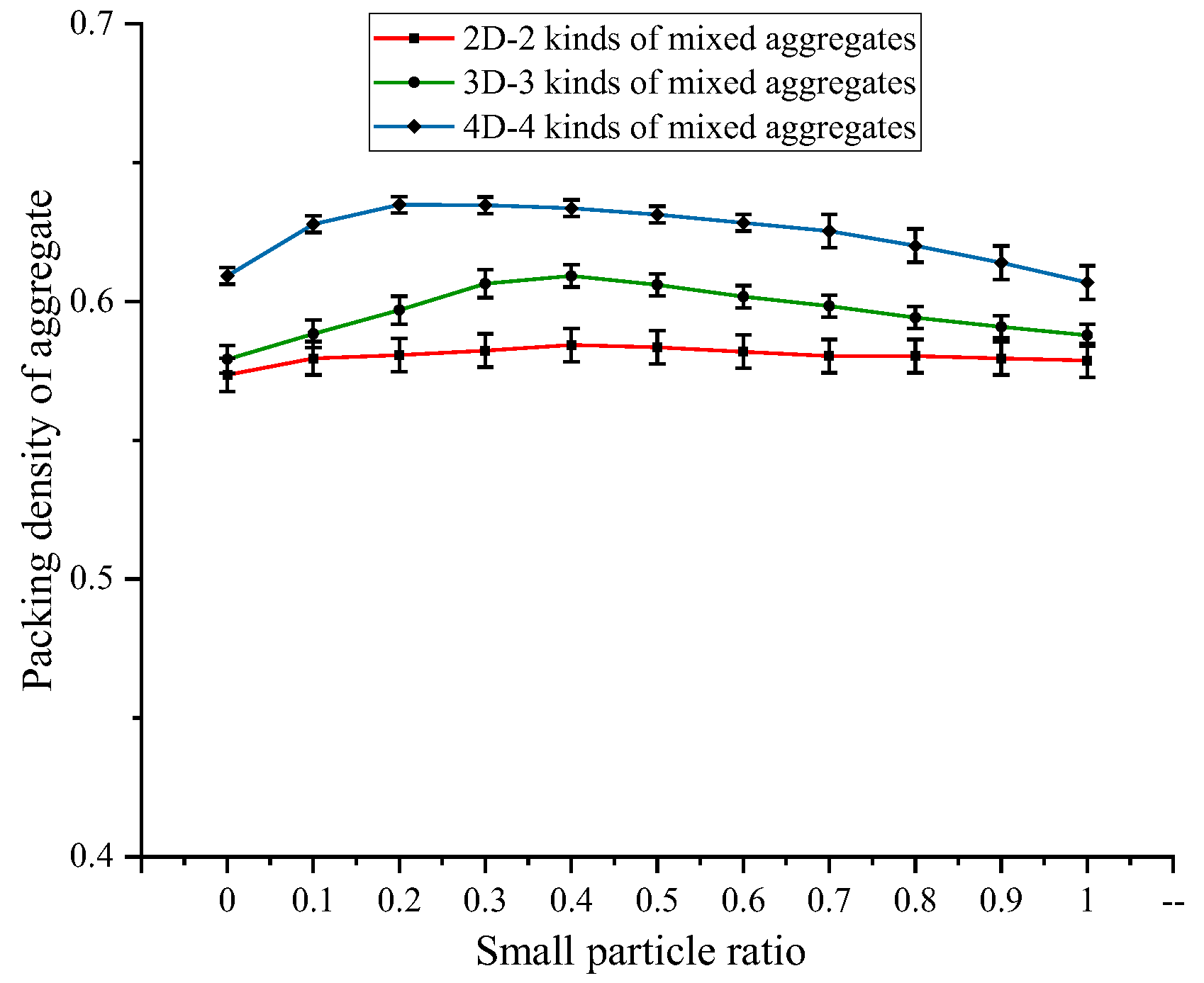
3.1. The Packing Density of Aggregate
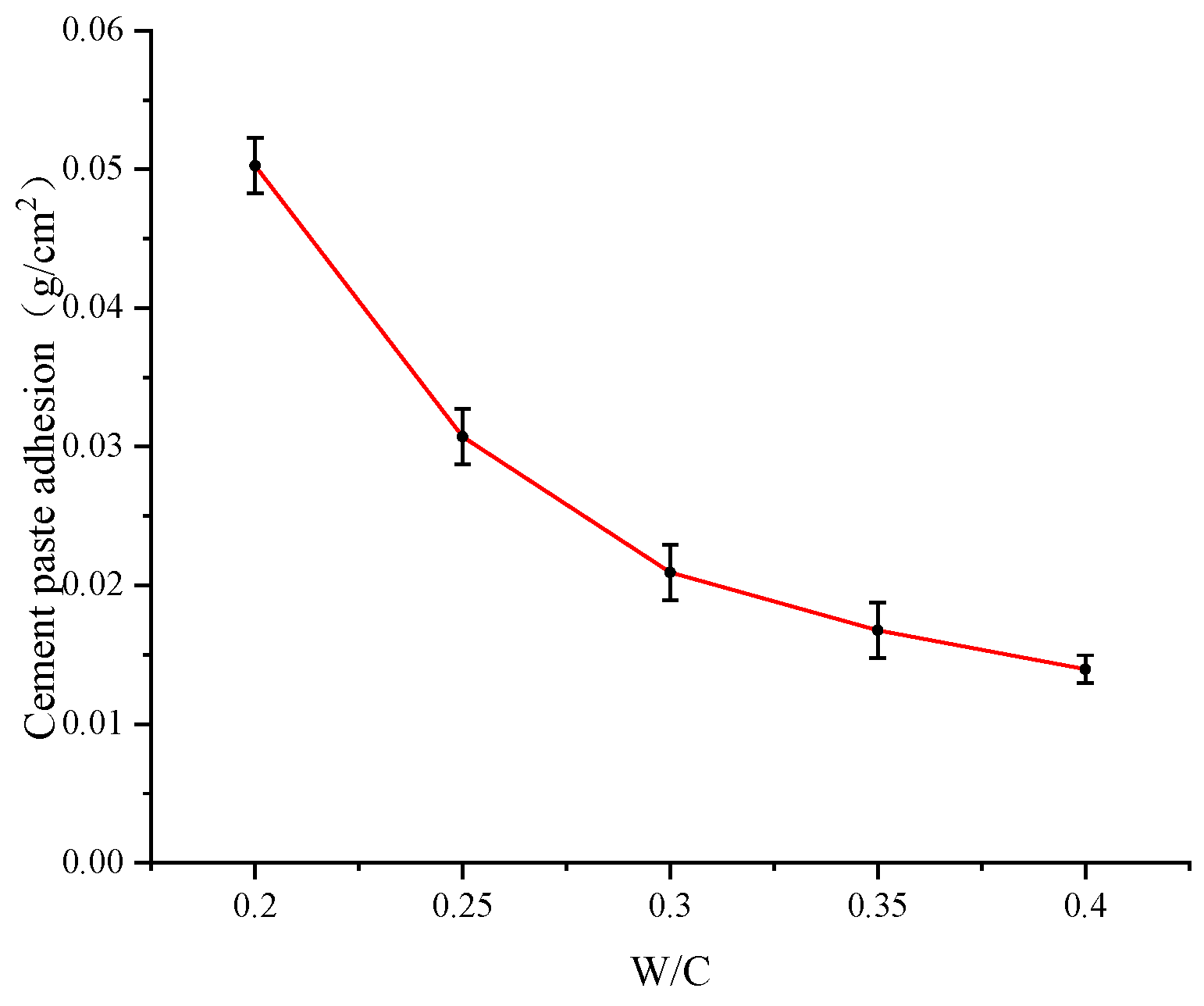
3.2. Flowability and Viscosity of Cement Paste
3.3. Grouting Rate
3.4. Ultrasonic Velocity
3.5. Strength
3.6. Cement Efficiency
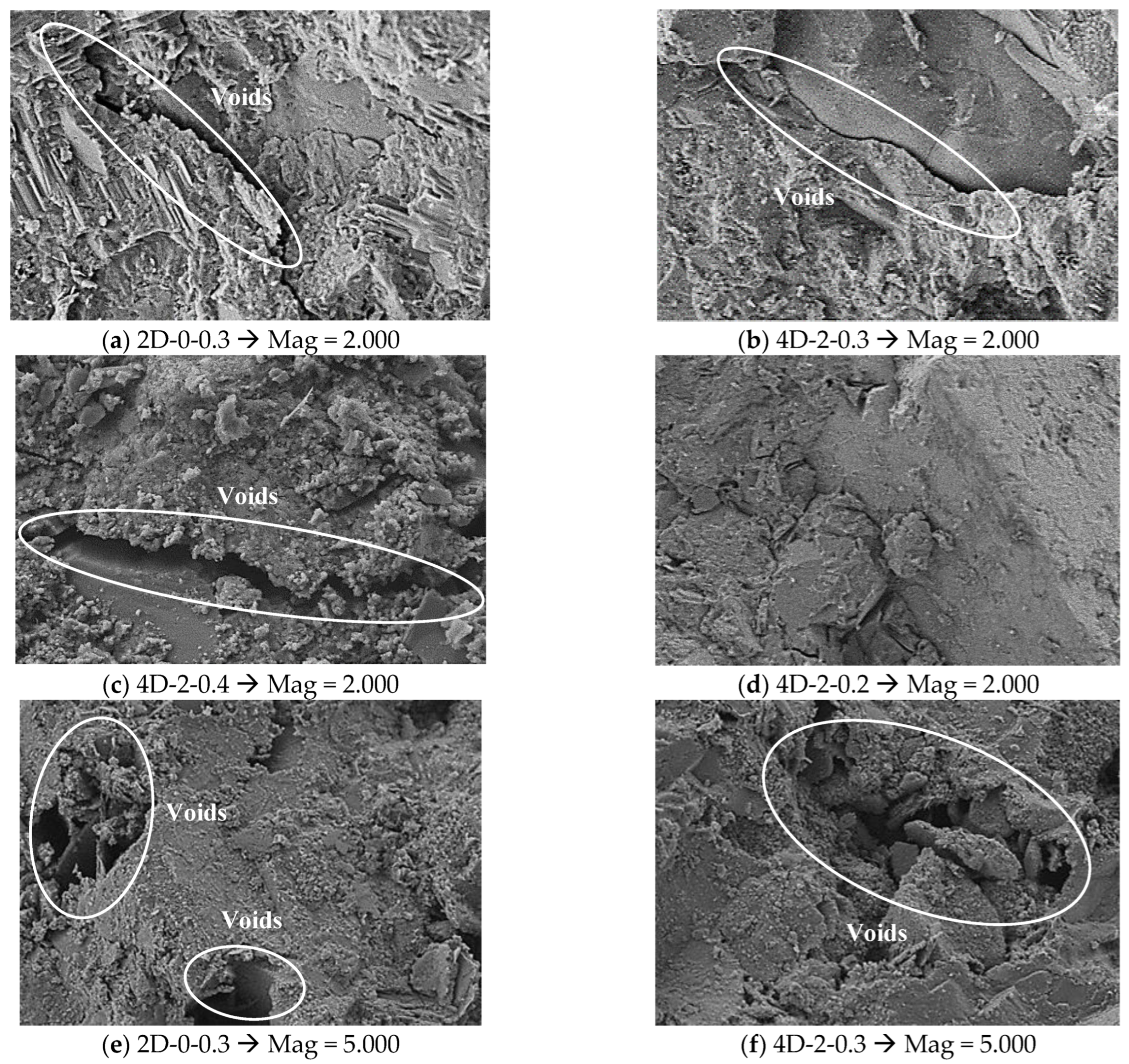
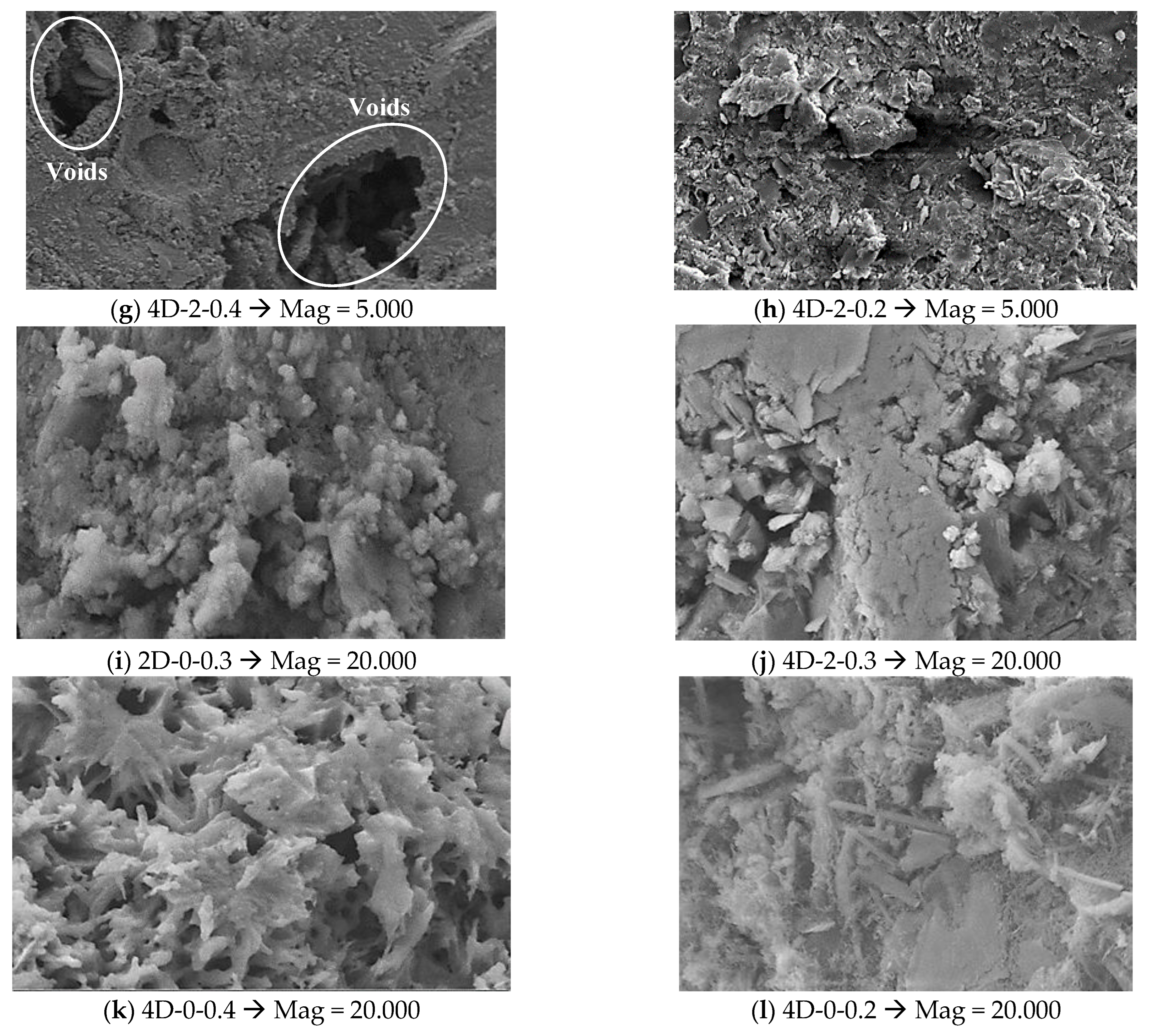
3.7. Scanning Electron Microscope
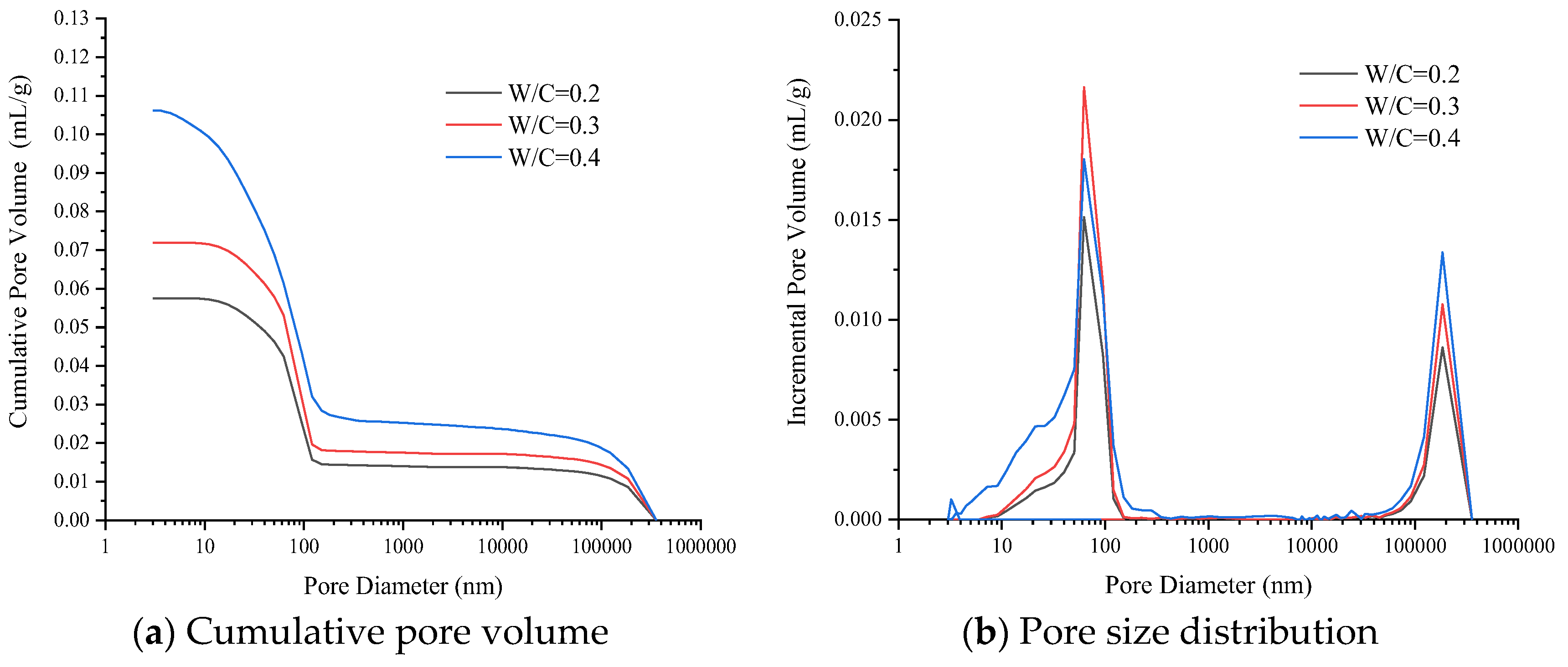
3.8. Mercury Intrusion Porosimetry
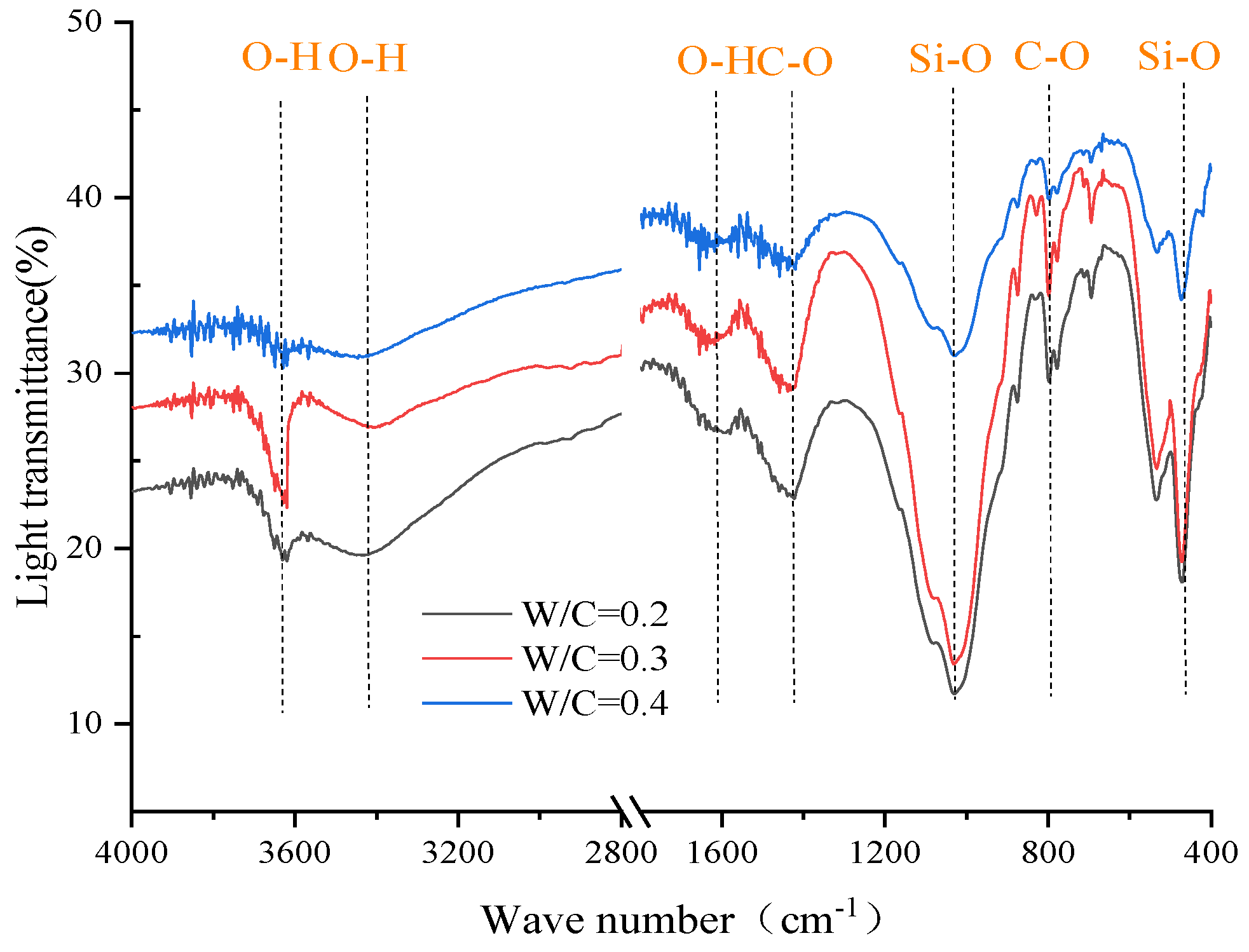
3.9. Fourier Transform Infrared Spectrometer
3.10. Applicability of Results to Preplaced Fiber Concrete
4. Conclusions
- The groutability depended on the aggregate particle size distribution and cement ratio. The wider the particle size distribution of aggregate mix, the higher the packing density, the smaller the void between the aggregate mix, and the worse the groutability of PACPC concrete. Therefore, the groutability first decreased and then increased with the increase in the small particle ratio. The higher the W/C of cement paste, the better the flowability, the worse the adhesiveness, and the better the groutability of PACPC concrete. The maximum grouting rate could be up to 97.5%;
- Affected by the packing density of aggregate, the strength and ultrasonic velocity of concrete both increased first and then decreased with the increase in the small particle ratio. Moreover, the wider the particle size distribution, the larger the ultrasonic velocity and concrete strength. The maximum increase in strength could be up to 16.7%;
- The cement efficiency was affected by aggregate particle size distribution and cement ratio. With the increase in small particle ratio and W/C ratio, the cement efficiency first increased and then decreased. The wider the distribution of particle size of aggregate, the higher the cement efficiency. The effective utilization rate of cement could be up to 150 MPa/kg;
- A high compressive strength of the PACPC concrete did not necessarily mean a high cement efficiency. For the highest compressive strength, the optimum particle size distribution was 5–10 mm:10–15 mm:15–20 mm:20–25 mm = 0.300:0.280:0.168:0.252; for the highest cement efficiency, the optimum particle size distribution was 5–10 mm:10–15 mm:15–20 mm:20–25 mm = 0.200:0.320:0.192:0.288.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, Z.; Wu, Y.F. Improvement of mechanical properties of high-volume recycled powder concrete by a novel compression casting method. Constr. Build. Mater. 2025, 458, 139485. [Google Scholar] [CrossRef]
- Luo, Y.F.; Liu, L.F.; Peng, C.B.; Shen, R.J. Application of concrete pouring construction technology in building engineering. Chin. Archit. Decor. 2022, 17, 113–115. [Google Scholar]
- Alateah, A.H. Graphene concrete: Recent advances in production methods, performance properties, environmental impact and economic viability. Case Stud. Constr. Mater. 2023, 19, e02653. [Google Scholar] [CrossRef]
- Wang, Y.J. Causes and Prevention of Waste of Concrete and Cement in Construction. Guangdong Water Resour. Hydropower 2002, 1, 27–28. [Google Scholar]
- Chu, S.H. Development of Infilled Cementitious Composites (ICC). Compos. Struct. 2021, 267, 113885. [Google Scholar] [CrossRef]
- Troemner, M.; Lale, E.; Cusatis, G. Lattice discrete particle model simulations of energetic size effect and its implications for shear design specifications of reinforced concrete squat walls. Eng. Struct. 2025, 322, 119085. [Google Scholar] [CrossRef]
- Wang, R.; Ajalova, A.; Kolan, S.R.; Hoffmann, T.; Chen, K.; Tsotsas, E. Representation of aggregates from their two-dimensional images for primary particles of different sizes. Powder Technol. 2025, 451, 120465. [Google Scholar] [CrossRef]
- Liu, H.; Chen, M.; Zhang, Q.; Jiang, X.; Liu, X. A stochastic particle model for aggregate morphology and particle size distributions under coagulation process. Appl. Math. Model. 2025, 138, 115791. [Google Scholar] [CrossRef]
- Song, Q.X. Study on Performance of Large Particle Size Discontinuous Graded Hydraulic Asphalt Concrete. Master’s Thesis, Xi’an University of Technology, Xi’an, China, 2022. [Google Scholar]
- Wang, Q.; Yang, D.; Chen, D. Study on the mechanical properties of MiC formworks with different material components. Buildings 2023, 13, 2977. [Google Scholar] [CrossRef]
- Sun, W.; Guo, Q.; Xu, W.; Lou, T.; Li, H. Novel 3D FRP systems used for casting and reinforcing low-carbon concrete elements. Eng. Struct. 2025, 326, 119590. [Google Scholar] [CrossRef]
- Liang, J.C. Research on Concrete Construction Technology in Civil engineering. Heilongjiang Sci. 2022, 13, 36–38. [Google Scholar]
- Wang, Y.; Li, J.; Shi, Y. Study on influencing factors of hydraulic engineered cementitious composites layer bonding performance. Materials 2023, 16, 6693. [Google Scholar] [CrossRef]
- Zhao, Y.M. Construction technology and management of precast concrete pile Foundation. Brick Tile 2022, 1, 156–157. [Google Scholar]
- He, G.X. Analysis of construction technology and quality control strategy of cast-in-place concrete in construction projects. Urban Archit. 2021, 18, 126–128. [Google Scholar]
- Liu, J.L. Discussion on concrete pouring construction technology of building engineering. Brick Tile 2021, 6, 198+200. [Google Scholar]
- Abbas S, Faisal A, Khan M A, Nehdi M L, Hameed R, Shaukat S, Systematic state-of-the-art review on precast concrete pipes. Results Eng. 2025, 25, 103826. [CrossRef]
- Wang, Y.Z.; Xue, S.L.; Wang, Y.; Li, Q.; Liao, Z.F. Application of grouting technology in the treatment of building crack leakage. Urban Build. Space 2022, 29, 325–326. [Google Scholar]
- Ye, Z.X. Discussion on grouting technology in building pile foundation construction. Sichuan Build. Mater. 2022, 48, 93–94. [Google Scholar]
- Li, J.Z. Analysis of grouting treatment in building civil engineering. Build. Mater. Dev. Orientat. 2022, 20, 34–36. [Google Scholar]
- da Silveira Júnior, J.G.; de Moura Cerqueira, K.; de Araújo Moura, R.C.; de Matos, P.R.; Rodriguez, E.D.; de Castro Pessôa, J.R.; Tramontin Souza, M. Influence of time gap on the buildability of cement mixtures designed for 3D printing. Buildings 2024, 14, 1070. [Google Scholar] [CrossRef]
- Li, L.; Li, B.; Wang, Z.; Zhang, Z.B.; Alselwi, O. Effects of hybrid PVA–steel fibers on the mechanical performance of high-ductility cementitious composites. Buildings 2022, 12, 1934. [Google Scholar] [CrossRef]
- Feng, Y.J. Regional and global impact of russia-ukraine conflict. J. Foreign Aff. Univ. 2022, 39, 72–96+6–7. [Google Scholar]
- Kong, Y.K.; Kurumisawa, K.; Chu, S.H. Infilled cementitious composites (ICC)—A comparative life cycle assessment with UHPC. J. Clean. Prod. 2022, 377, 134051. [Google Scholar] [CrossRef]
- Kwan AK, H.; Li, Y. Effects of fly ash microsphere on rheology, adhesiveness and strength of mortar. Constr. Build. Mater. 2013, 42, 137–145. [Google Scholar] [CrossRef]
- Hernandez, F.; Oteiza, I.; Villanueva, L.D. Experimental analysis of toughness and modulus of rupture increase of sisal short fiber reinforced hemihydrated gypsum. Compos. Struct. 1992, 22, 123–137. [Google Scholar] [CrossRef]
- Razavi, O.; Vajargah, A.K.; Oort, E.; Aldin, M.; Govindarajan, S. Optimum particle size distribution design for lost circulation control and wellbore strengthening. J. Nat. Gas Sci. Eng. 2016, 35, 836–850. [Google Scholar] [CrossRef]
- Bouzar, B.; Mamindy-Pajany, Y. Manufacture and characterization of carbonated lightweight aggregates from waste paper fly ash. Powder Technol. 2022, 406, 117583. [Google Scholar] [CrossRef]
- Lim, Y.K.; Kim, Y.K.; Yune, C.Y.; Lee, S.W. A study on the optimum particle size distribution of the drainable base in mountain road for the prevention of the pavement damage by uplift seepage pressure. Int. J. Eng. 2011, 13, 21–29. [Google Scholar]
- Fuller, W.B.; Thompson, S.E. The laws of proportioning concrete. Trans. Am. Soc. Civ. Eng. 1907, 59, 67–143. [Google Scholar] [CrossRef]
- Iman, M.; Kamal, H.K. Effect of particle-size distribution and specific surface area of different binder systems on packing density and flow characteristics of cement paste. Cem. Concr. Compos. 2017, 78, 120–131. [Google Scholar]
- Funk, J.E.; Dinger, D.R. Predictive Process Control of Crowded Particulate Suspensions; Springer: Boston, MA, USA, 2013. [Google Scholar]
- Husken, G.; Brouwers, H.J.H. A new mix design concept for earth-moist concrete: A theoretical and experimental study. Cem. Concr. Res. 2008, 38, 1246–1259. [Google Scholar] [CrossRef]
- Sun, X.; Xu, H.; Zheng, X.; Qin, X.; Guo, T.; Gao, J. Microscopic effect and mechanism of spray polyurea modifier on the asphalt binder: Experimental characterization and molecular dynamics simulations. Polymer 2024, 316, 127807. [Google Scholar] [CrossRef]
- Matos, P.R.; Sakata, R.D.; Gleize PJ, P.; Brito, J.D.; Repette, W.L. Eco-friendly ultra-high performance cement pastes produced with quarry wastes as alternative fillers. J. Clean. Prod. 2020, 269, 122308. [Google Scholar] [CrossRef]
- Liu, C.H.; Chen, J.J. High temperature degradation mechanism of concrete with plastering layer. Materials 2022, 15, 398. [Google Scholar] [CrossRef]
- Zheng, S.B.; Chen, J.J.; Guan, X.Z. Effects of fines content on durability of high-strength manufactured sand concrete. Materials 2023, 16, 522. [Google Scholar] [CrossRef]
- Qureshi, H.J.; Alyami, M.; Nawaz, R.; Hakeem, I.Y.; Aslam, F.; Iftikhar, B.; Gamil, Y. Prediction of compressive strength of two-stage (preplaced aggregate) concrete using gene expression programming and random forest. Case Stud. Constr. Mater. 2023, 19, 02581. [Google Scholar] [CrossRef]
- Ichino, H.; Kuwahara, N.; Beppu, M.; Williamson, E.B.; Himi, A. Effects of the shape, size, and surface roughness of glass coarse aggregate on the mechanical properties of two-stage concrete. Constr. Build. Mater. 2024, 411, 134296. [Google Scholar] [CrossRef]
- Kaplan, G.; Öz, A.; Bayrak, B.; Aydın, A.C. The effect of geopolymer slurries with clinker aggregates and marble waste powder on embodied energy and high-temperature resistance in prepacked concrete: ANFIS-based prediction model. J. Build. Eng. 2023, 67, 105987. [Google Scholar] [CrossRef]
- Yas, M.H.; Kadhum, M.M.; Al-Dhufairi WG, B. Development of an engineered slurry-infiltrated fibrous concrete: Experimental and modelling approaches. Infrastructures 2023, 8, 19. [Google Scholar] [CrossRef]
- Murali, G.; Abid, S.R.; Amran, M.; Vatin, N.I.; Fediuk, R. Drop weight impact test on prepacked aggregate fibrous concrete-an experimental study. Materials 2022, 15, 3096. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Water for Standard Consistency /% | Specific Surface Area /m2/kg | Setting Time /min | Flexural Strength /MPa | Compressive Strength /MPa | |||
|---|---|---|---|---|---|---|---|
| Initial Setting | Final Setting | 3 d | 28 d | 3 d | 28 d | ||
| 27 | 320 | 45 | 600 | ≥4 | ≥6.5 | ≥22.0 | ≥42.5 |
| Chemical Composition (%) | CaO | SiO2 | MgO | Al2O3 | Fe2O3 | K2O | LOI | Na2O | Other |
|---|---|---|---|---|---|---|---|---|---|
| cement | 60.20 | 24.53 | 3.32 | 5.01 | 3.85 | 0.28 | 1.85 | 0.17 | 0.79 |
| W/C Ratio | n Aggregate Size nD | 5–10 mm Coarse Aggregate (kg/m3) | 10–15 mm Coarse Aggregate (kg/m3) | 15–20 mm Coarse Aggregate (kg/m3) | 20–25 mm Coarse Aggregate (kg/m3) | Cement (kg/m3) | Water (kg/m3) | Water Reducer (kg/m3) |
|---|---|---|---|---|---|---|---|---|
| 0.30 | 2D0 | 0.0 | 0.0 | 0.0 | 1660.6 | 636.1 | 190.8 | 6.4 |
| 2D1 | 0.0 | 0.0 | 166.1 | 1494.5 | 627.2 | 188.2 | 6.3 | |
| 2D2 | 0.0 | 0.0 | 332.1 | 1328.4 | 625.5 | 187.6 | 6.3 | |
| 2D3 | 0.0 | 0.0 | 498.2 | 1162.4 | 623.1 | 186.9 | 6.2 | |
| 2D4 | 0.0 | 0.0 | 664.2 | 996.3 | 620.1 | 186.0 | 6.2 | |
| 2D5 | 0.0 | 0.0 | 830.3 | 830.3 | 621.3 | 186.4 | 6.2 | |
| 2D6 | 0.0 | 0.0 | 996.3 | 664.2 | 623.7 | 187.1 | 6.2 | |
| 2D7 | 0.0 | 0.0 | 1162.4 | 498.2 | 626.0 | 187.8 | 6.3 | |
| 2D8 | 0.0 | 0.0 | 1328.4 | 332.1 | 626.0 | 187.8 | 6.3 | |
| 2D9 | 0.0 | 0.0 | 1494.5 | 166.1 | 627.2 | 188.2 | 6.3 | |
| 2D10 | 0.0 | 0.0 | 1660.6 | 0.0 | 628.4 | 188.5 | 6.3 | |
| 0.30 | 3D0 | 0.0 | 0.0 | 664.2 | 996.3 | 620.1 | 186.0 | 6.2 |
| 3D1 | 0.0 | 166.1 | 597.8 | 896.7 | 614.1 | 184.2 | 6.1 | |
| 3D2 | 0.0 | 332.1 | 531.4 | 797.1 | 601.4 | 180.4 | 6.0 | |
| 3D3 | 0.0 | 498.2 | 465.0 | 697.4 | 587.1 | 176.1 | 5.9 | |
| 3D4 | 0.0 | 664.2 | 398.5 | 597.8 | 583.0 | 174.9 | 5.8 | |
| 3D5 | 0.0 | 830.3 | 332.1 | 498.2 | 587.8 | 176.3 | 5.9 | |
| 3D6 | 0.0 | 996.3 | 265.7 | 398.5 | 594.1 | 178.2 | 5.9 | |
| 3D7 | 0.0 | 1162.4 | 199.3 | 298.9 | 599.2 | 179.8 | 6.0 | |
| 3D8 | 0.0 | 1328.4 | 132.8 | 199.3 | 605.4 | 181.6 | 6.1 | |
| 3D9 | 0.0 | 1494.5 | 66.4 | 99.6 | 610.3 | 183.1 | 6.1 | |
| 3D10 | 0.0 | 1660.6 | 0.0 | 0.0 | 614.9 | 184.5 | 6.1 | |
| 0.30 | 4D0 | 0.0 | 664.2 | 398.5 | 597.8 | 583.0 | 174.9 | 5.8 |
| 4D1 | 166.1 | 597.8 | 358.7 | 538.0 | 555.2 | 166.6 | 5.6 | |
| 4D2 | 332.1 | 531.4 | 318.8 | 478.2 | 544.7 | 163.4 | 5.4 | |
| 4D3 | 498.2 | 465.0 | 279.0 | 418.5 | 545.0 | 163.5 | 5.5 | |
| 4D4 | 664.2 | 398.5 | 239.1 | 358.7 | 546.6 | 164.0 | 5.5 | |
| 4D5 | 830.3 | 332.1 | 199.3 | 298.9 | 550.1 | 165.0 | 5.5 | |
| 4D6 | 996.3 | 265.7 | 159.4 | 239.1 | 554.5 | 166.3 | 5.5 | |
| 4D7 | 1162.4 | 199.3 | 119.6 | 179.3 | 558.9 | 167.7 | 5.6 | |
| 4D8 | 1328.4 | 132.8 | 79.7 | 119.6 | 566.7 | 170.0 | 5.7 | |
| 4D9 | 1494.5 | 66.4 | 39.9 | 59.8 | 575.9 | 172.8 | 5.8 | |
| 4D10 | 1660.6 | 0.0 | 0.0 | 0.0 | 586.5 | 176.0 | 5.9 | |
| 0.20 | 4D2 | 332.1 | 531.4 | 318.8 | 478.2 | 630.0 | 126.0 | 6.3 |
| 0.25 | 4D2 | 332.1 | 531.4 | 318.8 | 478.2 | 587.8 | 146.9 | 5.9 |
| 0.30 | 4D2 | 332.1 | 531.4 | 318.8 | 478.2 | 544.7 | 163.4 | 5.4 |
| 0.35 | 4D2 | 332.1 | 531.4 | 318.8 | 478.2 | 498.2 | 174.4 | 5.0 |
| 0.40 | 4D2 | 332.1 | 531.4 | 318.8 | 478.2 | 471.1 | 188.4 | 4.7 |
| W/C | 0.2 | 0.3 | 0.4 |
|---|---|---|---|
| Total porosity of concrete (%) | 9.5 | 12.3 | 16.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Duan, D.; Chen, J.; Wang, W. Optimization of Coarse Aggregate Size Distribution for Preplaced Aggregate Cement Paste Coating Concrete. Coatings 2025, 15, 200. https://doi.org/10.3390/coatings15020200
Duan D, Chen J, Wang W. Optimization of Coarse Aggregate Size Distribution for Preplaced Aggregate Cement Paste Coating Concrete. Coatings. 2025; 15(2):200. https://doi.org/10.3390/coatings15020200
Chicago/Turabian StyleDuan, Denghui, Jiajian Chen, and Wenxue Wang. 2025. "Optimization of Coarse Aggregate Size Distribution for Preplaced Aggregate Cement Paste Coating Concrete" Coatings 15, no. 2: 200. https://doi.org/10.3390/coatings15020200
APA StyleDuan, D., Chen, J., & Wang, W. (2025). Optimization of Coarse Aggregate Size Distribution for Preplaced Aggregate Cement Paste Coating Concrete. Coatings, 15(2), 200. https://doi.org/10.3390/coatings15020200