
Tribological Behaviour of Al-2024/TiC Metal Matrix Composites

 , , ,
, , ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Processing
2.2. Heat Treatment
2.3. Microstructural Characterisation
2.4. Mechanical Properties
2.5. Sliding Wear Testing
3. Results
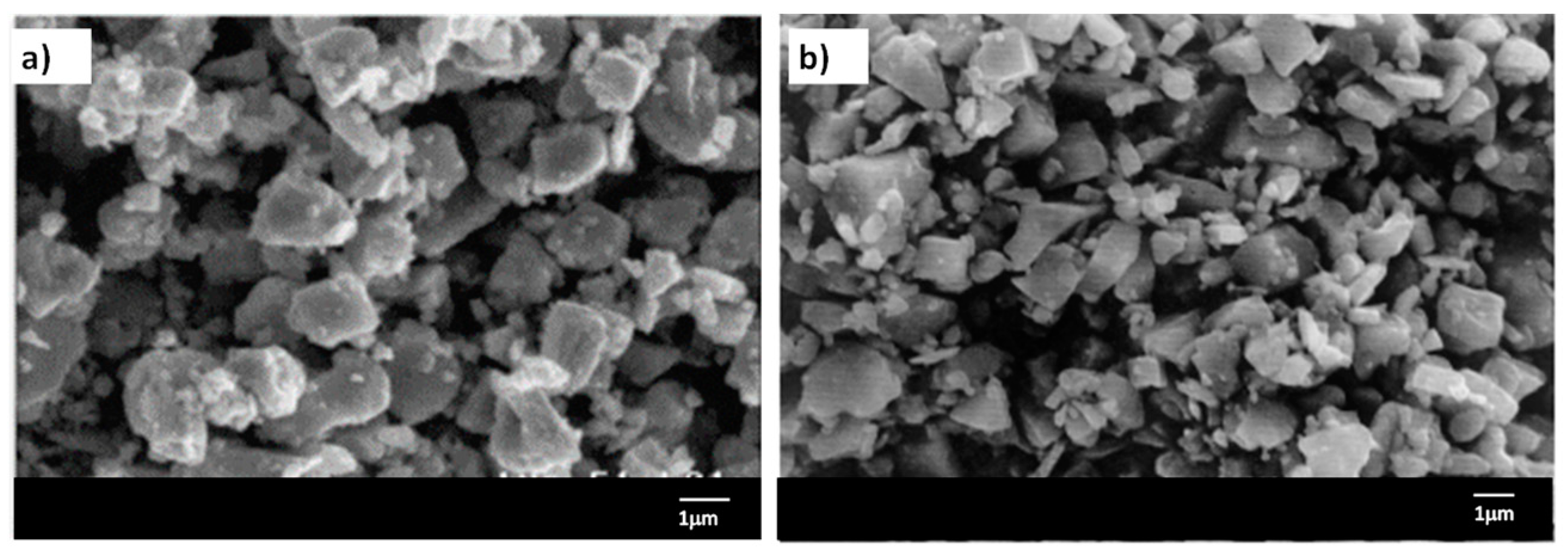
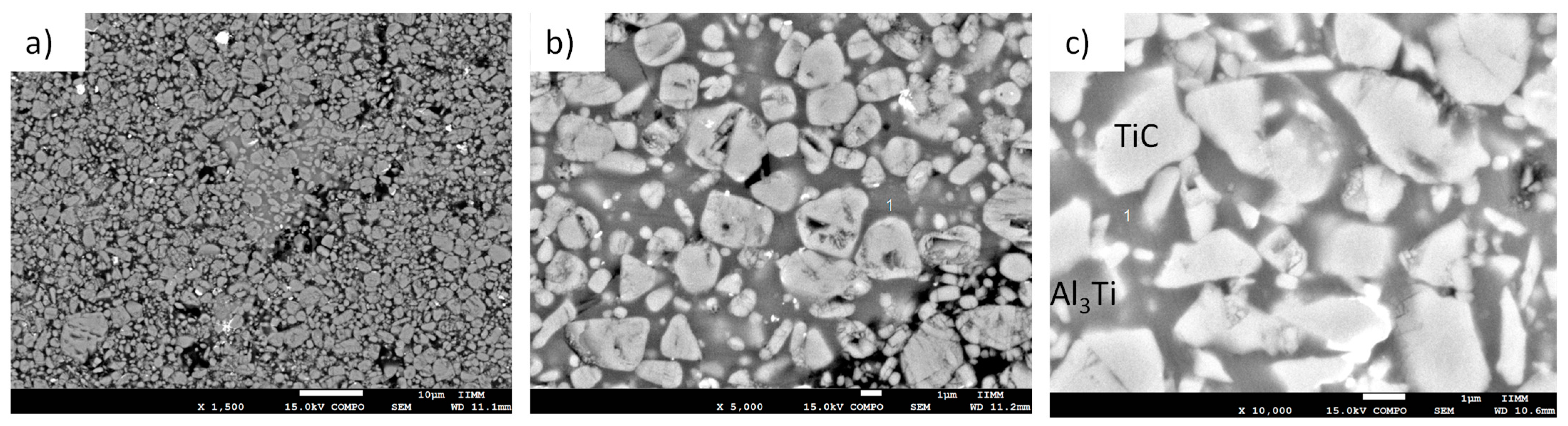
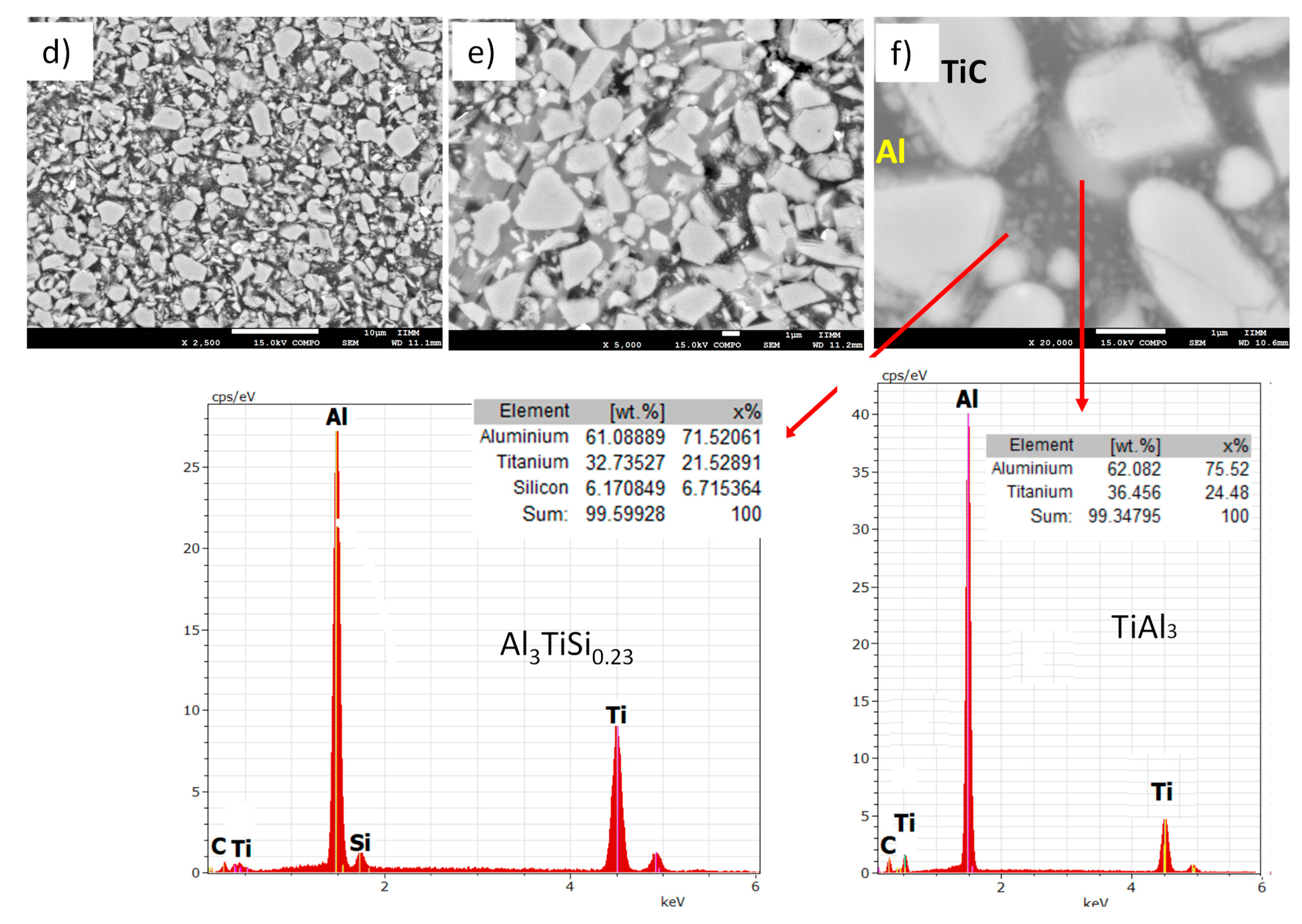
3.1. Microstructure of the Composites
3.2. Mechanical Properties
3.3. Tribological Properties
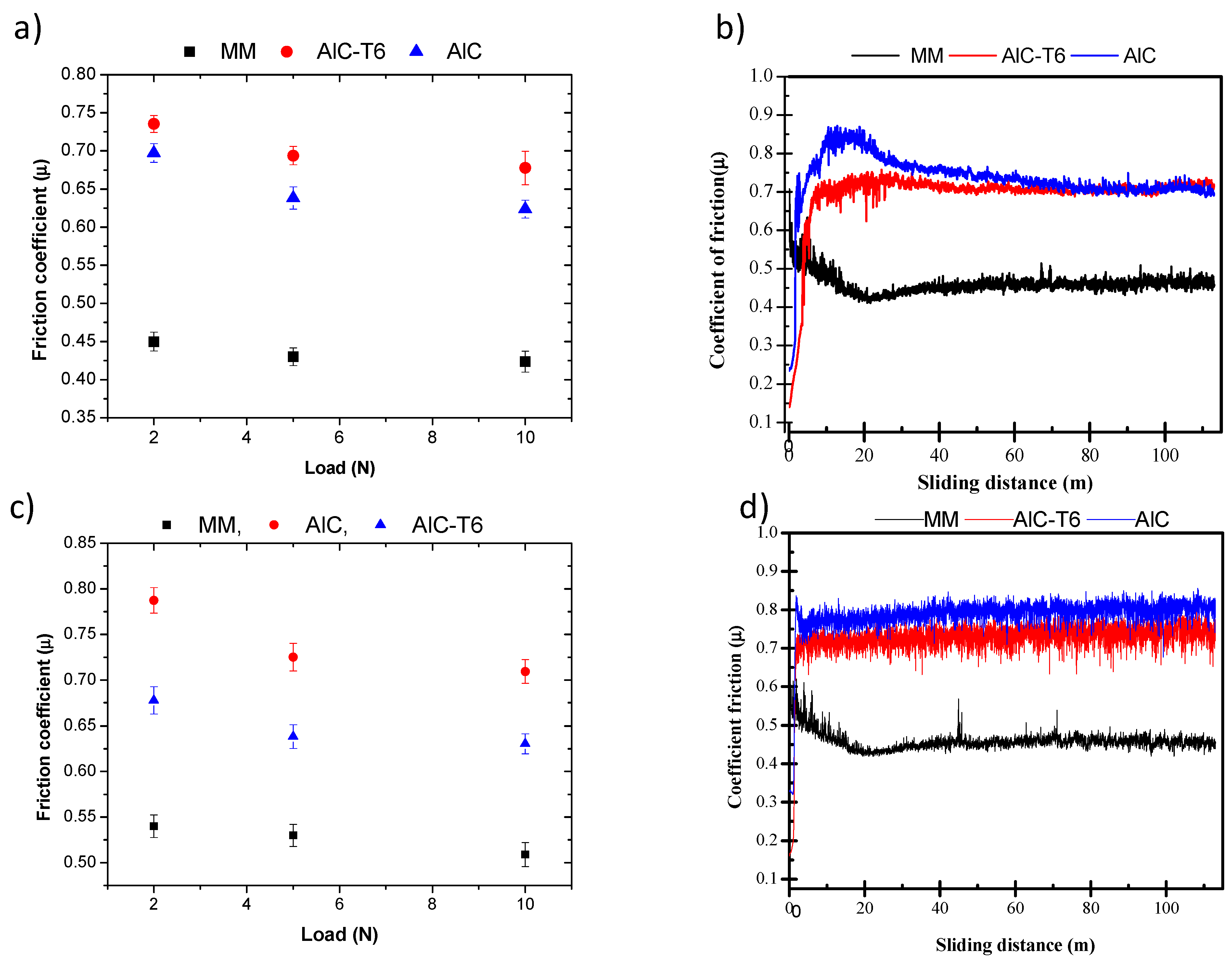
3.3.1. Analysis of Friction Coefficient COF (µ)
3.3.2. The Wear Rate and the Wear Coefficient, K
3.3.3. SEM Micrograph of Contact Surface
3.3.4. The Wear Mechanisms of the Al-2024 Alloy and the Al-2024/TiC Composite
3.3.5. Optical Profilometry Analysis
4. Conclusions
- Al-2024/TiC metal matrix composite was manufactured using the presureless melt infiltration route.
- The presence of Al3Ti and Al3TiSi0.23 was detected by XRD analysis. However, during heat treatment, this phase was partially redispersed into the metallic matrix.
- Through heat treatment, the composites present better mechanical properties whereas ductility decreases. The tensile properties are seen to vary significantly with ageing treatment. The highest strengths were obtained for the solution heat-treated Al-2024/TiC composites, where the tensile strength increased from 360 to 400 MPa after heat treatment.
- The as-fabricated composites have an elastic modulus and hardness of 195 GPa and 289 Hv, 25 HRC, respectively. After solution heat treatment and aging at 530 °C over 12 h, the composites reached values of 197 GPa and 343 Hv, 34HRC for the elastic modulus and hardness, respectively.
- The wear rate was higher for the metal matrix Al-2024 alloy when compared to the Al-2024/TiC-reinforced composites.
- The oxidation of aluminium surfaces has a beneficial effect in reducing wear during sliding of aluminium, particularly by preventing metal–metal contact.
- High-friction interfaces exhibit lower wear rates. This may be attributed to the higher hardness of the composite due to the incorporation of hard TiC particles, resulting in a lower actual contact area.
- The wear rate increases linearly with increasing normal load following Archard’s law.
- Results revealed that T6 heat treatment is a suitable option for the increase in the wear resistance of the Al-2024/TiC composites.
- Abrasive wear was the dominant mechanism in MM samples, and oxidative wear was dominant in the MMC. Oxidative products present on worn tracks acted as lubricants, reducing the wear of MMCs.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, Z.F.; Zhang, L.C.; Mai, Y.W. Particle effects on friction and wear of aluminium matrix composites. J. Mater. Sci. 1995, 30, 5999–6004. [Google Scholar] [CrossRef]
- Nieto, A.; Yang, H.; Jiang, L.; Schoenung, J.M. Reinforcement size effects on the abrasive wear of boron carbide reinforced aluminum composites. Wear 2017, 390–391, 228–235. [Google Scholar] [CrossRef]
- Alahelisten, A.; Bergman, F.; Olsson, M.; Hogmark, S. On the wear of aluminium and magnesium metal matrix composites. Wear 1993, 165, 221–226. [Google Scholar] [CrossRef]
- Aribo, S.; Fakorede, A.; Ige, O.; Olubambi, P. Erosion-corrosion behaviour of aluminum alloy 6063 hybrid composite. Wear 2017, 376–377, 608–614. [Google Scholar] [CrossRef]
- Campbell, F. Manufacturing Technology for Aerospace Structural Materials; Butterworth-Heineman, Elsivier Publications: New York, NY, USA, 2006. [Google Scholar]
- Meyveci, A.; Karacan, İ.; Çalıgülü, U.; Durmuş, H. Pin-on-disc characterization of 2xxx and 6xxx aluminium alloys aged by precipitation age hardening. J. Alloys Compd. 2010, 491, 278–283. [Google Scholar] [CrossRef]
- Wu, L.; Zhou, C.; Li, X.; Ma, N.; Wang, H. Microstructural evolution and mechanical properties of cast high-Li-content TiB2/Al-Li-Cu composite during heat treatment. J. Alloys Compd. 2018, 739, 270–279. [Google Scholar] [CrossRef]
- Benal, M.M.; Shivanand, H.K. Effects of reinforcements content and ageing durations on wear characteristics of Al (6061) based hybrid composites. Wear 2007, 262, 759–763. [Google Scholar] [CrossRef]
- Röttger, A.; Weber, S.L.; Theisen, W. Influence of post-treatment on the microstructural evolution of thermally sprayed Fe-base MMC containing TiC and Cr3C2. Surf. Coat. Technol. 2012, 209, 151–159. [Google Scholar] [CrossRef]
- Albiter, A.; León, C.A.; Drew, R.A.L.; Bedolla, E. Microstructure and heat-treatment response of Al-2024/TiC composites. Mater. Sci. Eng. A 2000, 289, 109–115. [Google Scholar] [CrossRef]
- Reyes, A.; Bedolla, E.; Perez, R.; Contreras, A. Effect of heat treatment on the mechanical and microstructural characterization of Mg-AZ91E/TiC composites. Compos. Interfaces 2017, 24, 593–609. [Google Scholar] [CrossRef]
- Vijaya Ramnath, B.; Elanchezhian, C.; Jaivignesh, M.; Rajesh, S.; Parswajinan, C.; Siddique Ahmed Ghias, A. Evaluation of mechanical properties of aluminium alloy–alumina–boron carbide metal matrix composites. Mater. Des. 2014, 58, 332–338. [Google Scholar] [CrossRef]
- Kok, M. Production and mechanical properties of Al2O3 particle-reinforced 2024 aluminium alloy composites. J. Mater. Process. Technol. 2005, 161, 381–387. [Google Scholar] [CrossRef]
- Kumar, A.; Jha, P.K.; Mahapatra, M.M. Abrasive Wear Behavior of In Situ TiC Reinforced with Al-4.5%Cu Matrix. J. Mater. Eng. Perform. 2014, 23, 743–752. [Google Scholar] [CrossRef]
- Lee, K.B.; Sim, H.S.; Kwon, H. Reaction products of Al/TiC composites fabricated by the pressureless infiltration technique. Metall. Mater. Trans. A 2005, 36, 2517–2527. [Google Scholar] [CrossRef]
- Leon, C.A.; Lopez, V.H.; Bedolla, E.; Drew, R.A.L. Wettability of TiC by commercial aluminum alloys. J. Mater. Sci. 2002, 37, 3509–3514. [Google Scholar] [CrossRef]
- Veeravalli, R.R.; Nallu, R.; Mohammed Moulana Mohiuddin, S. Mechanical and tribological properties of AA7075–TiC metal matrix composites under heat treated (T6) and cast conditions. J. Mater. Res. Technol. 2016, 5, 377–383. [Google Scholar] [CrossRef]
- Zhang, S.-c.; Pan, Q.-l.; Yan, J.; Huang, X. Effects of sliding velocity and normal load on tribological behavior of aged Al-Sn-Cu alloy. Trans. Nonferrous Met. Soc. China 2016, 26, 1809–1819. [Google Scholar] [CrossRef]
- Sharma, S.; Nanda, T.; Pandey, O.P. Effect of particle size on dry sliding wear behaviour of sillimanite reinforced aluminium matrix composites. Ceram. Int. 2018, 44, 104–114. [Google Scholar] [CrossRef]
- Surappa, M.K.; Prasad, S.V.; Rohatgi, P.K. Wear and abrasion of cast Al-Alumina particle composites. Wear 1982, 77, 295–302. [Google Scholar] [CrossRef]
- Jerome, S.; Ravisankar, B.; Kumar Mahato, P.; Natarajan, S. Synthesis and evaluation of mechanical and high temperature tribological properties of in-situ Al–TiC composites. Tribol. Int. 2010, 43, 2029–2036. [Google Scholar] [CrossRef]
- Gopalakrishnan, S.; Murugan, N. Production and wear characterisation of AA 6061 matrix titanium carbide particulate reinforced composite by enhanced stir casting method. Compos. Part B Eng. 2012, 43, 302–308. [Google Scholar] [CrossRef]
- Modi, O.P. Two-body abrasion of a cast Al–Cu (2014 Al) alloy–Al2O3 particle composite: Influence of heat treatment and abrasion test parameters. Wear 2001, 248, 100–111. [Google Scholar] [CrossRef]
- Roy, M.; Venkataraman, B.; Bhanuprasad, V.V.; Mahajan, Y.R.; Sundararajan, G. The effect of participate reinforcement on the sliding wear behavior of aluminum matrix composites. Metall. Trans. A 1992, 23, 2833–2847. [Google Scholar] [CrossRef]
- Paknia, A.; Pramanik, A.; Dixit, A.R.; Chattopadhyaya, S. Effect of Size, Content and Shape of Reinforcements on the Behavior of Metal Matrix Composites (MMCs) Under Tension. J. Mater. Eng. Perform. 2016, 25, 4444–4459. [Google Scholar] [CrossRef]
- Shojaeefard, M.H.; Akbari, M.; Asadi, P.; Khalkhali, A. The effect of reinforcement type on the microstructure, mechanical properties, and wear resistance of A356 matrix composites produced by FSP. Int. J. Adv. Manuf. Technol. 2017, 91, 1391–1407. [Google Scholar] [CrossRef]
- Tyagi, R. Synthesis and tribological characterization of in situ cast Al–TiC composites. Wear 2005, 259, 569–576. [Google Scholar] [CrossRef]
- Mohammad, A.C.; Maksud, H. The frictional behavior of composite materials under horizontal vibration. Ind. Lubr. Tribol. 2009, 61, 246–253. [Google Scholar] [CrossRef]
- Kaushik, N.C.; Rao, R.N. Effect of grit size on two body abrasive wear of Al 6082 hybrid composites produced by stir casting method. Tribol. Int. 2016, 102, 52–60. [Google Scholar] [CrossRef]
- ASTM C373-88; Standard Test Method for Water Absorption, Bulk Density, Apparent Porosity, and Apparent Specific Gravity of Fired Whiteware Products. ASTM International: West Conshohocken, PA, USA, 2006.
- Albiter, A.; Contreras, A.; Bedolla, E.; Perez, R. Structural and chemical characterization of precipitates in Al-2024/TiC composites. Compos. Part A Appl. Sci. Manuf. 2003, 34, 17–24. [Google Scholar] [CrossRef]
- ASTM E384-17; Standard Test Method for Microindentation Hardness of Materials. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM G99-05; Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM International: West Conshohocken, PA, USA, 2016.
- León-Patiño, C.A.; Braulio-Sánchez, M.; Aguilar-Reyes, E.A.; Bedolla-Becerril, E.; Bedolla-Jacuinde, A. Dry sliding wear behavior of infiltrated particulate reinforced Ni/TiC composites. Wear 2019, 426–427, 989–995. [Google Scholar] [CrossRef]
- Menezes, P.L.; Nosonovsky, M.; Ingole, S.P.; Kailas, S.V.; Lovell, M.R. Tribology for Scientists and Engineers, 1st ed.; Springer: New York, NY, USA, 2013. [Google Scholar] [CrossRef]
- López, V.H.; Kennedy, A.R.; Lemus, J. Characterization of the reactivity in Al-10wt.%TiC metal matrix composites by image analysis. Kov. Mater. 2010, 48, 17–24. [Google Scholar] [CrossRef]
- López, V.H.; Scoles, A.; Kennedy, A.R. The thermal stability of TiC particles in an Al7wt.%Si alloy. Mater. Sci. Eng. A 2003, 356, 316–325. [Google Scholar] [CrossRef]
- Li, G.-R.; Wang, H.-M.; Zhao, Y.-T.; Chen, D.-B.; Chen, G.; Cheng, X.-N. Microstructure of in situ Al3Ti/6351Al composites fabricated with electromagnetic stirring and fluxes. Trans. Nonferrous Met. Soc. China 2010, 20, 577–583. [Google Scholar] [CrossRef]
- Mehrizi, M.Z.; Beygi, R.; Eisaabadi, G. Synthesis of Al/TiC–Al2O3 nanocomposite by mechanical alloying and subsequent heat treatment. Ceram. Int. 2016, 42, 8895–8899. [Google Scholar] [CrossRef]
- Muscat, D.; Shanker, K.; Drew, R.A.L. Al/TiC composites produced by melt infiltration. Mater. Sci. Technol. 1992, 8, 971–976. [Google Scholar] [CrossRef]
- Yasmin, T.; Khalid, A.A.; Haque, M.M. Tribological (wear) properties of aluminum–silicon eutectic base alloy under dry sliding condition. J. Mater. Process. Technol. 2004, 153–154, 833–838. [Google Scholar] [CrossRef]
- Tao, J.; Zhang, L.; Wu, G.; Chen, A.; Zhang, X.; Shi, C. Effect of heat treatment on the microstructure and mechanical properties of extruded Al–4Cu–1Li–0.4Mg–0.4Ag–0.18Zr Alloy. Mater. Sci. Eng. A 2018, 717, 11–19. [Google Scholar] [CrossRef]
- Vissers, R.; van Huis, M.A.; Jansen, J.; Zandbergen, H.W.; Marioara, C.D.; Andersen, S.J. The crystal structure of the β′ phase in Al–Mg–Si alloys. Acta Mater. 2007, 55, 3815–3823. [Google Scholar] [CrossRef]
- Kiourtsidis, G.E.; Skolianos, S.M.; Litsardakis, G.A. Aging response of aluminium alloy 2024/silicon carbide particles (SiCp) composites. Mater. Sci. Eng. A 2004, 382, 351–361. [Google Scholar] [CrossRef]
- Bekheet, N.E.; Gadelrab, R.M.; Salah, M.F.; Abd El-Azim, A.N. The effects of aging on the hardness and fatigue behavior of 2024 Al alloy/SiC composites. Mater. Des. 2002, 23, 153–159. [Google Scholar] [CrossRef]
- Su, Y.; Ouyang, Q.; Zhang, W.; Li, Z.; Guo, Q.; Fan, G.; Zhang, D. Composite structure modeling and mechanical behavior of particle reinforced metal matrix composites. Mater. Sci. Eng. A 2014, 597, 359–369. [Google Scholar] [CrossRef]
- Satyaprasad, K.; Mahajan, Y.R.; Bhanuprasad, V.V. Strengthening of Al/20 v/o TiC composites by isothermal heat treatment. Scr. Metall. Et Mater. 1992, 26, 711–716. [Google Scholar] [CrossRef]
- Yahya Altunpak, A.H.A. Mechanical properties of a squeeze-cast 2124 Al composite reinforced with alumina short fibre. Metall. Res. Technol. 2017, 114, 509. [Google Scholar] [CrossRef]
- Lu, G.; Shi, X.; Liu, X.; Zhou, H.; Chen, Y.; Yang, Z.; Huang, Y. Tribological performance of functionally gradient structure of graphene nanoplatelets reinforced Ni3Al metal matrix composites prepared by laser melting deposition. Wear 2019, 428–429, 417–429. [Google Scholar] [CrossRef]
- Tyagi, R.; Xiong, D.; Li, J. Effect of load and sliding speed on friction and wear behavior of silver/h-BN containing Ni-base P/M composites. Wear 2011, 270, 423–430. [Google Scholar] [CrossRef]
- Bhushan, B. Introduction to Tribology, 2nd ed.; John Wiley and Sons: New York, NY, USA, 2002. [Google Scholar]
- ASTM. Annual Book of ASTM Standards, G115-93. In Standard Guide for Measuring and Reporting Friction; ASTM: Philadrelphia PA, USA, 1995. [Google Scholar]
- Asif, M.; Chandra, K.; Misra, P.S. Development of Aluminium Based Hybrid Metal Matrix Composites for Heavy Duty Applications. J. Miner. Mater. Charact. Eng. 2011, 10, 1337–1344. [Google Scholar] [CrossRef]
- Bowden, F.P.; Bowden, F.P.; Tabor, D. The Friction and Lubrication of Solids; Clarendon Press: Oxford, UK, 2001; Volume 1. [Google Scholar]
- Abis, S.; Massazza, M.; Mengucci, P.; Riontino, G. Early ageing mechanisms in a high-copper AlCuMg alloy. Scr. Mater. 2001, 45, 685–691. [Google Scholar] [CrossRef]
- Natarajan, N.; Vijayarangan, S.; Rajendran, I. Wear behaviour of A356/25SiCp aluminium matrix composites sliding against automobile friction material. Wear 2006, 261, 812–822. [Google Scholar] [CrossRef]
- Babic, M.; Mitrovic, S.; Ninkovic, R. Tribological Potencial of ZincAluminium Alloys Improvement. Tribol. Ind. 2009, 31, 15–28. [Google Scholar]
- Uthayakumar, M.; Aravindan, S.; Rajkumar, K. Wear performance of Al–SiC–B4C hybrid composites under dry sliding conditions. Mater. Des. 2013, 47, 456–464. [Google Scholar] [CrossRef]
- Kaczmar, J.W.; Naplocha, K. Wear behaviour of composite materials based on 2024 Al-alloy reinforced with alumina fibres. JAMME 2010, 43, 6. [Google Scholar]
- Kim, H.; Park, J.; Shin, S.; Cho, S.; Kim, J.; Bae, D.S.; Jo, I. Microstructure and wear behaviour of TiC/AISI 1020 Metal Matrix Composites Produced by Liquid Processing Infiltration. Appl. Sci 2021, 11, 9682. [Google Scholar] [CrossRef]
- Chelliah, N.M.; Singh, H.; Surappa, M.K. Correlation between microstructure and wear behavior of AZX915 Mg-alloy reinforced with 12 wt% TiC particles by stir-casting process. J. Magnes. Alloy. 2016, 4, 306–313. [Google Scholar] [CrossRef]
- Şahin, Y. Abrasive wear behaviour of SiC/2014 aluminium composite. Tribol. Int. 2010, 43, 939–943. [Google Scholar] [CrossRef]
- Lee, C.S.; Kim, Y.H.; Han, K.S.; Lim, T. Wear behaviour of aluminium matrix composite materials. J. Mater. Sci. 1992, 27, 793–800. [Google Scholar] [CrossRef]
- Lekatou, A.; Karantzalis, A.E.; Evangelou, A.; Gousia, V.; Kaptay, G.; Gácsi, Z.; Baumli, P.; Simon, A. Aluminium reinforced by WC and TiC nanoparticles (ex-situ) and aluminide particles (in-situ): Microstructure, wear and corrosion behaviour. Mater. Des. 2015, 65, 1121–1135. [Google Scholar] [CrossRef]
- Pramanik, A. Effects of reinforcement on wear resistance of aluminum matrix composites. Trans. Nonferrous Met. Soc. China 2016, 26, 348–358. [Google Scholar] [CrossRef]
- Kumar, B.V.M.; Basu, B.; Murthy, V.S.R.; Gupta, M. The role of tribochemistry on fretting wear of Mg–SiC particulate composites. Compos. Part A Appl. Sci. Manuf. 2005, 36, 13–23. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Mg | Mn | Fe | Cr | Si | Zn | Al |
|---|---|---|---|---|---|---|---|
| 4.23 | 1.43 | 0.55 | 0.4 | 0.04 | 0.3 | 0.14 | Bal. |
| Samples | HRC | HV0.1 | Ultimate Tensile Strength UTS (mPa) | Tensile Yield Strength YS (mPa) | % Elongation El (%) | Modulus of Elasticity (Young) E gPa |
|---|---|---|---|---|---|---|
| Al 2024/TiC | 25 ± 5 | 289 ± 5 | 360 ± 5 | 205 ± 6 | 0.28 | 195 |
| Al2024/TiC-T6 | 34 ± 5 | 343 ± 6 | 400 ± 9 | 260 ± 4 | 0.20 | 197 |
| wt% | C | O | Al | Ti | Cr | Fe |
|---|---|---|---|---|---|---|
| 1 | 2.6959 | 22.6707 | 1.6278 | 3.0262 | 1.2073 | 62.3458 |
| 2 | 2.926 | 20.1641 | 3.1075 | 9.9275 | 1.261 | 57.849 |
| 3 | 2.9889 | 13.0257 | 22.5147 | 54.5256 | 0 | 0 |
| 4 | 3.5594 | 18.5395 | 19.4974 | 52.0713 | 0 | 0 |
| Material | Load | Wear Mechanism | ||||
|---|---|---|---|---|---|---|
| Abrasion | Oxidation | Fatigue | Adhesion | Melting | ||
| Al-2024 | 2 | 60–80% | 21–40% | 0 | 0 | 0 |
| 5 | 40–60% | 1–20% | 1–20% | 0 | 0 | |
| 10 | 41–60% | 15–20% | 1–10% | 0 | 0 | |
| Al-2024/TiC | 2 | 21–40% | 60–80% | 5–10% | 0 | 0 |
| 5 | 20–30% | 60–80% | 1–20% | 0 | 0 | |
| 10 | 1–20% | 60–80% | 1–20% | 0 | 0 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bedolla-Becerril, E.; Garcia-Guerra, J.; Lopez-Morelos, V.H.; Garcia-Renteria, M.A.; Falcon-Franco, L.A.; Martinez-Landeros, V.H.; García-Villarreal, S.; Flores-Villaseñor, S.E. Tribological Behaviour of Al-2024/TiC Metal Matrix Composites. Coatings 2023, 13, 77. https://doi.org/10.3390/coatings13010077
Bedolla-Becerril E, Garcia-Guerra J, Lopez-Morelos VH, Garcia-Renteria MA, Falcon-Franco LA, Martinez-Landeros VH, García-Villarreal S, Flores-Villaseñor SE. Tribological Behaviour of Al-2024/TiC Metal Matrix Composites. Coatings. 2023; 13(1):77. https://doi.org/10.3390/coatings13010077
Chicago/Turabian StyleBedolla-Becerril, Egberto, Josefina Garcia-Guerra, Víctor H. Lopez-Morelos, Marco A. Garcia-Renteria, Lazaro A. Falcon-Franco, Víctor H. Martinez-Landeros, Sergio García-Villarreal, and Sergio E. Flores-Villaseñor. 2023. "Tribological Behaviour of Al-2024/TiC Metal Matrix Composites" Coatings 13, no. 1: 77. https://doi.org/10.3390/coatings13010077
APA StyleBedolla-Becerril, E., Garcia-Guerra, J., Lopez-Morelos, V. H., Garcia-Renteria, M. A., Falcon-Franco, L. A., Martinez-Landeros, V. H., García-Villarreal, S., & Flores-Villaseñor, S. E. (2023). Tribological Behaviour of Al-2024/TiC Metal Matrix Composites. Coatings, 13(1), 77. https://doi.org/10.3390/coatings13010077