

Effect of Vanadium Layer on Microstructure and Properties of TC4 (Ti-6Al-4V)/TiAl (Ti-48Al-2Cr-2Nb) Dissimilar Metals Produced by Laser Additive Manufacturing

Abstract
:1. Introduction
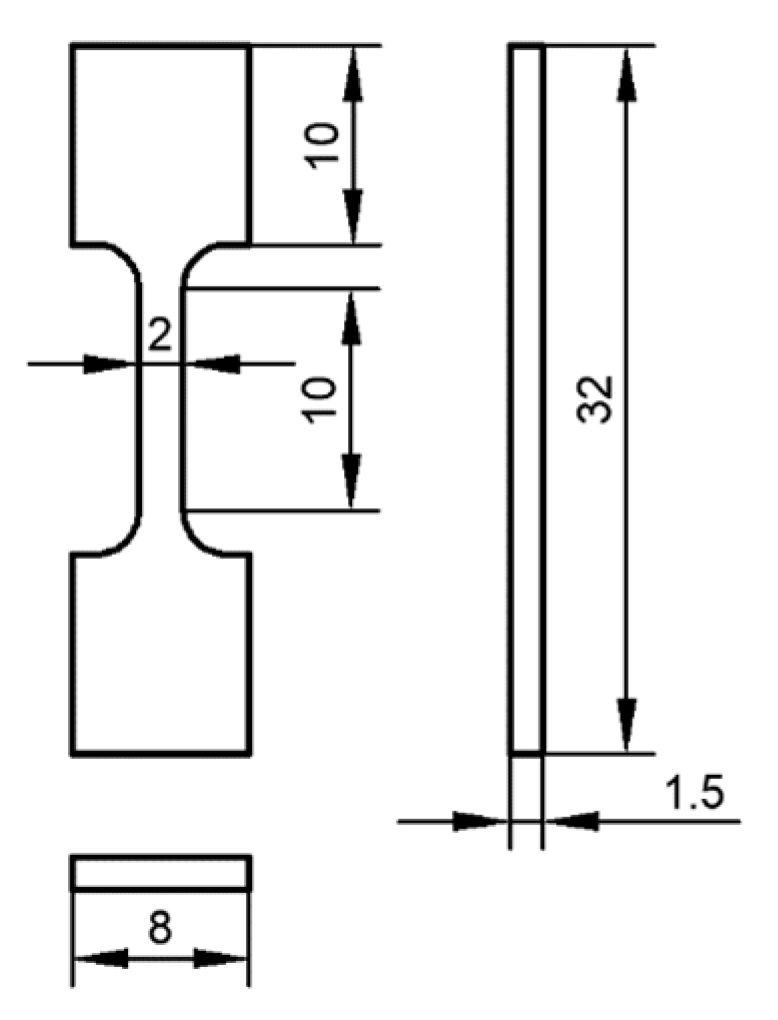
2. Materials and Methods
3. Discussion and Conclusions
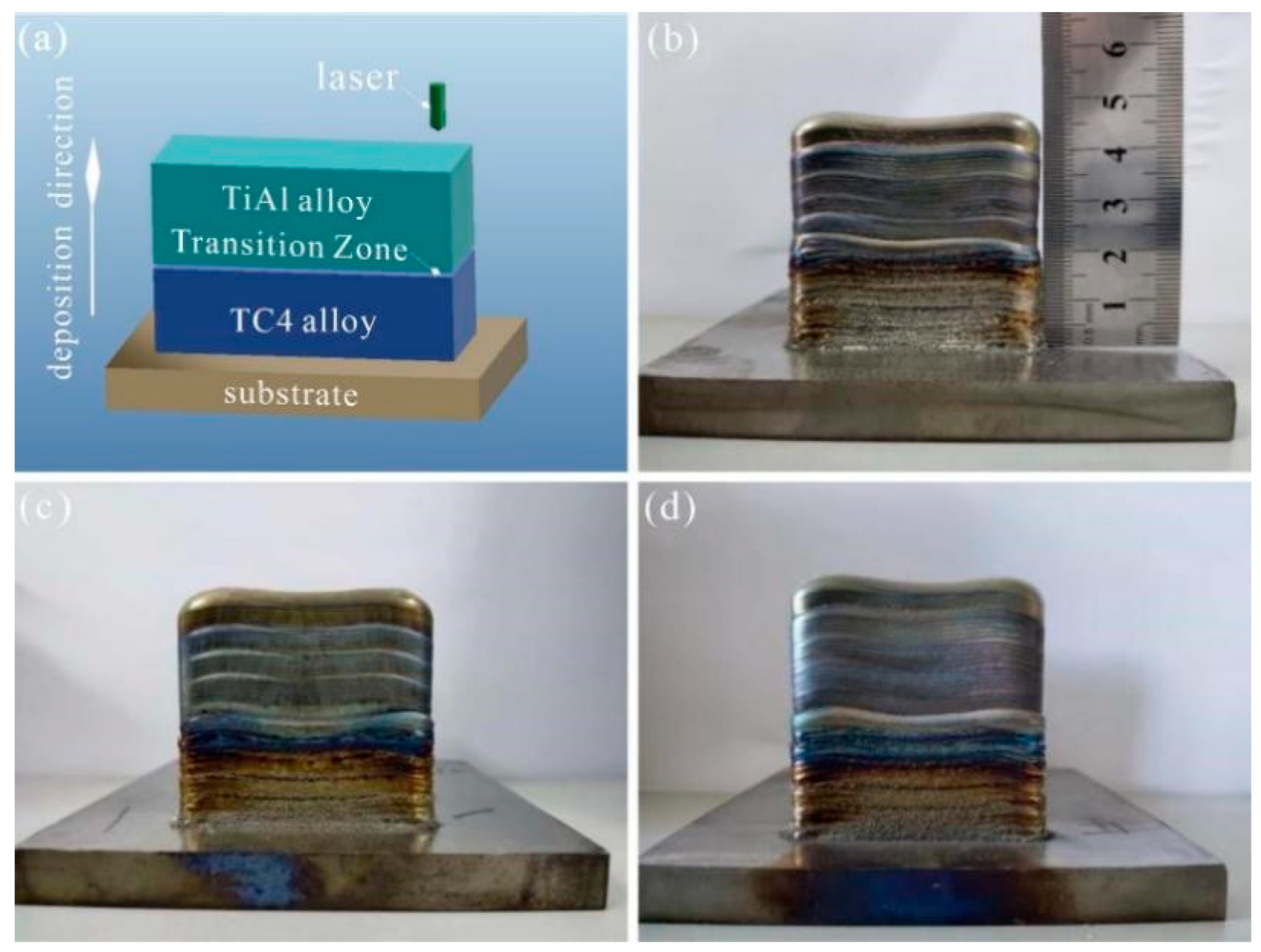
3.1. Effect of the Number of Deposition Layers on the Macrostructure of TC4/TiAl Dissimilar Metals
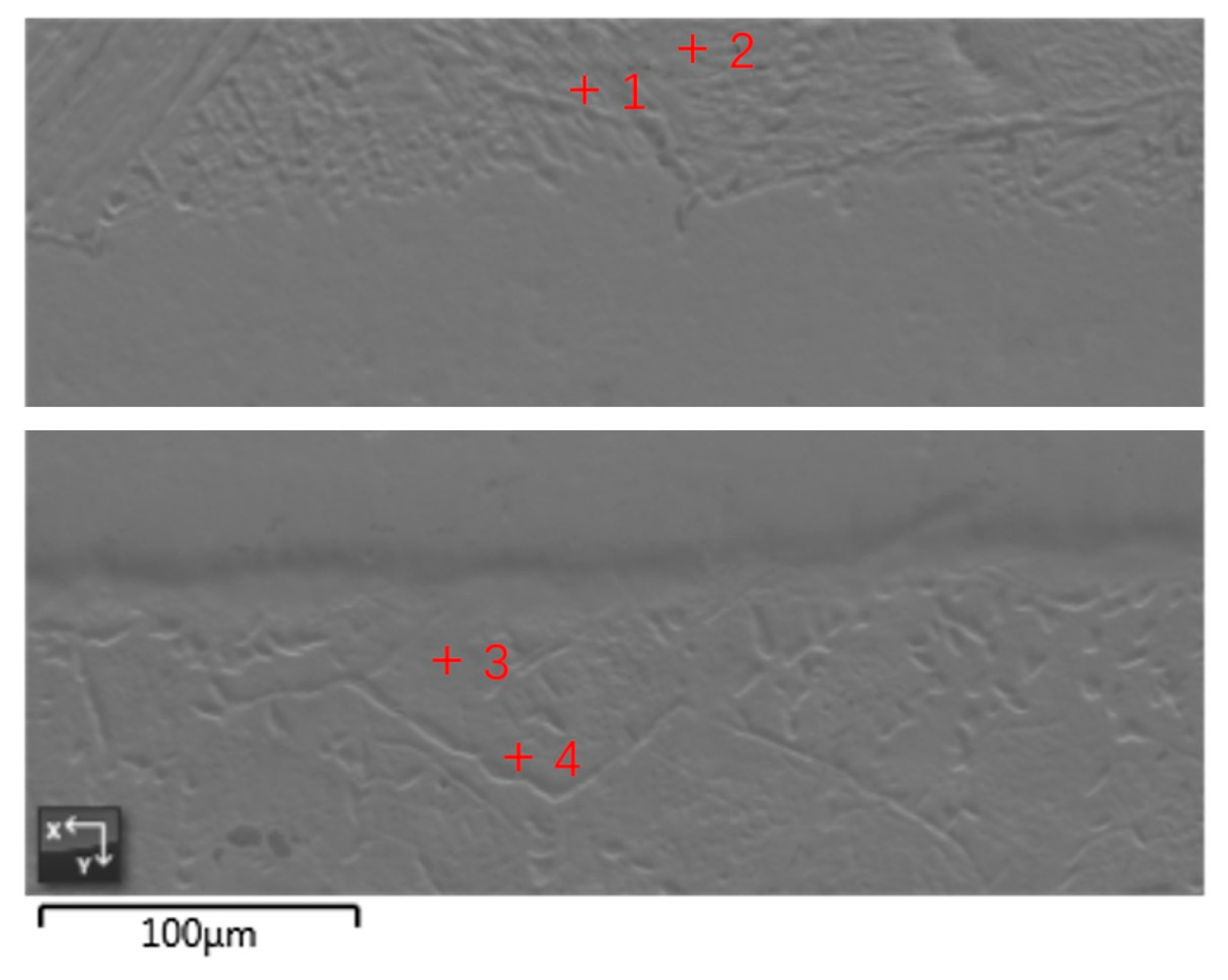
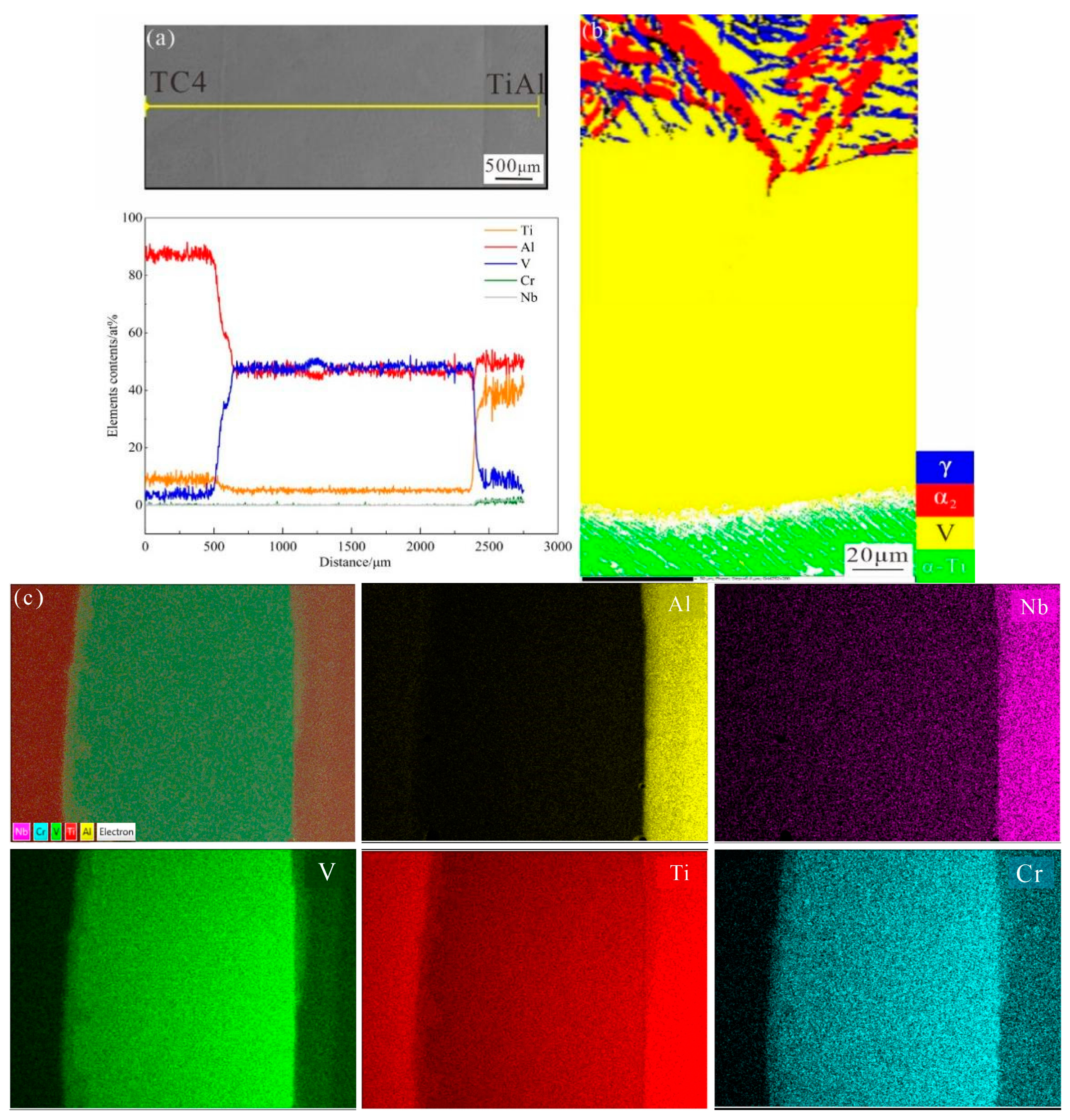
3.2. Effect of Deposition Number on Microstructure of TC4/TiAl Dissimilar Metals
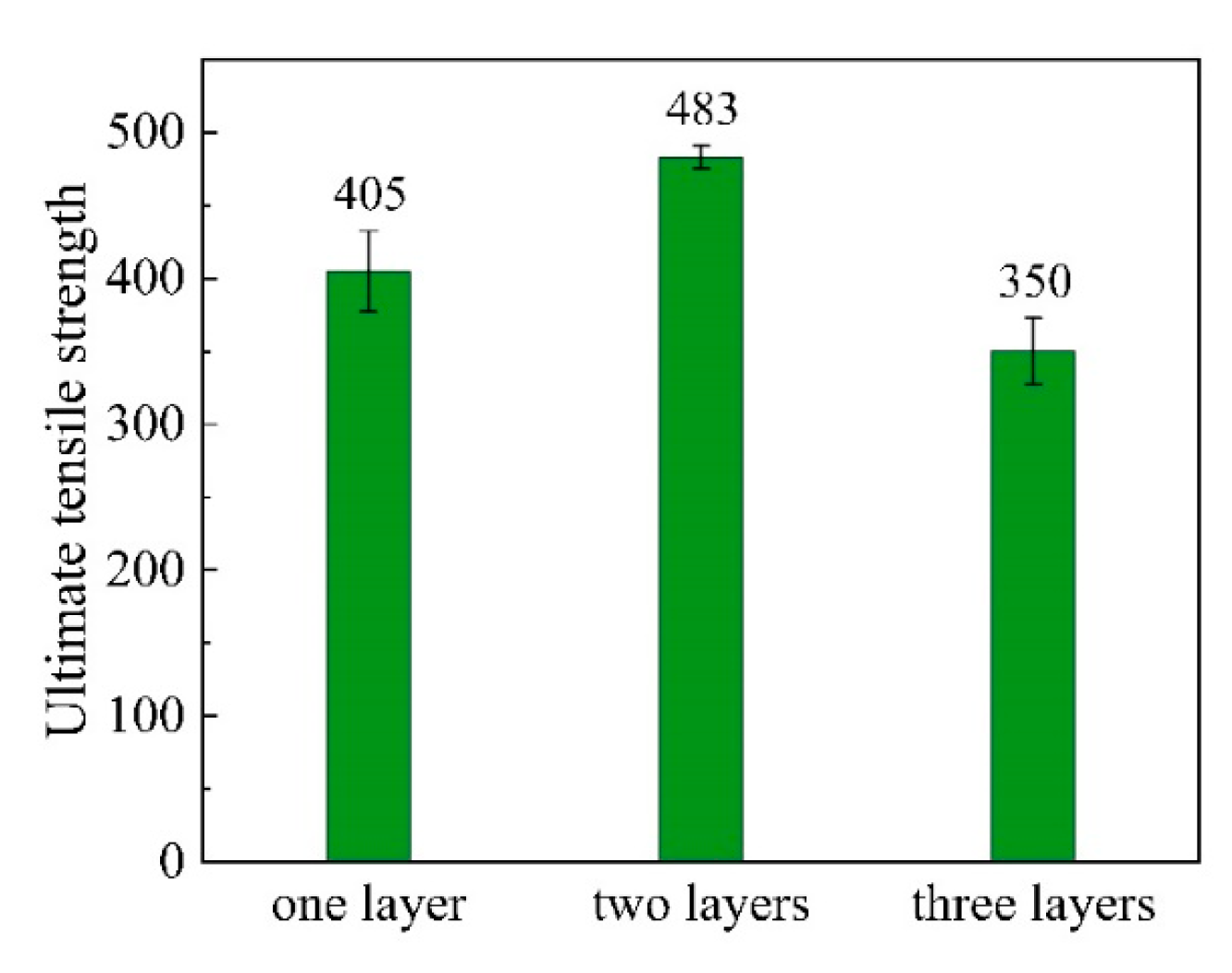
3.3. Effect of Deposition Number on Micromechanical Properties of TC4/TiAl Dissimilar Metals
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- John Solomon, I.; Sevvel, P.; Gunasekaran, J.; Tanushkumaar, P. A review on additive manufacturing of alloys using laser metal deposition. Mater. Today Proc. 2022, 64, 44–50. [Google Scholar] [CrossRef]
- Yi, X.; Wang, H.; Sun, K.; Gong, Y.F.; Meng, X.L.; Zhang, H.; Gao, Z.Y.; Cai, W. The microstructure and martensitic transformation of Ti–V–Al–B elevated temperature shape memory alloy tailored by thermo-mechanical treatment. J. Alloys Compd. 2021, 853, 157059. [Google Scholar] [CrossRef]
- Liu, T.Y.; Min, X.H.; Zhang, S.; Wang, C.S.; Chuang, D.O. Microstructures and mechanical properties of Ti-Al-V-Nb alloys with cluster formula manufactured by laser additive manufacturing. J. Mater. Res. Technol. 2021, 31, 3012–3023. [Google Scholar] [CrossRef]
- Philipp, M.; Braun, J.; Lukas, K.; March, L.; Schimbäck, D.; Letofsky-Papst, I.; Leichtfried, G. Unique microstructure evolution of a novel Ti-modified Al-Cu alloy processed using laser powder bed fusion. Mater. Today 2022, 31, 103353. [Google Scholar]
- Wu, X.P.; Zhang, D.Y.; Yi, D.H.; Hu, S.; Huang, G.; Poprawe, R.; Schleifenbaum, J.H. Interfacial characterization and reaction mechanism of Ti/Al multi-material structure during laser powder bed fusion process. Mater. Charact. 2022, 192, 112195. [Google Scholar] [CrossRef]
- Cai, X.; Li, Q.; Li, H.; Xu, G.; Yu, H. Microstructure evolution and formation mechanism of γ-TiAl/Ni-based superalloy laser-welded joint with Ti/V/Cu filler metals. Mater. Lett. 2023, 333, 133647. [Google Scholar] [CrossRef]
- Li, L.; Wang, J.; Lin, P.; Liu, H. Microstructure and mechanical properties of functionally graded TiCp/Ti6Al4V composite fabricated by laser melting deposition. J. Ceram. Int. 2017, 43, 16638–16651. [Google Scholar] [CrossRef]
- Gu, X.; Cui, M.; Chen, J.; Sun, D.; Gu, X. Laser welding of 6082 aluminum alloy to TC4 titanium alloy via pure niobium as a transition layer. J. Mater. Res. Technol. 2021, 13, 2202–2209. [Google Scholar] [CrossRef]
- Zherebtsov, S.V.; Kudryavtsev, E.A.; Salishchev, G.A.; Straumal, B.; Semiatin, S. Microstructure evolution and mechanical behavior of ultrafine Ti6Al4V during low-temperature superplastic deformation. Acta Mater. 2016, 121, 152–163. [Google Scholar] [CrossRef]
- Malikov, A.; Vitoshkin, L.; Orishich, A.; Filippov, A.; Karpov, E. Effect of the aluminum alloy composition (Al-Cu-Li or Al-Mg-Li) on structure and mechanical properties of dissimilar laser welds with the Ti-Al-V alloy. Opt. Laser Technol. 2022, 126, 106135. [Google Scholar] [CrossRef]
- Shen, J.Q.; Li, B.; Hu, S.S.; Zhang, H.; Bu, X.Z. Comparison of single-beam and dual-beam laser welding of Ti–22Al–25Nb/TA15 dissimilar titanium alloys. Opt. Laser Technol. 2017, 93, 118–126. [Google Scholar] [CrossRef]
- Cai, X.L.; Sun, D.Q.; Li, H.M.; Guo, H.L.; Gu, X.Y.; Zhao, Z. Microstructure characteristics and mechanical properties of laser-welded joint of γ-TiAl alloy with pure Ti filler metal. J. Opt. Laser Technol. 2017, 97, 242–247. [Google Scholar] [CrossRef]
- Zhou, J.F.; Zhou, D.W.; Liu, J.S. Effect of oscillating laser beam on the interface and mechanical properties of Ti/Al fusion welding joint. J. Mater. Res. Technol. 2022, 19, 1993–2007. [Google Scholar] [CrossRef]
- Cao, L.X.; Wang, G.; Xing, C.; Tan, C.W.; Jiang, J.J. Effect of process parameters on microstructure and properties of laser welded joints of aluminum/steel with Ni/Cu interlayer. Trans. Nonferrous Met. Soc. China 2022, 31, 2277–2286. [Google Scholar] [CrossRef]
- Zhang, X.; Li, C.; Zheng, M.; Ye, Z.; Yang, X.; Gu, J. Anisotropic tensile behavior of Ti-47Al-2Cr-2Nb alloy fabricated by direct laser deposition. J. Addit. Manuf. 2020, 32, 101087. [Google Scholar] [CrossRef]
- Afrouzian, A.; Groden, C.J.; Field, D.P.; Bose, S.; Bandyopadhyay, A. Additive manufacturing of Ti-Ni bimetallic structures. Mater. Des. 2022, 215, 110461. [Google Scholar] [CrossRef]
- Wang, G.; Yang, Y.; Wang, M.; He, R.; Tan, C.; Cao, W.; Xu, H. Brazing ZrB2-SiC ceramics to Nb with a novel CoFeNiCrCu high entropy alloy. J. Eur. Ceram. Soc. 2021, 41, 54–61. [Google Scholar] [CrossRef]
- Song, T.F.; Jiang, X.S.; Shao, Z.Y.; Fang, Y.J.; Mo, D.F.; Zhu, D.G.; Zhu, M.H. Microstructure and mechanical properties of vacuum diffusion bonded joints between Ti-6Al-4V titanium alloy and AISI316L stainless steel using Cu/Nb multi-interlayer. Vacuum 2017, 145, 68–76. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, Y. Microstructure and mechanical properties of TA15-Ti2AlNb bimetallic structures by laser additive manufacturing. Mater. Sci. Eng. A 2020, 795, 140019. [Google Scholar] [CrossRef]
- Chen, G.; Zhang, G.; Wang, H.; Yin, Q.; Huang, Y.; Zhang, B. Effect of heat distribution on microstructure and mechanical properties of electron beam welded dissimilar TiAl/TC4 joint. J. Mater. Res. Technol. 2020, 9, 13027–13035. [Google Scholar] [CrossRef]
- Feng, G.; Wei, Y.; Hu, B.; Wang, Y.-F.; Deng, D.-A.; Yang, X.-X. Vacuum diffusion bonding of Ti2AlNb alloy and TC4 alloy. Trans. Nonferrous Met. Soc. China 2021, 31, 2677–2686. [Google Scholar] [CrossRef]
- Chen, G.; Zhang, B.; Liu, W.; Feng, J. Influence of aluminum content on the microstructure and properties of electron beam welded joints of TiAl/TC4 alloy. Rare Met. Mater. Eng. 2013, 42, 452–456. [Google Scholar] [CrossRef]
- Zhao, G.; Zhang, J.; Zhang, S.; Wang, G.; Han, J.; Zhang, C. Interfacial microstructure and mechanical properties of TiAl alloy/TC4 titanium alloy joints diffusion bonded with CoCuFeNiTiV0. 6 high entropy alloy interlayer. J. Alloys Compd. 2023, 935, 167987. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhou, J.; Sun, D.Q.; Li, H. Two pass laser welding of TC4 Titanium alloy to 301L stainless steel via pure V interlayer. J. Mater. Res. Technol. 2020, 9, 1400–1404. [Google Scholar] [CrossRef]
- Bi, Y.B.; Xu, Y.; Zhang, Y.; Xue, R.; Bao, Y. Single-pass laser welding of TC4 Ti alloy to 304 SS with V interlayer and V/Cu bilayer. Mater. Lett. 2021, 285, 129072. [Google Scholar] [CrossRef]
- Zhen, Z. Influence of V Element on Microstructure and Properties of Ti-Zr-V Alloy Produced by Laser Additive Manufacturing. Master’s Thesis, Dalian University of Technology, Dalian, China, 2019. [Google Scholar]
- Shen, S.; Wang, H.; He, B.; Zhang, S. Microstructure evolution and phase transformation behavior of Ti17 and γ-TiAl bimetallic structure fabricated by directed energy deposition. J. Alloys Compd. 2022, 907, 164571. [Google Scholar] [CrossRef]
- Wei, Y.; Shu, S.; Li, Y.; Yang, H.; Qiu, F.; Jiang, Q. Role of V in microstructure and strength enhancement of 4 vol% nano-TiB2/TiAl composites. Mater. Sci. Eng. A 2022, 861, 144342. [Google Scholar] [CrossRef]
- Cai, X.L.; Li, H.M.; Ji, B.K.; Li, M.D.; Yao, X.P.; Wang, Y.; Sun, D.Q. Effect of single alloying element (Ti, Nb, V, Cu) on microstructure and mechanical properties of dissimilar TiAl/Ni-based superalloy laser joints. J. Opt. Laser Technol. 2022, 146, 107575. [Google Scholar] [CrossRef]
- Gornakova, A.S.; Straumal, B.B.; Prokofiev, S.I. Coarsening of (αTi) + (βTi) microstructure in the Ti–Al–V alloy at constant temperature. Adv. Eng. Mater. 2018, 20, 1800510. [Google Scholar] [CrossRef]
- Liu, Z.; Ma, R.; Xu, G.; Wang, W.; Liu, J. Laser additive manufacturing of bimetallic structure from Ti-6Al-4V to Ti-48Al-2Cr-2Nb via vanadium interlayer. Mater. Lett. 2020, 263, 127210. [Google Scholar] [CrossRef]
- Cai, X.; Sun, D.; Li, H.; Meng, C.; Wang, L.; Shen, C. Dissimilar joining of TiAl alloy and Ni-based superalloy by laser welding technology using V/Cu composite interlayer. Opt. Laser Technol. 2019, 111, 205–213. [Google Scholar] [CrossRef]
- Qu, H.P.; Li, P.; Zhang, S.Q.; Li, A.; Wang, H.M. Microstructure and mechanical property of laser melting deposition (LMD) Ti/TiAl structural gradient material. Mater. Des. 2010, 31, 574–582. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, L.J.; Ning, J.; Li, S.; Zhang, L.L.; Long, J. Hierarchical grain refinement during the laser additive manufacturing of Ti-6Al-4V alloys by the addition of micron-sized refractory particles. J. Addit. Manuf. 2021, 45, 102045. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Laser Power (W) | Laser Scan Speed (mm/min) | Powder Feed Rate (g/min) | Spot Diameter (mm) |
|---|---|---|---|---|
| TC4 | 1900 | 540 | 5.6 | 3.5 |
| TiAl | 1400 | 420 | 6.2 | 3.5 |
| V | 1900 | 420 | 6.5 | 3.5 |
| at.% | Al | Ti | V | Cr | Ni |
|---|---|---|---|---|---|
| 1 | 22.22 | 56.83 | 14.18 | 2.88 | 3.89 |
| 2 | 22.68 | 56.81 | 13.90 | 2.77 | 3.84 |
| 3 | 3.07 | 45.66 | 51.27 | 0 | 0 |
| 4 | 2.50 | 47.52 | 49.98 | 0 | 0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Liu, Z.; Liang, J.; Wei, W.; Yin, G. Effect of Vanadium Layer on Microstructure and Properties of TC4 (Ti-6Al-4V)/TiAl (Ti-48Al-2Cr-2Nb) Dissimilar Metals Produced by Laser Additive Manufacturing. Coatings 2023, 13, 1638. https://doi.org/10.3390/coatings13091638
Wang H, Liu Z, Liang J, Wei W, Yin G. Effect of Vanadium Layer on Microstructure and Properties of TC4 (Ti-6Al-4V)/TiAl (Ti-48Al-2Cr-2Nb) Dissimilar Metals Produced by Laser Additive Manufacturing. Coatings. 2023; 13(9):1638. https://doi.org/10.3390/coatings13091638
Chicago/Turabian StyleWang, Haijiang, Zhanqi Liu, Jianhui Liang, Wei Wei, and Guili Yin. 2023. "Effect of Vanadium Layer on Microstructure and Properties of TC4 (Ti-6Al-4V)/TiAl (Ti-48Al-2Cr-2Nb) Dissimilar Metals Produced by Laser Additive Manufacturing" Coatings 13, no. 9: 1638. https://doi.org/10.3390/coatings13091638
APA StyleWang, H., Liu, Z., Liang, J., Wei, W., & Yin, G. (2023). Effect of Vanadium Layer on Microstructure and Properties of TC4 (Ti-6Al-4V)/TiAl (Ti-48Al-2Cr-2Nb) Dissimilar Metals Produced by Laser Additive Manufacturing. Coatings, 13(9), 1638. https://doi.org/10.3390/coatings13091638