
A Review of Carbon-Based Conductive Inks and Their Printing Technologies for Integrated Circuits

Abstract
:1. Introduction
2. Conductive Mechanism of Conductive Inks
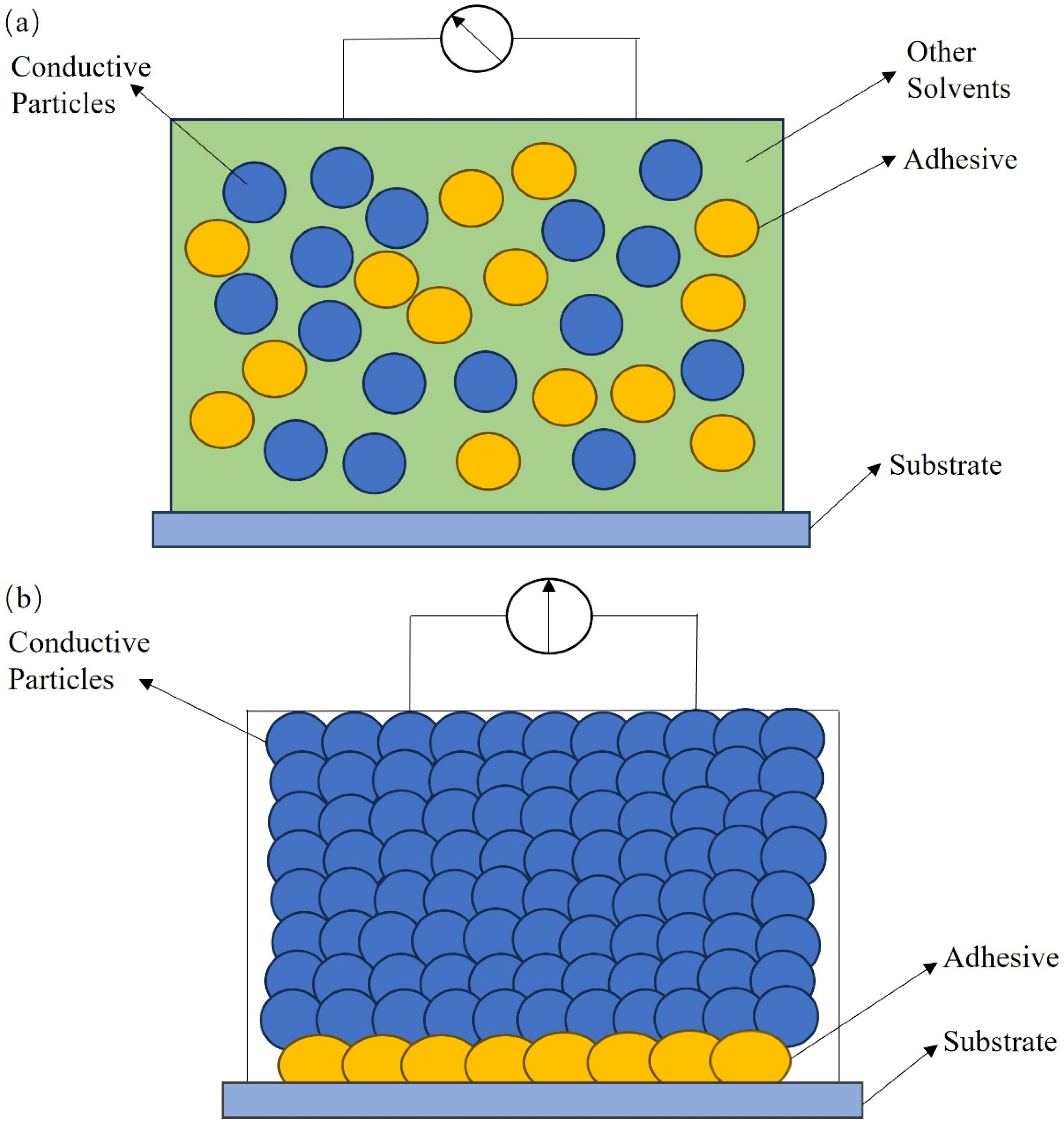
2.1. Conductive Channel Mechanism
2.2. Tunnel Effect Theory
2.3. Field Emission Effect
3. Classification of Conductive Inks
3.1. Metal-Based Conductive Ink
3.2. Polymer-Based Conductive Ink
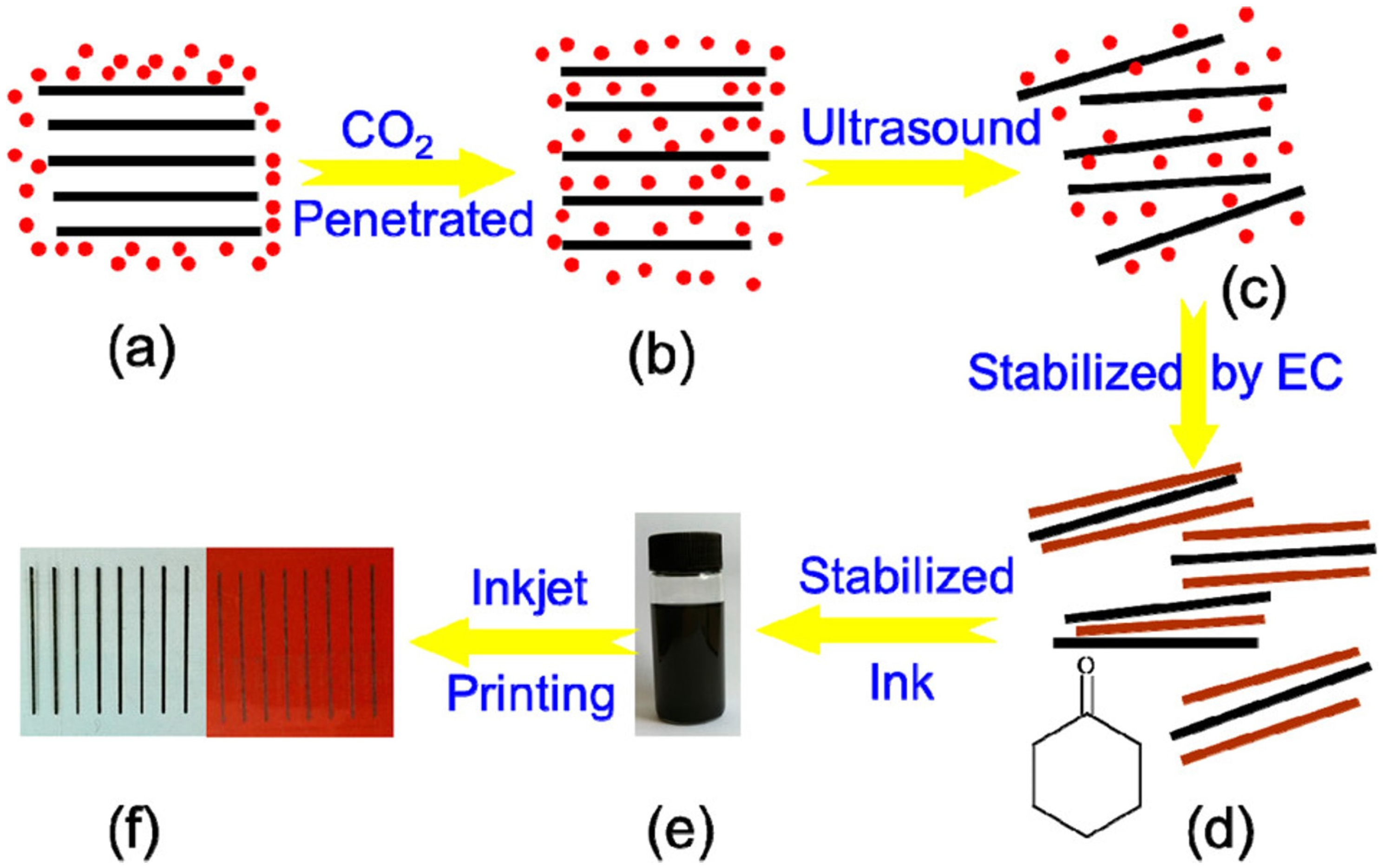
3.3. Carbon-Based Conductive Ink
3.4. Composite Conductive Ink
4. Electronic Printing Technology for Conductive Ink
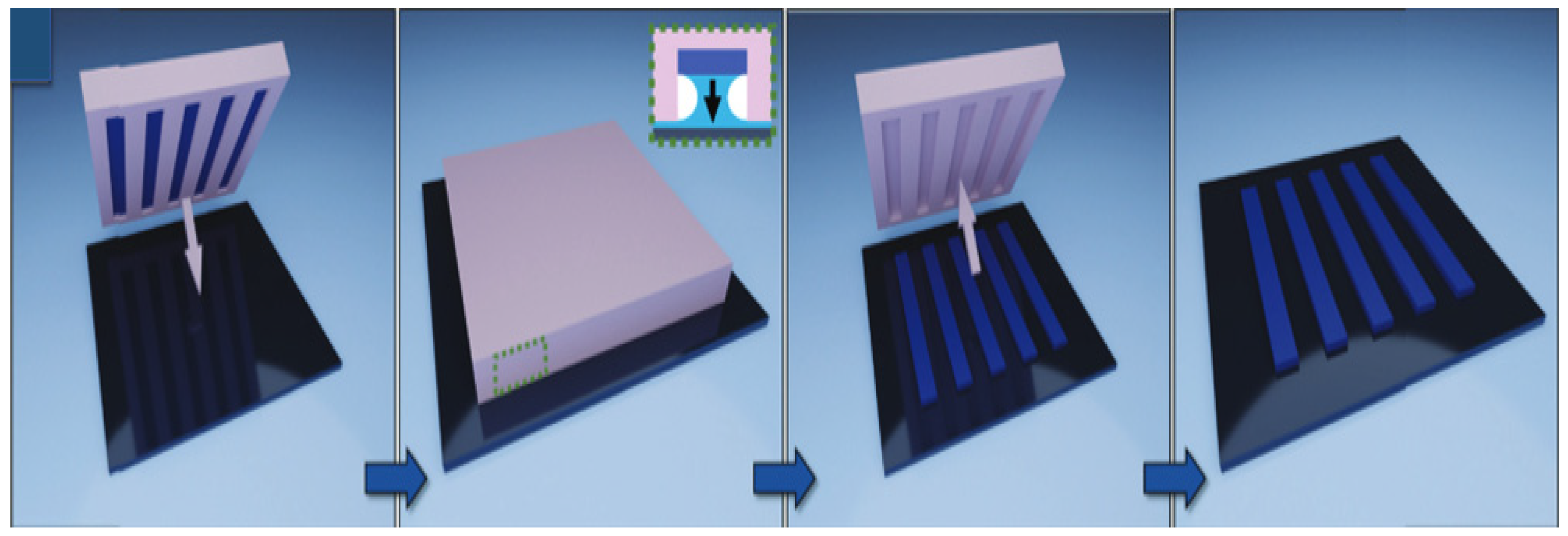
4.1. Screen Printing

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ink Type | Components | Printing Technique | Curing Method | Conductivity | Resolution |
|---|---|---|---|---|---|
| Metal [19] | Copper nanoparticles | Screen printing | 250 °C/120 min | 5.9 × 106 S/m | 60 µm |
| Metal [27] | Silver nanoparticles | Aerosol jet printing | 180 °C/20 min | 4.3 × 106 S/m | 10 µm |
| Polymer [21] | PEDOT: PSS | Direct ink printing | 130 °C/30 min | 1.55 × 104 S/m | 30 µm |
| Carbon [22] | Graphene | Inkjet printing | 250 °C/30 min | 2.5 × 104 S/m | 40 µm |
| Carbon [23] | Graphene | Gravure printing | 250 °C/30 min | 104 S/m | 30 µm |
| Carbon [60] | Graphene | Screen printing | 300 °C/30 min | 1.8 × 104 S/m | 40 µm |
| Composite [25] | Graphene/Ag | Direct ink printing | 150 °C/30 min | 2 × 105 S/m | / |
| Composite [26] | Graphene/CuCl2 | Screen printing | 100 °C/15 min | 3.6 × 104 S/m | / |
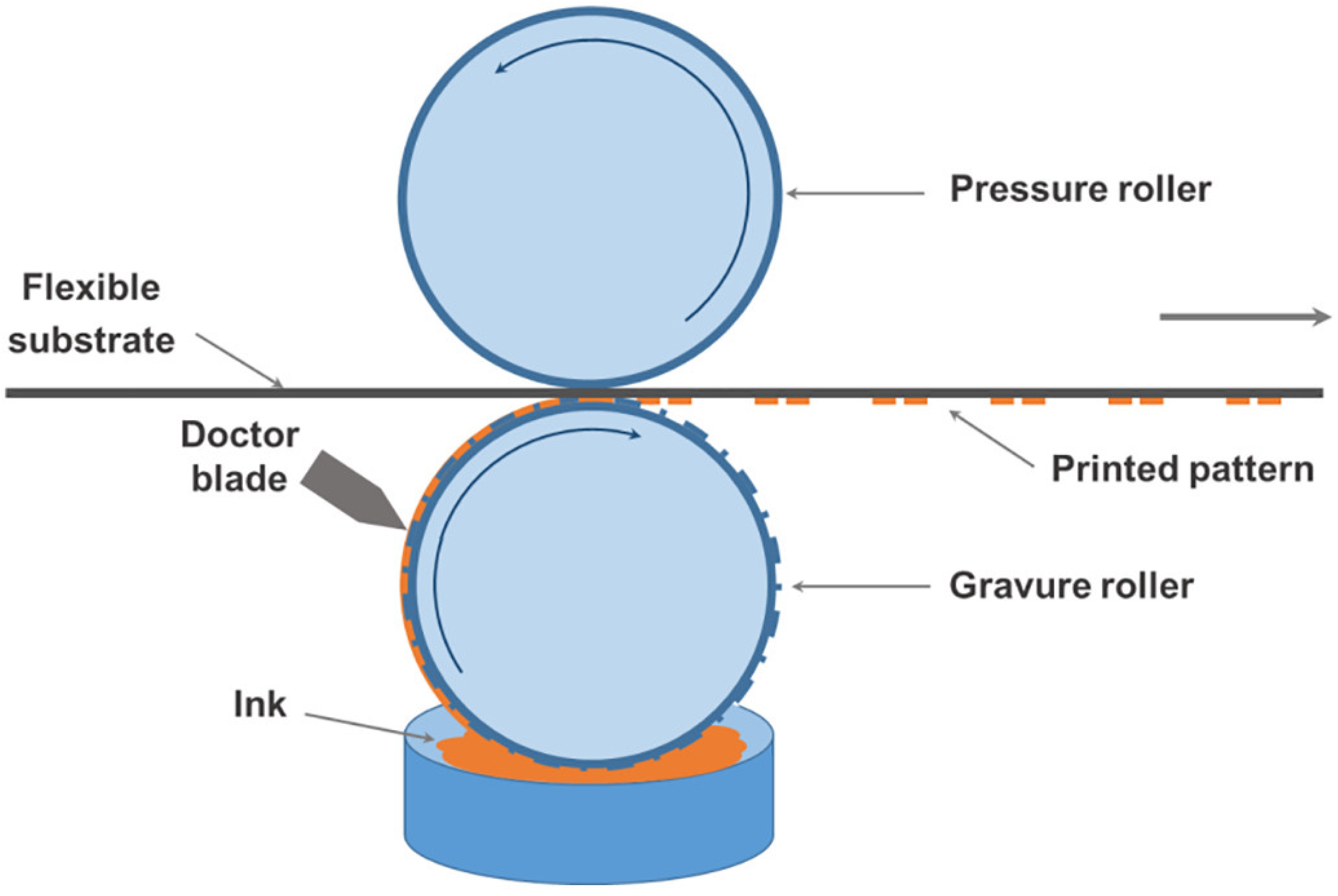
4.2. Gravure Printing
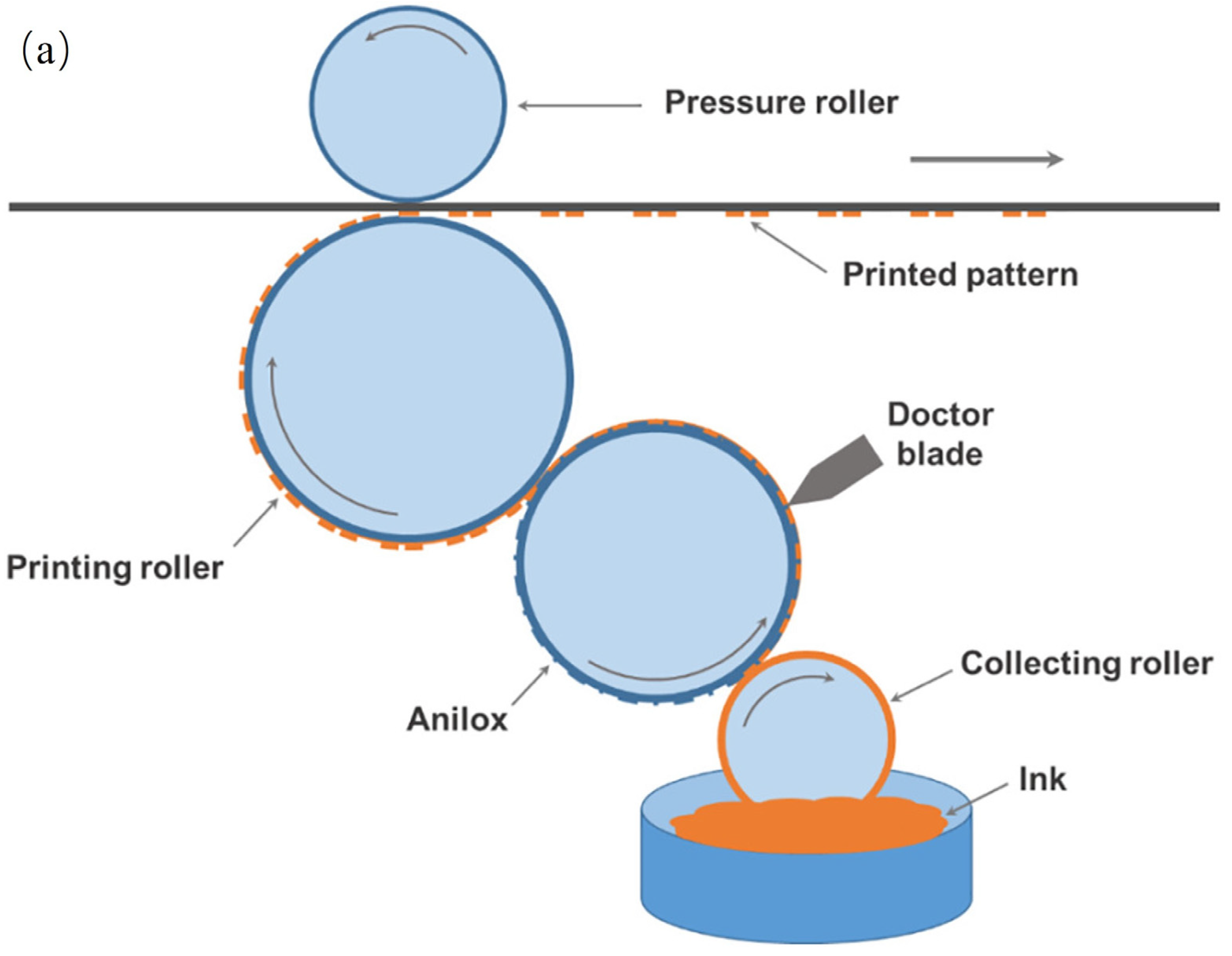
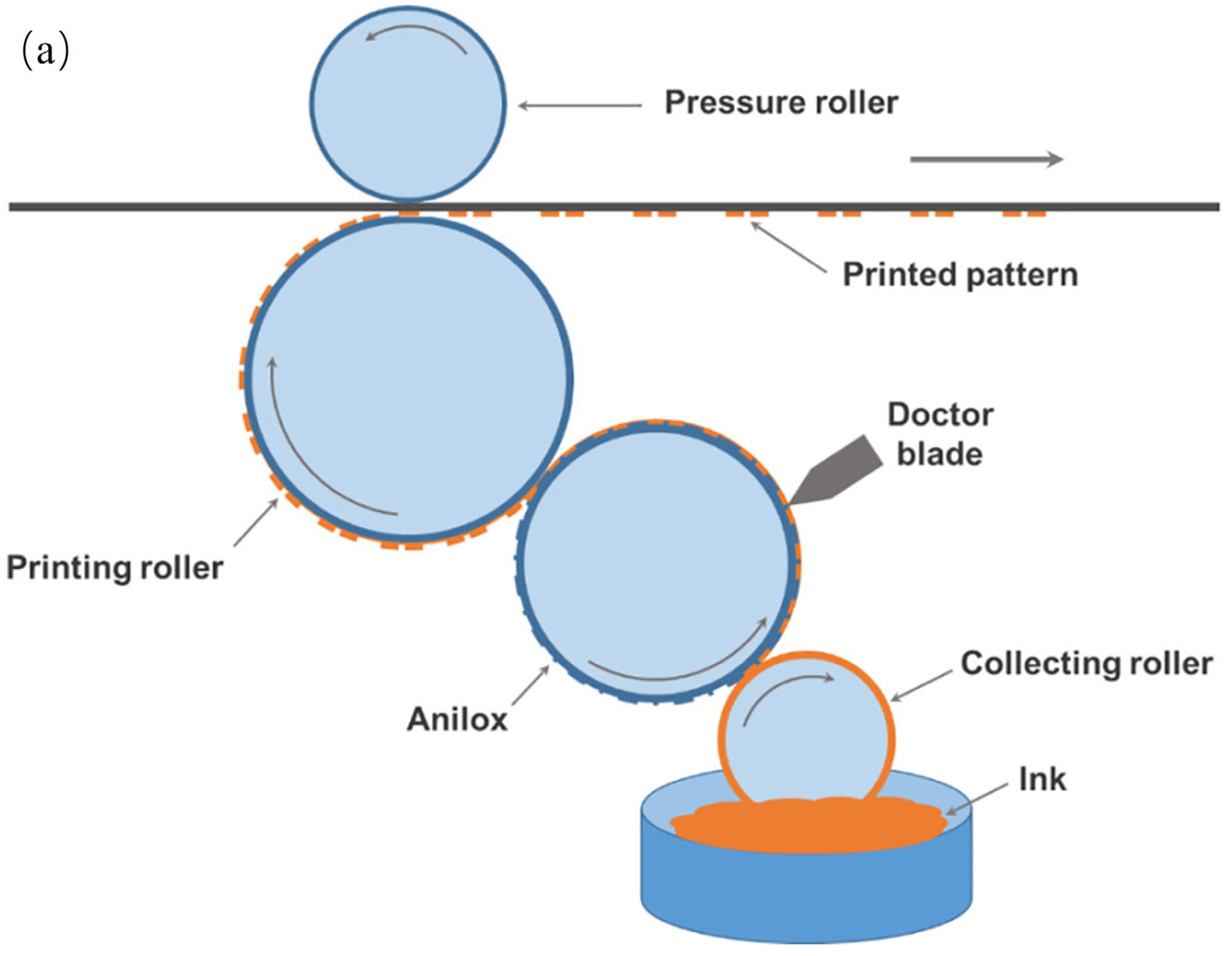
4.3. Flexographic Printing
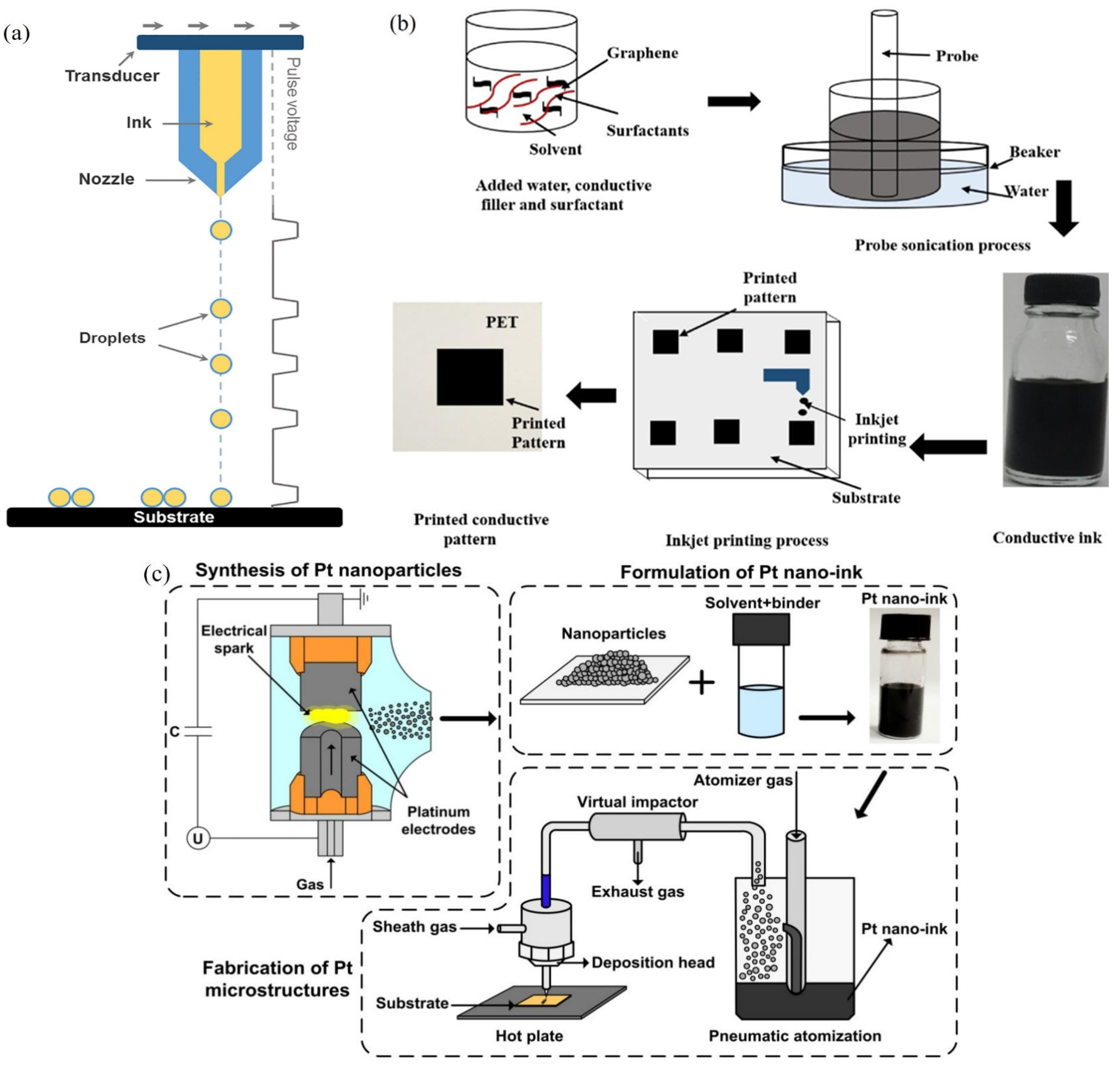
4.4. Inkjet Printing
5. Conclusions
- (1)
- The newly created carbon conductive ink demonstrates the advantages of electrical conductivity, thermal conductivity, oxidation resistance, etc. The agglomeration problem of carbon conductive ink was solved by adding surfactant molecules and adjusting the composition of the solvent. In order to increase the hydrophilicity and the electrical conductivity of carbon-based ink, aromatic polymers and conjugated conductive polymers can be used in the preparation of graphene. Carbon-based composite conductive inks are considered to be the most prospective conductive inks; they combine the advantages of diverse systems of conductive materials.
- (2)
- Screen printing is suitable for large-scale production with printing accuracy. Gravure printing and flexographic printing are more adaptable for the manufacture of large-area flexible integrated circuits. Inkjet printing is more applicable for the manufacture of high-precision integrated circuits. These printing technologies can make up for the limitations of traditional photolithography and electroplating processes, thereby further broadening their application in various electronic products.
- (3)
- Conductive inks and electronic printing technologies are complementary to each other. The development of carbon-based composite conductive inks demonstrates outstanding conductive and printing performance. It will lead to the fabrication of large-scale integrated circuits in the future with the advantages of more precise printing accuracy, faster printing speed, and lower production cost.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yan, Y.K.; Zhao, Y.; Liu, Y.Q. Recent progress in organic field-effect transistor-based integrated circuits. J. Polym. Sci. 2022, 60, 311–327. [Google Scholar] [CrossRef]
- Htwe, Y.Z.N.; Mariatti, M. Printed graphene and hybrid conductive inks for flexible, stretchable, and wearable electronics: Progress, opportunities, and challenges. J. Sci. Adv. Mater. Devices 2022, 7, 100435. [Google Scholar] [CrossRef]
- Li, W.W.; Zhang, H.R.; Kagita, S.; Shamim, A. All screen-printed, polymer-nanowire based foldable electronics for mm-wave applications. Adv. Mater. Technol. 2021, 6, 2100525. [Google Scholar] [CrossRef]
- Knapp, H.; Romagnoil, G. RFID systems optimization through the use of a new network planning algorithm to support the design of receiving gates. J. Intell. Manuf. 2023, 34, 1389–1407. [Google Scholar] [CrossRef]
- Jost, N.; Askins, S.; Dixon, R.; Ackermann, M.; Dominguze, C.; Anton, I. Array of micro multijunction solar cells interconnected by conductive inks. Sol. Energy Mater. Sol. Cells 2022, 240, 111693. [Google Scholar] [CrossRef]
- Hong, H.; Jiang, L.H.; Tu, H.T.; Hu, J.Y.; Moon, K.S.; Yan, X.; Wong, C.P. Rational design and evaluation of UV curable nano-ink applied in highly conductive textile-based electrodes and flexible silver-zinc batteries. J. Mater. Sci. Technol. 2022, 101, 294–307. [Google Scholar] [CrossRef]
- Cinquino, M.; Prontera, C.T.; Zizzari, A.; Giuri, A.; Pugllese, M.; Giannuzzi, R.; Monteduro, A.G.; Carugati, M.; Banfi, A.; Carallo, S. Effect of surface tension and drying time on inkjet-printed PEDOT:PSS for ITO-free OLED devices. J. Sci. Adv. Mater. Devices 2022, 7, 100394. [Google Scholar] [CrossRef]
- Sim, I.; Park, S.; Shin, K.Y.; Yang, C.; Kang, H.; Hwang, J.Y.; Moon, S.J. Inkjet printing of high aspect ratio silver lines via laser-induced selective surface wetting technique. Coatings 2023, 13, 683. [Google Scholar] [CrossRef]
- Wu, K.B.; Tang, X.W.; An, E.J.; Yun, Y.H.; Kim, S.J.; Moon, S.H.; Kong, H.Y.; Kim, S.H.; Jeong, Y.J. Screen printing of graphene-based nanocomposite inks for flexible organic integrated circuits. Org. Electron. 2022, 108, 106603. [Google Scholar] [CrossRef]
- Hines, H.R.; Gu, Y.; Martin, A.A.; Li, P.; Fleischer, J.; Clough-Paze, A.; Stackhouse, G.; Dasgupta, A.; Das, S. Considerations of aerosol-jet printing for the fabrication of printed hybrid electronic circuits. Addit. Manuf. 2021, 47, 102325. [Google Scholar] [CrossRef]
- Dimitriou, E.; Michailidis, N. Printable conductive inks used for the fabrication of electronics: An overview. Nanotechnology 2022, 32, 502009. [Google Scholar] [CrossRef] [PubMed]
- Liu, P.; He, W.Q.; Lu, A.X. Preparation of low temperature sintered high conductivity inks based on nano silver self-assembled on surface of graphene. J. Cent. South Univ. 2022, 26, 2953–2960. [Google Scholar] [CrossRef]
- Toledo, D.; Cristofolini, I.; Molinari, A.; Arnhold, V.; Kruzhanov, V.; Vervoort, P.; Dougan, M.; Wibert, L.; Bonnefoy, V.; Hellein, R.; et al. High temperature sintering and its effect on dimensional and geometrical precision and on microstructure of low alloyed steels. Powder Metall. 2020, 63, 80–93. [Google Scholar] [CrossRef]
- Geng, X.; Hong, Y.Z.; Lei, J.C.; Ma, J.X.; Chen, J.; Xiao, H.; Tong, J.H.; Bordia, R.K.; Peng, F. Ultra-fast, selective, non-melting, laser sintering of alumina with anisotropic and size-suppressed grains. J. Am. Ceram. Soc. 2021, 104, 1997–2006. [Google Scholar] [CrossRef]
- Tang, J.Y.; Mak, C.H.H.; Tam, S.K.; Ng, K.M. Formulation of a paste for copper thick film. J. Nanopart. Res. 2021, 23, 166. [Google Scholar] [CrossRef]
- Green, A.A.; Hersam, M.C. Colored semitransparent conductive coatings consisting of monodisperse metallic single-walled carbon nanotubes. Nano Lett. 2008, 8, 1417–1422. [Google Scholar] [CrossRef]
- Seager, C.H.; Pike, G.E. Percolation and conductivity: A computer study I and II. Phys. Rev. B. 1974, 10, 1421–1446. [Google Scholar] [CrossRef]
- Jiao, J.; Yao, J.Y. Functional Polymer Materials, 2nd ed.; Chemical Industry Press: Beijing, China, 2016; pp. 114–124. [Google Scholar]
- Chen, C.L. Research on Synthesis, Sintering and Application of Copper Nanoparticles Used for Printed Electronics. Master’s Thesis, Huazhong University of Science and Technology, Wuhan, China, 2017. [Google Scholar]
- Corletto, A.; Shapter, J.G. High-resolution and scalable printing of highly conductive PEDOT: PSS for printable electronics. J. Mater. Chem. C. 2021, 9, 14161. [Google Scholar] [CrossRef]
- Yuk, H.; Lu, B.Y.; Lin, S.; Qu, K.; Xu, J.K.; Luo, J.H.; Zhao, X.H. 3D printing of conducting polymers. Nat. Commun. 2020, 11, 1604. [Google Scholar] [CrossRef]
- Secor, E.B.; Prabhumirashi, P.L.; Puntambekar, K.; Geier, M.L.; Hersam, M.C. Inkjet printing of high conductivity, flexible graphene patterns. J. Phys. Chem. Lett. 2013, 4, 1347–1351. [Google Scholar] [CrossRef]
- Secor, E.B.; Lim, S.; Zhang, H.; Frisbie, C.D.; Francis, L.F.; Hersam, M.C. Gravure printing of graphene for large-area flexible electronics. Adv. Mater. 2014, 26, 4533–4538. [Google Scholar] [CrossRef] [PubMed]
- Tran, T.S.; Balu, R.; Campo, L.D.; Dutta, N.K.; Choudhury, N.R. Sulfonated polythiophene-interfaced graphene for water redispersible graphene powder with high conductivity and electrocatalytic activity. Energy Adv. 2023, 2, 365–374. [Google Scholar] [CrossRef]
- Li, W.X.; Yan, J.M.; Wang, C.; Zhang, N.; Choy, T.H.; Liu, S.; Zhao, L.; Tao, X.M.; Chai, Y. Molecule bridged graphene/Ag for highly conductive ink. Sci. China Mater. 2022, 65, 2771–2778. [Google Scholar] [CrossRef]
- Liu, L.X.; Zhang, X.J.; Ma, H.; Shen, Z.G. CuCl2-doped graphene-based screen printing conductive inks. Sci. China Mater. 2022, 65, 1890–1901. [Google Scholar] [CrossRef]
- Hung, K.Y.; Chang, Y.T.; Chien, C.H.; Ding, C.F.; Tsai, M.C.; Young, H.T. Investigation of ink modification for aerosol jet printing process on FR-4 substrate. Int. J. Adv. Manuf. Technol. 2020, 111, 1147–1156. [Google Scholar] [CrossRef]
- Simmons, J.G. Generalized formula for the electric tunnel effect between similar electrodes separated by a thin insulting film. J. Appl. Phys. 1963, 34, 1793–1803. [Google Scholar] [CrossRef]
- Beek, L.K.H.V.; Pu, B.I.C.F.V. Field emission in carbon black-loaded natural rubber vulcanizates. J. Appl. Polym. Sci. 1963, 6, 651–655. [Google Scholar] [CrossRef]
- Zhan, H.J.; Guo, J.Y.; Yang, X.Z.; Guo, B.; Liu, W.; Shen, H.Y.; Wang, X.R.; Tang, W.G.; Chen, F. Silver frameworks based on self-sintering silver micro flakes and its applications in low temperature curing. J. Mater. Sci. Mater. Electron. 2019, 30, 21343. [Google Scholar] [CrossRef]
- Zareel, A.; Gopalakrishnan, S.; Mutlu, Z.; He, Z.H.; Peana, S.; Wang, H.Y.; Rahimi, R. Highly conductive copper-silver bimodal for low-cost printed electronics. ACS Appl. Electron. Mater. 2019, 3, 3352–3364. [Google Scholar] [CrossRef]
- Mo, L.X.; Guo, Z.X.; Yang, L.; Zhang, Q.Q.; Fang, Y.; Xin, Z.Q.; Chen, Z.; Hu, K.; Han, L.; Li, L.H. Silver nanoparticles based ink with moderates sintering in flexible and printed electronics. Int. J. Mol. Sci. 2019, 20, 2124. [Google Scholar] [CrossRef]
- Zhang, Y.; Qi, S.H.; Wu, X.M.; Duan, G.C. Electrically conductive adhesive based on acrylate resin filled with silver plating graphite nanosheet. Synth. Met. 2011, 161, 516. [Google Scholar] [CrossRef]
- Min, H.; Lee, B.; Jeong, S.; Lee, M. Fabrication of 10 mu m-scale conductive Cu patterns by selective laser sintering of Cu complex ink. Opt. Laser Technol. 2017, 88, 128–133. [Google Scholar] [CrossRef]
- Hwang, H.J.; Oh, K.H.; Kim, H.S. All-photonic drying and sintering process via flash white light combined with deep-UV and near-infrared irradiation for highly conductive copper nano-ink. Sci. Rep. 2016, 6, 19696. [Google Scholar] [CrossRef]
- Del, L.C.; Zinn, A.A.; Ruch, P.; Bouville, F.; Studart, A.R.; Brunschwiler, T. Oxide-free copper pastes for the attachment of large-area power devices. J. Electron. Mater. 2019, 48, 6823–6834. [Google Scholar]
- Mou, Y.; Liu, J.X.; Cheng, H.; Peng, Y.; Chen, M.X. Facile preparation of self-reducible Cu nanoparticle paste for low temperature Cu-Cu Bonding. JOM 2019, 71, 3076–3083. [Google Scholar] [CrossRef]
- Li, J.J.; Liang, Q.; Chen, C.; Shi, T.L.; Liao, G.L.; Tang, Z.R. Cu-Cu bonding by low-temperature sintering of self-healable Cu nanoparticles. In Proceedings of the 2019 IEEE 69th Electronic Components and Technology Conference, Las Vegas, NV, USA, 28–31 May 2019. [Google Scholar]
- Acherjee, B. State-of-art review of laser irradiation strategies applied to laser transmission welding of polymers. Opt. Laser Technol. 2021, 137, 106737. [Google Scholar] [CrossRef]
- Hu, Z.R.; Dai, R.; Wang, D.N.; Wang, X.N.; Chen, F.; Fan, X.L.; Chen, C.J.; Liao, Y.L.; Nian, Q. Preparation of graphene/copper nanocomposites by ball milling followed by pressureless vacuum sintering. New Carbon Mater. 2021, 36, 420–428. [Google Scholar] [CrossRef]
- Pang, H.; Xu, L.; Yan, D.X.; Li, Z.M. Conductive polymer composites with segregated structures. Prog. Polym. Sci. 2014, 39, 1908–1933. [Google Scholar] [CrossRef]
- Zen, H.; Zhang, S.H.; Xie, Y.; Jiang, H.Y.; Li, M.C. Preparation and printability of polythiophene-based conductive inks. Packag. J. 2019, 11, 58–67. [Google Scholar]
- Wang, Z.W.; Cui, H.J.; Li, S.; Feng, X.W.; Aghassi, J.H.; Azizian, S.; Levkin, P.A. Facile approach to conductive polymer microelectrodes for flexible electronics. ACS Appl. Mater. Interfaces 2021, 13, 21661–21668. [Google Scholar] [CrossRef]
- Novoselov, K.S.; Geim, A.K.; Morozvo, S.V.; Jiang, D.; Zhang, Y.; Dubonos, S.V.; Grigorieva, I.V.; Firsov, A.A. Electric field effect in atomically thin carbon films. Science 2004, 306, 666–669. [Google Scholar] [CrossRef] [PubMed]
- Lee, C.; Wei, X.D.; Kysar, J.W.; Hone, J. Measurement of the elastic properties and intrinsic strength of monolayer graphene. Science 2008, 321, 385. [Google Scholar] [CrossRef]
- Shin, K.W.; Cho, Y.C.; Nam, S.G.; Jung, A.L.; Lee, E.K.; Lee, C.S.; Lee, M.H.; Shin, H.J.; Byun, K.E. Graphene capping of Cu back-end-of-line interconnects reduces resistance and improves electromigration lifetime. ACS Appl. Nano Mater. 2023, 6, 4170–4177. [Google Scholar] [CrossRef]
- Gao, Y.H.; Shi, W.; Wang, W.C.; Leng, Y.P.; Zhao, Y.P. Inkjet printing patterns of highly conductive pristine graphene on flexible substrates. Ind. Eng. Chem. Res. 2014, 53, 16777–16784. [Google Scholar] [CrossRef]
- Tran, T.S.; Balu, R.; Nguyen, C.K.; Mata, J.; Truong, V.K.; Dutta, N.K.; Choudhury, N.R. Graphene nanosheets stabilized by P3HT nanoparticles for printable metal-free electrocatalysts for oxygen reduction. ACS Appl. Nano Mater. 2023, 6, 908–917. [Google Scholar] [CrossRef]
- Lin, M.Y. Preparation of PristineGraphene Conductive Paste for Screen Printing and Its Applications. Master’s Thesis, Shanghai Jiao Tong University, Shanghai, China, 2019. [Google Scholar]
- Qi, C.L. Slurry of Carbon Nanotubes as Conductive Addictive for Lithium Batteries. Master’s Thesis., China University of Petroleum, Beijing, China, 2016. [Google Scholar]
- Arsie, L.; Esconjauregui, S.; Weatherup, R.; Guo, Y.Z.; Bhardwaj, S.; Centeno, A.; Zurutuza, A.; Cepek, C.; Robertson, J. Stability of graphene doping with MoO3 and I2. Appl. Phys. Lett. 2014, 105, 103103. [Google Scholar] [CrossRef]
- Singh, A.K.; Ahmad, M.; Singh, V.K.; Shin, K.; Seo, Y.; Eom, J. Tailoring the electrical properties of graphene layers by molecular doping. ACS Appl. Mater. Interfaces 2013, 5, 5276–5281. [Google Scholar] [CrossRef]
- Barmpakos, D.; Belessi, V.; Schelwald, R.; Kaltaas, G. Evaluation of inkjet-printed reduced and functionalized water-dispersible graphene oxide and graphene on polymer substrate—Application to printed semperature Sensors. Nanomaterials 2021, 11, 2025. [Google Scholar] [CrossRef]
- Giasafaki, D.; Mitzithra, C.; Belessi, V.; Filippakopoulou, T.; Koutsioukis, A.; Georgakilas, V.; Charalambopoulou, G.; Steriotis, T. Graphene-based composites with silver nanowires for electronic applications. Nanomaterials 2022, 12, 3443. [Google Scholar] [CrossRef]
- Assaifan, A.K. Flexographic Printing Contributions in Transistors Fabrication. Adv. Eng. Mater. 2021, 23, 2001410. [Google Scholar] [CrossRef]
- Tong, S.C.; Sun, J.; Yang, J.L. Printed thin-film transistors: Research from China. ACS Appl. Mater. Interfaces 2018, 10, 25902–25924. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.X.; Qian, J.; Li, H.B.; Ding, F.Y. Rheological characterization and simulation of chitosan-TiO2 edible ink for screen-printing. Prog. Org. Coat. 2018, 120, 19–27. [Google Scholar] [CrossRef]
- Shih, C.J.; Vijayaraghavan, A.; Krishnan, R.; Sharma, R.; Han, J.H.; Ham, M.H.; Jin, Z.; Lin, S.C.; Paulus, G.L.C.; Reuel, N.F.; et al. Bi- and trilayer graphene solutions. Nat. Nanotechnol. 2011, 6, 439–445. [Google Scholar] [CrossRef] [PubMed]
- Arapov, K.; Rubingh, E.; Abble, R.; Laven, J.; de With, G.; Friedrich, H. Conductive screen printing inks by gelation of graphene dispersions. Adv. Funct. Mater. 2016, 26, 586–593. [Google Scholar] [CrossRef]
- Hyun, W.J.; Secor, E.B.; Hersam, M.C.; Frisbie, C.D.; Francis, L.F. High-resolution patterning of graphene by screen printing with a silicon stencil for highly flexible printed electronics. Adv. Mater. 2015, 27, 109–115. [Google Scholar] [CrossRef]
- Sico, G.; Montanino, M.; Del Mauro, A.D.; Imparato, A.; Nobile, G.; Minarni, C. Effects of the ink concentration on multi-layer gravure-printed PEDOT: PSS. Org. Electron. 2016, 28, 257–262.-5448. [Google Scholar] [CrossRef]
- Georgakilas, V.; Demeslis, A.; Ntararas, E.; Kouloumpis, A.; Dimos, K.; Gournis, D.; Zboril, R. Hydrophilic nanotube supported graphene–water dispersible carbon superstructure with excellent conductivity. Adv. Funct. Mater. 2015, 25, 1481–1487. [Google Scholar] [CrossRef]
- Koutsioukis, A.; Belessii, V.; Georgkilas, V. Solid phase functionalization of MWNTs: An eco-friendly approach for carbon-based conductive inks. Green Chem. 2021, 23, 5442–5448. [Google Scholar] [CrossRef]
- Tran, T.S.; Dutta, N.K.; Choudhury, N.R. Graphene inks for printed flexible electronics: Graphene dispersions, ink formulations, printing techniques and applications. Adv. Colloid Interface Sci. 2018, 261, 41–61. [Google Scholar] [CrossRef]
- Qu, Y.F.; Wang, Q.; Dai, H.Q. Research progress of graphene and its composite ink used in flexible printing electronics. J. Funct. Mater. 2020, 51, 11031–11041. [Google Scholar]
- Higuchi, K.; Kishimoto, S.; Nakajima, Y.; Tomura, T.; Takesue, M.; Hata, K.; Kauppinen, E.I.; Ohno, Y. High-mobility, flexible carbon nanotube thin-film transistors fabricated by transfer and high-speed flexographic printing techniques. Appl. Phys. Express 2013, 6, 085101. [Google Scholar] [CrossRef]
- Sun, D.M.; Timmermans, M.Y.; Tian, Y.; Nasibulin, A.G.; Kauppinen, E.I.; Kishimoto, S.; Mizutani, T.; Ohno, Y. Flexible high-performance carbon nanotube integrated circuits. Nat. Nanotechnol. 2011, 6, 156–161. [Google Scholar] [CrossRef]
- Aleeva, Y.; Pignataro, B. Recent advances in upscalable wet methods and ink formulations for printed electronics. J. Mater. Chem. C. 2014, 2, 6436–6453. [Google Scholar] [CrossRef]
- Htwe, Y.Z.N.; Mariatti, M. Surfactant-assisted water-based graphene conductive inks for flexible electronic applications. J. Taiwan Inst. Chem. Eng. 2021, 125, 402–412. [Google Scholar] [CrossRef]
- Rosker, E.S.; Barako, M.T.; Nguyen, E.; Dimarzio, D.; Kisslinger, K.; Duan, D.W.; Sandhu, R.; Goorsky, M.S.; Tice, J. Approaching the practical conductivity limits of aerosol jet printed silver. ACS Appl. Mater. Interfaces 2020, 12, 29684–29691. [Google Scholar] [CrossRef]
- Arsenov, P.V.; Efimov, A.A.; Ivanov, V.V. Optimizing aerosol jet printing process of platinum ink for high-resolution conductive microstructures on ceramic and polymer substrates. Polymers 2021, 13, 918. [Google Scholar] [CrossRef]
- Jabari, E.; Toyserkani, E. Aerosol-jet printing of highly flexible and conductive graphene/silver patterns. Mater. Lett. 2016, 174, 40–43. [Google Scholar] [CrossRef]
- Zhang, D.; Chi, B.H.; Li, B.W.; Gao, Z.W.; Du, Y.; Guo, J.B.; Wei, J. Fabrication of highly conductive graphene flexible circuits by 3D printing. Synth. Met. 2016, 217, 79–86. [Google Scholar] [CrossRef]






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qin, Y.; Ouyang, X.; Lv, Y.; Liu, W.; Liu, Q.; Wang, S. A Review of Carbon-Based Conductive Inks and Their Printing Technologies for Integrated Circuits. Coatings 2023, 13, 1769. https://doi.org/10.3390/coatings13101769
Qin Y, Ouyang X, Lv Y, Liu W, Liu Q, Wang S. A Review of Carbon-Based Conductive Inks and Their Printing Technologies for Integrated Circuits. Coatings. 2023; 13(10):1769. https://doi.org/10.3390/coatings13101769
Chicago/Turabian StyleQin, Yufeng, Xueqiong Ouyang, Yang Lv, Wencai Liu, Qing Liu, and Shuangxi Wang. 2023. "A Review of Carbon-Based Conductive Inks and Their Printing Technologies for Integrated Circuits" Coatings 13, no. 10: 1769. https://doi.org/10.3390/coatings13101769
APA StyleQin, Y., Ouyang, X., Lv, Y., Liu, W., Liu, Q., & Wang, S. (2023). A Review of Carbon-Based Conductive Inks and Their Printing Technologies for Integrated Circuits. Coatings, 13(10), 1769. https://doi.org/10.3390/coatings13101769