

Quasi-Isotropy Structure and Characteristics of the Ultrasonic-Assisted WAAM High-Toughness Al Alloy


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
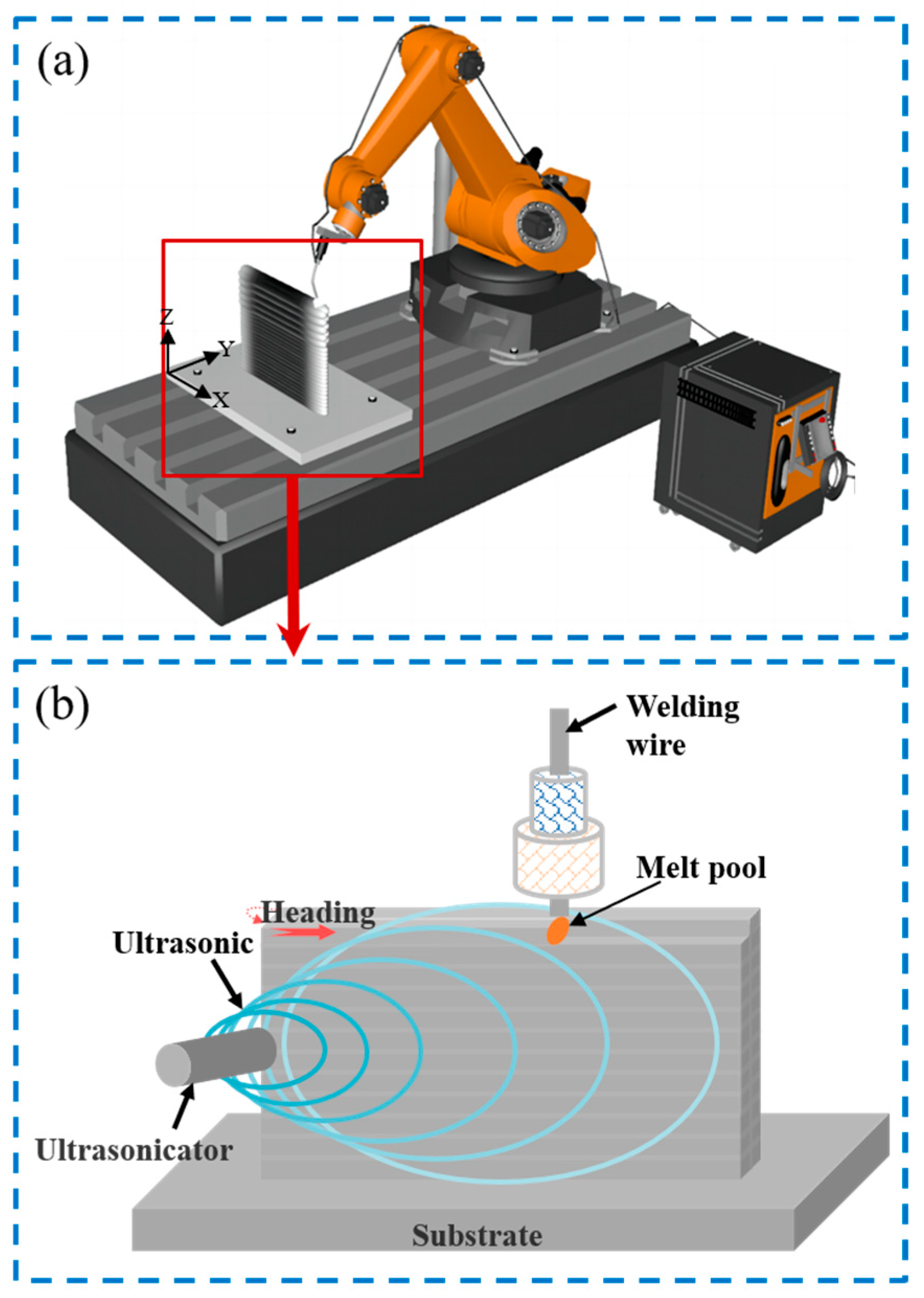
2.2. Methods
2.3. WAAM Process
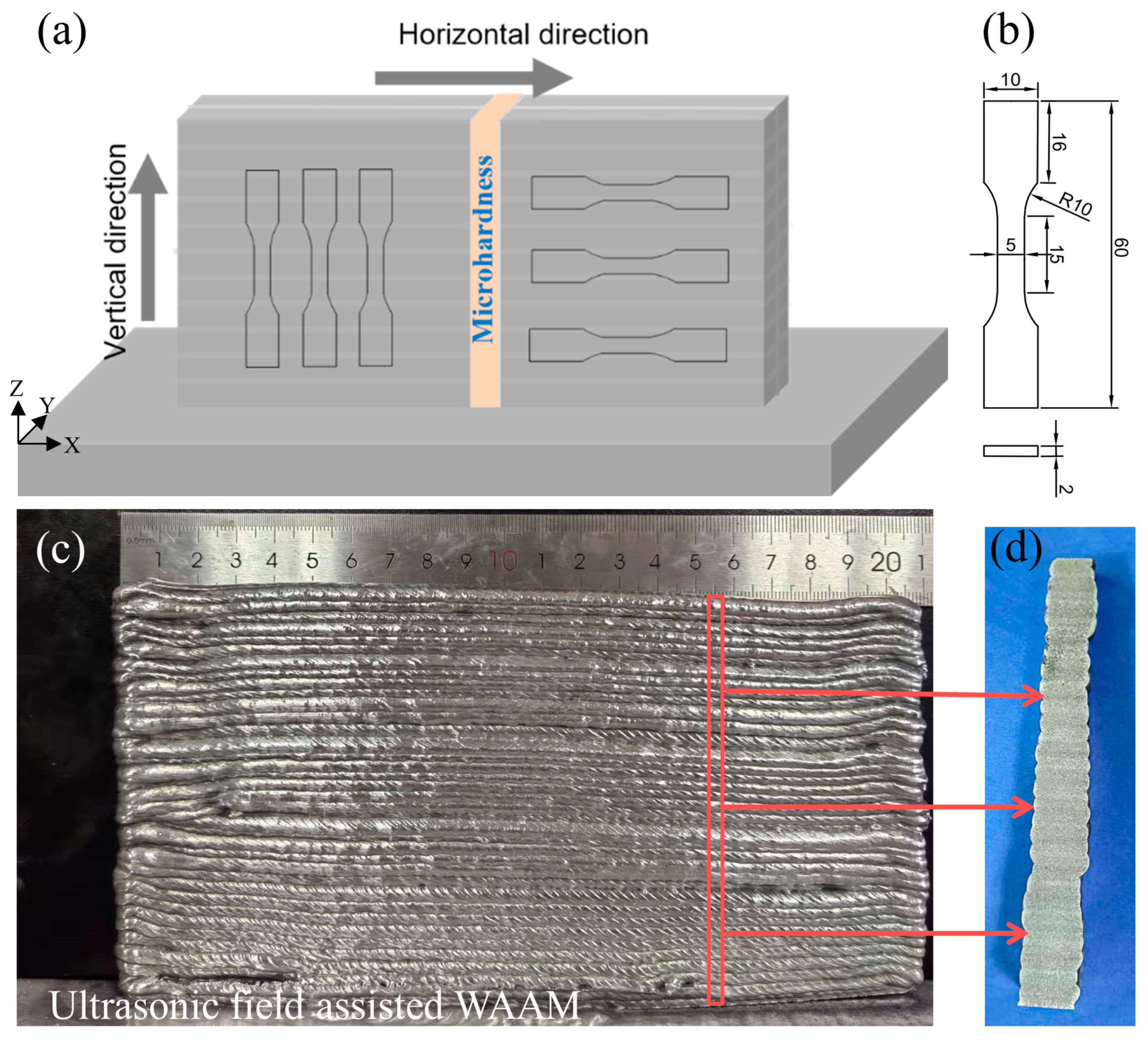
2.4. Microstructure Study and Mechanical Properties
3. Result and Discussion
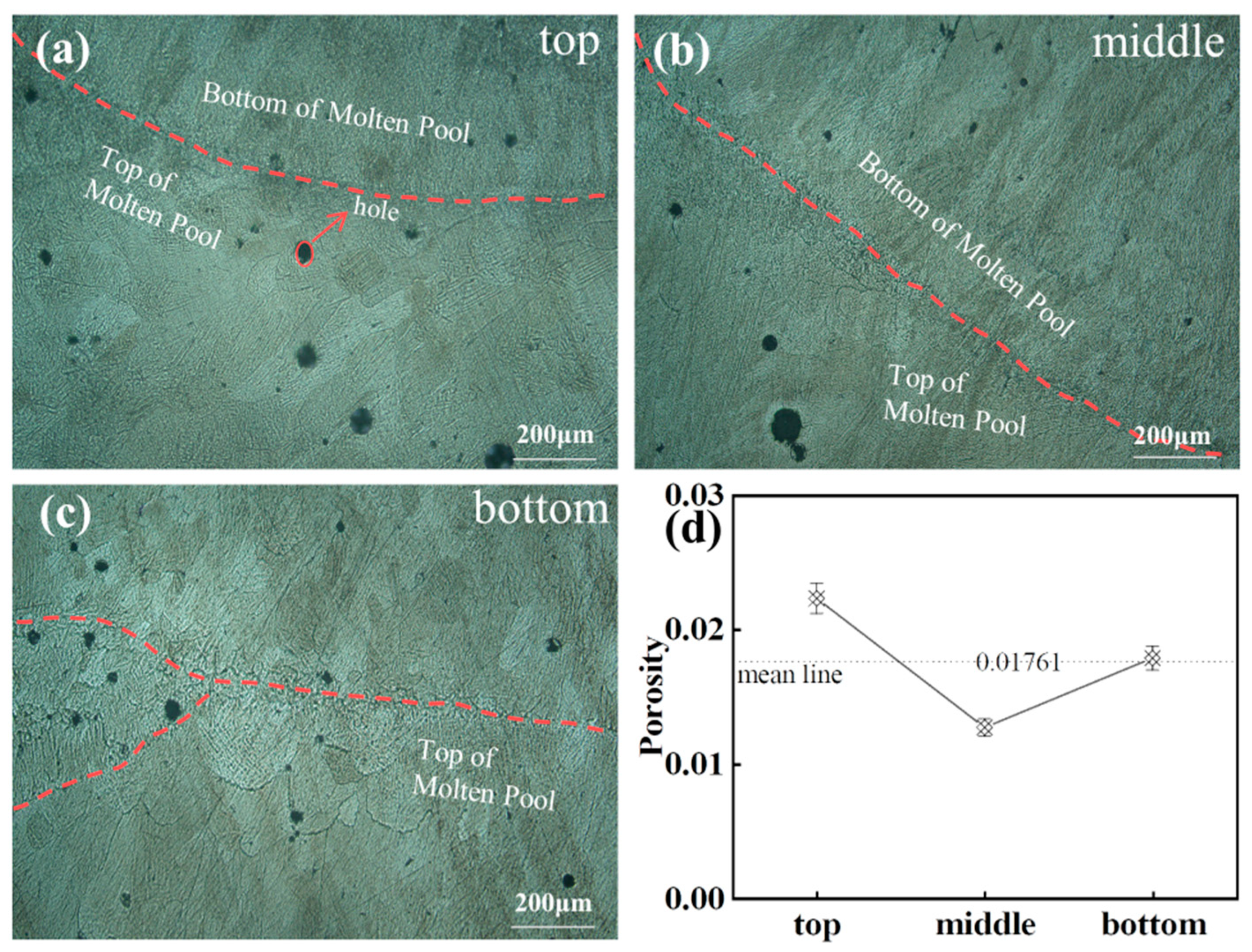
3.1. Macrostructure Observation
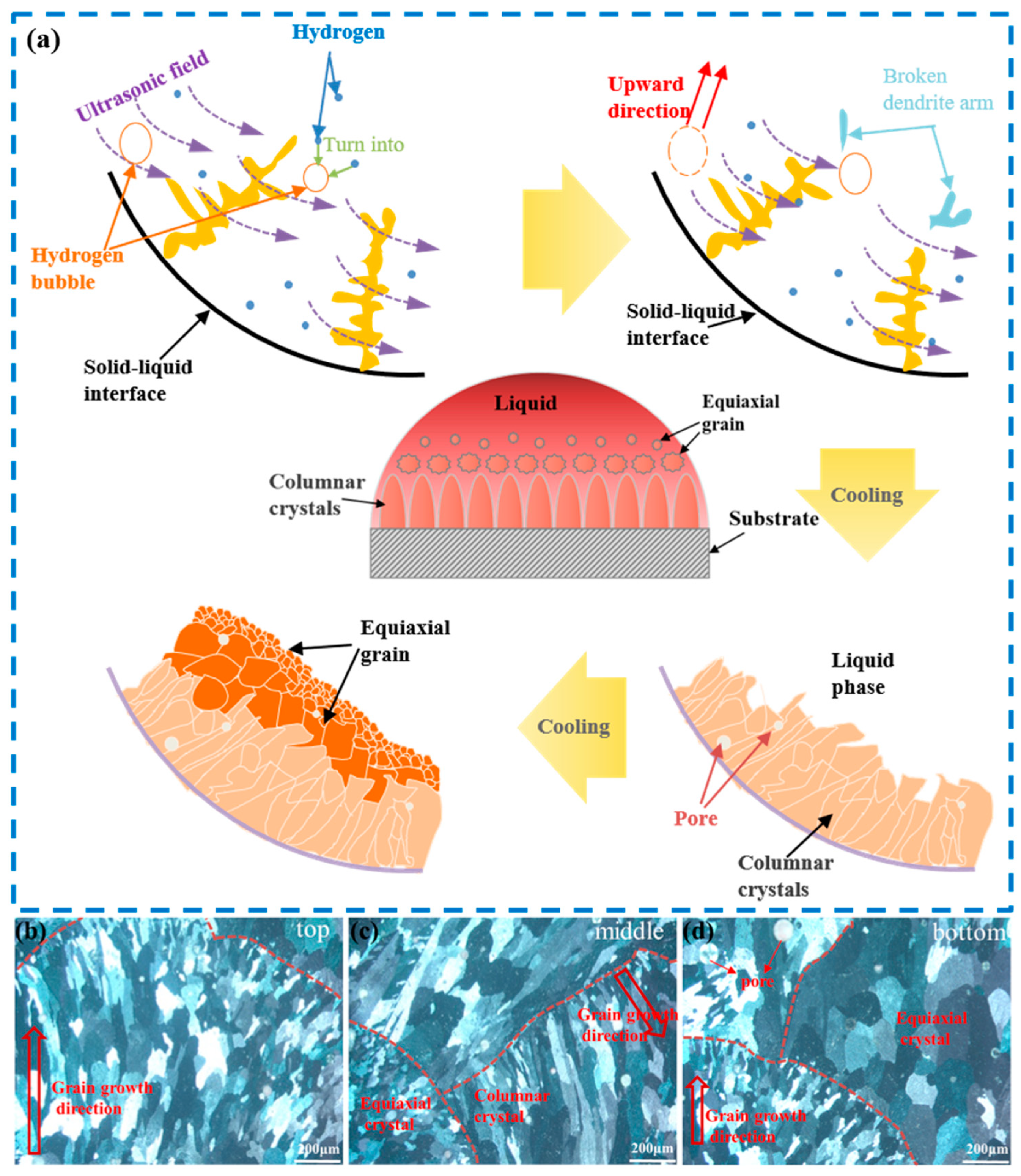
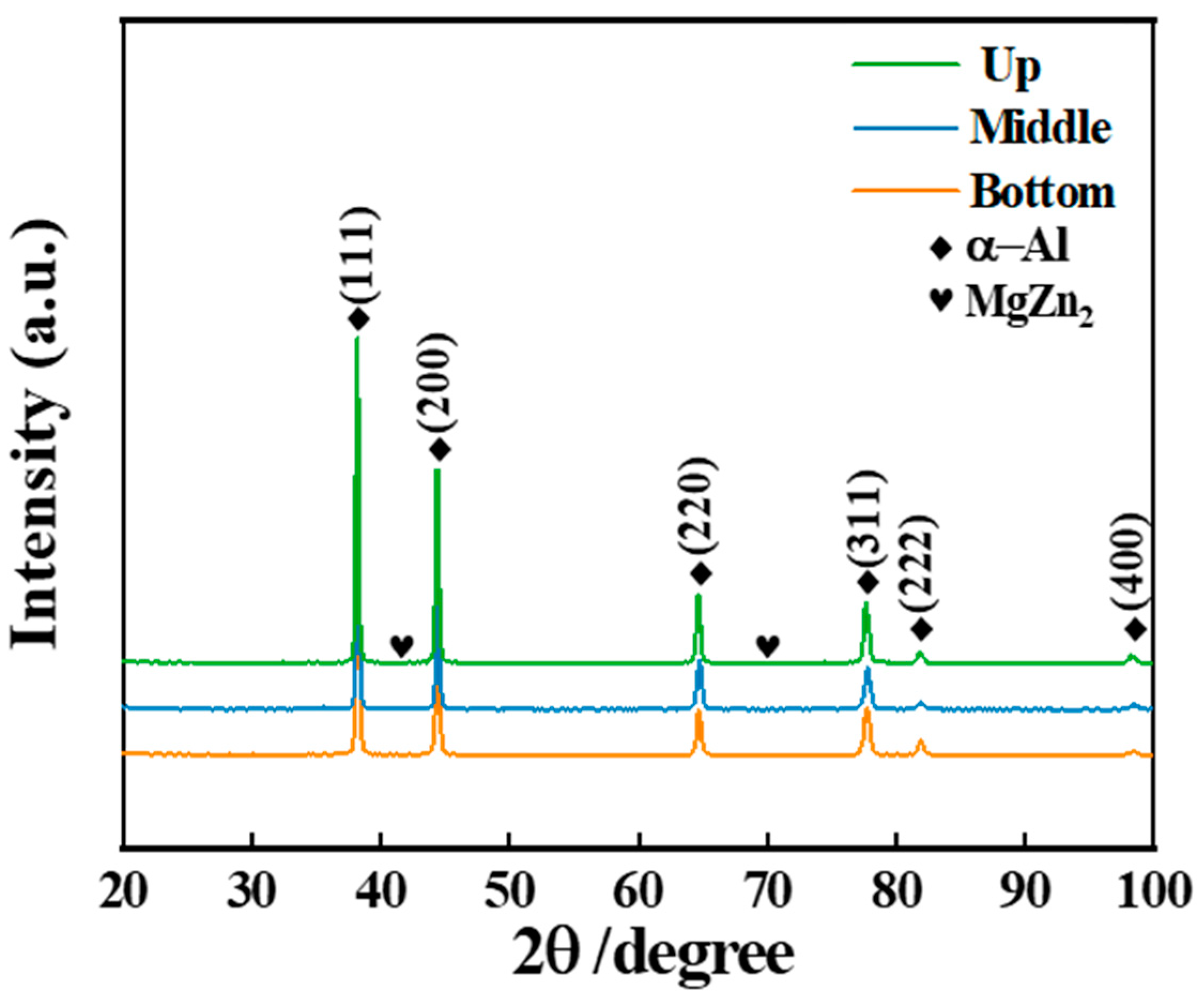
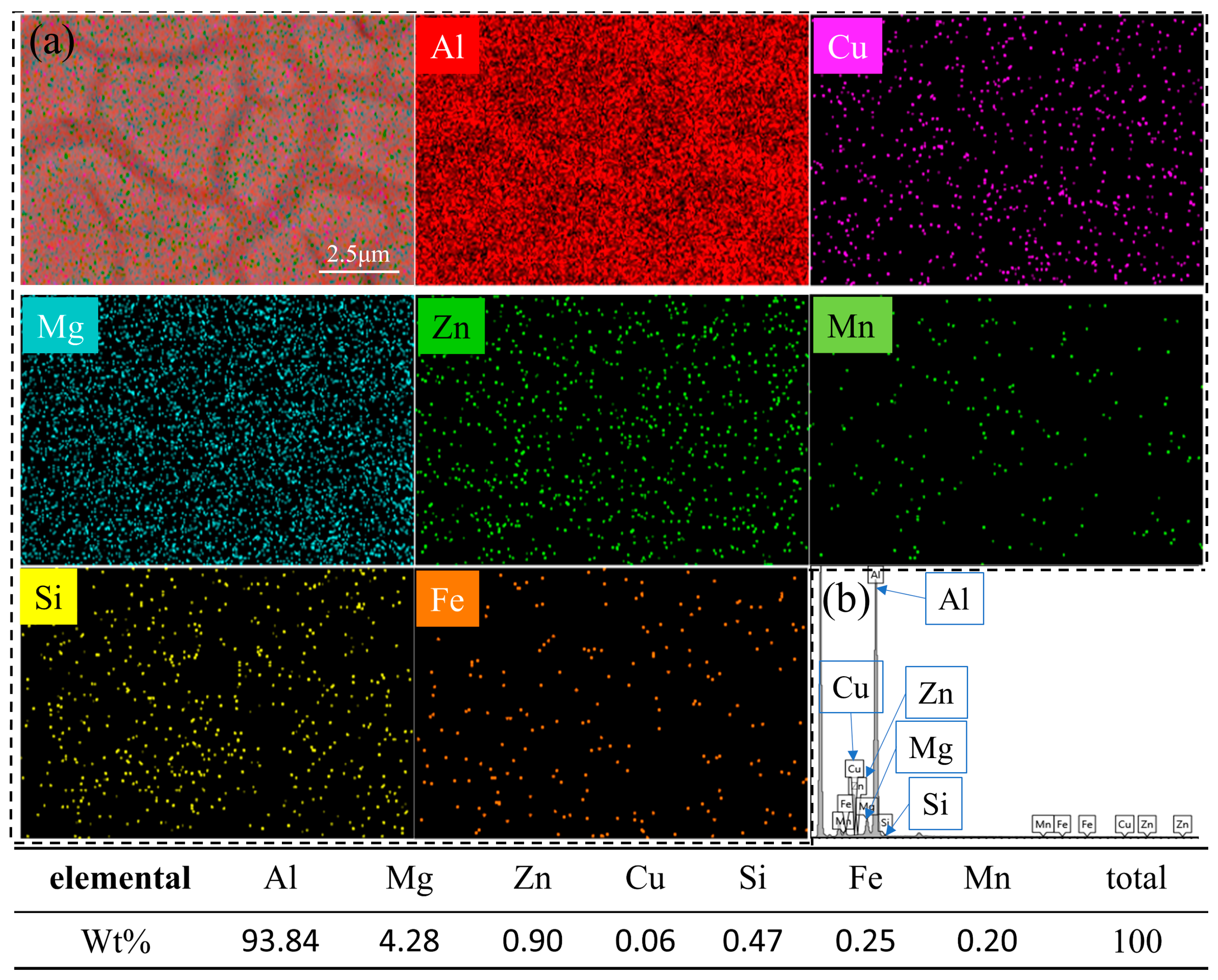
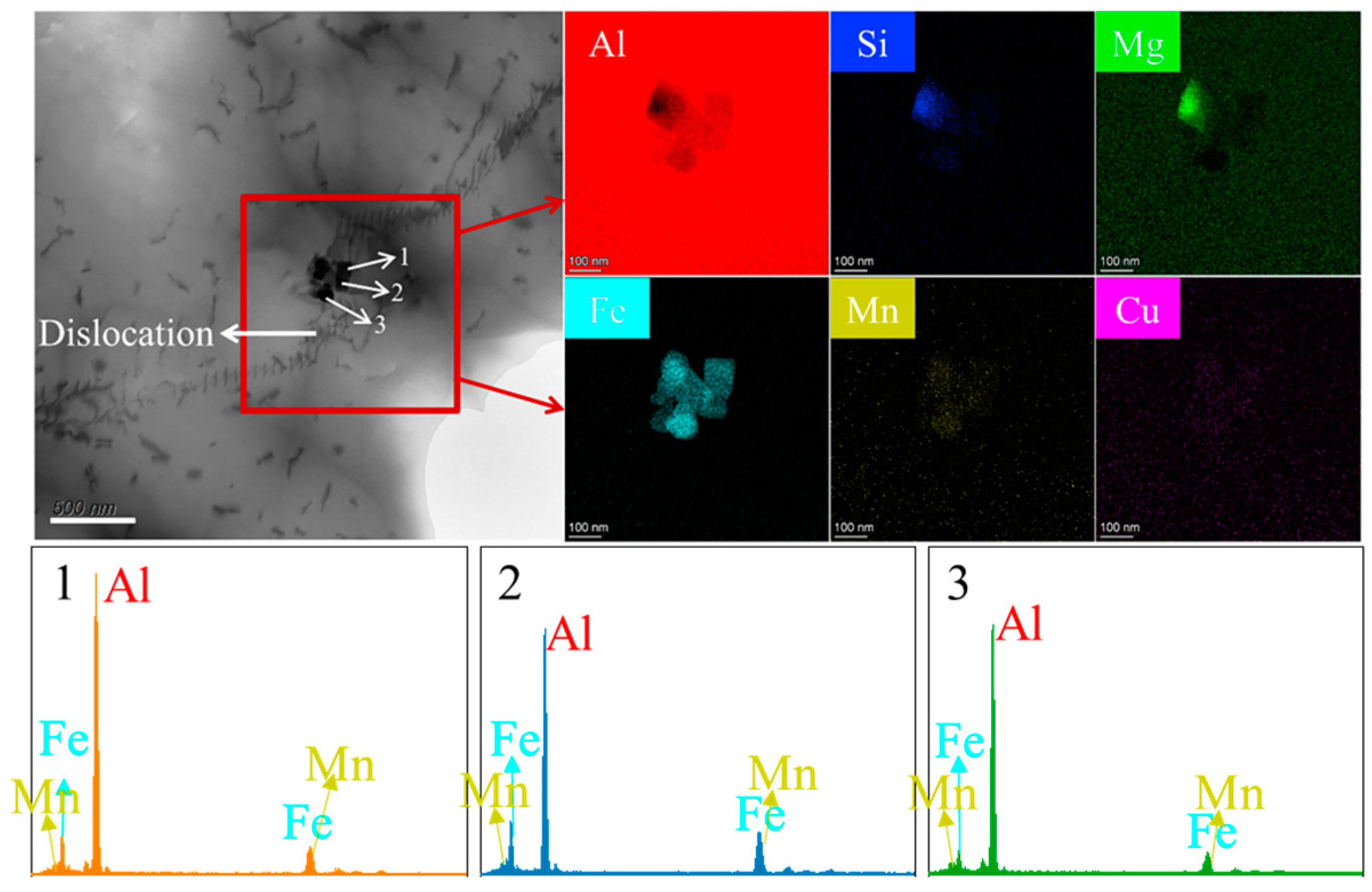
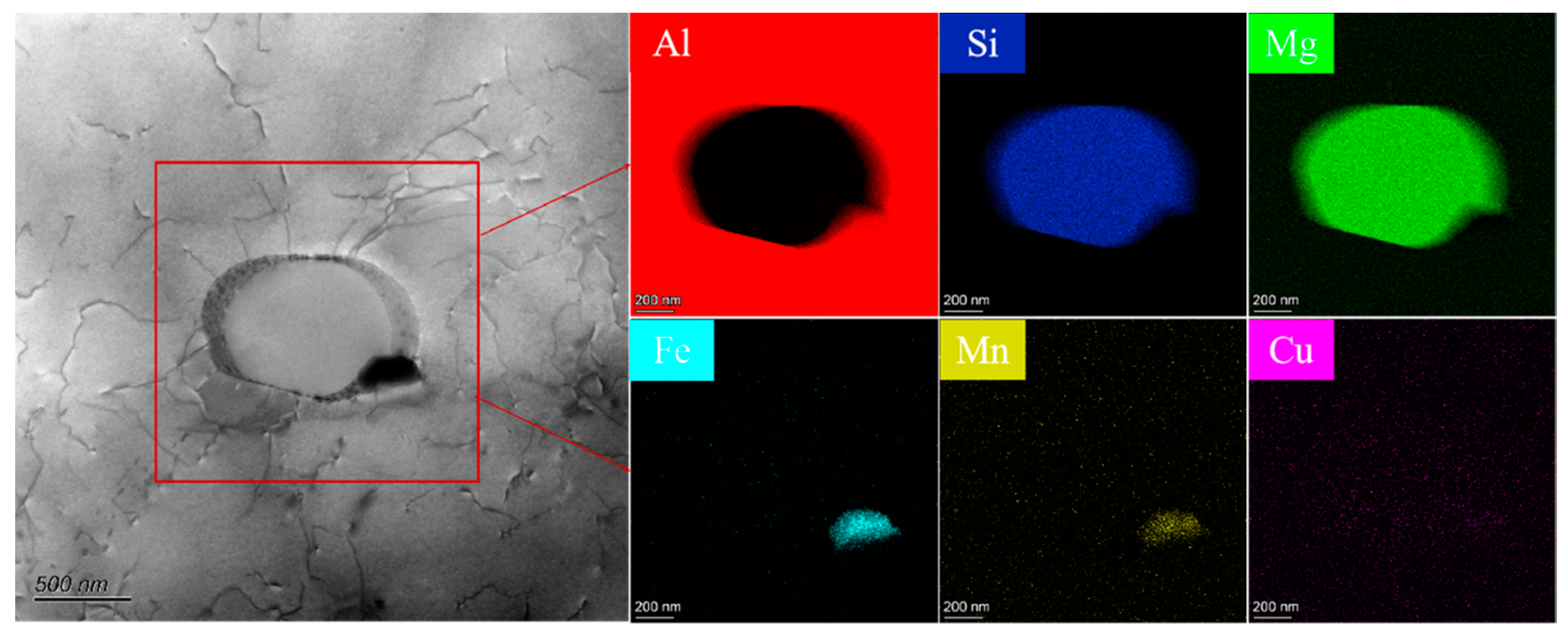
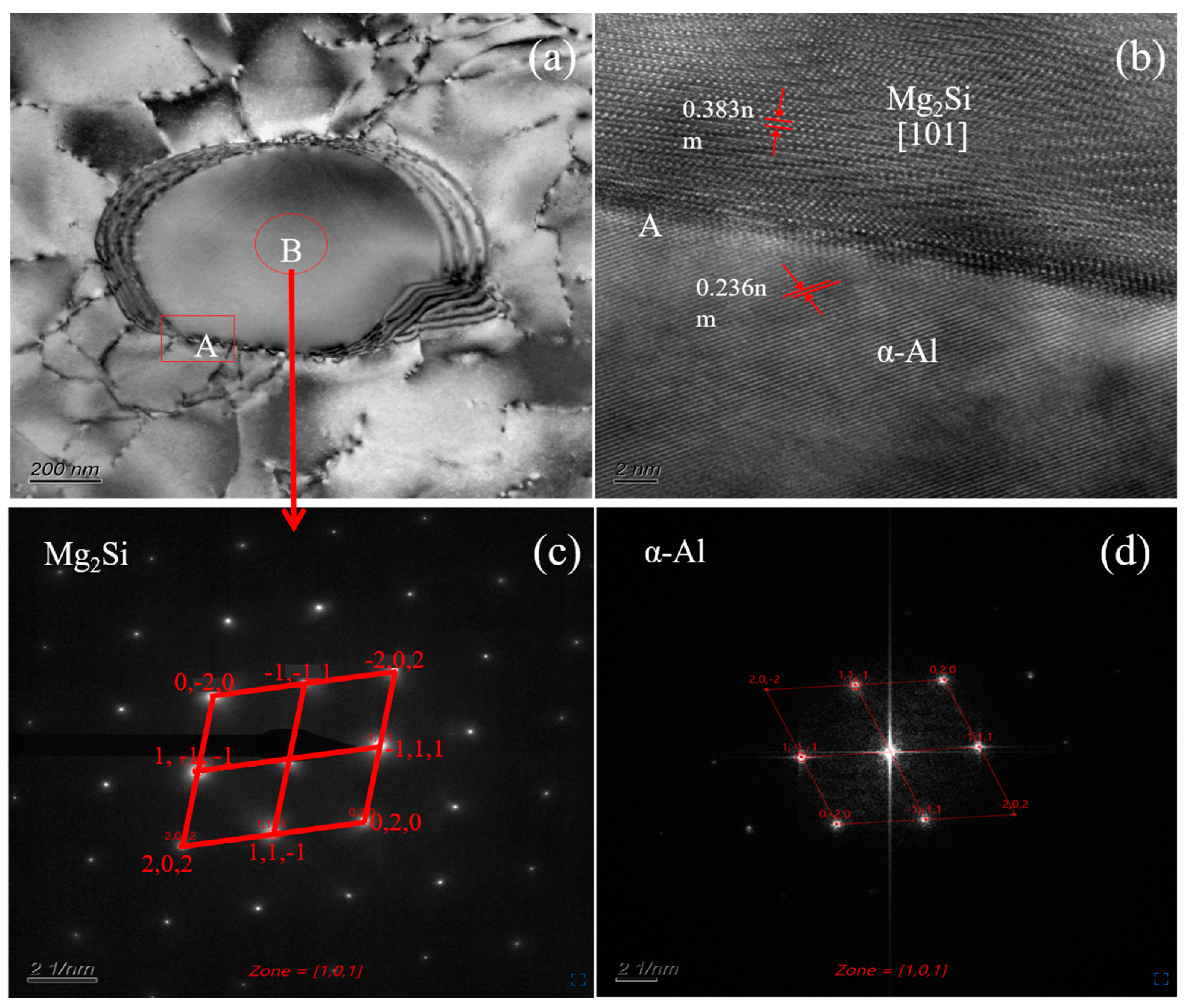
3.2. Microstructure Observation and Phase Analysis
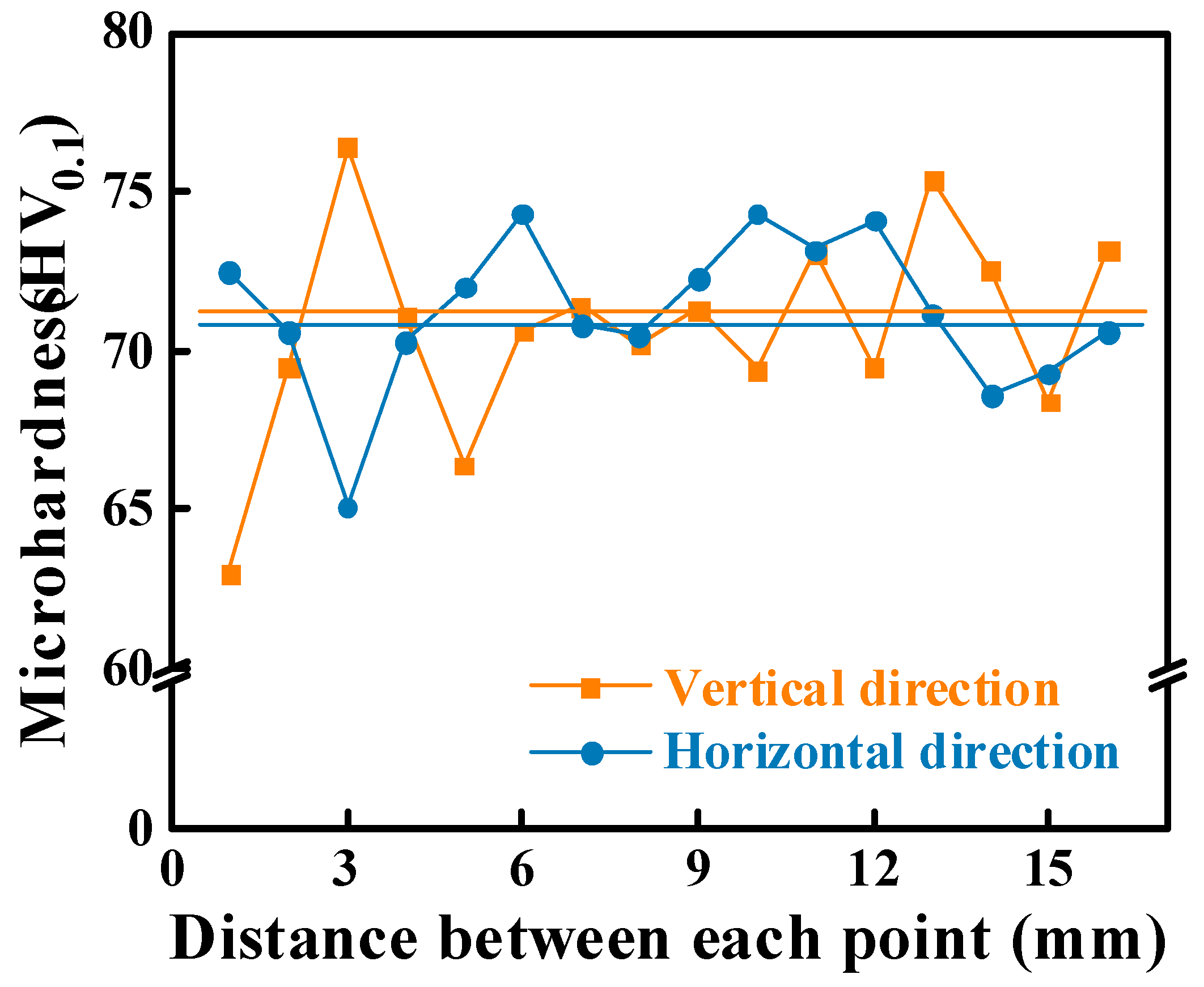
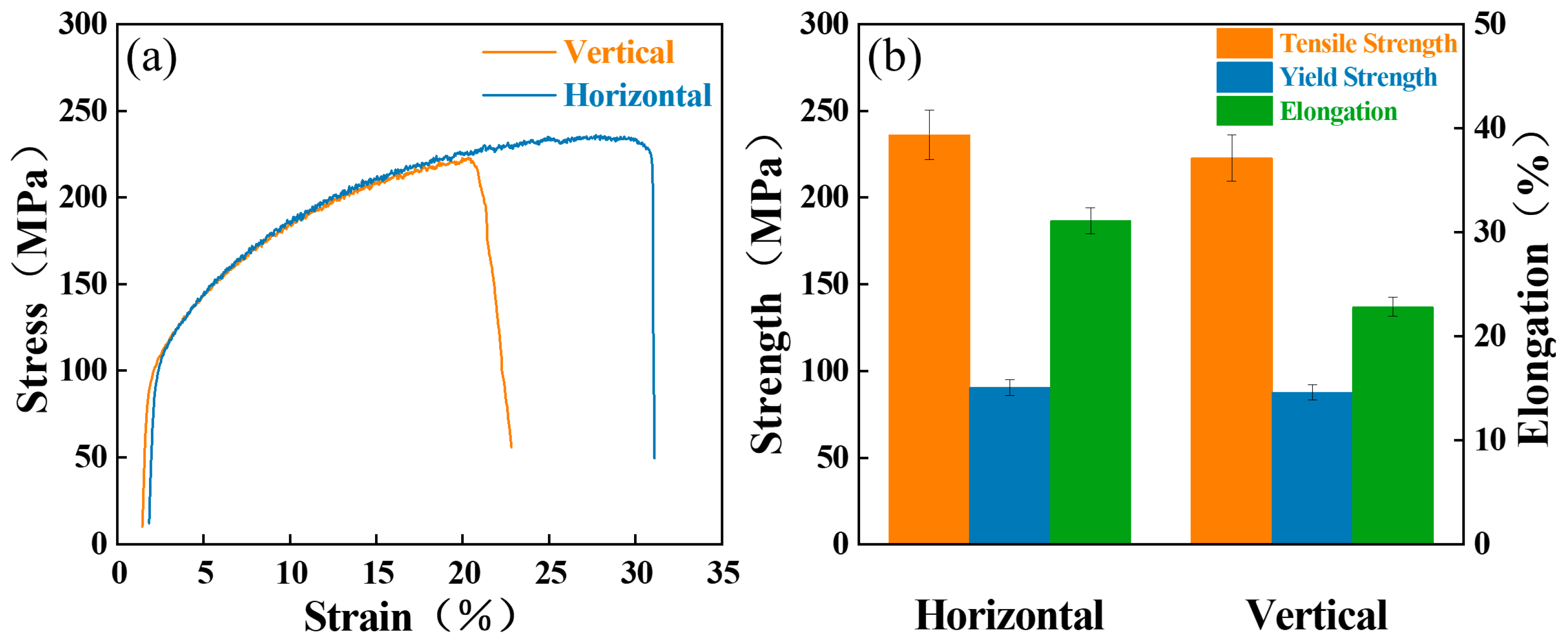
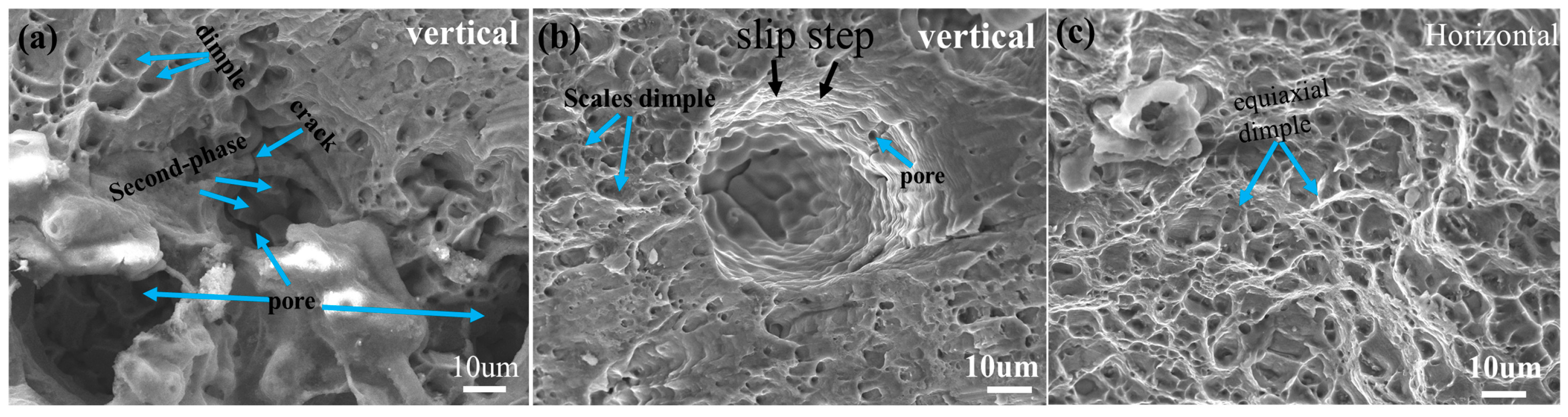
3.3. Mechanical Properties
3.4. Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Sign | Symbol-specific description | Sign | Symbol-specific description |
| R0 | cavitation core radius | K | constant |
| Σ | melt surface tension coefficient | R | cavitation bubble radius |
| P0 | standard atmospheric pressure (0.1013 MPa) | ω | angular frequency |
| Pv | saturated vapor pressure | f | ultrasonic frequency |
| acceleration of a point on the cavitation bubble | Γ | specific heat ratio of the gas | |
| a | ultrasonic vibration amplitude | ρ0 | cavitation bubble gas density |
| η | melt viscosity coefficient (1.4 × 10−3 Pa·s) | ρ | melt density |
| PA | sound pressure | η | melt viscosity coefficient |
References
- Sistiaga, M.M.; Mertens, R.; Vrancken, B.; Wang, X.; Hooreweder, B.V.; Kruth, J.P.; Humbeeck, J.V. Changing the alloy composition of Al7075 for better processability by selective laser melting. J. Mater. Process. Technol. 2016, 238, 437–445. [Google Scholar] [CrossRef]
- Pu, B.; Lin, X.; Li, B.; Chen, X.; He, C.; Zhao, N. Effect of SiC nanoparticles on the precipitation behavior and mechanical properties of 7075Al alloy. J. Mater. Sci. 2020, 55, 6145–6160. [Google Scholar] [CrossRef]
- Su, C.; Chen, X.; Gao, C.; Wang, Y. Effect of heat input on microstructure and mechanical properties of Al-Mg alloys fabricated by WAAM. Appl. Surf. Sci. 2019, 486, 431–440. [Google Scholar] [CrossRef]
- Veiga, F.; Suárez, A.; Aldalur, E.; Bhujangrao, T. Effect of the Metal Transfer Mode on the Symmetry of Bead Geometry in WAAM Aluminum. Symmetry 2021, 13, 1245. [Google Scholar] [CrossRef]
- Zhu, L.; Luo, Y.; Han, J.; Zhang, C.; Xu, J.; Chen, D. Energy characteristics of droplet transfer in wire-arc additive manufacturing based on the analysis of arc signals. Measurement 2019, 134, 804–813. [Google Scholar] [CrossRef]
- Hu, Z.; Xu, P.; Pang, C.; Liu, Q.; Li, S.; Li, J. Microstructure and Mechanical Properties of a High-Ductility Al-Zn-Mg-Cu Aluminum Alloy Fabricated by Wire and Arc Additive Manufacturing. J. Mater. Eng. Perform. 2022, 31, 6459–6472. [Google Scholar] [CrossRef]
- Dong, B.; Cai, X.; Lin, S.; Li, X.; Fan, C.; Yang, C.; Sun, H. Wire arc additive manufacturing of Al-Zn-Mg-Cu alloy: Microstructures and mechanical properties. Addit. Manuf. 2020, 36, 101447. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, J.; Chen, M.; Su, H.; Zhang, W.; Wu, C. Process stability and forming accuracy on wire arc additive manufactured Al–Zn–Mg–Cu alloy with different electrode positive/electrode negative ratios of CMT advance process. Sci. Technol. Weld. Join. 2023, 28, 352–361. [Google Scholar] [CrossRef]
- Yuan, T.; Ren, X.; Chen, S.; Jiang, X. Grain refinement and property improvements of Al–Zn–Mg–Cu alloy by heterogeneous particle addition during wire and arc additive manufacturing. J. Mater. Res. Technol. 2022, 16, 824–839. [Google Scholar] [CrossRef]
- Zhou, S.; Wang, J.; Yang, G.; Wu, B.; Xie, H.; Wu, K.; Da, A. Periodic microstructure of Al–Mg alloy fabricated by inter-layer hammering hybrid wire arc additive manufacturing: Formation mechanism, microstructural and mechanical characterization. Mater. Sci. Eng. A 2022, 860, 144314. [Google Scholar] [CrossRef]
- Kumar, S.; Wu, C.; Padhy, G.; Ding, W. Application of ultrasonic vibrations in welding and metal processing: A status review. J. Manuf. Process. 2017, 26, 295–322. [Google Scholar] [CrossRef]
- Abramov, O.V. High-Intensity Ultrasonics: Theory and Industrial Applications; CRC Press: Leiden, The Netherlands, 1999. [Google Scholar]
- Ji, F.; Hu, Z.; Qin, X.; Ni, M.; Xiong, X.; Liu, G. Improving microstructure and mechanical properties of thin-wall part fabricated by wire arc additive manufacturing assisted with high-intensity ultrasound. J. Mater. Sci. 2023, 58, 2381–2395. [Google Scholar] [CrossRef]
- Ji, F.; Hu, Z.; Qin, X.; Yin, F.; Ni, M.; Xiong, X. Grain refinement and mechanism of steel in ultrasound assisted wire and arc additive manufacturing. Int. Commun. Heat Mass Transf. 2023, 143, 106724. [Google Scholar] [CrossRef]
- Teyeb, A.; Silva, J.; Kanfoud, J.; Carr, P.; Gan, T.-H.; Balachandran, W. Improvements in the Microstructure and Mechanical Properties of Aluminium Alloys Using Ultrasonic-Assisted Laser Welding. Metals 2022, 12, 1041. [Google Scholar] [CrossRef]
- Xu, H.; Jian, X.; Meek, T.T.; Han, Q. Degassing of molten aluminium A356 alloy using ultrasonic vibration. Mater. Lett. 2004, 58, 3669–3673. [Google Scholar] [CrossRef]
- Lyu, F.; Hu, K.; Wang, L.; Gao, Z.; Zhan, X. Regionalization of microstructure characteristics and mechanisms of slip transmission in oriented grains deposited by wire arc additive manufacturing. Mater. Sci. Eng. A 2022, 850, 143529. [Google Scholar] [CrossRef]
- Shi, L.; Wu, C.; Liu, X. Modeling the effects of ultrasonic vibration on friction stir welding. J. Mater. Process. Technol. 2015, 222, 91–102. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Zhang, J.; Xing, Y.; Zhang, J.; Cao, J.; Yang, F.; Zhang, X. Effects of In-Process Ultrasonic Vibration on Weld Formation and Grain Size of Wire and Arc Additive Manufactured Parts. Materials 2022, 15, 5168. [Google Scholar] [CrossRef]
- Wang, T.; Mazánová, V.; Liu, X. Ultrasonic effects on gas tungsten arc based wire additive manufacturing of aluminum matrix nanocomposite. Mater. Des. 2022, 214, 110393. [Google Scholar] [CrossRef]
- Rostamiyan, Y.; Seidanloo, A.; Sohrabpoor, H.; Teimouri, R. Experimental studies on ultrasonically assisted friction stir spot welding of AA6061. Arch. Civ. Mech. Eng. 2015, 15, 335–346. [Google Scholar] [CrossRef]
- Kang, J.; Zhang, X.; Wang, S.; Ma, J.; Huang, T. The comparison of ultrasonic effects in different metal melts. Ultrasonics 2015, 57, 11–17. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.; Zhu, H.; Li, Z.; Cui, W.; Shi, Y. Effect of ultrasonic power on porosity, microstructure, mechanical properties of the aluminium alloy joint by ultrasonic assisted laser-MIG hybrid welding. Opt. Laser Technol. 2019, 119, 105619. [Google Scholar] [CrossRef]
- Nagasivamuni, B.; Ravi, K.R. Discussions on the Mechanism of Grain Refinement in Ultrasonic Treated Ti Containing Mg–Al Alloys. Trans. Indian Inst. Met. 2015, 68, 1161–1165. [Google Scholar] [CrossRef]
- Zhang, L.; Li, X.Q.; Li, R.Q.; Jiang, R.P.; Zhang, L.H. Effects of high-intensity ultrasound on the microstructures and mechanical properties of ultra-large 2219 Al alloy ingot. Mater. Sci. Eng. A—Struct. Mater. Prop. Microstruct. Process. 2019, 763, 10. [Google Scholar] [CrossRef]
- Feng, H.K.; Yu, S.R.; Li, Y.L.; Gong, L.Y. Effect of ultrasonic treatment on microstructures of hypereutectic Al–Si alloy. J. Mater. Process. Technol. 2008, 208, 330–335. [Google Scholar] [CrossRef]
- Phillips, D.; Chen, X.; Baggs, R.; Rubens, D.; Violante, M.; Parker, K.J. Acoustic backscatter properties of the particle/bubble ultrasound contrast agent. Ultrasonics 1998, 36, 883–892. [Google Scholar] [CrossRef] [PubMed]
- Hua, C.; Lu, H.; Yu, C.; Chen, J.-M.; Wei, X.; Xu, J.-J. Reduction of ductility-dip cracking susceptibility by ultrasonic-assisted GTAW. J. Mater. Process. Technol. 2017, 239, 240–250. [Google Scholar] [CrossRef]
- Bai, J.; Fan, C.; Lin, S.B.; Yang, C.; Dong, B. Effects of thermal cycles on microstructure evolution of 2219-Al during GTA-additive manufacturing. Int. J. Adv. Manuf. Technol. 2016, 87, 2615–2623. [Google Scholar] [CrossRef]
- Xu, D.; Rometsch, K.P.A.; Birbilis, N. Improved solution treatment for an as-rolled Al–Zn–Mg–Cu alloy. Part I. Characterisation of constituent particles and overheating. Mater. Sci. Eng. A 2012, 534, 234–243. [Google Scholar] [CrossRef]
- Loucif, A.; Figueiredo, R.B.; Baudin, T.; Brisset, F.; Chemam, R.; Langdon, T.G. Ultrafine grains and the Hall–Petch relationship in an Al–Mg–Si alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2012, 532, 139–145. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Al | Zn | Mg | Cu | Fe | Si | Cr |
|---|---|---|---|---|---|---|---|
| 7075 Substrate | Bal. | 5.65 | 2.61 | 1.46 | 0.25 | 0.11 | 0.22 |
| 7075 Wire | Bal. | 5.56 | 2.46 | 1.64 | 0.42 | 0.05 | 0.20 |
| Craft | Electricity | Voltage | Wire Speed | Argon Flowrate |
|---|---|---|---|---|
| CMT | 125 A | 10.4 V | 7.4 m/min | 20 L/min |
| Ultrasonic Frequency | Ultrasonic Power | Time |
|---|---|---|
| 19.98 kHz | 30% | 30 min |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, W.; Xu, P.; Zhang, M.; Li, J. Quasi-Isotropy Structure and Characteristics of the Ultrasonic-Assisted WAAM High-Toughness Al Alloy. Coatings 2024, 14, 551. https://doi.org/10.3390/coatings14050551
Luo W, Xu P, Zhang M, Li J. Quasi-Isotropy Structure and Characteristics of the Ultrasonic-Assisted WAAM High-Toughness Al Alloy. Coatings. 2024; 14(5):551. https://doi.org/10.3390/coatings14050551
Chicago/Turabian StyleLuo, Wei, Peng Xu, Ming Zhang, and Jiangshan Li. 2024. "Quasi-Isotropy Structure and Characteristics of the Ultrasonic-Assisted WAAM High-Toughness Al Alloy" Coatings 14, no. 5: 551. https://doi.org/10.3390/coatings14050551
APA StyleLuo, W., Xu, P., Zhang, M., & Li, J. (2024). Quasi-Isotropy Structure and Characteristics of the Ultrasonic-Assisted WAAM High-Toughness Al Alloy. Coatings, 14(5), 551. https://doi.org/10.3390/coatings14050551