
Ultrathin Biomaterial Coating for Flame-Retardant Medical Paper
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
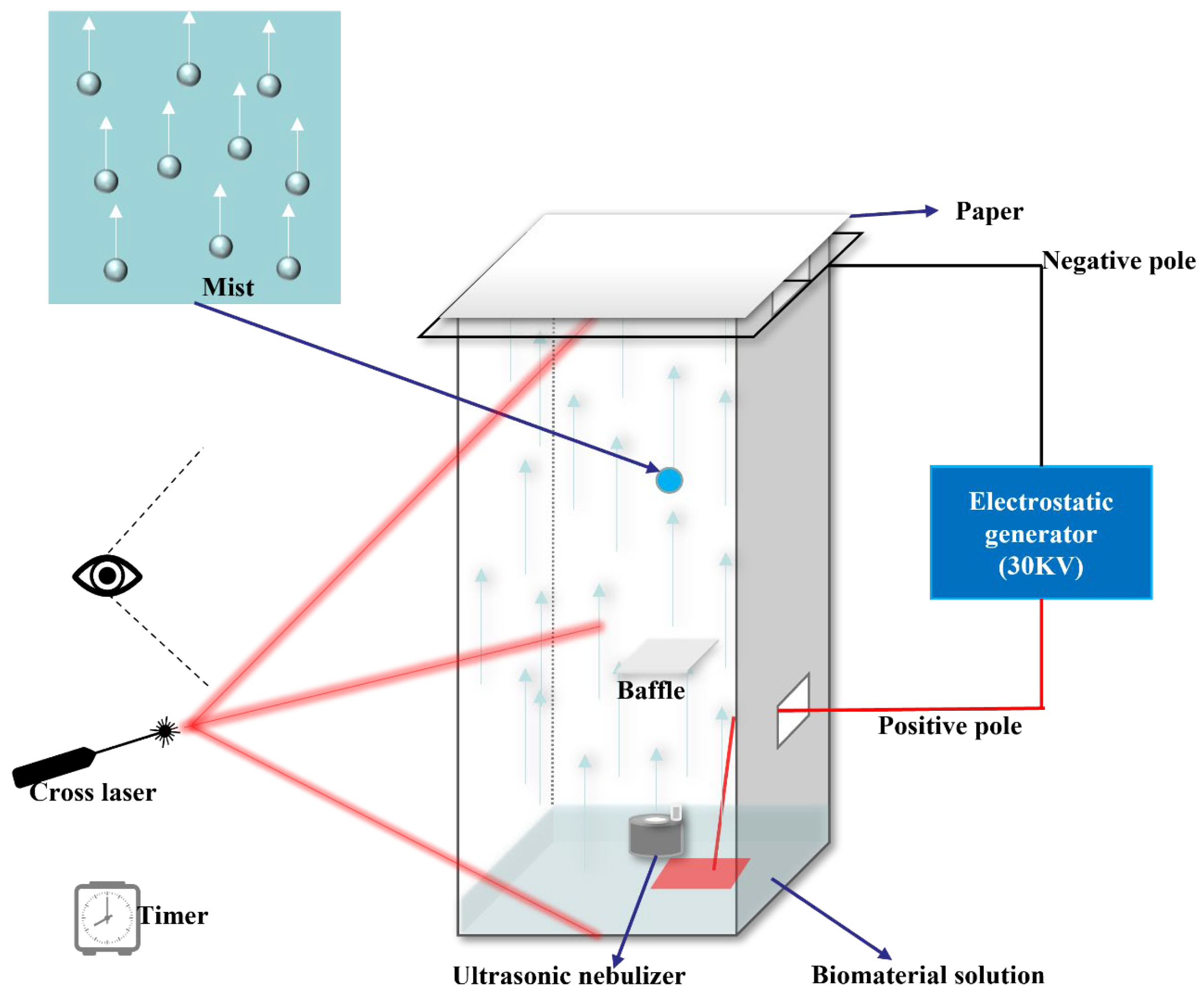
2.2. Ultrathin Adsorption Device
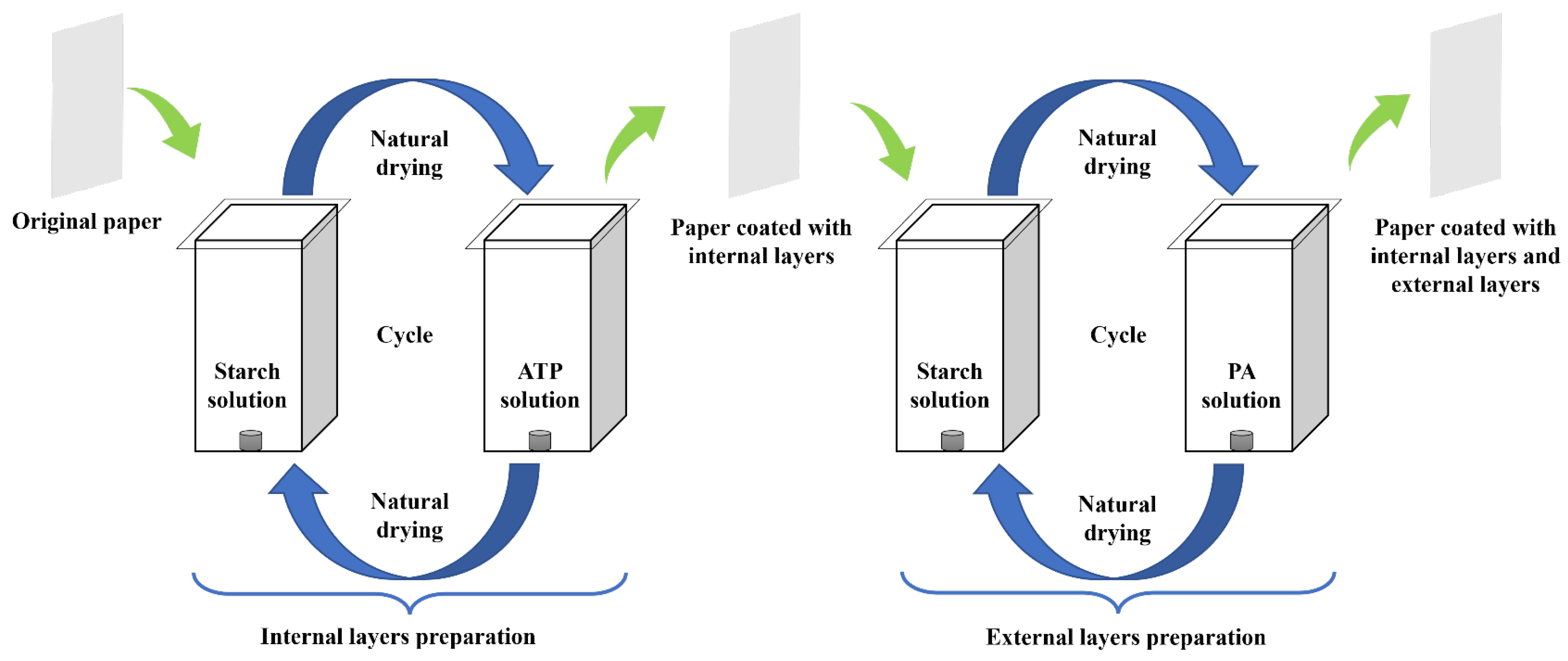
2.3. Preparation Method of the Coating
2.4. Combustion Tests and Characterization
3. Results and Discussion
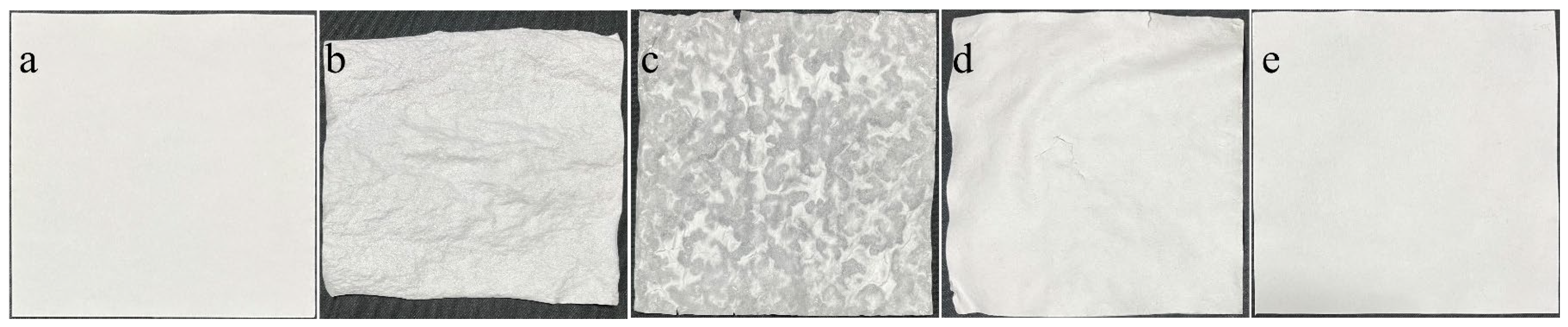
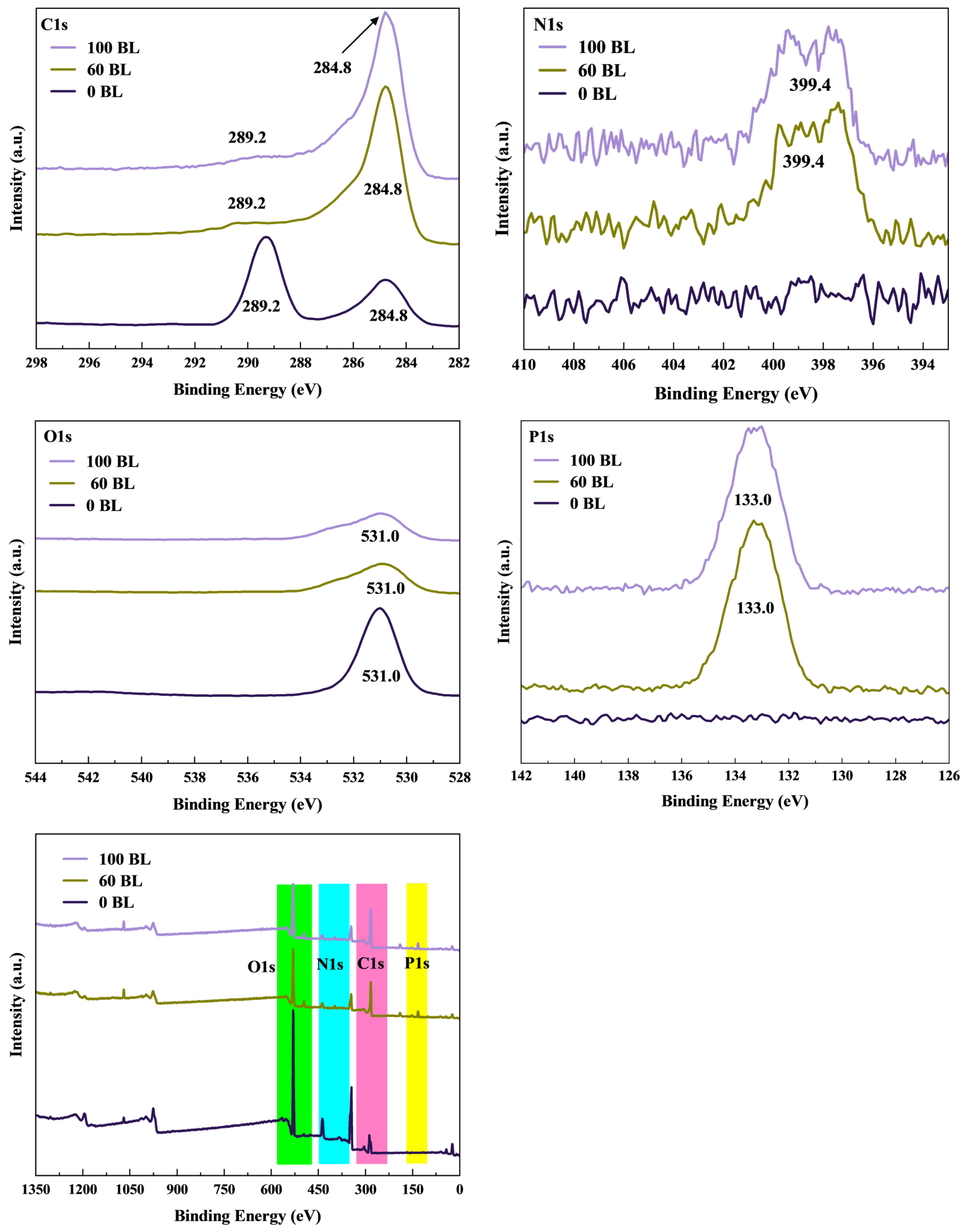
3.1. Characterization of the Self-Assembly Coating
3.2. Combustion Behaviors of the Paper Samples
3.3. Thermal Behaviors of the Paper Samples
3.4. Mechanical Properties of the Paper Samples
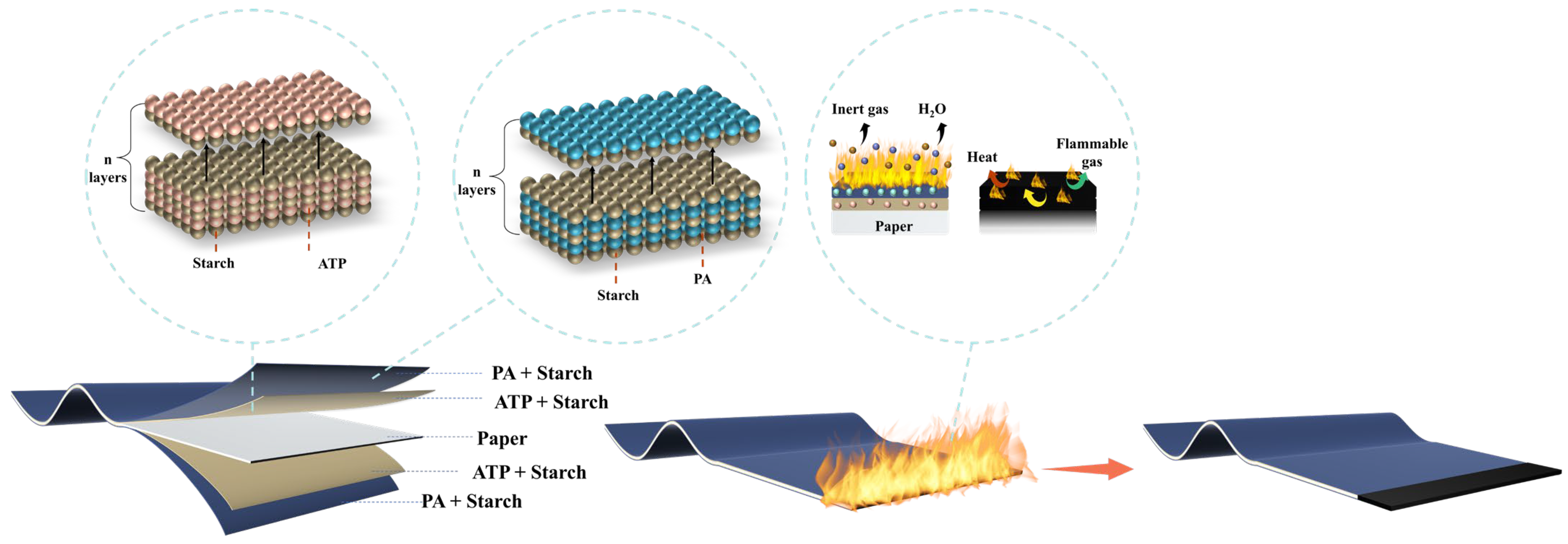
3.5. Flame-Retardant Mechanism
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Abdelkader, A.; Moos, C.; Pelloux, A.; Pfeiffer, M.; Alter, C.; Kolling, S.; Keck, C.M. Tablets Made from Paper—An Industrially Feasible Approach. Pharmaceuticals 2022, 15, 1188. [Google Scholar] [CrossRef] [PubMed]
- Abdelkader, A.; Nallbati, L.; Keck, C.M. Improving the Bioactivity of Norfloxacin with Tablets Made from Paper. Pharmaceutics 2023, 15, 375. [Google Scholar] [CrossRef] [PubMed]
- Abdelkader, A.; Preis, E.; Keck, C.M. SmartFilm Tablets for Improved Oral Delivery of Poorly Soluble Drugs. Pharmaceutics 2022, 14, 1918. [Google Scholar] [CrossRef] [PubMed]
- Eckert, R.W.; Wiemann, S.; Keck, C.M. Improved Dermal and Transdermal Delivery of Curcumin with SmartFilms and Nanocrystals. Molecules 2021, 26, 1633. [Google Scholar] [CrossRef] [PubMed]
- Ornik, J.; Heidrich, L.; Schesny, R.; Castro-Camus, E.; Keck, C.M.; Koch, M. Non-destructive crystallinity assessment of indomethacin in tablets made from smartFilms® using terahertz time-domain spectroscopy. Sci. Rep. 2022, 12, 1–7. [Google Scholar] [CrossRef]
- Stumpf, F.; Keck, C.M. Tablets made from paper. Int. J. Pharm. 2018, 548, 812–819. [Google Scholar] [CrossRef] [PubMed]
- Rauscher, M.; Rauscher, A.; Hu, L.Y.; Schlitt, H.J.; Krauß, S.; Illg, C.; Wolfertstetter, P.R.; Hofmann, A.; Knorr, C.; Denzinger, M. Influence of Accumulation of Humidity under Wound Dressings and Effects on Transepidermal Water Loss (TEWL) and Skin Hydration. Appl. Sci. 2024, 14, 7739. [Google Scholar] [CrossRef]
- Shin, Y.S.; Kim, H.J.; Moon, N.; Ahn, Y.H.; Kim, K. The effects of uncoated paper on skin moisture and transepidermal water loss in bedridden patients. J. Clin. Nurs. 2012, 21, 2469–2476. [Google Scholar] [CrossRef]
- Lam, A.K.-Y. Update on Adrenal Tumours in 2017 World Health Organization (WHO) of Endocrine Tumours. Endocr. Pathol. 2017, 28, 213–227. [Google Scholar] [CrossRef] [PubMed]
- Hales, B.F.; Robaire, B. Effects of brominated and organophosphate ester flame retardants on male reproduction. Andrology 2020, 8, 915–923. [Google Scholar] [CrossRef]
- Mughal, B.B.; Demeneix, B.A. Flame retardants and increased risk of thyroid cancer. Nat. Rev. Endocrinol. 2017, 13, 627–628. [Google Scholar] [CrossRef]
- Shen, C.; Zhang, K.; Shi, J.; Yang, J.; Wang, Y.; Li, Z.; Dai, H.; Yang, W. Association between brominated flame retardants and risk of endocrine-related cancer: A systematic review and meta-analysis. Toxicol. Lett. 2024, 394, 11–22. [Google Scholar] [CrossRef]
- Terrell, M.L.; Rosenblatt, K.; Wirth, J.; Cameron, L.L.; Marcus, M. Breast cancer among women in Michigan following exposure to brominated flame retardants: Table 1. Occup. Environ. Med. 2016, 73, 564–567. [Google Scholar] [CrossRef]
- You, L.; Kou, J.; Wang, M.; Ji, G.; Li, X.; Su, C.; Zheng, F.; Zhang, M.; Wang, Y.; Chen, T.; et al. An exposome atlas of serum reveals the risk of chronic diseases in the Chinese population. Nat. Commun. 2024, 15, 1–18. [Google Scholar] [CrossRef]
- Biswal, T.; BadJena, S.K.; Pradhan, D. Sustainable biomaterials and their applications: A short review. Mater. Today Proc. 2020, 30, 274–282. [Google Scholar] [CrossRef]
- Joyce, K.; Fabra, G.T.; Bozkurt, Y.; Pandit, A. Correction to: Bioactive potential of natural biomaterials: Identification, retention and assessment of biological properties. Signal Transduct. Target. Ther. 2021, 6, 175. [Google Scholar] [CrossRef]
- Troy, E.; Tilbury, M.A.; Power, A.M.; Wall, J.G. Nature-Based Biomaterials and Their Application in Biomedicine. Polymers 2021, 13, 3321. [Google Scholar] [CrossRef] [PubMed]
- Yadav, M.; Agarwal, M. Biobased building materials for sustainable future: An overview. Mater. Today Proc. 2021, 43, 2895–2902. [Google Scholar] [CrossRef]
- Liu, C.-M.; Wu, S.-Y. From biomass waste to biofuels and biomaterial building blocks. Renew. Energy 2016, 96, 1056–1062. [Google Scholar] [CrossRef]
- Popa, V.I. Biomass for fuels and biomaterials. In Biomass as Renewable Raw Material to Obtain Bioproducts of High-Tech Value; Popa, V.I., Volf, I., Eds.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 1–37. [Google Scholar]
- Cho, E.J.; Trinh, L.T.P.; Song, Y.; Lee, Y.G.; Bae, H.-J. Bioconversion of biomass waste into high value chemicals. Bioresour. Technol. 2019, 298, 122386. [Google Scholar] [CrossRef] [PubMed]
- Enawgaw, H.; Tesfaye, T.; Yilma, K.T.; Limeneh, D.Y. Multiple Utilization Ways of Corn By-Products for Biomaterial Production with Bio-Refinery Concept; a Review. Mater. Circ. Econ. 2023, 5, 1–14. [Google Scholar] [CrossRef]
- Xu, X.; Zhou, Q.; Yu, D. The future of hydrogen energy: Bio-hydrogen production technology. Int. J. Hydrogen Energy 2022, 47, 33677–33698. [Google Scholar] [CrossRef]
- Leong, Y.K.; Chang, J.S. Chapter 6—Bioprocessing for production and applications of bioplastics from algae. In Biomass, Biofuels, and Biochemicals; Elsevier: Amsterdam, The Netherlands, 2022; pp. 105–132. [Google Scholar]
- Chen, S.; Wu, F.; Hu, Y.; Lin, S.; Yu, C.; Zhu, F.; Wang, X. A fully bio-based intumescent flame retardant for poly(butylene succinate). Mater. Chem. Phys. 2020, 252, 123222. [Google Scholar] [CrossRef]
- Zhang, S.; Jin, X.; Gu, X.; Chen, C.; Li, H.; Zhang, Z.; Sun, J. The preparation of fully bio-based flame retardant poly(lactic acid) composites containing casein. J. Appl. Polym. Sci. 2018, 135, 46599. [Google Scholar] [CrossRef]
- Xu, F.; Ma, W.; Wang, W.; Wang, H.; An, S.; Zhu, Z.; Wang, R. Fully bio-based intumescent flame retardant hybrid: A green strategy towards reducing fire hazard and improving degradation of polylactic acid. Int. J. Biol. Macromol. 2024, 269, 131985. [Google Scholar] [CrossRef]
- Jin, X.; Cui, S.; Sun, S.; Gu, X.; Li, H.; Liu, X.; Tang, W.; Sun, J.; Bourbigot, S.; Zhang, S. The preparation of a bio-polyelectrolytes based core-shell structure and its application in flame retardant polylactic acid composites. Compos. Part A Appl. Sci. Manuf. 2019, 124, 105485. [Google Scholar] [CrossRef]
- Cheng, X.-W.; Guan, J.-P.; Yang, X.-H.; Tang, R.-C. Improvement of flame retardancy of silk fabric by bio-based phytic acid, nano-TiO2, and polycarboxylic acid. Prog. Org. Coatings 2017, 112, 18–26. [Google Scholar] [CrossRef]
- Sonnier, R.; Taguet, A.; Ferry, L.; Lopez-Cuesta, J.-M. Biobased Flame Retardants. In Towards Bio-based Flame Retardant Polymers; Springer: Cham, Switzerland, 2018; pp. 33–72. [Google Scholar]
- Alongi, J.; Cuttica, F.; Di Blasio, A.; Carosio, F.; Malucelli, G. Intumescent features of nucleic acids and proteins. Thermochim. Acta 2014, 591, 31–39. [Google Scholar] [CrossRef]
- Decher, G. Fuzzy Nanoassemblies: Toward Layered Polymeric Multicomposites. Science 1997, 277, 1232–1237. [Google Scholar] [CrossRef]
- Decher, G.; Eckle, M.; Schmitt, J.; Struth, B. Layer-by-layer assembled multicomposite films. Curr. Opin. Colloid Interface Sci. 1998, 3, 32–39. [Google Scholar] [CrossRef]
- Yang, N.; Zhou, X.; Yu, D.; Jiao, S.; Han, X.; Zhang, S.; Yin, H.; Mao, H. Pesticide residues identification by impedance time-sequence spectrum of enzyme inhibition on multilayer paper-based microfluidic chip. J. Food Process. Eng. 2020, 43, e13544. [Google Scholar] [CrossRef]
- Decher, G.; Hong, J.-D. Buildup of ultrathin multilayer films by a self-assembly process, 1 consecutive adsorption of anionic and cationic bipolar amphiphiles on charged surfaces. Makromol. Chem. Macromol. Symp. 1991, 46, 321–327. [Google Scholar] [CrossRef]
- Lvov, Y.; Decher, G.; Moehwald, H. Assembly, structural characterization, and thermal behavior of layer-by-layer deposited ultrathin films of poly(vinyl sulfate) and poly(allylamine). Langmuir 1993, 9, 481–486. [Google Scholar] [CrossRef]
- Liu, L.; Yao, M.; Zhang, H.; Zhang, Y.; Feng, J.; Fang, Z.; Song, P. Aqueous Self-Assembly of Bio-Based Flame Retardants for Fire-Retardant, Smoke-Suppressive, and Toughened Polylactic Acid. ACS Sustain. Chem. Eng. 2022, 10, 16313–16323. [Google Scholar] [CrossRef]
- Zheng, X.-T.; Dong, Y.-Q.; Liu, X.-D.; Xu, Y.-L.; Jian, R.-K. Fully bio-based flame-retardant cotton fabrics via layer-by-layer self assembly of laccase and phytic acid. J. Clean. Prod. 2022, 350, 131525. [Google Scholar] [CrossRef]
- Zhang, C.; Li, C.; Aliakbarlu, J.; Cui, H.; Lin, L. Typical application of electrostatic layer-by-layer self-assembly technology in food safety assurance. Trends Food Sci. Technol. 2022, 129, 88–97. [Google Scholar] [CrossRef]
- Li, Y.; Wang, X.; Sun, J. Layer-by-layer assembly for rapid fabrication of thick polymeric films. Chem. Soc. Rev. 2012, 41, 5998–6009. [Google Scholar] [CrossRef]
- Qiu, X.; Li, Z.; Li, X.; Zhang, Z. Flame retardant coatings prepared using layer by layer assembly: A review. Chem. Eng. J. 2018, 334, 108–122. [Google Scholar] [CrossRef]
- De Villiers, M.M.; Otto, D.P.; Strydom, S.J.; Lvov, Y.M. Introduction to nanocoatings produced by layer-by-layer (LbL) self-assembly. Adv. Drug Deliv. Rev. 2011, 63, 701–715. [Google Scholar] [CrossRef]
- Stewart-Clark, S.S.; Lvov, Y.M.; Mills, D.K. Ultrasonic nebulization-assisted layer-by-layer assembly for spray coating of multilayered, multicomponent, bioactive nanostructures. J. Coatings Technol. Res. 2010, 8, 275–281. [Google Scholar] [CrossRef]
- Wang, L.; Luo, Z.; Yan, J.; Ban, Z.; Yang, M.; Qi, M.; Xu, Y.; Wang, F.; Li, L. Ultrasonic nebulization-assisted layer-by-layer assembly based on carboxymethyl chitosan: An emerging alternative for promoting phenylpropanoid metabolism. Ultrason. Sonochemistry 2020, 68, 105184. [Google Scholar] [CrossRef]
- Zhang, L.; Li, X.; Janaswamy, S.; Chen, L.; Chi, C. Further insights into the evolution of starch assembly during retrogradation using SAXS. Int. J. Biol. Macromol. 2020, 154, 521–527. [Google Scholar] [CrossRef]
- Pal, S.; Mal, D.; Singh, R. Cationic starch: An effective flocculating agent. Carbohydr. Polym. 2005, 59, 417–423. [Google Scholar] [CrossRef]
- Yin, S.-J.; Chen, G.-Y.; Zhang, C.-Y.; Wang, J.-L.; Yang, F.-Q. Zeolitic imidazolate frameworks as light-responsive oxidase-like mimics for the determination of adenosine triphosphate and discrimination of phenolic pollutants. Microchim. Acta 2022, 190, 1–10. [Google Scholar] [CrossRef] [PubMed]
- He, Z.; Honeycutt, C.W.; Zhang, T.; Bertsch, P.M. Preparation and FT–IR Characterization of Metal Phytate Compounds. J. Environ. Qual. 2006, 35, 1319–1328. [Google Scholar] [CrossRef]
- Alongi, J.; Carletto, R.A.; Di Blasio, A.; Cuttica, F.; Carosio, F.; Bosco, F.; Malucelli, G. Intrinsic intumescent-like flame retardant properties of DNA-treated cotton fabrics. Carbohydr. Polym. 2013, 96, 296–304. [Google Scholar] [CrossRef]
- Zhang, T.; Yan, H.; Shen, L.; Fang, Z.; Zhang, X.; Wang, J.; Zhang, B. Chitosan/Phytic Acid Polyelectrolyte Complex: A Green and Renewable Intumescent Flame Retardant System for Ethylene–Vinyl Acetate Copolymer. Ind. Eng. Chem. Res. 2014, 53, 19199–19207. [Google Scholar] [CrossRef]
- Pan, Y.; Liu, L.; Zhao, H. Recyclable flame retardant paper made from layer-by-layer assembly of zinc coordinated multi-layered coatings. Cellulose 2018, 25, 5309–5321. [Google Scholar] [CrossRef]
- Lu, Y.; Lu, Y.; Yang, Y.; Liu, Y.; Ding, D.; Chen, Y.; Zhang, G. Synthesis and application of a novel high durable cotton flame retardant rich in P N covalent bonds and ammonium phosphate groups. Chem. Eng. J. 2022, 454, 140422. [Google Scholar] [CrossRef]
- Johansson, L.; Campbell, J.M.; Rojas, O.J. Cellulose as the in situ reference for organic XPS. Why? Because it works. Surf. Interface Anal. 2020, 52, 1134–1138. [Google Scholar] [CrossRef]
- Bertóti, I. Characterization of nitride coatings by XPS. Surf. Coatings Technol. 2002, 151–152, 194–203. [Google Scholar] [CrossRef]
- Sherwood, P.M.A. Introduction to Studies of Phosphorus-Oxygen Compounds by XPS. Surf. Sci. Spectra 2002, 9, 62–66. [Google Scholar] [CrossRef]
- Carosio, F.; Laufer, G.; Alongi, J.; Camino, G.; Grunlan, J.C. Layer-by-layer assembly of silica-based flame retardant thin film on PET fabric. Polym. Degrad. Stab. 2011, 96, 745–750. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
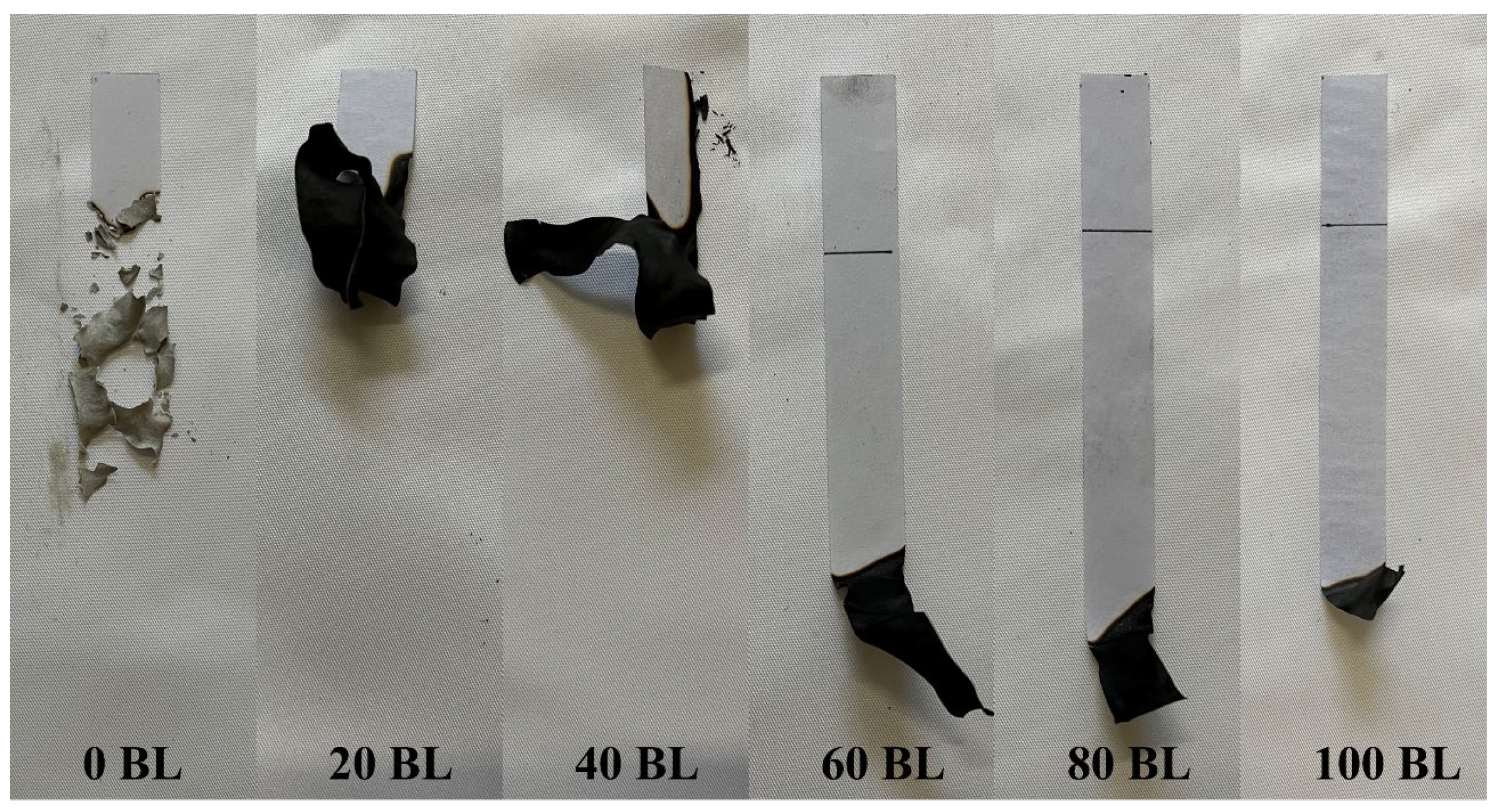
| Paper Sample | Burning Rate (mm/min) | Self-Extinguishing |
|---|---|---|
| 0 BL | 340 ± 4 | No |
| 20 BL | 315 ± 1 | No |
| 40 BL | 240 ± 2 | No |
| 60 BL | 230 ± 2 | Yes |
| 80 BL | 220 ± 2 | Yes |
| 100 BL | 130 ± 3 | Yes |
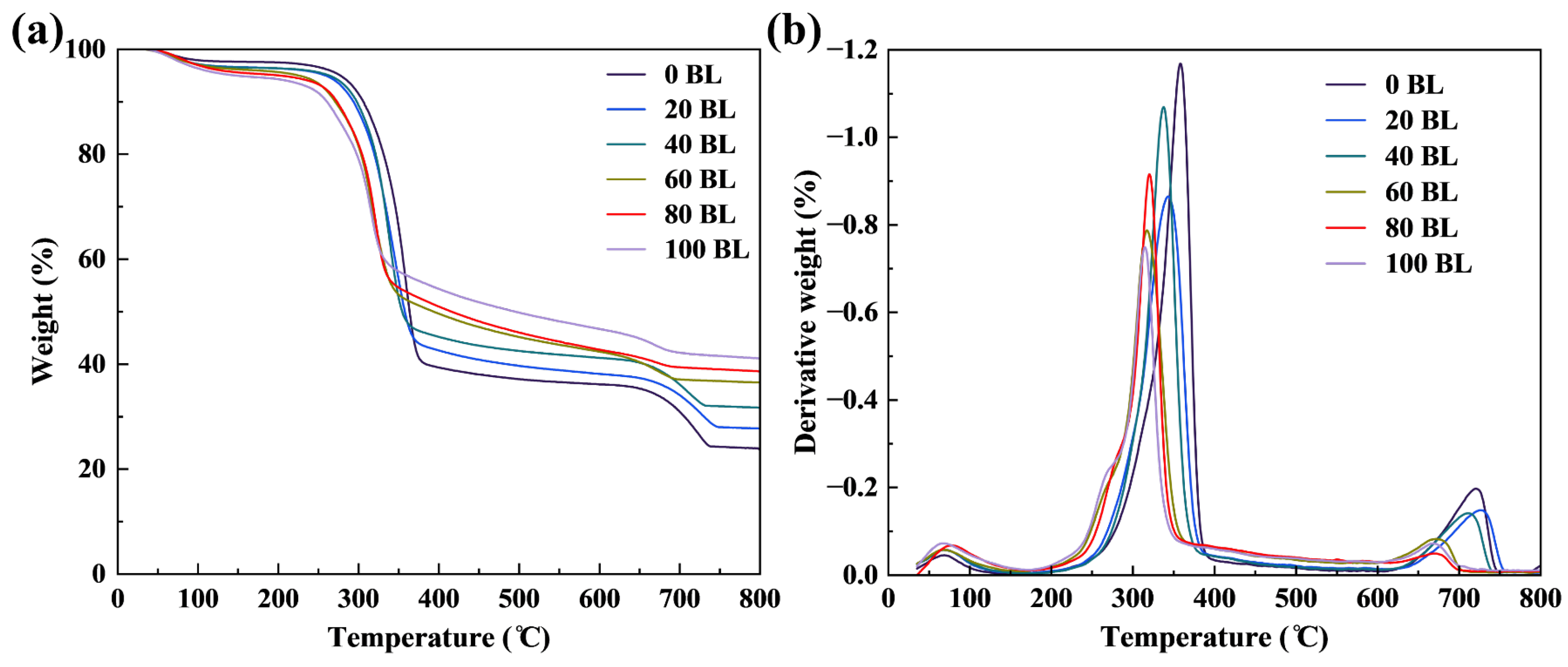
| Sample | T5% (°C) | Tmax (°C) | Residues at 800 °C (wt%) |
|---|---|---|---|
| 0 BL | 277 | 358 | 24 |
| 20 BL | 259 | 342 | 28 |
| 40 BL | 264 | 339 | 32 |
| 60 BL | 225 | 319 | 37 |
| 80 BL | 202 | 319 | 39 |
| 100 BL | 188 | 314 | 41 |
| Sample | T5% (°C) | Tmax1 (°C) | Tmax2 (°C) | Residues at 800 °C (wt%) |
|---|---|---|---|---|
| 0 BL | 234 | 332 | 440 | 13 |
| 20 BL | 223 | 316 | 464 | 21 |
| 40 BL | 198 | 325 | 470 | 21 |
| 60 BL | 169 | 317 | 476 | 25 |
| 80 BL | 101 | 313 | 484 | 29 |
| 100 BL | 119 | 311 | 486 | 31 |
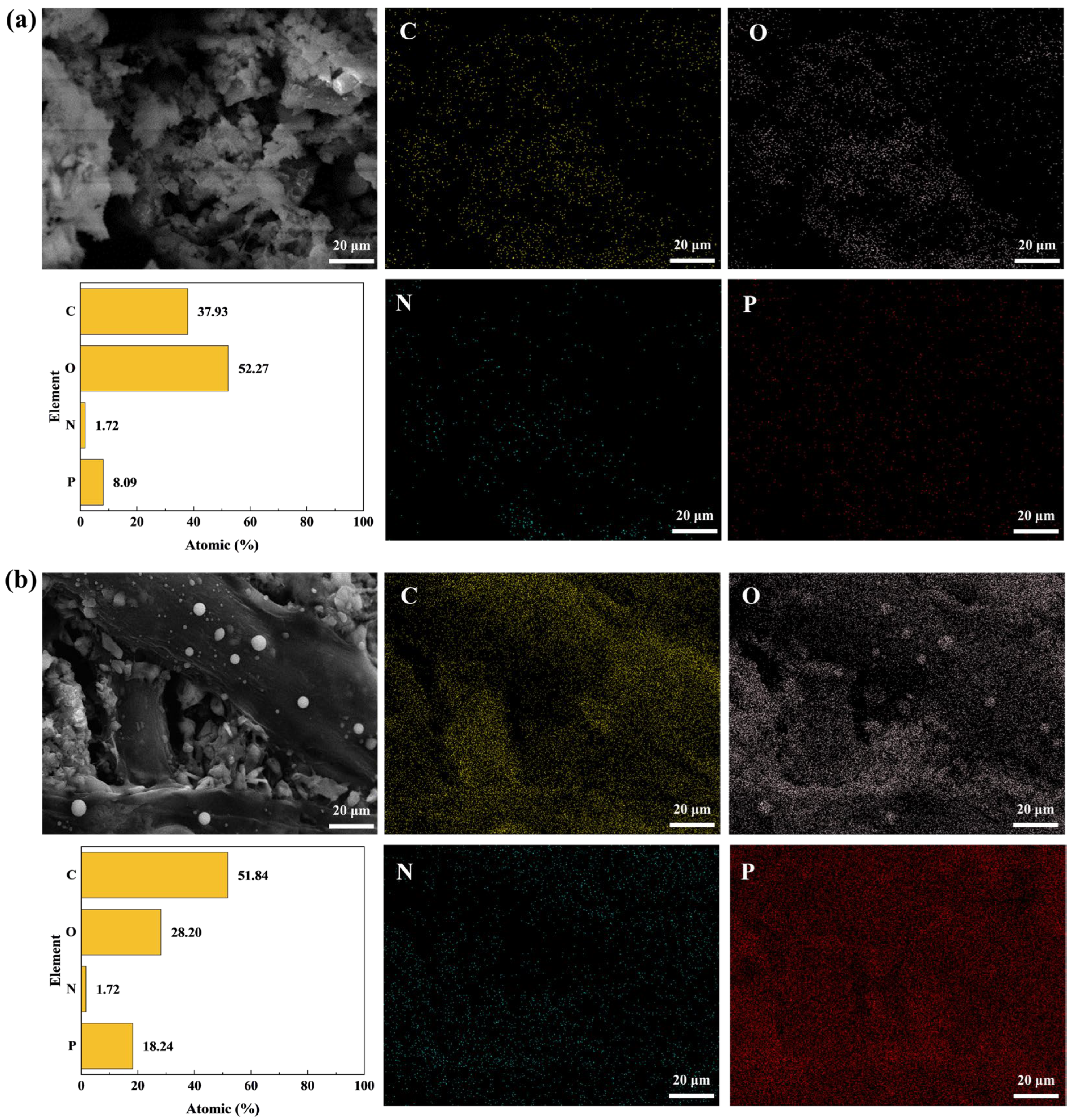
| Element | Atomic Percentage (%) | ||
|---|---|---|---|
| 0 BL | 60 BL | 100 BL | |
| C1s | 25.20 | 50.25 | 53.55 |
| O1s | 45.28 | 32.88 | 31.03 |
| N1s | - | 3.11 | 3.31 |
| P1s | - | 5.16 | 5.24 |
| Sample | Tensile Index/N·m·g−1 | Tear Index /mN·m2·g−1 | Folding Endurance /Times |
|---|---|---|---|
| 0 BL | 27.53 | 0.60 | 16 |
| 20 BL | 28.23 | 0.61 | 14 |
| 40 BL | 29.25 | 0.63 | 11 |
| 60 BL | 32.22 | 0.64 | 10 |
| 80 BL | 35.05 | 0.69 | 6 |
| 100 BL | 38.84 | 0.78 | 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, Z.; Liu, X.; Li, J.; Xu, X.; Pan, X.; Yan, C. Ultrathin Biomaterial Coating for Flame-Retardant Medical Paper. Coatings 2025, 15, 192. https://doi.org/10.3390/coatings15020192
Sun Z, Liu X, Li J, Xu X, Pan X, Yan C. Ultrathin Biomaterial Coating for Flame-Retardant Medical Paper. Coatings. 2025; 15(2):192. https://doi.org/10.3390/coatings15020192
Chicago/Turabian StyleSun, Zhihao, Xinlong Liu, Jingxian Li, Xiaohong Xu, Xuhai Pan, and Chuanyong Yan. 2025. "Ultrathin Biomaterial Coating for Flame-Retardant Medical Paper" Coatings 15, no. 2: 192. https://doi.org/10.3390/coatings15020192
APA StyleSun, Z., Liu, X., Li, J., Xu, X., Pan, X., & Yan, C. (2025). Ultrathin Biomaterial Coating for Flame-Retardant Medical Paper. Coatings, 15(2), 192. https://doi.org/10.3390/coatings15020192