

Dynamic Impact Resistance and Scratch Adhesion of AlCrN Coatings Sputtered Using Cathodic Arc Glow Discharge

 , ,
, ,
Abstract
1. Introduction
2. Experimental Procedure
2.1. Sample Preparation
2.2. Scratch Test
2.3. Dynamic Impact Test
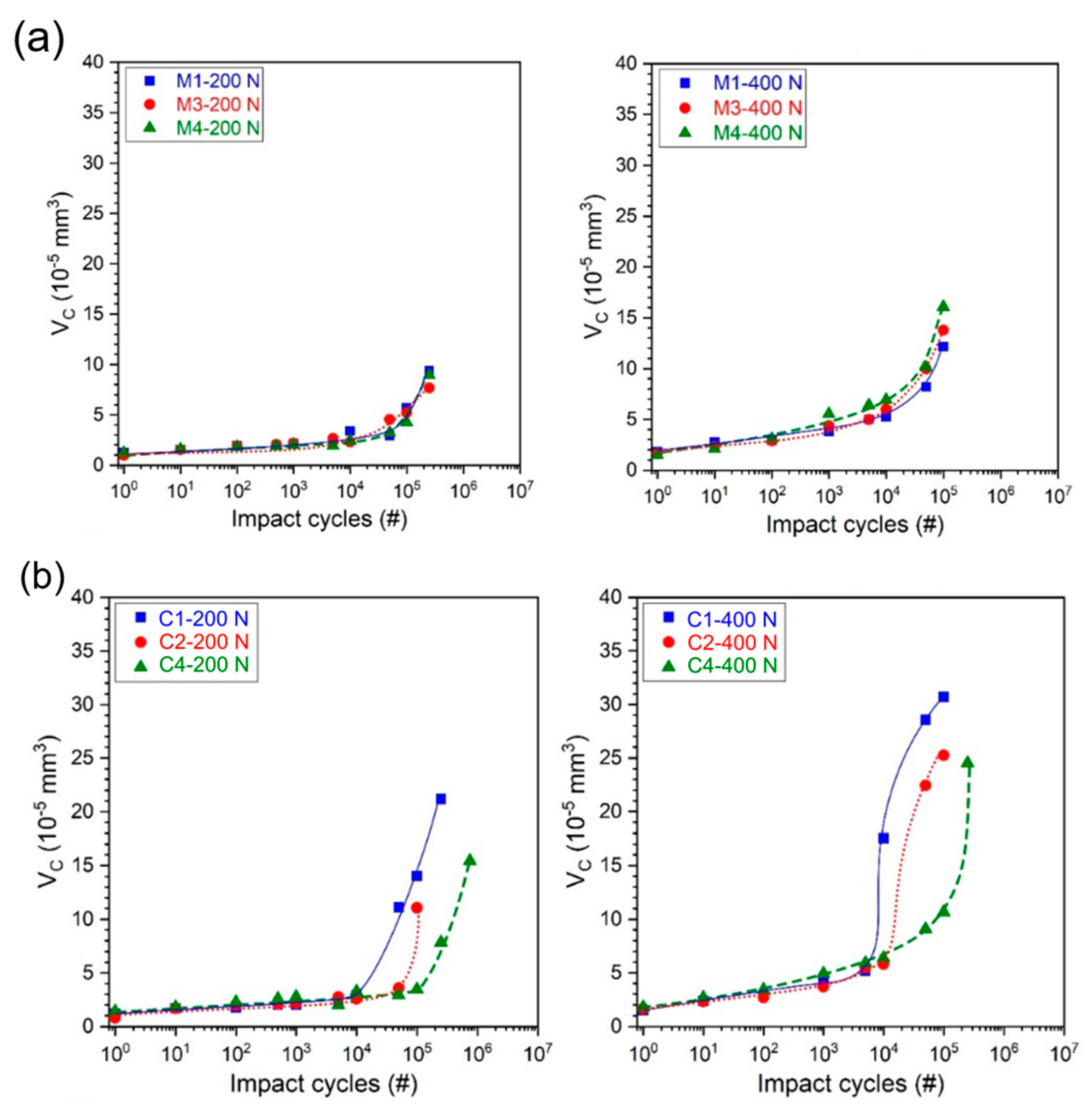
- Zone I: With the first impacts, the VC increases mainly due to the substrate plastic deformation [38], whereas the coating is elastically stressed [13]. As the extent of plastic deformation increases after every successive impact, the contact pressure rapidly decreases because of the increasing contact area between the impact ball and sample. If the coating cannot follow the strain induced by substrate deformation, the cracks are initiated to reduce stress [39].
- Zone II: When the contact pressure decreases to the substrate yield point, the plastic deformation of the substrate is suppressed and the system transits into zone II, the “zero impact wear” stage [11]. The VC remains almost constant with increasing impact cycles [11,38]. In this zone, the contact pressure is almost stable, and the cyclic impact loads provide the stress necessary for crack nucleation, propagation, and coalescence [40]. Accordingly, the edge cracks initiate from the coating surface and propagate downwards towards the interface, while the lateral cracks initiate at the substrate/coating interface and propagate upward into the coating [38,40].
- Zone III: After the zero-impact wear stage, the coating/substrate system cannot accumulate more energy received from an impact indenter; hence the system transits into zone III. In this stage, the cohesive failure of the film and/or adhesive failure at the interface occurs, and the VC increases rapidly with increasing impact cycles [38].
3. Results and Discussion
3.1. Coating Structure and Mechanical Properties
3.2. Adhesion
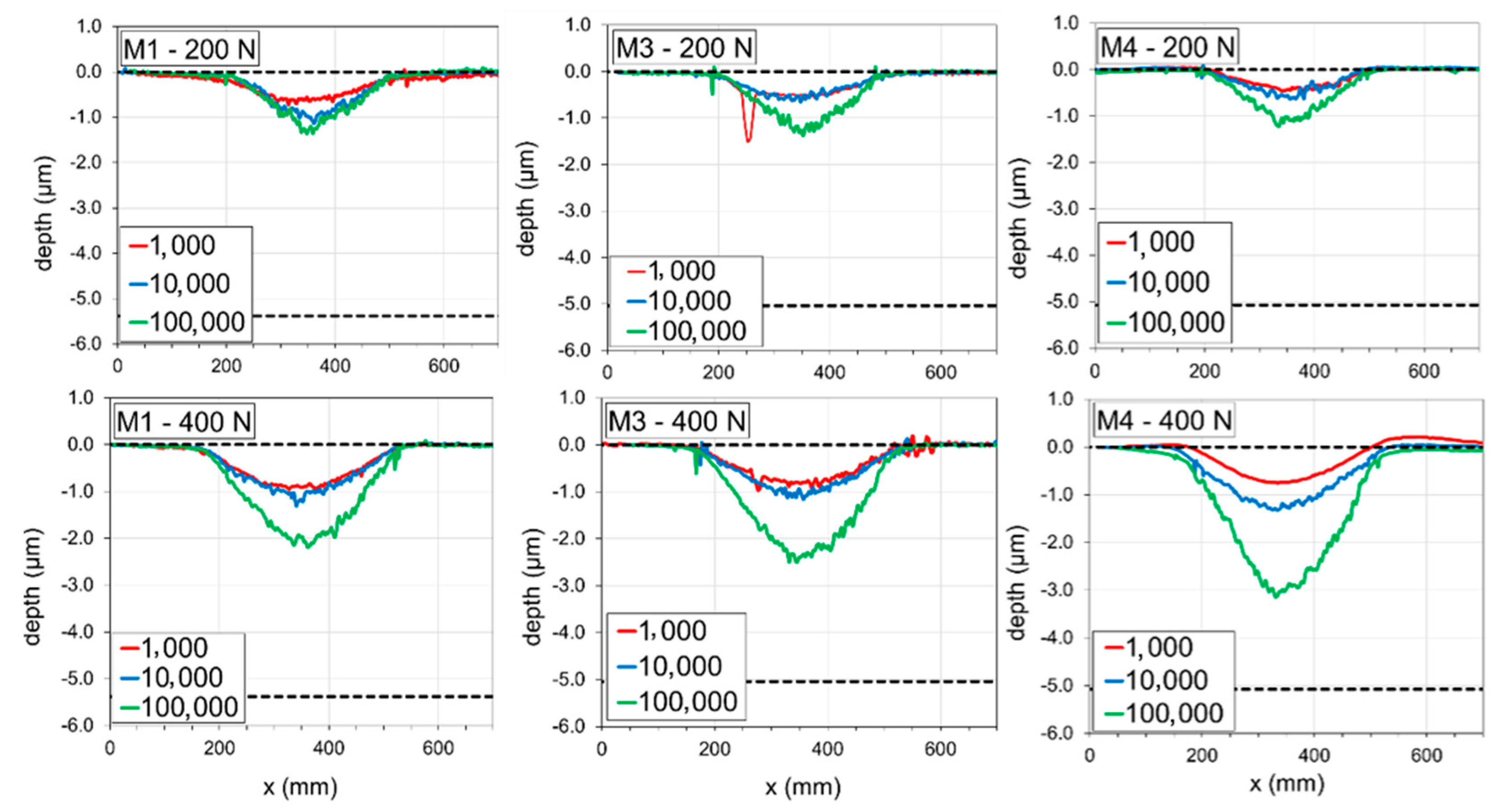
3.3. Dynamic Impact Resistance
4. Conclusions
- -
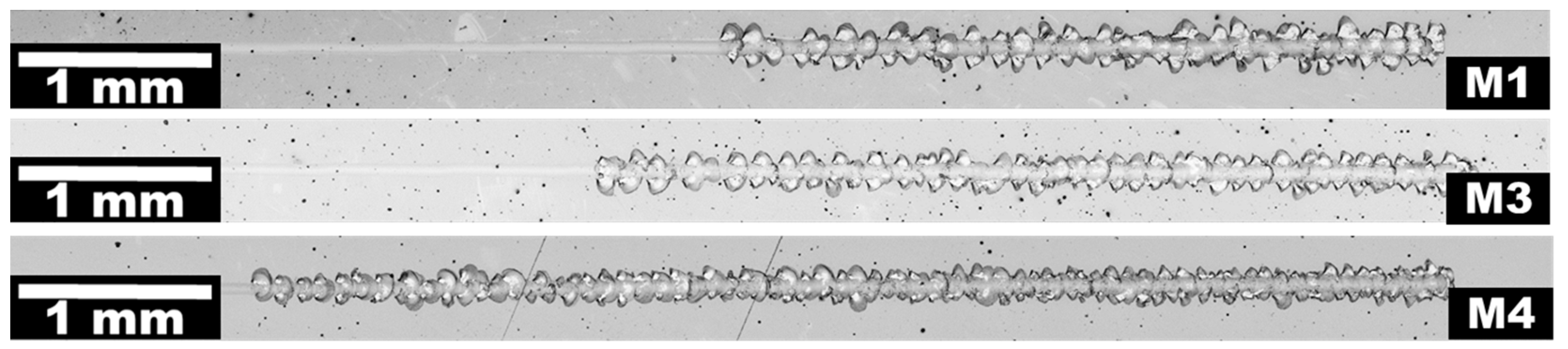
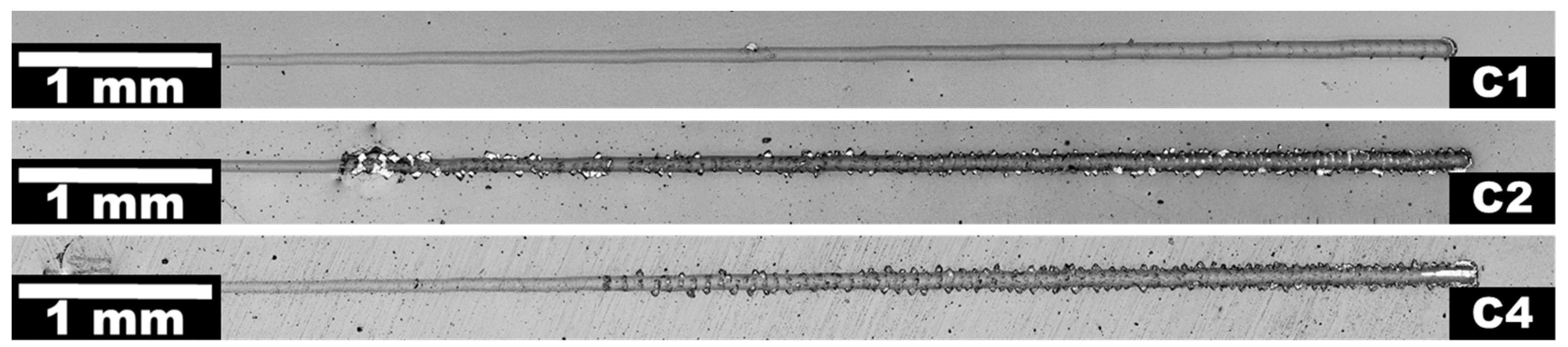
- The M-coatings exhibited chipping scratch failure mode, typical for hard coating on the hard substrate. The C-coatings exhibited chipping/buckling scratch failure mode, probably due to their lower thickness.
- -
- The best adhesion was exhibited by the C-coating with the dominant c-Cr(Al)N phase, the lowest hardness, and the lowest compressive residual stress.
- -
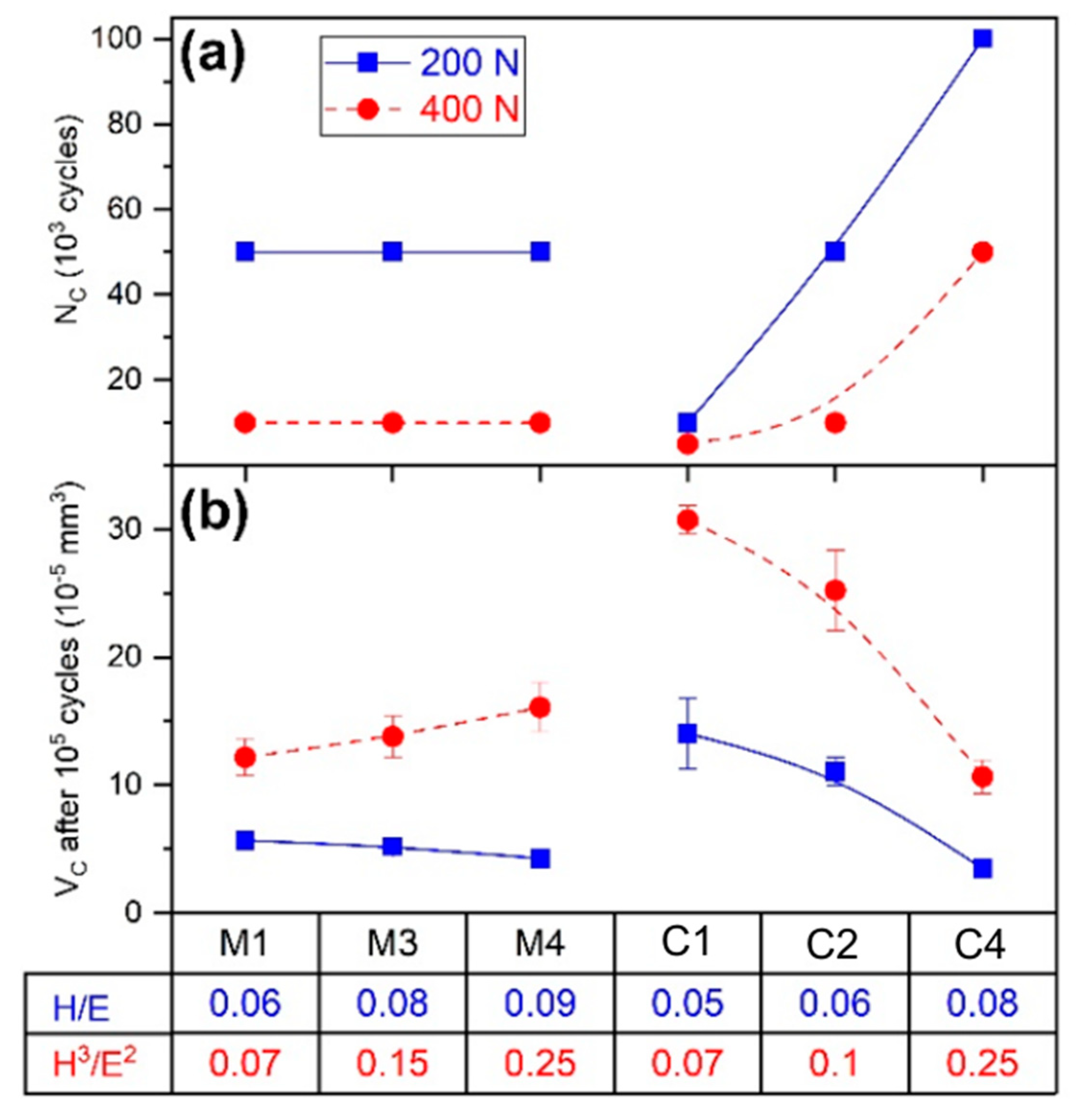
- The critical number of impacts for the M-coatings was the same, independent of the deposition parameters. The critical load of the C-coatings strongly depended on Ed.
- -
- The C-coatings deposited with higher Ed exhibited a higher critical number of impacts and better impact resistance.
- -
- Since both series have the same H3/E2 ratio, the better impact resistance of the M-coatings was probably caused by the effects of thickness and wear resistance. The M-coatings exhibited an H/E ratio approximately 10% higher than the C-coatings and thus had better wear resistance. In addition, they were approximately two times thicker, so they better-protected the substrate from plastic deformation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Podgornik, B.; Sedlaček, M.; Čekada, M.; Jacobson, S.; Zajec, B. Impact of fracture toughness on surface properties of PVD coated cold work tool steel. Surf. Coat. Technol. 2015, 277, 144–150. [Google Scholar] [CrossRef]
- Teixeira, V. Residual stress and cracking in thin PVD coatings. Vacuum 2002, 64, 393–399. [Google Scholar] [CrossRef]
- Lind, L.; Peetsal, P.; Sergejev, F. Wear of different PVD coatings at industrial fine-blanking field tests. Mater. Sci. 2015, 21, 343–348. [Google Scholar] [CrossRef]
- Daniel, J.; Žemlička, R.; Grossman, J.; Lümkemann, A.; Tapp, P.; Galamand, C.; Fořt, T. Comparison of Lifetime of the PVD Coatings in Laboratory Dynamic Impact Test and Industrial Fine Blanking Process. Materials 2020, 13, 2154. [Google Scholar] [CrossRef]
- Sergejev, F.; Peetsalu, P.; Sivitski, A.; Saarna, A.M.; Adoberg, E. Surface fatigue and wear of PVD coated punches during the fine blanking operation. Eng. Fail. Anal. 2001, 18, 1689–1697. [Google Scholar] [CrossRef]
- Musil, J. Hard and superhard nanocomposite coatings. Surf. Coating. Technol. 2000, 125, 322–330. [Google Scholar] [CrossRef]
- Bouzakis, K.-D.; Michailidis, N.; Skordaris, G.; Bouzakis, E.; Biermann, D.; M’Saoubi, R. Cutting with Coated Tools: Coating Technologies, Characterization Methods and Performance Optimization. CIRP Ann.—Manuf. Technol. 2012, 61, 703–723. [Google Scholar] [CrossRef]
- Vetter, J.; Eriksson, A.O.; Reiter, A.; Derflinger, V.; Kalss, W. Quo Vadis: AlCr-Based Coatings in Industrial Applications. Coatings 2021, 11, 344. [Google Scholar] [CrossRef]
- Knotek, O.; Bosserhoff, B.; Schrey, A.; Leyendecker, T.; Lemmer, O.; Esser, S.A. A new technique for testing the impact load of thin films: The coating impact test. Surf. Coat. Technol. 1992, 54, 102–107. [Google Scholar] [CrossRef]
- Sobota, J.; Grossman, J.; Buršíková, V.; Dupák, L.; Vyskočil, J. Evaluation of hardness, tribological behaviour and impact load of carbon-based hard composite coatings exposed to the influence of humidity. Diam. Rel. Mat. 2011, 20, 596–599. [Google Scholar] [CrossRef]
- Engel, P.A.; Yang, Q. Impact wear of multiplated electrical contacts. Wear 1995, 181–183, 730–742. [Google Scholar] [CrossRef]
- Bouzakis, K.D.; Maliaris, G.; Makrimallakis, S. Strain rate effect on the fatigue failure of thin PVD coatings: An investigation by a novel impact tester with adjustable repetitive force. Int. J. Fatigue 2012, 44, 89–97. [Google Scholar] [CrossRef]
- Žemlička, R.; Souček, P.; Vogl, P.; Jílek, M.; Buršíková, V.; Vašina, P.; Pei, Y.T. On the significance of running-in of hard nc-TiC/aC: H coating for short-term repeating machining. Surf. Coat. Technol. 2017, 315, 17–23. [Google Scholar] [CrossRef]
- Žemlička, R.; Alishahi, M.; Jílek, M.; Souček, P.; Daniel, J.; Kluson, J.; Bolvardi, H.; Lümkemann, A.; Vašina, P. Enhancing mechanical properties and cutting performance of industrially sputtered AlCrN coatings by inducing cathodic arc glow discharge. Surf. Coat. Technol. 2021, 422, 127563. [Google Scholar] [CrossRef]
- Lin, J.; Mishra, B.; Moore, J.J.; Sproul, W.D. Microstructure, mechanical and tribological properties of Cr1−xAlxN films deposited by pulsed-closed field unbalanced magnetron sputtering (P-CFUBMS). Surf. Coat. Technol. 2006, 201, 4329–4334. [Google Scholar] [CrossRef]
- Mayrhofer, P.H.; Music, D.; Reeswinkel, T.; Fuß, H.G.; Schneider, J.M. Structure, elastic properties and phase stability of Cr1–xAlxN. Acta Mater. 2008, 56, 2469–2475. [Google Scholar] [CrossRef]
- Carreira, L.A.; de Almeida, G.; Haring, G.M. Surface integrity of machined AISI D2 steel and its effect on the adhesion of a PVD-AlCrN coating. Int. J. Adv. Manuf. Technol. 2021, 112, 2705–2715. [Google Scholar] [CrossRef]
- Willmann, H.; Mayrhofer, P.H.; Persson, P.O.Å.; Reiter, A.E.; Hultman, L.; Mitterer, C. Thermal stability of Al–Cr–N hard coatings. Scr. Mater. 2006, 54, 1847–1851. [Google Scholar] [CrossRef]
- Mo, J.L.; Zhu, M.H. Sliding tribological behavior of AlCrN coating. Tribol. Int. 2008, 41, 1161–1168. [Google Scholar] [CrossRef]
- Gong, M.; Chen, J.; Deng, X.; Wu, S. Sliding wear behavior of TiAlN and AlCrN coatings on a unique cemented carbide substrate. Int. J. Refract. Met. Hard Mater. 2017, 69, 209–214. [Google Scholar] [CrossRef]
- Reiter, A.E.; Derflinger, V.H.; Hanselmann, B.; Bachmann, T.; Sartory, B. Investigation of the properties of Al1−xCrxN coatings prepared by cathodic arc evaporation. Surf. Coat. Technol. 2005, 200, 2114–2122. [Google Scholar] [CrossRef]
- Jäger, N.; Klima, S.; Hruby, H.; Julin, J.; Burghammer, M.; Keckes, J.F.; Mitterer, C.R.; Daniel, R. Evolution of structure and residual stress of a fcc/hex-AlCrN multi-layered system upon thermal loading revealed by cross-sectional X-ray nano-diffraction. Acta Mater. 2019, 162, 55–66. [Google Scholar] [CrossRef]
- Sabitzer, C.; Paulitsch, J.; Kolozsvári, S.; Rachbauer, R.; Mayrhofer, P.H. Influence of bias potential and layer arrangement on structure and mechanical properties of arc evaporated Al–Cr–N coatings. Vacuum 2014, 106, 49–52. [Google Scholar] [CrossRef]
- Banko, L.; Ries, S.; Grochla, D.; Arghavani, M.; Salomon, S.; Pfetzing-Micklich, J.; Kostka, A.; Rogalla, D.; Schulze, J.; Awakowicz, P.; et al. Effects of the ion to growth flux ratio on the constitution and mechanical properties of Cr1–x-Alx-N thin films. ACS Comb. Sci. 2019, 21, 782–793. [Google Scholar] [CrossRef]
- Tang, J.F.; Lin, C.Y.; Yang, F.C.; Tsai, Y.J.; Chang, C.L. Effects of nitrogen-argon flow ratio on the microstructural and mechanical properties of AlCrN coatings prepared using high power impulse magnetron sputtering. Surf. Coat. Technol. 2020, 386, 125484. [Google Scholar] [CrossRef]
- Iram, S.; Cai, F.; Wang, J.; Zhang, J.; Liang, J.; Ahmad, F.; Zhang, S. Effect of Addition of Mo or V on the Structure and Cutting Performance of AlCrN-Based Coatings. Coatings 2020, 10, 298. [Google Scholar] [CrossRef]
- Chen, W.; Hu, T.; Hong, Y.; Zhang, D.; Meng, X. Comparison of microstructures, mechanical and tribological properties of arc-deposited AlCrN, AlCrBN and CrBN coatings on Ti-6Al-4V alloy. Surf. Coat. Technol. 2020, 404, 126429. [Google Scholar] [CrossRef]
- Hosokawa, A.; Saito, R.; Ueda, T. Milling characteristics of VN/AlCrN-multilayer PVD coated tools with lubricity and heat resistance. CIRP Ann. 2020, 69, 49–52. [Google Scholar] [CrossRef]
- Gao, Y.; Cai, F.; Zhang, L.; Zhang, S. Structure optimization and cutting performance of gradient multilayer AlCrSiN films with ion source etching pretreatment. J. Mater. Eng. Perform. 2020, 29, 997–1006. [Google Scholar] [CrossRef]
- Cai, F.; Gao, Y.; Zhang, S.; Zhang, L.; Wang, Q. Gradient architecture of Si containing layer and improved cutting performance of AlCrSiN coated tools. Wear 2019, 424–425, 193–202. [Google Scholar] [CrossRef]
- Ramírez-Reyna, F.O.; Rodríguez-Castro, G.A.; Figueroa-López, U.; Morón, R.C.; Arzate-Vázquez, I.; Meneses-Amador, A. Effect of nitriding pretreatment on adhesion and tribological properties of AlCrN coating. Mater. Lett. 2021, 284, 128931. [Google Scholar] [CrossRef]
- Ballesteros-Arguello, A.; Ramírez-Reyna, F.O.; Rodríguez-Castro, G.A.; Meneses-Amador, A.; Fernández-Valdés, D.; Reyes-Carcano, O. Experimental and numerical evaluation of the contact fatigue resistance of AlCrN, FexN and AlCrN/FexN coatings on AISI 4140 steel. Surf. Coat. Technol. 2021, 423, 127620. [Google Scholar] [CrossRef]
- Bobzin, K.; Kalscheuer, C.; Carlet, M.; Tayyab, M. Influence of Aluminum Content on the Impact Fatigue of HPPMS CrAlN Coatings on Tool Steel. Phys. Mesomech. 2021, 24, 625–632. [Google Scholar] [CrossRef]
- Mo, J.L.; Zhu, M.H.; Leyland, A.; Matthews, A. Impact wear and abrasion resistance of CrN, AlCrN and AlTiN PVD coatings. Surf. Coat. Technol. 2013, 215, 170–177. [Google Scholar] [CrossRef]
- Hybrid LACS Technology. Available online: https://www.platit.com/en/coating-know-how/coating-technologies/ (accessed on 27 January 2023).
- ASTM C1624-05; Standard Test Method for Adhesion Strength and Mechanical Failure Modes of Ceramic Coatings by Quantitative Single Point Scratch Testing. ASTM International Standards: West Conshohocken, PA, USA, 2005. [CrossRef]
- Daniel, J.; Souček, P.; Grossman, J.; Zábranský, L.; Bernátová, K.; Buršíková, V.; Fořt, T.; Vašina, P.; Sobota, J. Adhesion and dynamic impact wear of nanocomposite TiC-based coatings prepared by DCMS and HiPIMS. Int. J. Refract. Met. Hard Mater. 2020, 86, 105123. [Google Scholar] [CrossRef]
- Shi, X.; Beake, B.D.; Liskiewicz, T.W.; Chen, J.; Sun, Z. Failure mechanism and protective role of ultrathin ta-C films on Si (100) during cyclic nano-impact. Surf. Coat. Technol. 2019, 364, 32–42. [Google Scholar] [CrossRef]
- Abdollah, M.F.B.; Yamaguchi, Y.; Akao, T.; Inayoshi, N.; Miyamoto, N.; Tokoroyama, T.; Umehara, N. Deformation–wear transition map of DLC coating under cyclic impact loading. Wear 2012, 274–275, 435–441. [Google Scholar] [CrossRef]
- Zha, X.; Jiang, F.; Xu, X. Investigating the high frequency fatigue failure mechanisms of mono and multilayer PVD coatings by the cyclic impact tests. Surf. Coat. Technol. 2018, 344, 689–701. [Google Scholar] [CrossRef]
- Bahrami, A.; Delgado, A.; Onofre, C.; Muhl, S.; Rodil, S.E. Structure, mechanical properties and corrosion resistance of amorphous Ti-Cr-O coatings. Surf. Coat. Technol. 2019, 374, 690–699. [Google Scholar] [CrossRef]
- Burnett, P.J.; Rickerby, D.S. The relationship between hardness and scratch adhesion. Thin Solid Film. 1987, 154, 403–416. [Google Scholar] [CrossRef]
- Bull, S.J. Failure modes in scratch adhesion testing. Surf. Coat. Technol. 1991, 50, 25–32. [Google Scholar] [CrossRef]
- Bull, S.J. Failure mode maps in thin film scratch adhesion test. Tribol. Int. 1997, 30, 491–498. [Google Scholar] [CrossRef]
- Delgado, A.; Garcia-Zarco, O.; Restrepo, J.; Rodil, S.E. AlCrVN coatings deposited by cathodic arc: Friction and wear properties evaluated using reciprocating sliding test. Surf. Coat. Technol. 2022, 442, 128140. [Google Scholar] [CrossRef]
- Polcar, T.; Cavaleiro, A. High-temperature tribological properties of CrAlN, CrAlSiN and AlCrSiN coatings. Surf. Coat. Technol. 2011, 206, 1244–1251. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, S.; Chen, Z.; Li, J.; Li, M. Influence of Deposition Parameters on Hard Cr-Al-N Coatings Deposited by Multi-Arc Ion Plating. Appl. Surf. Sci. 2012, 258, 3629–3636. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behaviour. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Alishahi, M.; Mirzaei, S.; Souček, P.; Zábranský, L.; Buršíková, V.; Stupavská, M.; Peřina, V.; Balázsi, K.; Czigány, Z.; Vašina, P. Evolution of structure and mechanical properties of hard yet fracture resistant W-B-C coatings with varying C/W ratio. Surf. Coat. Technol. 2018, 340, 103–111. [Google Scholar] [CrossRef]
- Beake, B.D.; Isern, L.; Endrino, J.L.; Fox-Rabinovich, G.S. Micro-impact testing of AlTiN and TiAlCrN coatings. Wear 2019, 418–419, 102–110. [Google Scholar] [CrossRef]
- Qiu, L.S.; Zhu, X.D.; Lu, S.; He, G.Y.; Xu, K.W. Quantitative evaluation of bonding strength for hard coatings by interfacial fatigue strength under cyclic indentation. Surf. Coat. Technol. 2017, 315, 303–313. [Google Scholar] [CrossRef]
- Lamri, S.; Langlade, C.; Kermouche, G. Damage phenomena of thin hard coatings submitted to repeated impacts: Influence of the substrate and film properties. Mater. Sci. Eng. A 2013, 560, 296–305. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating | Ed (keV/Atom) | Structure | Thickness (µm) | HUpl (GPa) | Eeff (GPa) | Stress (GPa) |
|---|---|---|---|---|---|---|
| M1 | 0.15 | h | 5.4 | 18.3 ± 0.3 | 301 ± 29 | −0.53 |
| M3 | 0.34 | h + c | 5.0 | 23.4 ± 0.3 | 297 ± 12 | −1.32 |
| M4 | 0.56 | h + c | 5.1 | 29.2 ± 1.0 | 313 ± 10 | −2.13 |
| C1 | 0.32 | c | 2.7 | 24.1 ± 1.8 | 456 ± 20 | −1.14 |
| C2 | 0.52 | c | 2.7 | 28.7 ± 1.1 | 483 ± 30 | −1.40 |
| C4 | 1.17 | c | 2.6 | 38.7 ± 1.3 | 479 ± 26 | −2.61 |
| Sample | LC1 [N] | LC2 [N] | LC3 [N] |
|---|---|---|---|
| M1 | - | 63.5 | >100 |
| M3 | - | 56.6 | >100 |
| M4 | - | 40.4 | >100 |
| Sample | LC1 [N] | LC2 [N] | LC3 [N] |
|---|---|---|---|
| C1 | 82.2 | 83.8 | >100 |
| C2 | - | 45.0 | >100 |
| C4 | - | 58.4 | >100 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Daniel, J.; Žemlička, R.; Alishahi, M.; Karvánková, P.; Souček, P.; Karpinski, D.; Fořt, T.; Bolvardi, H.; Lümkemann, A.; Vašina, P. Dynamic Impact Resistance and Scratch Adhesion of AlCrN Coatings Sputtered Using Cathodic Arc Glow Discharge. Coatings 2023, 13, 515. https://doi.org/10.3390/coatings13030515
Daniel J, Žemlička R, Alishahi M, Karvánková P, Souček P, Karpinski D, Fořt T, Bolvardi H, Lümkemann A, Vašina P. Dynamic Impact Resistance and Scratch Adhesion of AlCrN Coatings Sputtered Using Cathodic Arc Glow Discharge. Coatings. 2023; 13(3):515. https://doi.org/10.3390/coatings13030515
Chicago/Turabian StyleDaniel, Josef, Radek Žemlička, Mostafa Alishahi, Pavla Karvánková, Pavel Souček, Daniel Karpinski, Tomáš Fořt, Hamid Bolvardi, Andreas Lümkemann, and Petr Vašina. 2023. "Dynamic Impact Resistance and Scratch Adhesion of AlCrN Coatings Sputtered Using Cathodic Arc Glow Discharge" Coatings 13, no. 3: 515. https://doi.org/10.3390/coatings13030515
APA StyleDaniel, J., Žemlička, R., Alishahi, M., Karvánková, P., Souček, P., Karpinski, D., Fořt, T., Bolvardi, H., Lümkemann, A., & Vašina, P. (2023). Dynamic Impact Resistance and Scratch Adhesion of AlCrN Coatings Sputtered Using Cathodic Arc Glow Discharge. Coatings, 13(3), 515. https://doi.org/10.3390/coatings13030515