

The Constitutive Equation-Based Recrystallization Mechanism of Ti-6Al-4V Alloy during Superplastic Forming


Abstract
1. Introduction
2. Experiment Methods
2.1. Materials
2.2. High-Temperature Mechanical Testing
2.3. Microstructure Observation by Electron Backscatter Diffraction
3. Results
Flow Behavior for the Ti-6Al-4V Alloy
- (i)
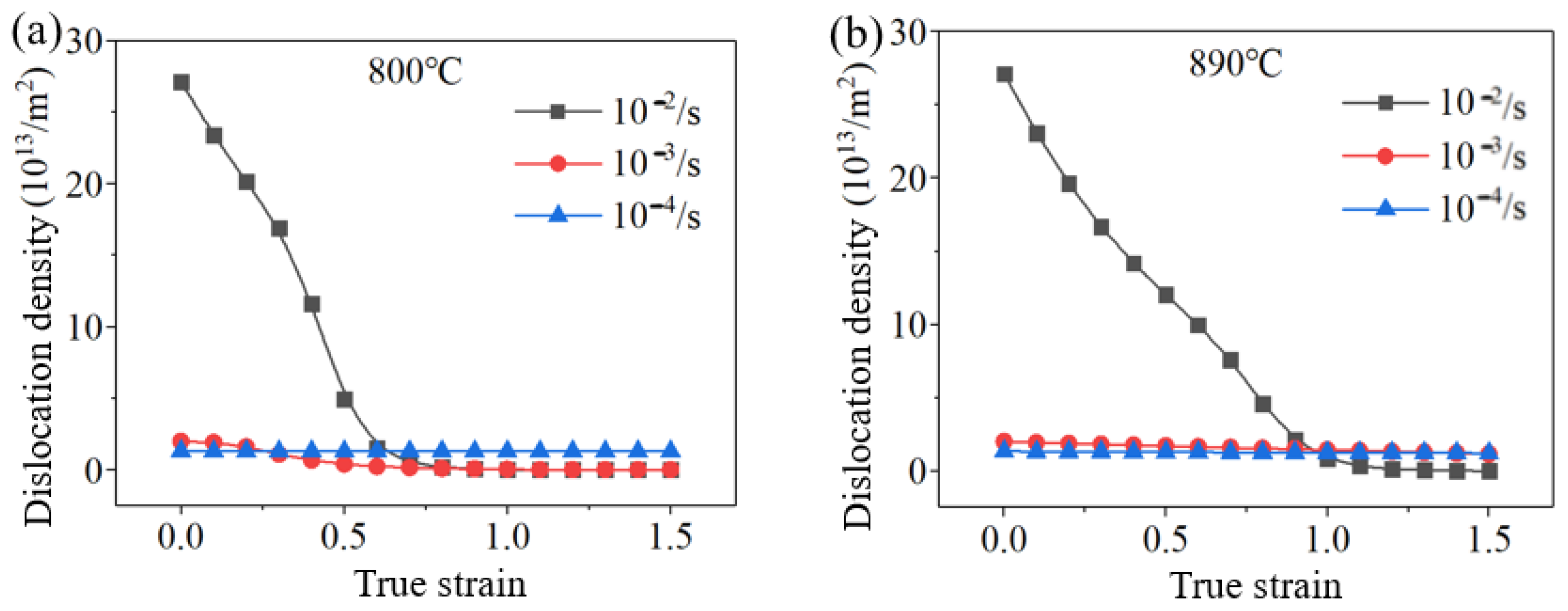
- At high strain rates (10−3 to 10−2/s), the flow stress experiences a rapid increase at the onset of deformation, attributed to dislocation multiplication. Once the stress reaches its maximum, a balance is struck between dislocation multiplication and annihilation, leading to subsequent strain softening. At low strain rate (10−4/s), only strain hardening is observed in the results, with the stress stabilizing after reaching its peak.
- (ii)
- The flow stresses of the Ti-6Al-4V alloy display high sensitivity to strain rates. Higher strain rates correlate with elevated rheological stresses, a phenomenon arising from the intensified dislocation density and vigorous dislocation motion during deformation at high strain rates.
- (iii)
- For a given set of strain rates, higher temperatures consistently correspond to lower flow stresses. This correlation is attributed to the capacity of elevated temperatures to diminish interatomic bonding forces and increase the free energy of atoms, thereby promoting dislocation motion, and enhancing deformation.
4. Discussion
4.1. Mechanism Establishment Based on the DDRX Model
4.2. Dynamic Mechanism of the Ti-6Al-4V Alloy during Superplastic Forming
5. Constitutive Equation Establishment for CDRX
5.1. Flow Stress Model
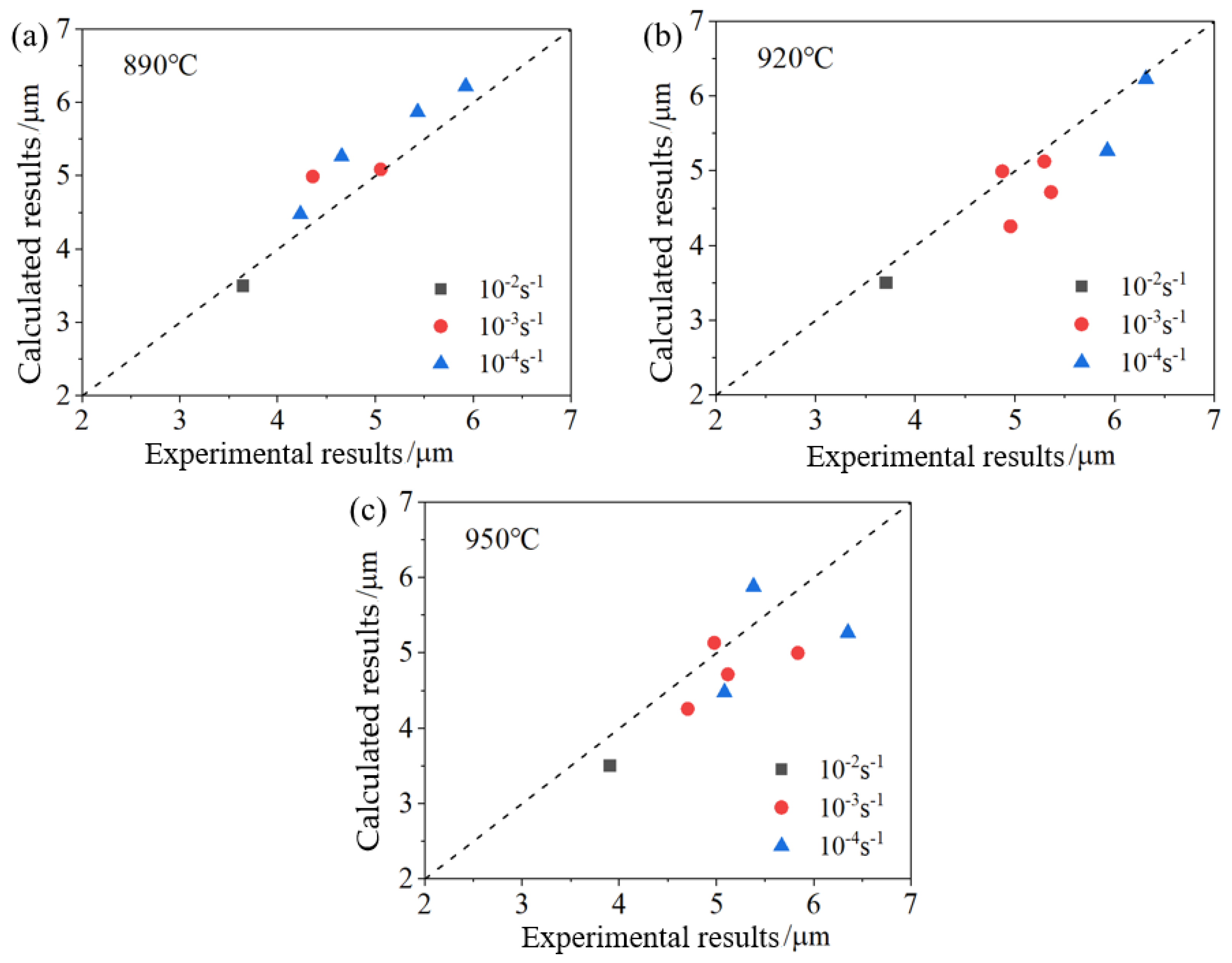
5.2. Grain Size Model
5.3. Dislocation Density Model
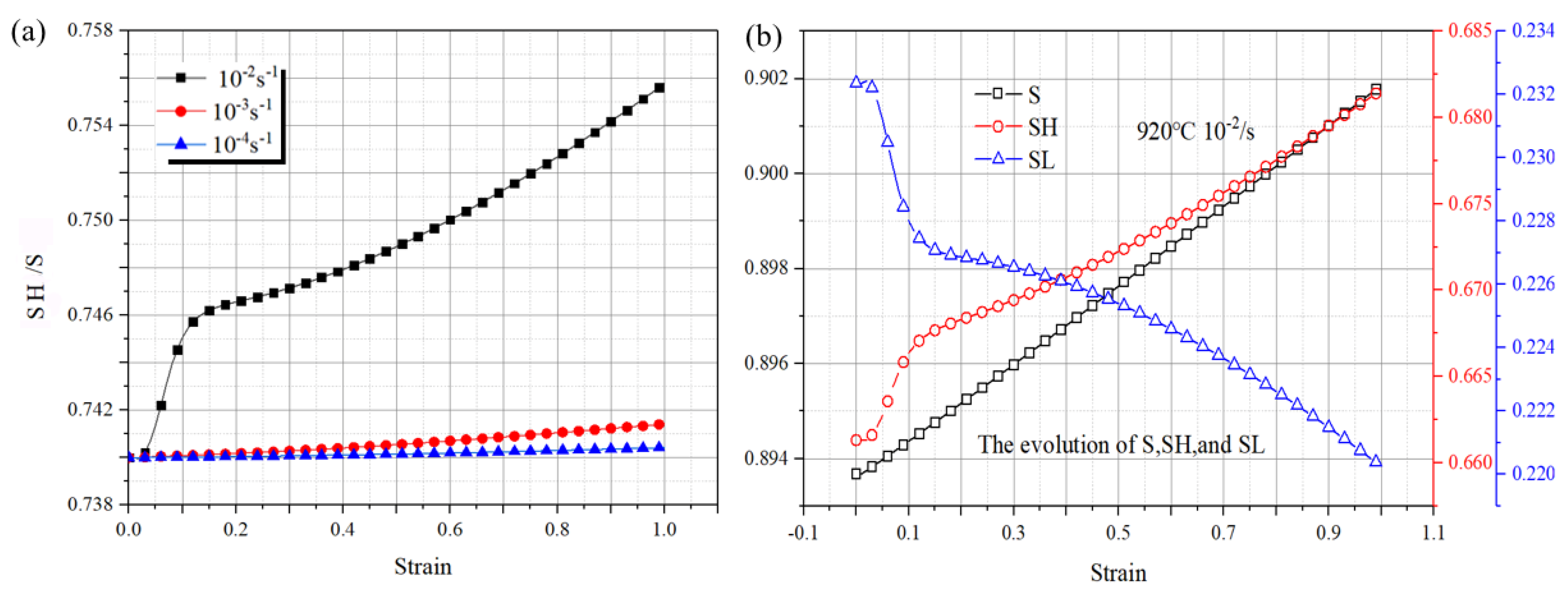
5.4. LAGB and HAGB Area Model
5.5. Determination of Material Constants
5.6. Areas of the HAGBs and LAGBs
6. Conclusions
- (1)
- Based on EBSD test observations and constitutive equation calculation results, this paper investigated the DRV and DRX of the Ti-6Al-4V alloy during superplastic forming;
- (2)
- It is found that 890 °C, 10−3/s~10−2/s are the critical values between DRX and DRV as the dominant softening mechanism. For the DRX case, recrystallized grain nucleation of DDRX is observable. Nevertheless, the evolution of grain boundary misorientation during the CDRX plays a more important role.
- (3)
- A constitutive model for the Ti-6Al-4V alloy during superplastic forming can be established, and the CDRX mechanism is emphasized. A good comparison can be obtained between the calculated results and experimental data on grain size. In addition, the conversion from LAGBs to HAGBs is also verified based on the established model.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, W.; Attallah, M.M.; Essa, K. Experimental and Numerical Investigations on the Process Quality and Microstructure during Induction Heating Assisted Increment Forming of Ti-6Al-4V Sheet. J. Mater. Process. Technol. 2022, 299, 117323. [Google Scholar] [CrossRef]
- Ullah, R.; Lu, J.; Sang, L.; Rizwan, M.; Zhang, Y.; Zhang, Z. Investigating the Microstructural Evolution during Deformation of Laser Additive Manufactured Ti-6Al-4V at 400 Degrees C Using in-Situ EBSD. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2021, 823, 141761. [Google Scholar] [CrossRef]
- Wu, T.; Wang, N.; Chen, M.; Zuo, D.; Xie, L.; Shi, W. Effect of Pre-Strain on Microstructure and Tensile Properties of Ti-6al-4v at Elevated Temperature. Metals 2021, 11, 1321. [Google Scholar] [CrossRef]
- da Silva, L.; Sivaswamy, G.; Sun, L.; Rahimi, S. Effect of Texture and Mechanical Anisotropy on Flow Behaviour in Ti–6Al–4V Alloy under Superplastic Forming Conditions. Mater. Sci. Eng. A 2021, 819, 141367. [Google Scholar] [CrossRef]
- Guglielmi, P.; Sorgente, D.; Lombardi, A.; Palumbo, G. A New Experimental Approach for Modelling the Constitutive Behaviour of Sheet Metals at Elevated Temperature through Interrupted Bulge Tests. Int. J. Mech. Sci. 2020, 184, 105839. [Google Scholar] [CrossRef]
- Liu, J.; He, Y.; Xia, M.; Hu, Y. Ultrahigh Strain Rate-Activated Superplastic Forming of Aluminum and Gold Nanometals. Mater. Des. 2022, 221, 110910. [Google Scholar] [CrossRef]
- Mikhaylovskaya, A.V.; Yakovtseva, O.A.; Irzhak, A.V. The Role of Grain Boundary Sliding and Intragranular Deformation Mechanisms for a Steady Stage of Superplastic Flow for Al-Mg-Based Alloys. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2022, 833, 142524. [Google Scholar] [CrossRef]
- Kotov, A.D.; Postnikova, M.N.; Mosleh, A.O.; Mikhaylovskaya, A.V. Influence of Fe on the Microstructure, Superplasticity and Room-Temperature Mechanical Properties of Ti–4Al–3Mo–1V-0.1B Alloy. Mater. Sci. Eng. A 2022, 845, 143245. [Google Scholar] [CrossRef]
- Lin, K.; Li, Z.; Liu, Y.; Ma, E.; Wang, J.T.; Langdon, T.G. Exploiting Tube High-Pressure Shearing to Prepare a Microstructure in Pb-Sn Alloys for Unprecedented Superplasticity. Scr. Mater. 2022, 209, 114390. [Google Scholar] [CrossRef]
- Langdon, T.G. Seventy-Five Years of Superplasticity: Historic Developments and New Opportunities. J. Mater. Sci. 2009, 44, 5998–6010. [Google Scholar] [CrossRef]
- Nguyen, N.T.-C.; Asghari-Rad, P.; Sathiyamoorthi, P.; Zargaran, A.; Lee, C.S.; Kim, H.S. Ultrahigh High-Strain-Rate Superplasticity in a Nanostructured High-Entropy Alloy. Nat. Commun. 2020, 11, 2736. [Google Scholar] [CrossRef]
- Han, J.; Kang, S.-H.; Lee, S.-J.; Kawasaki, M.; Lee, H.-J.; Ponge, D.; Raabe, D.; Lee, Y.-K. Superplasticity in a Lean Fe-Mn-Al Steel. Nat. Commun. 2017, 8, 751. [Google Scholar] [CrossRef]
- Zhao, J.; Wang, K.; Lv, L.; Liu, G. Effect of Grain Size on the Yield Stress and Microscopic Mechanism of a Near-α Titanium Alloy during Non-Superplastic Hot Deformation. Mater. Sci. Eng. A 2022, 840, 142932. [Google Scholar] [CrossRef]
- Shaysultanov, D.G.; Stepanov, N.D.; Kuznetsov, A.V.; Salishchev, G.A.; Senkov, O.N. Phase Composition and Superplastic Behavior of a Wrought AlCoCrCuFeNi High-Entropy Alloy. JOM 2013, 65, 1815–1828. [Google Scholar] [CrossRef]
- Peng, J.; Wang, R.C.; Zhu, M.X.; Li, Z.M.; Liu, H.S.; Mukherjee, A.K.; Hu, T. 2430% Superplastic Strain in a Eutectic Au-Sn Alloy with Micrometer-Sized Grains Maintained by Spinodal-like Decomposition. Acta Mater. 2022, 228, 117766. [Google Scholar] [CrossRef]
- Cao, T.; Guo, W.; Lu, W.; Xue, Y.; Lu, W.; Su, J.; Liebscher, C.H.; Li, C.; Dehm, G. Strain Rate Dependent Deformation Behavior of BCC-Structured Ti29Zr24Nb23Hf24 High Entropy Alloy at Elevated Temperatures. J. Alloys Compd. 2022, 891, 161859. [Google Scholar] [CrossRef]
- Nene, S.S.; Liu, K.; Sinha, S.; Frank, M.; Williams, S.; Mishra, R.S. Superplasticity in Fine Grained Dual Phase High Entropy Alloy. Materialia 2020, 9, 100521. [Google Scholar] [CrossRef]
- Sohn, S.S.; Kim, D.G.; Jo, Y.H.; da Silva, A.K.; Lu, W.; Breen, A.J.; Gault, B.; Ponge, D. High-Rate Superplasticity in an Equiatomic Medium-Entropy VCoNi Alloy Enabled through Dynamic Recrystallization of a Duplex Microstructure of Ordered Phases. Acta Mater. 2020, 194, 106–117. [Google Scholar] [CrossRef]
- Otto, F.; Dlouhý, A.; Somsen, C.; Bei, H.; Eggeler, G.; George, E.P. The Influences of Temperature and Microstructure on the Tensile Properties of a CoCrFeMnNi High-Entropy Alloy. Acta Mater. 2013, 61, 5743–5755. [Google Scholar] [CrossRef]
- Barezban, M.H.; Mirzadeh, H.; Roumina, R.; Mahmudi, R. Constitutive Analysis of Wrought Mg-Gd Magnesium Alloys during Hot Compression at Elevated Temperatures. J. Alloys Compd. 2019, 791, 1200–1206. [Google Scholar] [CrossRef]
- Alabort, E.; Putman, D.; Reed, R.C. Superplasticity in Ti-6Al-4V: Characterisation, Modelling and Applications. Acta Mater. 2015, 95, 428–442. [Google Scholar] [CrossRef]
- Liu, J.-X.; Liu, K.; Du, W.-B.; Li, S.-B.; Wang, Z.-H.; Du, X.; Sun, C.-C. Effect of Temperature on Microstructure and Texture Evolution of Mg-Zn-Er Alloy during Hot Compression. Trans. Nonferrous Met. Soc. China (Engl. Ed.) 2018, 28, 2214–2225. [Google Scholar] [CrossRef]
- Matsumoto, H.; Naito, D.; Miyoshi, K.; Yamanaka, K.; Chiba, A.; Yamabe-Mitarai, Y. Forging Property, Processing Map, and Mesoscale Microstructural Evolution Modeling of a Ti-17 Alloy with a Lamellar (A+β) Starting Microstructure. Sci. Technol. Adv. Mater. 2017, 18, 893–904. [Google Scholar] [CrossRef] [PubMed]
- Matsumoto, H.; Yamanaka, K.; Chiba, A.; Yamabe-Mitarai, Y.; Itsumi, Y. Macro-Mesoscale Microstructural Evolution Modeling under Hot Forging of a Ti-17 Alloy with a Lamellar (A+β) Starting Microstructure. MATEC Web Conf. 2020, 321, 13005. [Google Scholar] [CrossRef]
- Yasmeen, T.; Zhao, B.; Zheng, J.H.; Tian, F.; Lin, J.; Jiang, J. The Study of Flow Behavior and Governing Mechanisms of a Titanium Alloy during Superplastic Forming. Mater. Sci. Eng. A 2020, 788, 139482. [Google Scholar] [CrossRef]
- Yang, J.; Wu, J.; Yang, D.; Wang, Q.; Wang, K.; Zhang, Z.; Wang, M.; Muzamil, M. A Modified Constitutive Model with Grain Rotation for Superplastic Forming of Ti-6Al-4V Alloy. J. Eng. Mater. Technol. Trans. ASME 2020, 142, 021006. [Google Scholar] [CrossRef]
- Roters, F.; Raabe, D.; Gottstein, G. Work Hardening in Heterogeneous Alloys—A Microstructural Approach Based on Three Internal State Variables. Acta Mater. 2000, 48, 4181–4189. [Google Scholar] [CrossRef]
- Luo, J.; Li, M.; Li, X.; Shi, Y. Constitutive Model for High Temperature Deformation of Titanium Alloys Using Internal State Variables. Mech. Mater. 2010, 42, 157–165. [Google Scholar] [CrossRef]
- Khaleel, M.A.; Zbib, H.M.; Nyberg, E.A. Constitutive Modeling of Deformation and Damage in Superplastic Materials. Int. J. Plast. 2001, 17, 277–296. [Google Scholar] [CrossRef]
- Gao, P.; Yang, H.; Fan, X.; Zhu, S. Unified Modeling of Flow Softening and Globularization for Hot Working of Two-Phase Titanium Alloy with a Lamellar Colony Microstructure. J. Alloys Compd. 2014, 600, 78–83. [Google Scholar] [CrossRef]
- Varshni, Y.P. Temperature Dependence of the Elastic Constants. Phys. Rev. B 1970, 2, 3952–3958. [Google Scholar] [CrossRef]
- Mecking, H.; Kocks, U.F. Kinetics of Flow and Strain-Hardening. Acta Metall. 1981, 29, 1865–1875. [Google Scholar] [CrossRef]
- Dunne, F.P.E.; Kim, T.W. Inhomogeneous Deformation and Failure in Superplasticity. Proc. R. Soc. A Math. Phys. Eng. Sci. 1999, 455, 719–735. [Google Scholar] [CrossRef]
- Zhou, M.; Dunne, F.P.E. Mechanisms-Based Constitutive Equations for the Superplastic Behaviour of a Titanium Alloy. J. Strain Anal. Eng. Des. 1996, 31, 187–196. [Google Scholar] [CrossRef]
- Li, X.L.; Li, M.Q. Microstructure Evolution Model Based on Deformation Mechanism of Titanium Alloy in Hot Forming. Trans. Nonferrous Met. Soc. China (Engl. Ed.) 2005, 15, 749–753. [Google Scholar]
- Vilalta-Clemente, A.; Jiang, J.; Britton, B.; Collins, D.M.; Wilkinson, A. Analysis of Dislocation Densities Using High Resolution Electron Backscatter Diffraction. Microsc. Microanal. 2015, 21, 1891–1892. [Google Scholar] [CrossRef]
- Berecz, T.; Jóni, B.; Ginsztler, J. Determination of Dislocation Density in an Inconel 600 Nickel Alloy by XLPA and Automated EBSD. IOP Conf. Ser. Mater. Sci. Eng. 2018, 426, 012004. [Google Scholar] [CrossRef]
- Chen, S.F.; Li, D.Y.; Zhang, S.H.; Han, H.N.; Lee, H.W.; Lee, M.G. Modelling Continuous Dynamic Recrystallization of Aluminum Alloys Based on the Polycrystal Plasticity Approach. Int. J. Plast. 2020, 131, 102710. [Google Scholar] [CrossRef]
- Beucia, B.; Queyreau, S.; Kahloun, C.; Chaubet, D.; Franciosi, P.; Bacroix, B. Plastic Strain-Induced Grain Boundary Migration (SIBM) in Pure Aluminum: SEM in-Situ and AFM Examinations. Int. J. Plast. 2019, 115, 29–55. [Google Scholar] [CrossRef]
- Li, Y.; Gu, B.; Jiang, S.; Liu, Y.; Shi, Z.; Lin, J. A CDRX-Based Material Model for Hot Deformation of Aluminium Alloys. Int. J. Plast. 2020, 134, 102844. [Google Scholar] [CrossRef]
- Liu, J.; Khan, A.S.; Takacs, L.; Meredith, C.S. Mechanical Behavior of Ultrafine-Grained/Nanocrystalline Titanium Synthesized by Mechanical Milling plus Consolidation: Experiments, Modeling and Simulation. Int. J. Plast. 2015, 64, 151–163. [Google Scholar] [CrossRef]
- Duan, X.; Sheppard, T. Simulation of Substructural Strengthening in Hot Flat Rolling. J. Mater. Process. Technol. 2002, 125–126, 179–187. [Google Scholar] [CrossRef]
- Sun, Z.C.; Wu, H.L.; Cao, J.; Yin, Z.K. Modeling of Continuous Dynamic Recrystallization of Al-Zn-Cu-Mg Alloy during Hot Deformation Based on the Internal-State-Variable (ISV) Method. Int. J. Plast. 2018, 106, 73–87. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Elsevier: Amsterdam, The Netherlands, 1995. [Google Scholar]
- Lin, J.; Yang, J. GA-Based Multiple Objective Optimization for Determining Viscoplastic Constitutive Equations for Superplastic Alloys. Int. J. Plast. 1999, 15, 1181–1196. [Google Scholar] [CrossRef]
- Stoller, R.E.; Zinkle, S.J. On the Relationship between Uniaxial Yield Strength and Resolved Shear Stress in Polycrystalline Materials. J. Nucl. Mater. 2000, 283–287, 349–352. [Google Scholar] [CrossRef]
- Hosford, W.F. Mechanical Behavior of Materials; Cambridge University Press (CUP): Cambridge, UK, 2005; pp. 1–425. [Google Scholar] [CrossRef]
- Dillamore, I.L.; Smith, C.J.E.; Watson, T.W. Oriented Nucleation in the Formation of Annealing Textures in Iron. Met. Sci. J. 1967, 1, 49–54. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | Ti | Al | V | Fe | H | O |
|---|---|---|---|---|---|---|
| wt% | Bal. | 5.59 | 4.45 | 0.11 | 0.008 | 0.11 |
| Parameter | Significance | Value | Origin |
|---|---|---|---|
| Taylor factor | 3.06 | Ref. [46] | |
| The magnitude of the Burgers vector | - | ||
| Gas constant | - | ||
| Hall–Petch coefficient | Ref. [47] | ||
| - | Ref. [42] | ||
| Critical misorientation value | Ref. [48] | ||
| - | - |
| 5.97 | 6.17 | 5.29 | 2.17 | 0.05 | 0.09 | 2,568,716 | 152,549 |
| 12.69 | 19,953 | 2,729,480 | 1.77 | 7.83 | 1.41 | 0.013 | 3.87 |
| 0.036 | 0.52 | 5.96 | 0.20 | 0.67 | 9625.58 | 4.20 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chang, C.; Yang, J. The Constitutive Equation-Based Recrystallization Mechanism of Ti-6Al-4V Alloy during Superplastic Forming. Coatings 2024, 14, 122. https://doi.org/10.3390/coatings14010122
Chang C, Yang J. The Constitutive Equation-Based Recrystallization Mechanism of Ti-6Al-4V Alloy during Superplastic Forming. Coatings. 2024; 14(1):122. https://doi.org/10.3390/coatings14010122
Chicago/Turabian StyleChang, Caihong, and Junzhou Yang. 2024. "The Constitutive Equation-Based Recrystallization Mechanism of Ti-6Al-4V Alloy during Superplastic Forming" Coatings 14, no. 1: 122. https://doi.org/10.3390/coatings14010122
APA StyleChang, C., & Yang, J. (2024). The Constitutive Equation-Based Recrystallization Mechanism of Ti-6Al-4V Alloy during Superplastic Forming. Coatings, 14(1), 122. https://doi.org/10.3390/coatings14010122