3.1. Microstructure Analysis
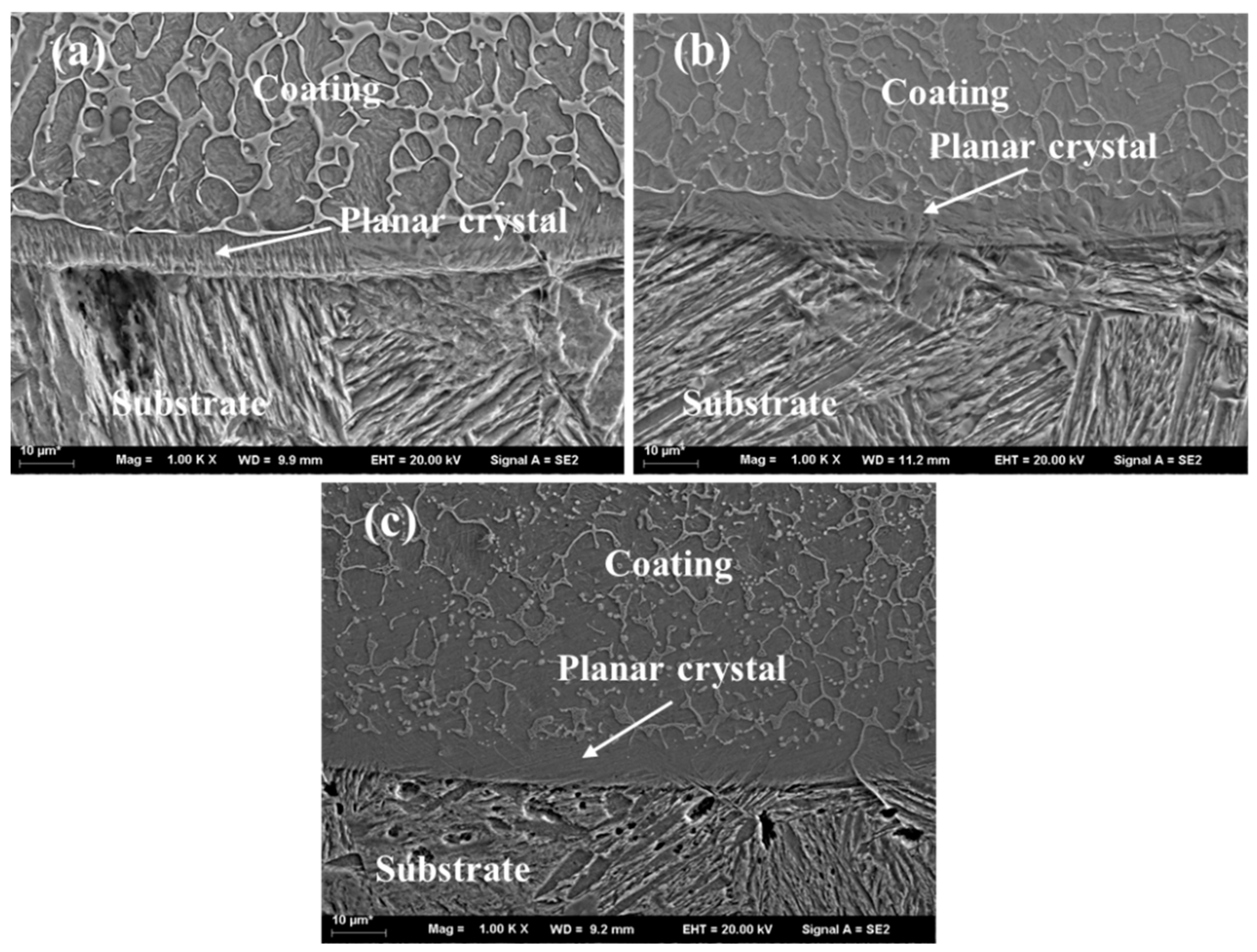
The microstructures of different Ti/Nb-containing coatings/substrate interfaces are indicated in
Figure 2. Clearly, no obvious defects, such as cracking and pores, occur in the clad coatings or at the boundaries of the clad coatings. Moreover, the planar crystal growth between clad coatings and substrates is observed. It suggests that good metallurgical joints between clad coatings and substrates are formed.
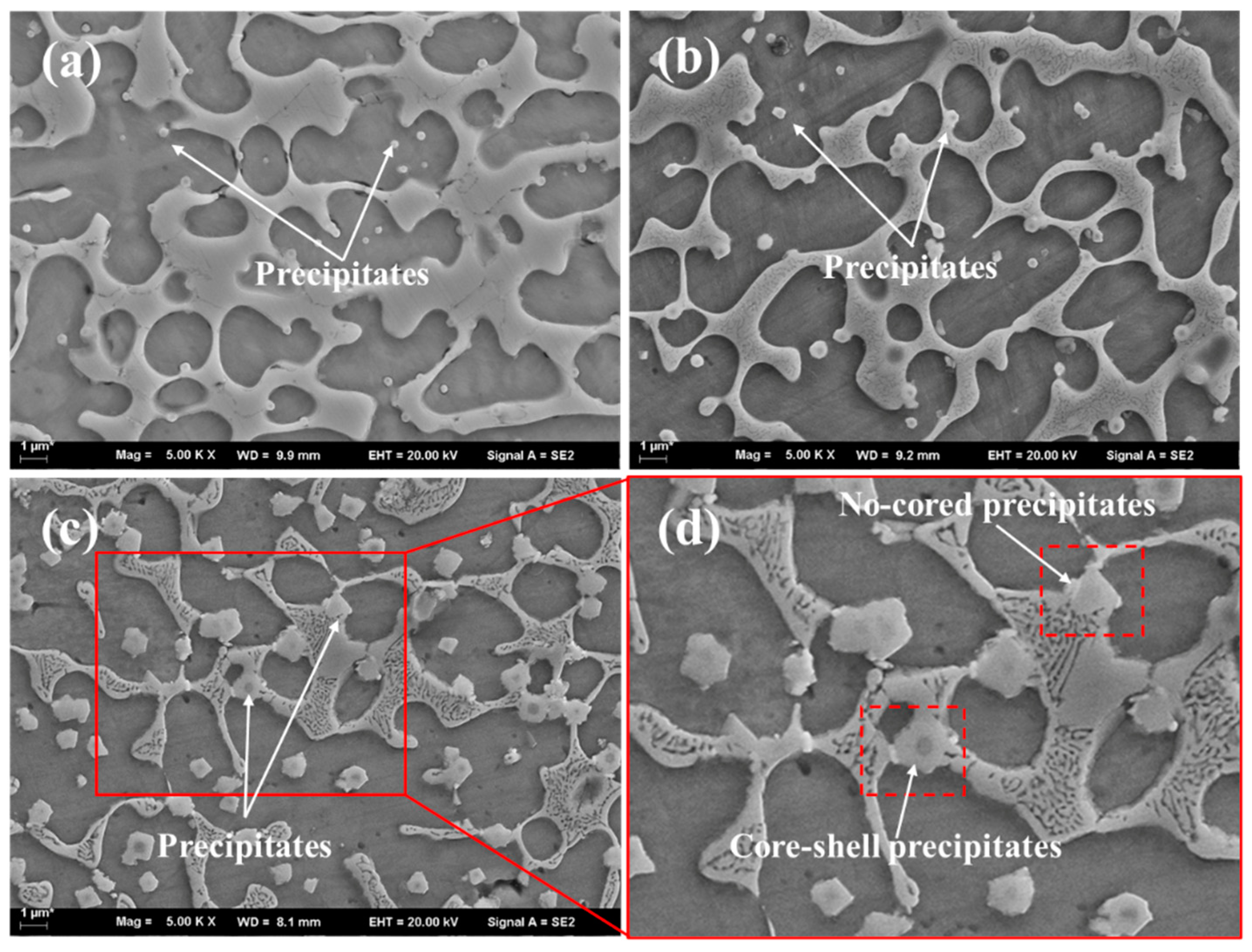
The microstructures of the clad coatings with different Ti/Nb content are shown in
Figure 3. According to our previous study [
9], the clad coating without Ti/Nb was mainly composed of α-Fe supersaturated solid solutions, inter-dendritic M
23C
6 carbides (M: Cr, W, Fe) and reprecipitated WC particles. With Ti/Nb addition, the content of brittle phase M
23C
6 in the clad coating is decreased, and few reprecipitated WC particles are found, but reinforcements with two different kinds of morphologies are precipitated in the clad coatings: one is a core-shell structure; the other is a no-cored and homogeneous structure. Obviously, the content of core-shell precipitates is much higher than that of no-cored precipitates. Furthermore, the amount of inter-dendritic M
23C
6 carbides obviously decreases. The above results suggest that the precipitation of reinforcements reduces the amount of M
23C
6 in the clad coating. The decrease in M
23C
6 leads to a reduction in the brittleness of the grain boundaries, thereby toughening the clad coating. Additionally, the particle size and number of reinforcements are increased as well with an increase in the amount of Ti/Nb added, but always remain in the form of equiaxial granular particles. It is worth noting that the average particle size of the core-shell reinforcements is greatly larger than that of the no-cored reinforcements.
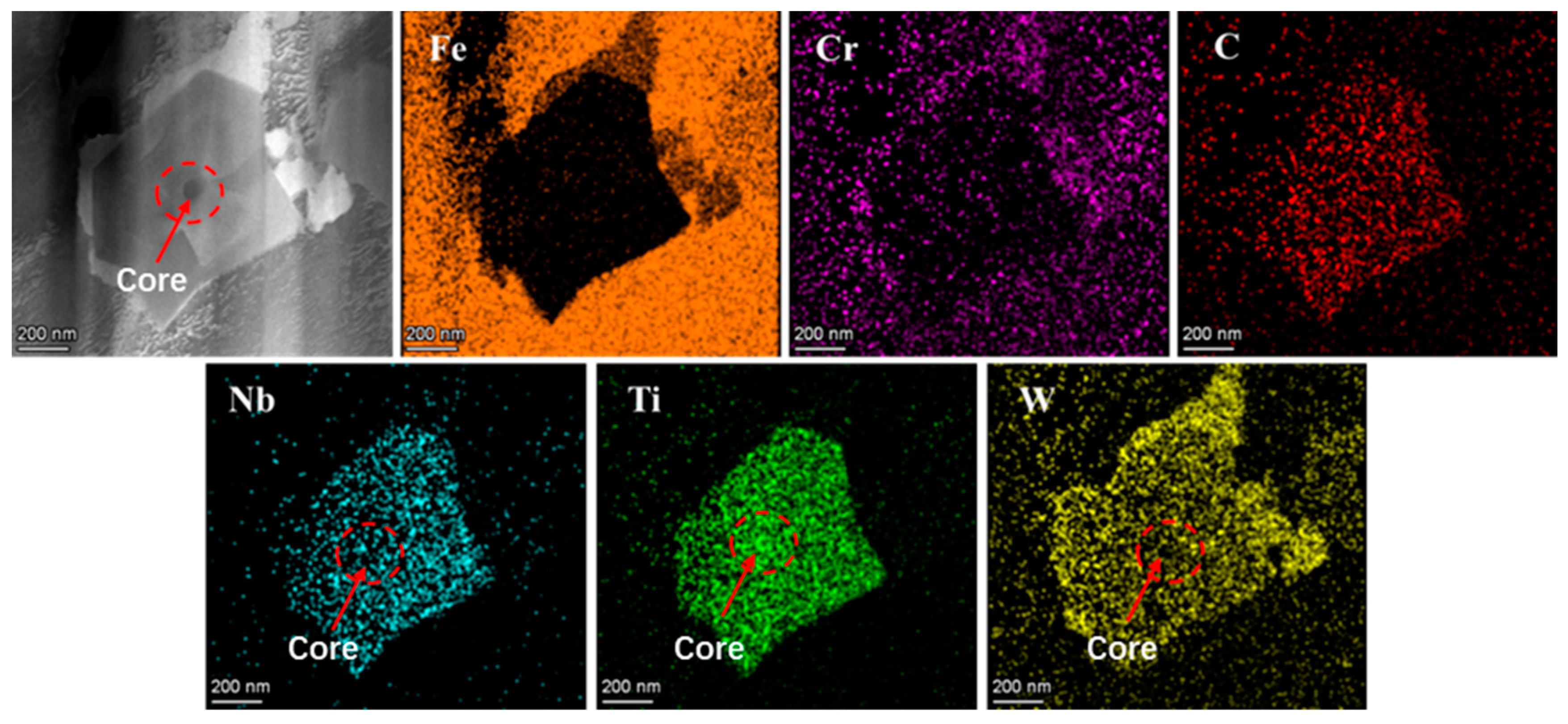
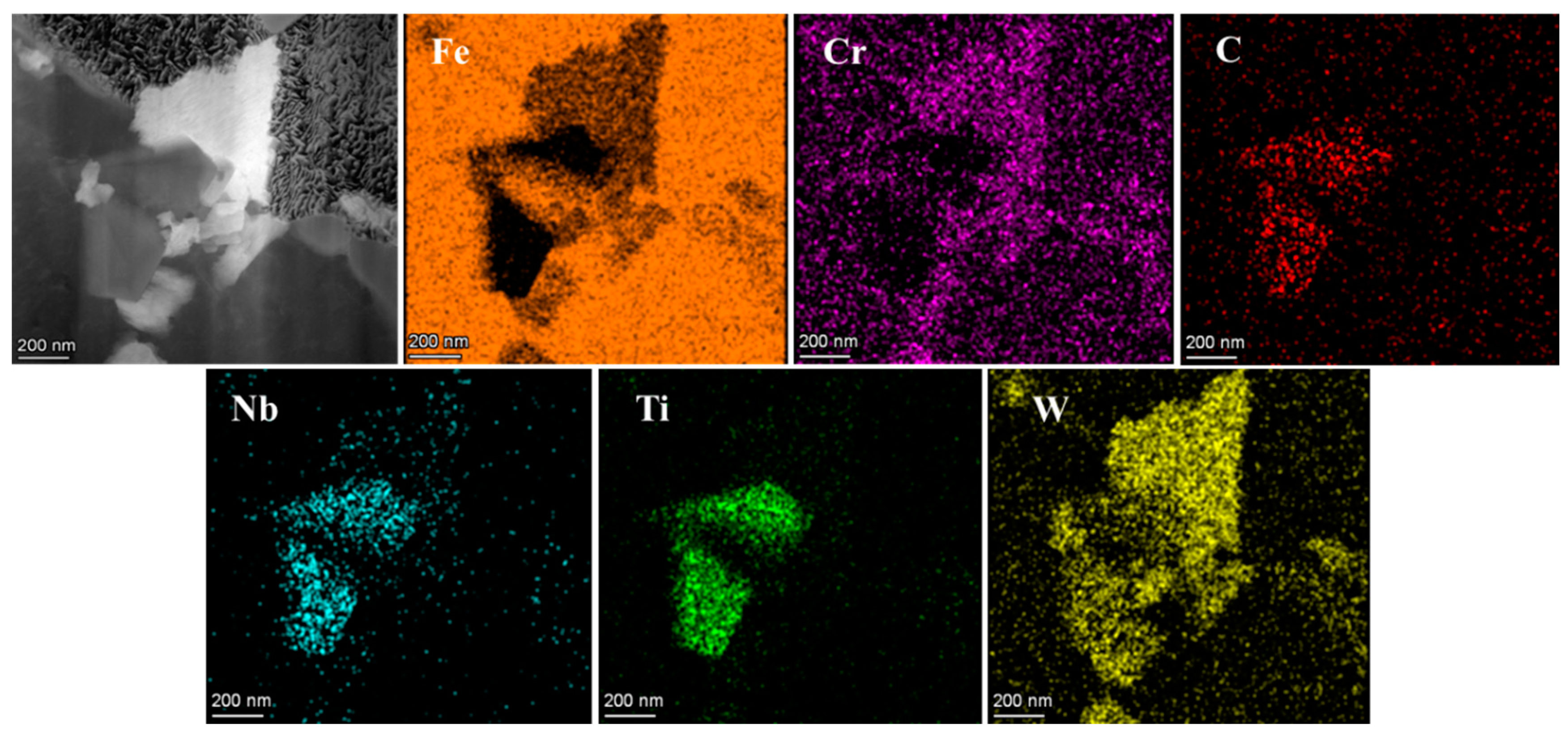
In order to further study the specific distribution of alloy elements in the precipitates with two different kinds of structural morphologies, the elemental distributions of Fe, Cr, Ti, Nb, W, and C elements in the two precipitates are shown in
Figure 4 and
Figure 5, respectively. Clearly, both precipitates are enriched with C, W, Nb, and Ti elements, but a significant difference in the distribution is observed. Ti, Nb, W, and C elements are evenly distributed in the no-cored precipitates, but in the core-shell precipitates, there is an obvious concentration gradient in the distribution of Ti, Nb, W, and C elements. Only Ti and C elements are detected in the core without other alloy elements; Ti, Nb, W, and C elements are concentrated in the shell. It is worth noting that the concentration of Ti and C elements in the core is much higher than in the shell. Considering the results shown in
Figure 4, it is further inferred that the core-shell precipitates consist of the core of pure TiC carbides and the shell of the (Ti,Nb,W)C multiple carbides, and the no-cored precipitates are the (Ti,Nb,W)C multiple carbides.
Because the two precipitates underwent the same melting process, the reason for the formation of two different kinds of morphologies is mainly attributed to different chemical compositions. Based on our previous studies, TiC and NbC were dissolved mutually to form (Ti,Nb)C multiple carbides due to the satisfaction of the Hume–Rothery condition. Similarly, the difference in the atomic radius between Ti and W is 0.004 nm, and the difference in the atomic radius between Nb and W is 0.007 nm. Thus, the differences in the atomic radius between Ti and W, Nb and W are 2.7% and 4.7%, respectively, which are much less than 15%. It means that TiC, WC, and NbC are also dissolved mutually to form (Ti,Nb,W)C multiple carbides due to the satisfaction of the Hume–Rothery condition. Besides, with 8% Ti/Nb addition, white and irregular-shaped precipitates are formed and attach to the surface of the core-shell and no-cored precipitates for nucleation growth. According to the analysis results in
Figure 5, the white and irregular-shaped precipitates are mainly rich in the W element, and there exists also the enrichment of Cr elements. It can be concluded that the white and irregular-shaped precipitates should be the W-rich compounds with a solid solution of Cr elements. The solid solution of Cr elements in the W-rich compounds is possibly caused by the rapid solidification process of the laser melt pool.
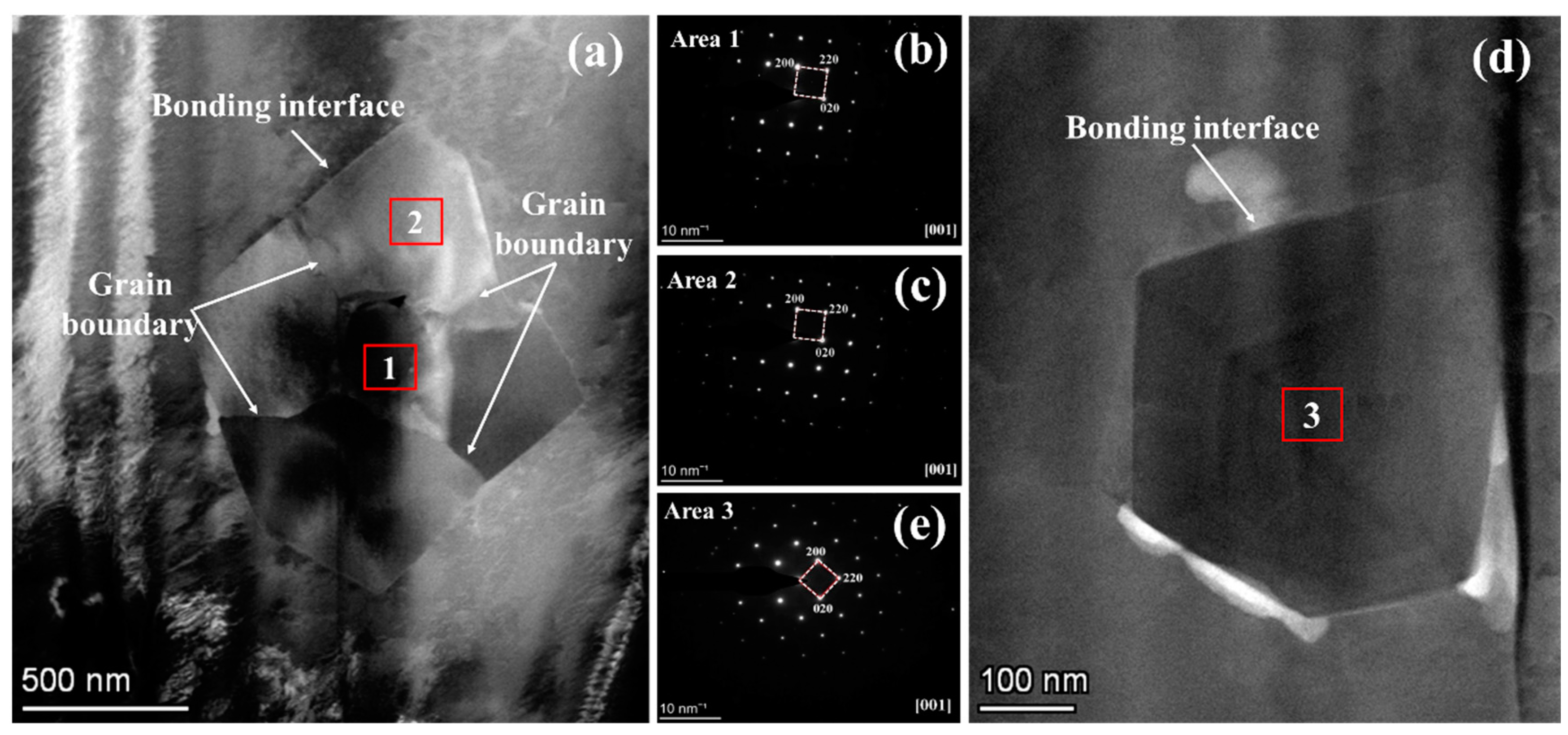
The SAED patterns of the core-shell and no-cored precipitates are further conducted by TEM, as shown in
Figure 6. As seen, the binding interfaces between the two precipitates and the Fe matrix are straight, purity-free, and enriched with none of the elements, which is well consistent with the excellent characteristics of in-situ synthesized reinforcements. The in-situ synthesis of reinforcements was firmly bound to the Fe matrix, which is beneficial to improving the mechanical properties of the clad coatings [
18]. Furthermore, there are obvious grain boundaries at the shell of the core-shell reinforcements, indicating that the shell of the core-shell reinforcements is composed of multiple (Ti,Nb,W)C particles rather than a single (Ti,Nb,W)C particle. Last but not least, the core-shell and no-cored reinforcements share the same crystal zone axis [001] as TiC and NbC, further indicating that the two reinforcements have the same crystal structure and orientation as TiC and NbC. As such, the above inference that the core-shell precipitates are composed of a core of pure TiC carbides and a shell of (Ti,Nb,W)C multiple carbides, and the no-cored precipitates are composed of (Ti,Nb,W)C multiple carbides, is further verified.
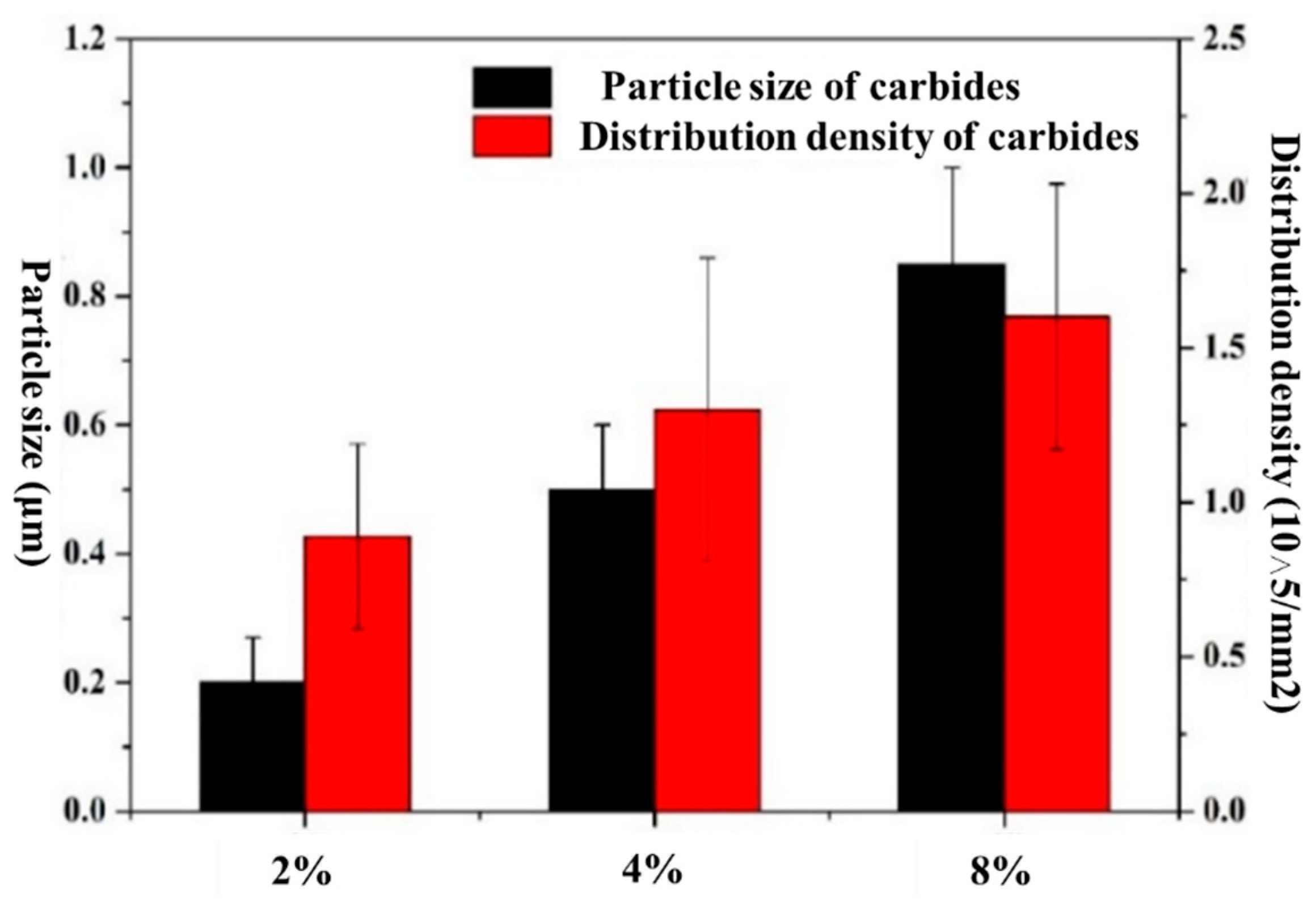
Figure 7 shows the particle size and distribution density of multiple carbide particles in the clad coatings with different Ti/Nb content. It can be seen that the particle size and distribution density of multiple carbide particles show a linear increasing trend with the increase of Ti/Nb. It is because as the amount of Ti/Nb added increases, the concentration of Ti and Nb elements in the melt pool increases, and in turn increases the concentration of Ti and Nb in the vicinity of C atoms, which ultimately enhances the nucleation and growth of multiple carbides, resulting in an increase in both the particle size and distribution density of multiple carbide particles at the same time. As the distribution density and particle size of composite carbides in the clad coatings increase, the mechanical properties of the composite carbides-reinforced clad coatings are further improved, which is mainly due to the enhancement of the dispersion strengthening effect of the composite carbide particles.
The distribution characteristics of multiple carbide particles in the coatings with the addition of 4% and 8% Ti/Nb are shown in
Figure 8. Obviously, the multiple carbide particles are evenly distributed at the bottom, middle, and top of the clad coatings. There is no gradient distribution trend like that seen in WC and other high-density carbide particles, where the content is highest at the top, followed by the middle, and lowest at the top. Neither is there a trend similar to TiC and other low-density carbide particles, which shows low content at the bottom, followed by the middle, and highest at the top.
According to the above analysis, the multiple carbide particles are formed by the mutual diffusion and solid solution of WC, TiC, and NbC at high temperatures. NbC has a density similar to Fe (ρ
NbC: 7.78 g cm
−3, ρ
Fe: 7.87 g cm
−3), the density of TiC (ρ
TiC:4.93 g cm
−3) is much lower than that of Fe, and the density of WC (ρ
WC: 15.7 g cm
−3) is much higher than that of Fe. Therefore, as the solid solution is formed by the mutual solid solution of WC, TiC, and NbC, the comprehensive density of multiple carbide particles is close to that of the Fe matrix alloy, which is also the reason why the multiple carbide particles are evenly distributed in the clad coatings and do not show a gradient distribution trend at the bottom, middle, and top of the clad coating. Similar results were also reported in the study of Ashok Kumar Srivastava et al. [
19]. The uniform distribution of multiple carbide particles ensures the even microstructure of the clad coatings, and then makes the mechanical properties of the clad coatings uniform along the depth direction. In addition, as shown in
Figure 8, it can also be observed that most of the precipitated multiple carbide particles are embedded within the dendritic regions of the clad coatings, while only a small portion is located in the inter-dendritic regions. The reason can be explained as follows. A study pointed out [
20] that during the cooling crystallization process of metal in a high-temperature molten pool, there was a critical velocity of “capture” associated with the forward movement of the solid-liquid interface. The critical velocity of “capture” was closely related to the ratio of the thermal conductivity between the metal alloy and precipitated particles [
21]. If the critical velocity of “capture” was greater than the advanced velocity of the solid-liquid interface, the precipitated particles would be pushed forward to the unsolidified region together, and finally precipitated particles would be embedded in the inter-dendritic regions of the clad coatings. Similarly, if the critical velocity of “capture” was less than the advanced velocity of the solid-liquid interface, the precipitated particles could be captured by the solid-liquid interface, and eventually the precipitated particles would be embedded in the dendritic regions of the clad coatings. The thermal conductivity coefficient of the metallic liquid phase and the precipitated phase was set as α = k
particle/k
metal matrix, which had a great influence on the solidification around the precipitated particles. If α > 1, the solid–liquid interface would sink down, and the metal liquid phase would have a great phagocytic force on the precipitated particles, making the precipitated particles become “trapped”; if α ≤ 1, the solid-liquid interface would have a strong repulsive force on the precipitated particles. It is well known that the thermal conductivity of the Fe matrix is 80 W/m·K, and the thermal conductivities of TiC, NbC, and WC particles are 21.0 W/m·K, 14.0 W/m·K, and 121.0 W/m·K, respectively. Therefore, the thermal conductivity of precipitated multiple carbide particles in this study is as follows: 14.0 W/m·K < k
multiple carbide particles < 121.0 W/m·K. Combined with the distribution characteristics of multiple carbide particles in the clad coatings, it can be further concluded that the precipitated multiple carbide particles are “trapped” by the solid–liquid interface (α > 1). The multiple carbide particles are uniformly distributed in the Fe matrix, forming a typical intracrystalline composite structure, playing a more significant role in strengthening the clad coatings.
3.2. Mechanical Properties
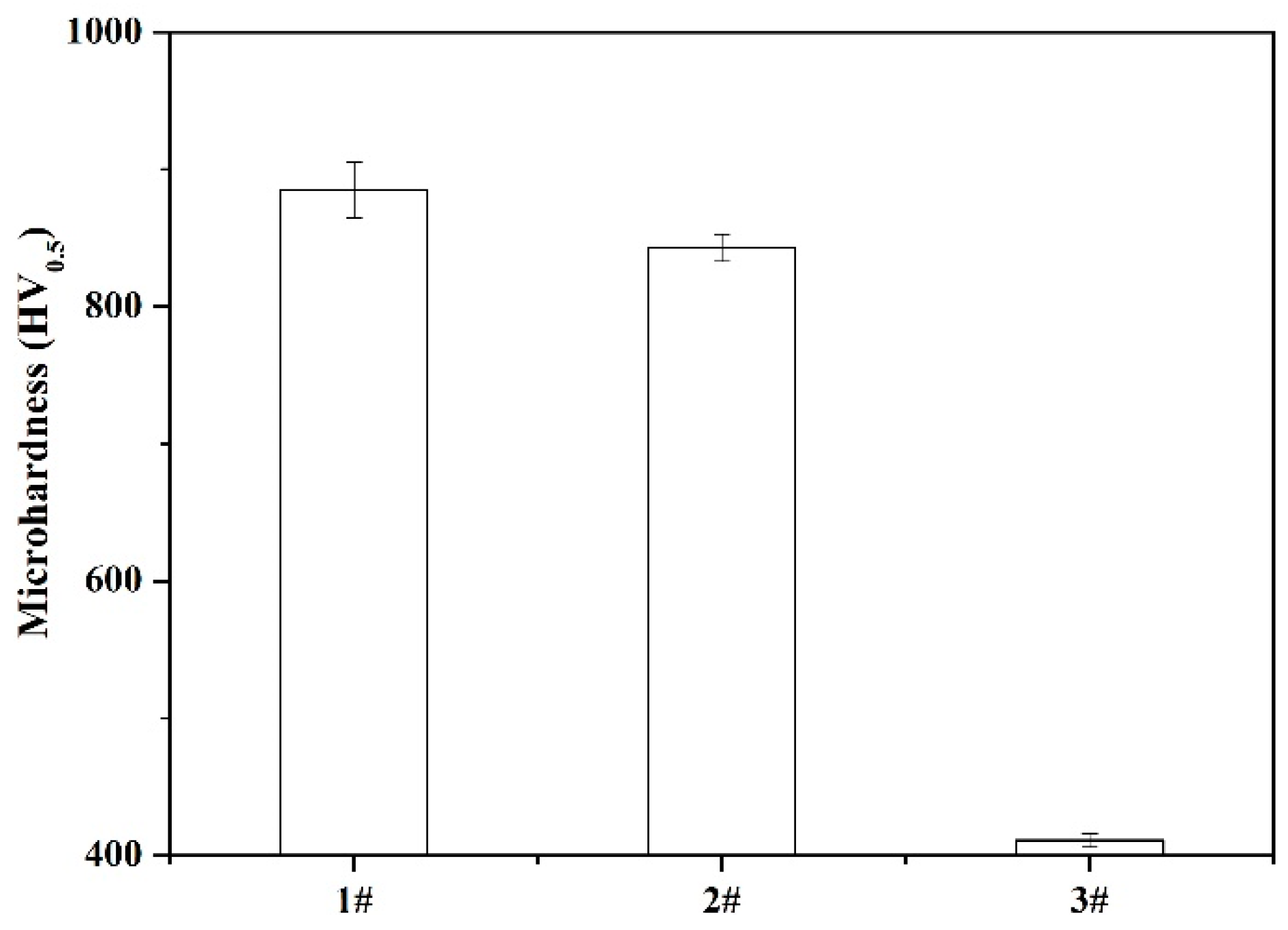
Figure 9 shows the microhardness values of the clad coatings with different Ti/Nb from the surface of the coatings to the coatings/substrate interface. As observed, the microhardness distribution of the clad coatings are stable from the surface of coating to the coating/substrate interface after the introduction of Ti/Nb. This stability is most pronounced with the Ti/Nb content increasing to 8%. At this level, the microhardness remains consistent from the top to the bottom of the clad coating, indicating that the clad coating shows a uniform microstructure and mechanical properties. This further confirms that the multiple carbide particles are evenly dispersed throughout the clad coatings. Furthermore, with an increase of Ti/Nb from 2% to 8%, the microhardness of the clad coatings is decreased linearly. As the content of Ti/Nb added reaches 8%, the average microhardness value of the clad coatings is the lowest, only about 410HV
0.5, which is reduced by over 50% compared with the Ti/Nb-free coating (about 931.4HV
0.5; the result was shown in a previous study [
9]). Based on the above microstructure analysis, it can be seen that the main reason for the decrease in microhardness of the Ti/Nb-containing coating is the introduction of strong carbide-forming elements Ti and Nb. C elements in the high-temperature molten pool are consumed by Ti and Nb elements, not only reducing the solid solution of C elements in the coatings’ matrix, but reducing the precipitation of brittle phase M
23C
6 carbides in the inter-dendritic regions. The precipitation of multiple carbide particles reduces the C content in the matrix of the clad coatings, not only strengthening the toughness of the clad coatings, but also improving the abrasive wear resistance.
Table 2 lists the crack detection data of the clad coatings with different Ti/Nb. When the addition of Ti/Nb is 2%, over eight cracks are generated in the clad coating, indicating that the 2% Ti/Nb-containing coating has a relatively high crack sensitivity. It is because the dissolution of WC releases a large number of W and C elements into the high-temperature melt pool, and a large amount of the brittle phase M
23C
6 carbides are formed by the chemical reactions between W and C elements and alloying elements such as Cr, Fe, etc., thus increasing the crack sensitivity of the clad coating. As the content of Ti/Nb further increased, the number of cracks in the clad coatings decreases, especially as the Ti/Nb content reaches 8%, at which point the clad coating is dense and crack-free. This indicates that the 8% Ti/Nb-containing coating has the lowest crack sensitivity and excellent toughness. It is widely believed that the microhardness and the toughness of materials are negatively correlated. Thus, the above result of the 8% Ti/Nb-containing coating with the lowest microhardness once again proves that the 8% Ti/Nb-contained coating has the most outstanding toughness among all the coatings.
The reasons for the decrease in the crack sensitivity of the Ti/Nb-containing coatings are as follows: Firstly, the strong carbide-forming elements Ti and Nb have a greater affinity than Fe, Cr, and other elements, and the introduction of them will preferentially combine with C elements in the molten pool to precipitate carbides such as TiC, NbC, etc., reducing the precipitation amount of intergranular brittle phase M
23C
6 carbides. The existence of brittle phase M
23C
6 is an important factor leading to the cracking of the clad coatings [
22]. Secondly, the precipitated composite carbide particles are evenly distributed in the clad coatings, which has a great second-phase dispersion strengthening effect than traditional carbide particles, effectively preventing the initiation and propagation of micro-cracks in the clad coatings.
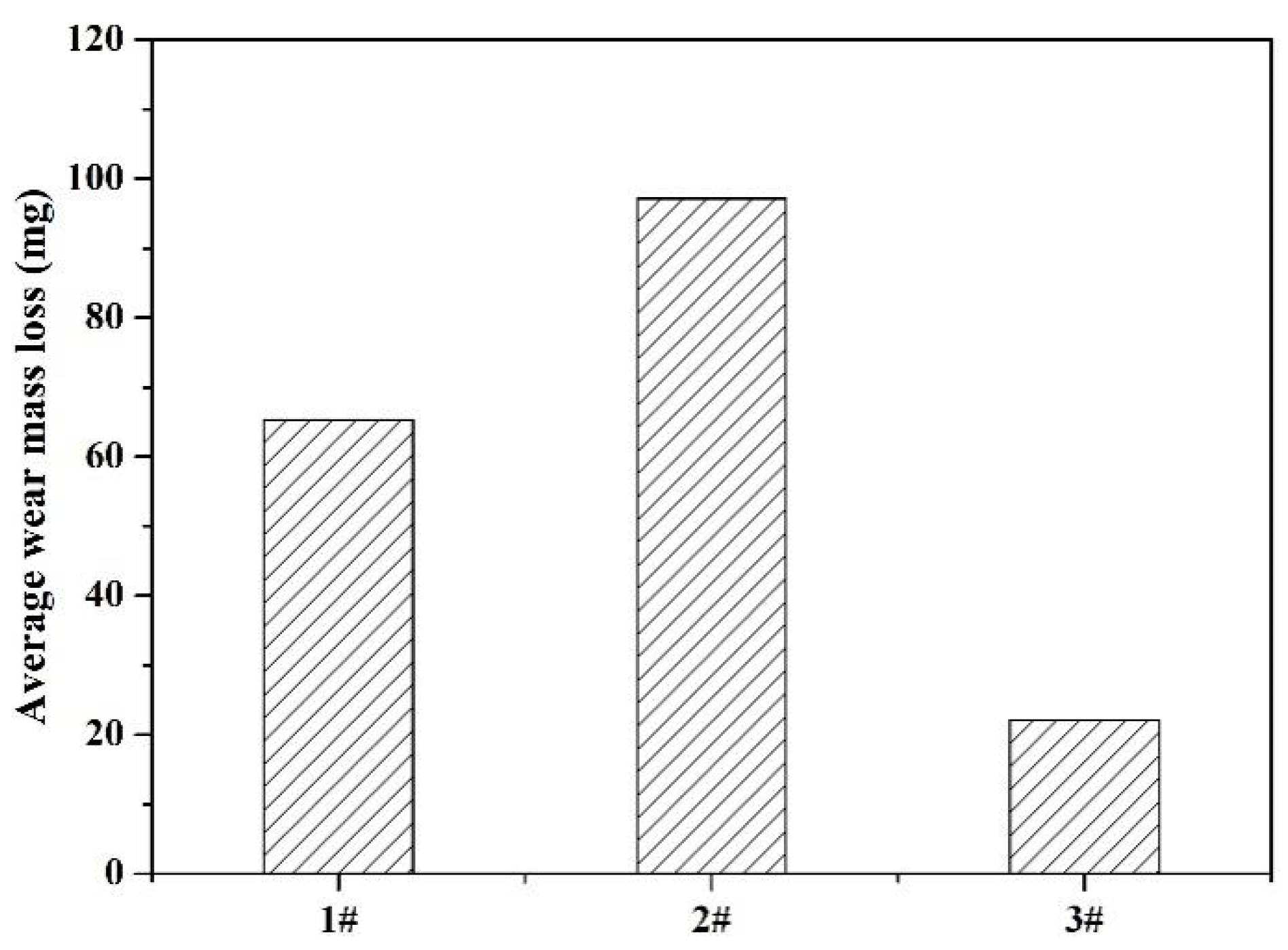
Figure 10 shows the wear mass loss of the clad coatings with different Ti/Nb content after the wear tests. With the amount of Ti/Nb added increasing from 2%→4%→8%, the wear mass loss of the clad coatings after wear testing presents a trend of first increasing and then sharply decreasing. As the amount of Ti/Nb added reaches 8%, the average wear mass loss of the clad coating is only about 22.1 mg, reaching the lowest value among all the Ti/Nb-containing coatings. According to the above analysis results of microhardness and crack sensitivity of the Ti/Nb-containing coatings, the 8% Ti/Nb-containing coating possesses the lowest microhardness, but excellent toughness and abrasive wear resistance. Generally, materials with low hardness have poor wear resistance. However, despite the very low hardness, the 8% Ti/Nb-containing coating shows outstanding wear resistance, which is mainly attributed to the fact that the wear resistance of the composite materials relates not only to the hardness, but also to the volume fraction, distribution, shape, hardness, particle size, and bonding strength with the material matrix of second-phase hard particles [
23]. As such, the large particle size, high distribution density, and uniform dispersion of formed multiple carbide particles are the main reason for the excellent abrasive wear resistance of the 8% Ti/Nb-containing coating.
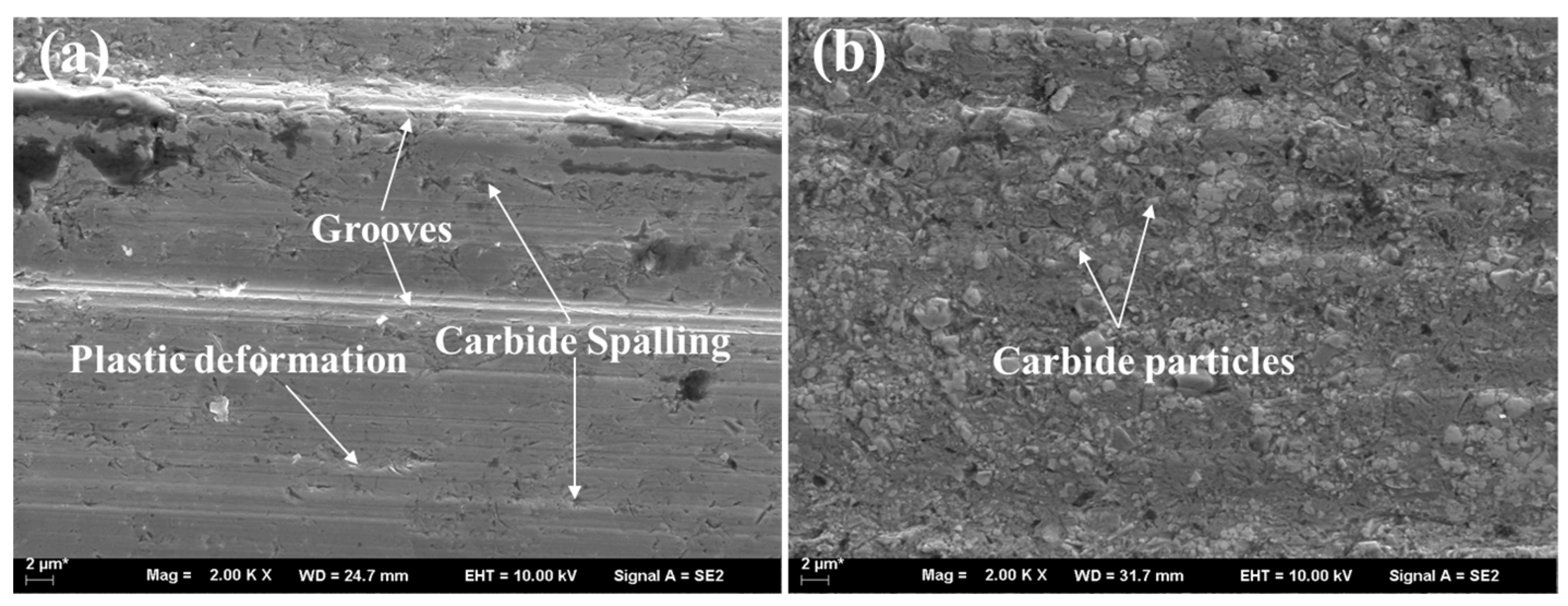
The main wear mechanism of the clad coatings with different Ti/Nb content are further explored, and the worn morphologies of the clad coatings are shown in
Figure 11. Clearly, with 2% Ti/Nb introduction, wide grooves, serious plastic deformation, and spalling of reinforced particles are detected on the worn surface of the clad coating, the wear mechanism of which is serious abrasive wear, plastic deformation, and particles shedding. Hence, the 2% Ti/Nb-containing coating shows poor abrasive wear resistance due to its relatively low hardness. Similarly, because the 4% Ti/Nb-containing coating has a relatively low hardness and high wear mass loss compared to the 2% Ti/Nb-containing coating, the 4% Ti/Nb-containing coating suffers more serious abrasive wear and plastic deformation than the 2% Ti/Nb-containing coating. However, interestingly, with the addition of Ti/Nb increasing to 8%, few grooves and little plastic deformation are observed on the worn surface of the clad coating with the lowest hardness, and only thin scratches are found. Additionally, the hard reinforcement particles, that is, the newly-generated multiple carbide particles, are densely embedded on the worn surface and remain convex without no sign of falling off, indicating that the 8% Ti/Nb-containing coating has excellent abrasive wear resistance, and its main wear mechanism is slight abrasive wear, consistent with the result of the lowest wear mass loss of the 8% Ti/Nb-containing coating shown in
Figure 10.
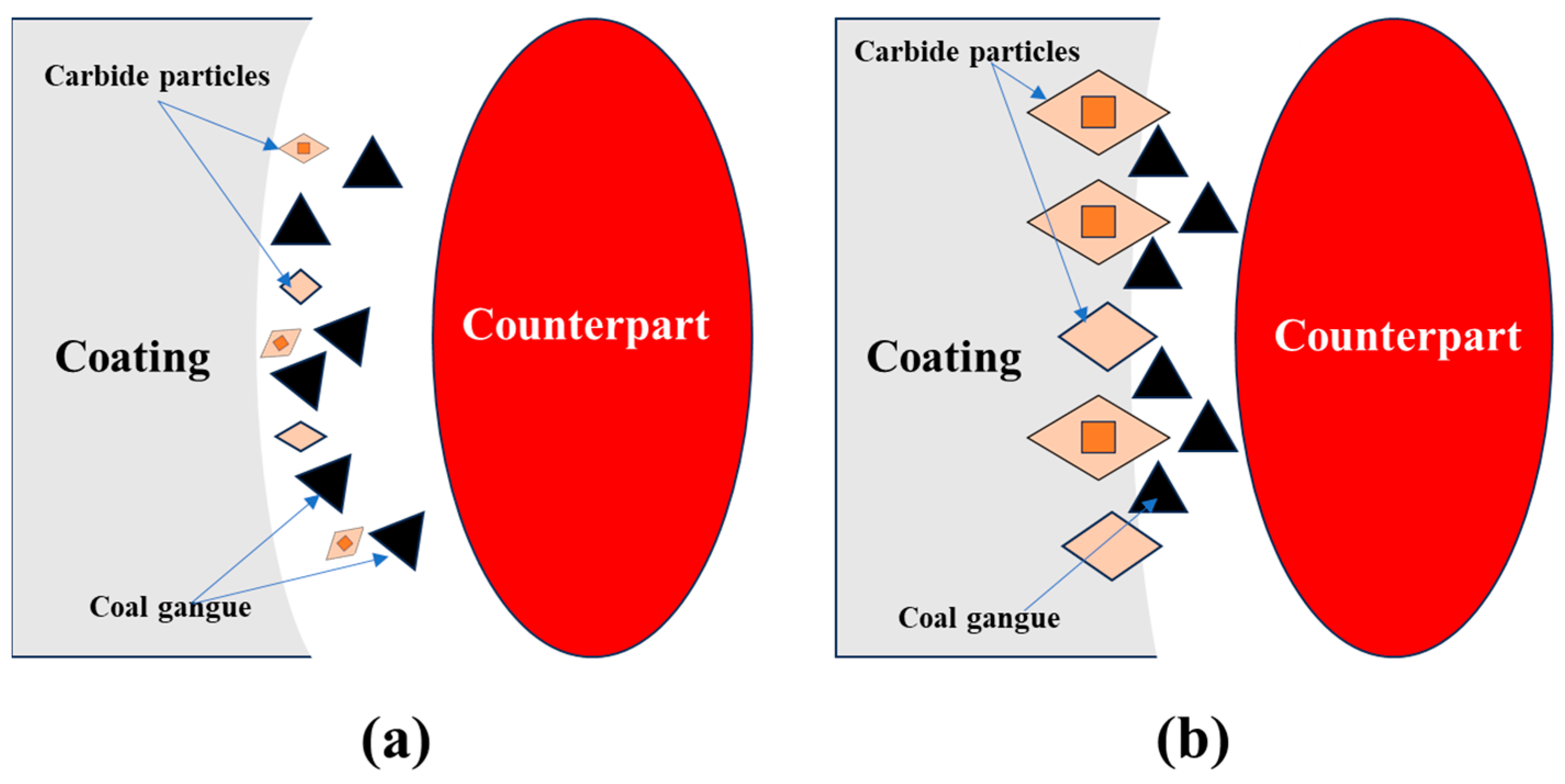
When the addition of Ti/Nb added is relatively low (2% and 4%), the formed multiple carbide particles are fewer and smaller. At the initial stage of the wear process, the matrix of the clad coatings is primarily worn due to its low hardness. With the wear time progressing, the multiple carbide particles embedded in the clad coatings are gradually exposed on the worn surfaces of the clad coatings. The exposed multiple carbide particles can effectively resist abrasive wear. However, the multiple carbide particles are sparsely distributed, fine, and have a relatively large average spacing between them, which causes them to be unable to protect the Fe matrix from wear damage, allowing the Fe matrix to continue being worn away. With the further wear of the Fe matrix, the bonding areas between the Fe matrix and the multiple carbide particles gradually decrease, resulting in the reduction of the bonding strength between the multiple carbide particles and the Fe matrix. As the Fe matrix is worn to a certain extent, micro-cracks are formed and expanded at the bonding interface between the Fe matrix and the multiple carbide particles under the cyclic scratching action of abrasive particles, eventually leading to the falling of the carbide particles from the worn surfaces of the clad coatings. The anti-wear action of the composite carbide particles is resisted, increasing the wear mass loss of the clad coatings, which corresponds exactly to the wear mechanism of 2% and 4% Ti/Nb-containing coatings shown in
Figure 12a. The multiple carbide particles formed in the 8% Ti/Nb-containing coating show high content, large size, and small spacing between the multiple carbide particles. As the matrix of the clad coating is worn down, the multiple carbide particles become exposed and slightly convex on the worn surface, causing the abrasive particles to be mainly in contact with the carbide particles, effectively protecting the Fe matrix from further wear. Therefore, the wear mass loss of the 8% Ti/Nb-containing coating is reduced, and the anti-wear property of the 8% Ti/Nb-containing coating is improved, corresponding to the wear mechanism shown in
Figure 12b.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}