

Combinatorial Deposition and Wear Testing of HiPIMS W-C Films


Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
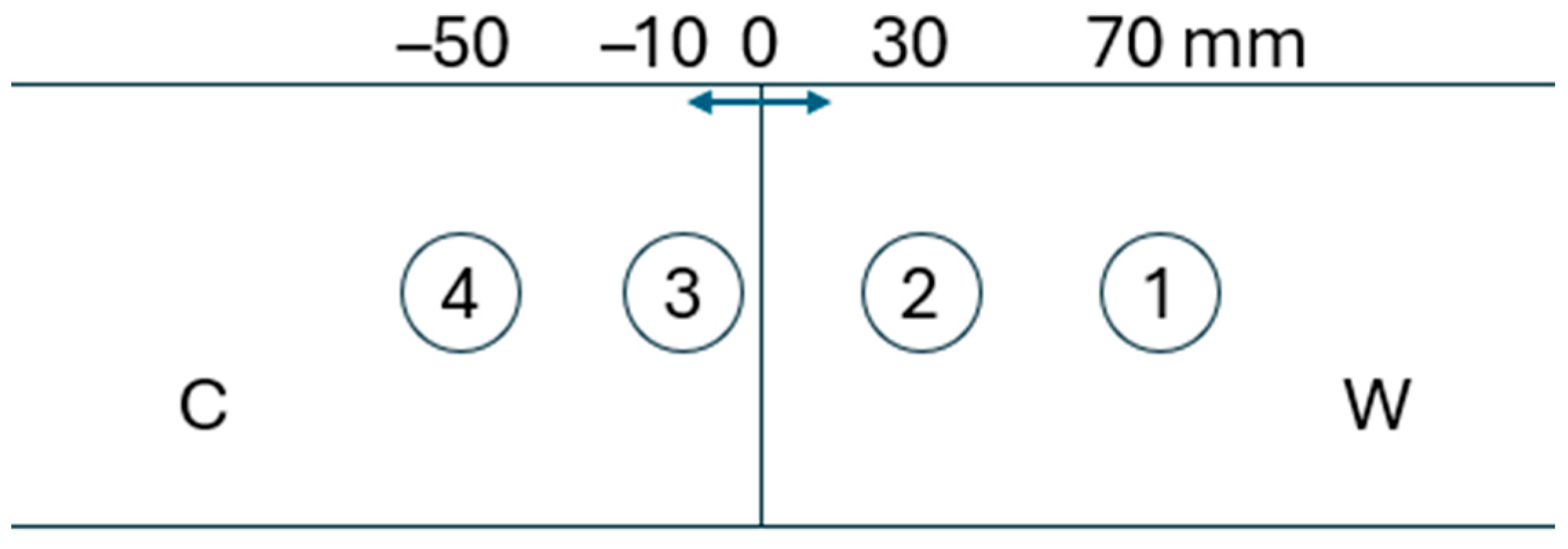
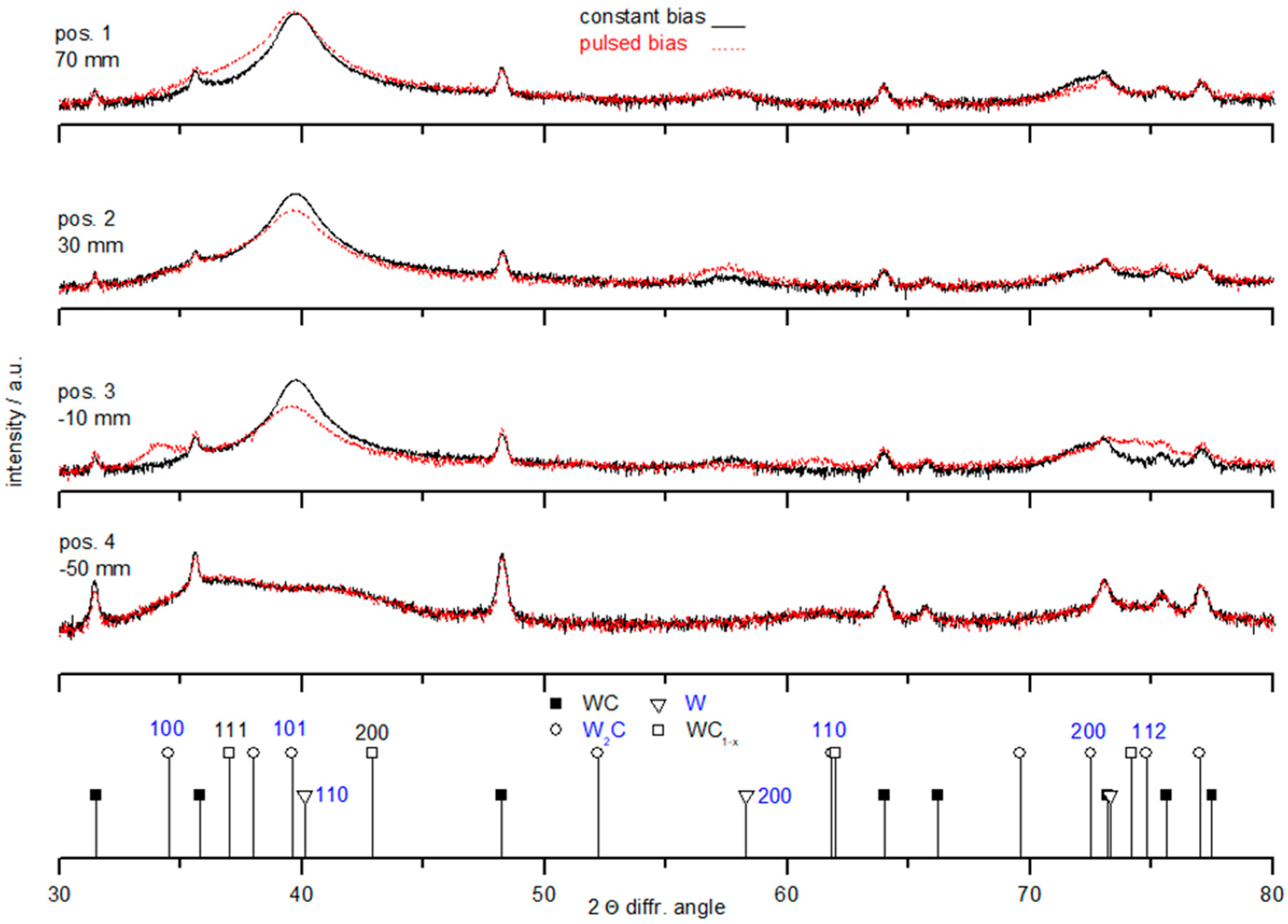
3.1. Coating Composition
3.2. Mechanical Properties
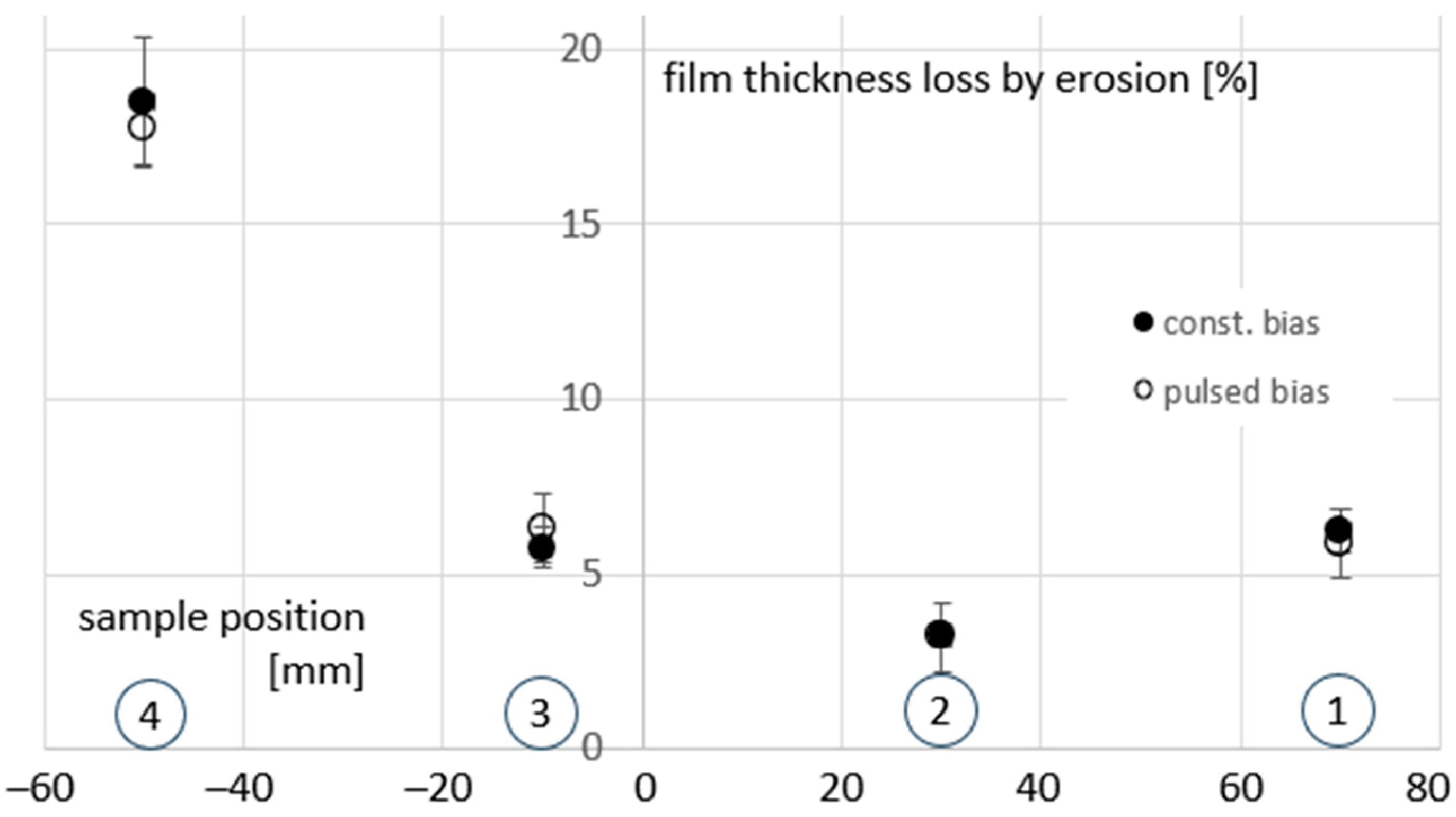
3.3. Erosive Wear Testing
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Pauleau, Y.; Gouy-Pailler, P. Very hard solid-solution type tungsten carbon coatings deposited by reactive magnetron sputtering. Mater. Lett. 1992, 12, 157–160. [Google Scholar] [CrossRef]
- Voevodin, A.; O’Neill, J.P.; Zabinski, J.S. Tribological performance and tribochemistry of nanocrystalline WC/amorphous diamond-like carbon composites. Thin Solid Films 1999, 342, 194–200. [Google Scholar] [CrossRef]
- Quesnel, E.; Paulea, Y.; Monge-Cadet, P.; Brum, M. Tungsten and tungsten-carbon PVD multilayered structures as erosion-resistant coatings. Surf. Coat. Technol. 1993, 62, 474–479. [Google Scholar] [CrossRef]
- Rebholz, C.; Schneider, J.M.; Leyland, A.; Matthews, A. Wear behaviour of carbon-containing tungsten coatings prepared by reactive magnetron sputtering. Surf. Coat. Technol. 1999, 112, 85–90. [Google Scholar] [CrossRef]
- Ramirez Reyna, O.; Perez Alvarez, J.; Flores Martinez, M.; Rodriguez Castro, G.A. Evaluation of mechanical properties and tribological behavior of DLC/WC/WCN/W multilayer coatings deposited by HiPIMS. Mater. Lett. 2024, 357, 135737. [Google Scholar] [CrossRef]
- Efeoglu, I.; Totik, Y.; Gulten, G.; Yaylali, B.; Yesilyurt, M. Adhesion and friction-wear characterization of W-doped hydrogenated diamond-like carbon (a-C:H) coatings. Surf. Coat. Technol. 2025, 495, 131578. [Google Scholar] [CrossRef]
- Kurlov, A.S.; Gusev, A.I. Tungsten carbides and W-C phase diagram. Inorg. Mater. 2006, 2, 121–127. [Google Scholar] [CrossRef]
- Fuchs, K.; Rodhammer, P.; Bertel, E.; Netzer, F.P.; Gornik, E. Reactive and non-reactive high sputter deposition of tungsten carbide. Thin Solid Films 1987, 151, 383–395. [Google Scholar] [CrossRef]
- Wang, L.; Li, L.; Kuang, X. Effect of substrate bias on microstructure and mechanical properties of WC-DLC coatings deposited by HiPIMS. Surf. Coat. Technol. 2018, 352, 33–41. [Google Scholar] [CrossRef]
- Glechner, T.; Tomastik, C.; Badisch, E.; Polcik, P.; Riedl, H. Influence of WC/C target composition and bias potential on the structure-mechanical properties of non-reactively sputtered WC coatings. Surf. Coat. Technol. 2022, 432, 128036. [Google Scholar] [CrossRef]
- Abad, M.D.; Munoz Marquez, M.A.; El Mrabet, S.; Justo, A.; Sanchez Lopez, J.C. Tailored synthesis of nanostructured WC/a-C coatings by dual magnetron sputtering. Surf. Coat. Technol. 2010, 204, 3490–3500. [Google Scholar] [CrossRef]
- Song, R.; Chen, S.; Liu, Z.; Huo, Z.; Chen, Q. Effect of W-doping on the structure and properties of DLC films prepared by combining physical and chemical vapor deposition. Diam. Relat. Mater. 2023, 132, 109687. [Google Scholar] [CrossRef]
- Hsu, T.W.; Greczynski, G.; Boyd, R.; Kolozsvari, S.; Polcik, P.; Oden, M. Dense and hard TiWC protective coatings grown with tungsten ion irradiation using WC-HiPIMS/TiC-DCMS co-sputtering technique without external heating. Appl. Surf. Sci. 2023, 618, 156639. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Target Power | Pulse Freq. | Pulse On-Time | Pressure | Bias Voltage |
|---|---|---|---|---|
| 6 kW | 2000 Hz | 50 µs | 0.43 Pa | 175 V * |
| Bias Volt. Mode | Pos. 1 (70) | Pos. 2 (30) | Pos. 3 (−10) | Pos. 4 (−50) |
|---|---|---|---|---|
| constant | 90:10 (2) | 86:13 (1.5) | 79:21 (1) | 61:39 (0) |
| pulsed | 83:17 (0) | 78:22 (0) | 76:24 (0) | 55:45 (0) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kohlscheen, J.; Bareiss, C. Combinatorial Deposition and Wear Testing of HiPIMS W-C Films. Coatings 2025, 15, 115. https://doi.org/10.3390/coatings15010115
Kohlscheen J, Bareiss C. Combinatorial Deposition and Wear Testing of HiPIMS W-C Films. Coatings. 2025; 15(1):115. https://doi.org/10.3390/coatings15010115
Chicago/Turabian StyleKohlscheen, Joern, and Christian Bareiss. 2025. "Combinatorial Deposition and Wear Testing of HiPIMS W-C Films" Coatings 15, no. 1: 115. https://doi.org/10.3390/coatings15010115
APA StyleKohlscheen, J., & Bareiss, C. (2025). Combinatorial Deposition and Wear Testing of HiPIMS W-C Films. Coatings, 15(1), 115. https://doi.org/10.3390/coatings15010115