Abstract
With the synergistic effect of laser and arc heat sources, laser-arc hybrid welding (LAHW) technology can improve welding speed and penetration depth, and enhance gap-bridging ability. This review describes the fundamental concepts and characteristics of droplet transfer behavior in LAHW. Emphasis was placed on the physical interaction between the laser and arc and the effect of the combined laser/arc heat sources on the welding process. However, the physical understanding of these multivariable and complex interactions is still evolving. Through numerous research findings and summary, it is found that there are several critical factors, including the laser-to-arc distance, heat source leading mode, shielding gas composition, and laser power, affecting the droplet transfer characteristics. This review critically interprets the latest development in the basic understanding of LAHW. It lays great stress on the coupling effect of laser and arc in droplet transfer dynamic process of LAHW, and offers a direction for the future study and progress of LAHW. Significant fields for future research are also confirmed.
1. Introduction
Nowadays, LAHW technology is an advanced welding method, which has been applied widely and successfully [1]. Laser-arc hybrid welding combines laser and arc heat sources, acting together on the same location of the workpiece, and a laser beam and arc are simultaneously superimposed on a common interaction zone [2,3]. It uses the advantages of the laser and arc energy effectively [4,5,6]. It is a novel and efficient welding method, and one of the current study directions for welding technology all over the world. In arc welding, due to the dispersion of the arc energy distribution, the actual energy involved in material melting is low. The guiding role of the laser on the arc enhances the melting efficiency of the arc. In laser welding, the absorption rate of laser energy by molten metal is higher than that of solid metal, and the preheating effect of the arc on the molten pool also enhances material absorption efficiency effectively. Therefore, the absorption and conversion rate of a hybrid heat source are better than those of single heat source. In comparison to traditional welding methods, the primary advantages of LAHW are high welding speed [7,8] and penetration [9,10,11], good bridging performance [11,12,13,14], low assembly accuracy, and process stability [15], so it is widely used and studied. Nowadays, laser-arc hybrid welding technology is increasingly widely put into use in diverse industrial fields, and can use its unique advantages in pipeline construction [16], ship construction [17,18,19], automobile tracks [20,21], aerospace [22,23,24], and other fields. Laser-arc hybrid welding can weld all kinds of metals and alloy materials, including high strength steel [25,26,27,28,29], highly reflective materials [30], and active metals [31,32,33,34,35,36].
The laser-arc hybrid welding process is an extremely complex physical and chemical process, and the stress behavior of droplets in the welding process affects the droplet transfer directly. Metal transfer exerts an important effect on deciding the process stability and welding quality in gas metal arc welding (GMAW) [37,38] and LAHW [39,40,41]. The droplet transfer behavior provides information about the process characteristics and metallurgical characteristics of welding, including the welding process stability, characteristics of arc behavior, melting efficiency, the welding smoke, and spatter. It is intuitional and visual, and has become an irreplaceable source and way of information acquisition in welding information technology. A high-speed video system is utilized to research droplet transfer, as shown in Figure 1. The droplet transfer explains the behavior of the droplet transiting from the tip of the welding wire to the molten pool, which primarily incorporates four phases: formation, separation, transfer, and falling into the molten pool [42,43,44]. In LAHW process, the mode, size, frequency, and stability of the metal droplet transferring to the molten pool depend on the characteristics of the welding materials, welding parameters, shielding gas, laser power, the mutual influence between laser and arc heat sources, laser-to-arc distance, and other metallurgical and physical factors. Finally, it is subjected to various forces, such as gravity, electromagnetic force, plasma flow force, surface tension, metal vapor reaction force, and other comprehensive actions. According to the SFBT, when the separation force on the droplet exceeds retention force, the droplet separates from the welding wire. Separation force includes gravity, electromagnetic force, and plasma flow force, while retention force includes surface tension [45]. Metal droplet transfer modes in hybrid welding generally include short-circuit transfer, globular transfer, and spray transfer [46].
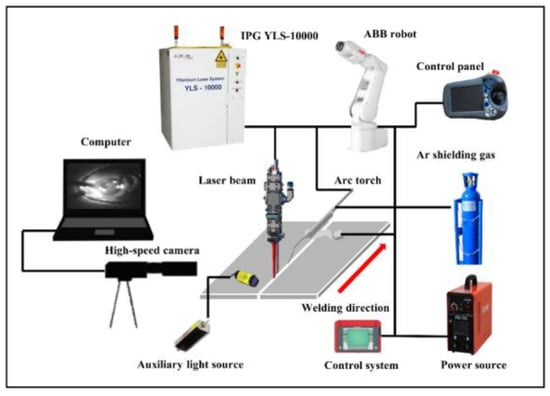
Figure 1.
The schematic diagram of LAHW and observing droplet transfer behavior.
In LAHW, the addition of laser leads to a change in arc morphology and energy distribution, thus changing the thermal and mechanical balance of the droplet. In contrast to arc welding, the evaporation of materials is intensified due to laser radiation, and the size, direction, and type of force on the droplet changes, making the situation more complex. At present, in the research of droplet transfer in LAHW, some scholars agree that laser-induced plasma changes the shape and physical properties of the arc and affects the behavior characteristics of the droplet; however, there are still differences in the rule of droplet transfer. In this review, through research and summary, it is found that the droplet transfer behavior exerts a significant effect on the welding process, and process parameters can affect the droplet transfer behavior, including laser-to-arc distance, heat resource leading mode, shielding gas composition, laser power, and other process parameters. Therefore, droplet transfer is critical to the stability of the welding process and welding joint quality.
Figure 2 demonstrates the content framework of this review, including two primary parts. In fundamental theory (Section 2, Section 3 and Section 4), it starts with a detailed introduction about the basic theory of LAHW and the heat source coupling relationship, and three main transfer modes of droplet transfer are introduced in Section 2. Then, in order to fully understand the change in the droplet in the keyhole, Section 3 introduces the force analysis of the droplet transfer in detail. In the characteristics of droplet transfer behavior from Section 5, the influence of process parameters on droplet transfer is summarized. In the end, Section 6 summarizes this review and offers future outlooks.
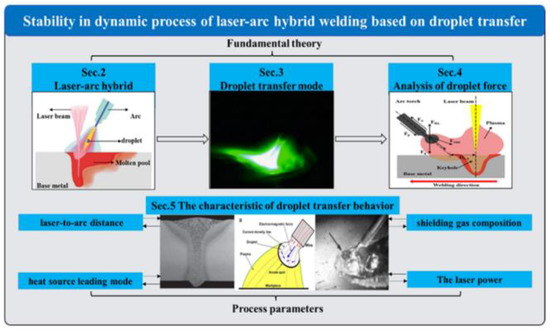
Figure 2.
The schematic diagram of content framework in this review.
2. The Laser-Arc Hybrid Welding Theory
In the late 1970s, the British professor W. Steen [8] was the first person to propose the process method of LAHW, and their research data suggested that the combination of laser welding and arc welding had significant advantages. Laser and arc heat sources act on the same position of the metal surface at the same time, and laser-induced plasma generated by laser action above the welding seam absorbs and scatters the incident laser, reducing the utilization rate of laser energy. With the addition of an arc source, low temperature and low-density arc plasma dilutes the laser-induced plasma, thus improving the efficiency of laser energy transmission. In the meantime, the pre-heating influence of the arc on the workpiece surface further improves the laser absorption of the materials. The laser beam can melt the base metal, provide free electrons for the arc, reduce the resistance of the arc channel, improve the utilization rate of the arc energy, and focus and guide the arc, making the arc more stable in the welding process. Under the thermal effect of the high temperature arc, the tip of the welding wire resistance melts to form droplets. Under the synergistic influence of the laser-induced plasma and the “keyhole” effect, a molten pool takes shape on workpiece. The liquid metal in the molten pool flows under the synthetic effect of volume force and surface force, and cools down to form a weld as the distance from the hybrid heat source becomes larger. The shielding gas is provided through the shielding gas nozzle to prevent the oxidation of the molten metal, as shown in Figure 3.
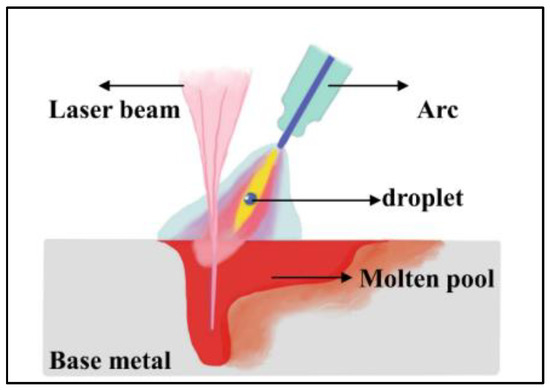
Figure 3.
Schematic diagram of LAHW theory.
In summary, the mutual influence between laser plasma and arc plasma achieves a “1 + 1 > 2” synergistic effect. The mutual interaction mechanism of the laser and arc is that the thermal energy of the arc enhances the use ratio of the laser. The addition of laser exerts a vital effect on stabilizing and inducing the arc, and the mutual attraction of the laser plasma and arc plasma compresses and strengthens the arc.
3. Droplet Transfer Mode
The droplet is liquid metal formed at the tip of the welding wire, transferring to the molten pool during arc welding. The process of the droplet transfer from arc space to the molten pool is called droplet transfer. Droplet transfer exerts a significant role on the stability of the welding process, appearance formation, spatter, and quality of welding joints.
3.1. Short-Circuit Transfer
The droplet at the tip of the welding wire is in short-circuit contact with the molten pool, due to its explosion and strong overheating, and it is directly transferred to the molten pool. Short-circuit transfer generally occurs in the welding process of low voltage and low current. As the arc is small, the droplet that does not detach contacts the molten pool to establish a short-circuit liquid bridge, as shown in Figure 4. Under the action of electromagnetic force and surface tension, the droplet necks down and breaks, completing a short-circuit transfer. The short-circuit transfer is suitable for welding thin plates or when low heat input is required.
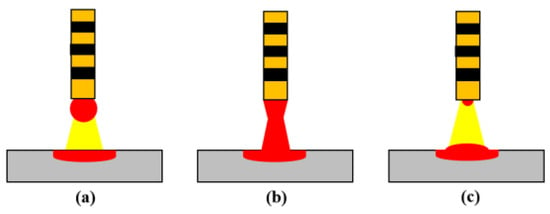
Figure 4.
The schematic diagram of the short-circuit transfer mode:(a) initial stage, (b) process stage, (c) final stage.
3.2. Globular Transfer
When arc length exceeds a certain value, the droplet can detach freely from the tip of the welding wire by influence of the surface tension, as shown in Figure 5. When the forces (gravity, electromagnetic force, etc.) that promote the droplet to fall are greater than the surface tension, the droplet breaks away from the welding wire and transfer freely to the molten pool without short-circuit occurring. The droplet transfer occurs in the welding process with a low welding current and long arc. The droplet does not generate a short-circuit connection with the molten pool. A large droplet (usually larger than the diameter of welding wire) is formed at the tip of the welding wire, which separates from the welding wire and enters into the molten pool under the effect of gravity, thus forming a droplet transfer.
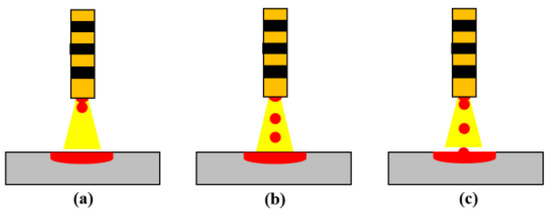
Figure 5.
The schematic diagram of the globular transfer mode: (a) initial stage, (b) process stage, (c) final stage.
3.3. Spray Transfer
Spray transfer refers to the form in which the droplets are fine particles and transfer rapidly though the arc space to the molten pool in a spray state. The droplet size decreases as welding current increases. When arc length is stationary and welding current increases to a certain value, the spray transfer state appears. Spray transfer generally occurs in the arc welding process with a high voltage and current or argon protection. As shown in Figure 6, under the influence of electromagnetic force and plasma flow force, molten droplets are sprayed into the molten pool as small spheres along the axial direction of the welding wire to form spray transfer. The droplet diameter is generally smaller than the welding wire diameter, and transfer frequency is greater than that of globular transfer, so there is almost no phenomenon of short-circuit. Even if short-circuit occurs, the arc does not extinguish, so the spatter is small and the welding process is stable. Spray transfer is characterized by fine droplets, high transfer frequency, and droplets moving towards the molten pool at a high speed along the axial direction of the welding wire, and it has the advantages of a stable arc, small spatter, large penetration, good weld formation, and high production efficiency.
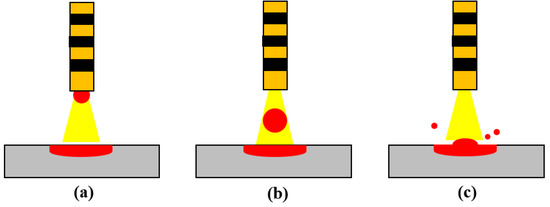
Figure 6.
The schematic diagram of the spray transfer mode: (a) initial stage, (b) process stage, (c) final stage.
The droplet transfer modes are very important to the quality and stability of welding. Generally, spray transfer has better welding stability than short-circuit transfer. The advantage of LAHW is that there is less welding deformation, and the depth of the arc zone increases significantly, which can meet the requirements of the smooth zone of laser transfer. In comparison to individual heat source laser welding, the width of the laser zone at the lower part of the weld is much wider, which plays a great role in improving the welding efficiency, stability, and quality. Therefore, when the laser is added, not only is droplet transfer frequency accelerated, but droplet transfer form is also transformed into a stable spray transfer, which is conducive to improving the weld penetration and stabilizing the welding arc. In the short-circuit mode, droplet transfer is difficult and is deviated from the wire to the laser point. In globular and spray transfer modes, there exists an unstable phenomenon in the droplet transfer and welding voltage.
Through experiment research, it is found that when the droplet transfer mode is dominated by short-circuit transfer or globular transfer, it is easy to cause the relative disturbance of convection in the molten pool, so that the metal static pressure in the liquid state fluctuates greatly and it is difficult to maintain the balance of the keyhole. When the static pressure to maintain the balance changes, the keyhole eventually collapses. Once the keyhole collapses, the inner metal vapor rapidly sprays out, which poses a threat to welding stability. In addition, the droplets with larger globular size also have a greater impact on the weld pool, which has a potential impact on welding. In the process of LAHW, the arc energy, as an important parameter, determines the droplet transfer form, and the laser energy has a decisive influence on droplet transfer frequency. The droplet transfer mode is very important to the quality and stability of welding, and the welding stability of spray transfer is stronger than that of short-circuit transfer.
4. Analysis of Droplet Force
For many years, there has been a short of sufficient consensus on the synergistic influence and physical mechanism of interaction between laser and arc heat sources. In particular, the research on the force behavior of the arc and droplet by laser is slightly insufficient, and the force behavior of the droplet affects the droplet transfer directly during welding process, thus affecting the overall weld formation, surface morphology, and microstructure. Therefore, the force on the droplet is the main factor that affects the droplet transfer. In LAHW, the droplet transfer is related to the quality of welding. The addition of laser changes the arc force field, electromagnetic field, molten pool temperature field, and surface tension, which makes the droplet transfer change in hybrid welding. Hence, it is imperative to research the droplet transfer process in LAHW.
In comparison to the GMAW process, the forces of LAHW are more complex. The traditional GMAW process usually considers four forces: gravity, electromagnetic force, plasma flow force, and surface tension [47]. However, because of the influence of metal vapor flow sprayed by laser keyhole, the type, size, and direction of the droplet changes. In a hybrid welding process, the droplet is accompanied by multiple forces in the process of forming, falling, and entering the molten pool. It is observed in Figure 7 that the main forces on the droplet are gravity (), electromagnetic force (), plasma flow force (), surface tension (), and metal vapor reaction force ().
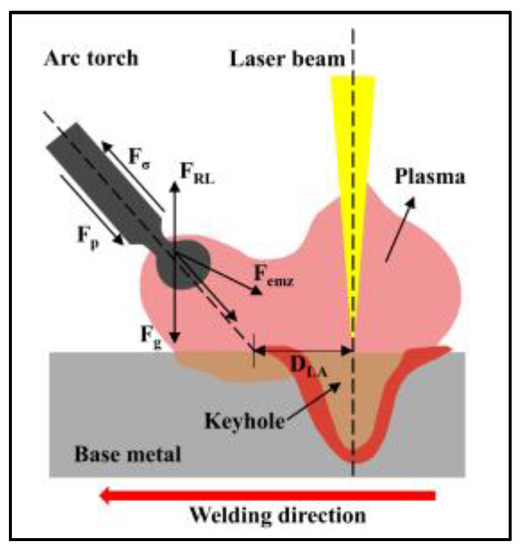
Figure 7.
Schematic diagram of hybrid welding droplet force.
4.1. Gravity
The direction of gravity is always vertical and downward, which is the force that promotes droplet transfer. The formula [48] is shown in Equation (1),
where is droplet radius, is density of droplet, and is acceleration of gravity. When the welding wire material is determined, the density of the droplet does not change, and the gravity of the droplet only increases as the droplet radius increases. It can be observed that the larger size of the droplet, the greater its mass, and the greater the role of gravity in the droplet transfer process.
4.2. Electromagnetic Force
Electromagnetic force is a key force that affects droplet transfer, and it is the macroscopic manifestation of the Lorentz force of the magnetic field to which the electric current on the droplet is subjected. In hybrid welding, the laser keyhole provides a stable cathode spot for the arc. Because of the attraction of the laser to the arc, the contraction force of the arc is deviated towards the keyhole, making the droplet deviate from the axis of the welding wire, leading to an intersection angle between the direction of the electromagnetic contraction force above the droplet and the axis of the welding wire. The size of this angle has a close connection with parameters, including laser-to-arc distance. The formula [49] is shown in Equation (2),
where is droplet radius, is welding wire radius, φ is arc root angle, is welding current, and is magnetic conductivity coefficient. The size and direction of the electromagnetic force also change in the LAHW process.
4.3. Plasma Flow Force
The plasma flow force is the force to accelerate the droplet transfer. The plasma force on the droplet is caused though the drag of the plasma flow caused by the intrusion of droplet into the fluid. It plays an important role in droplet transfer. The plasma flow in the arc moves at a high speed from the tip of the welding wire to the molten pool, so the droplet is influenced by the plasma flow, which has a vital impact on droplet separation and movement after separation. The formula [50] is shown in Equation (3),
where is plasma velocity, is plasma density, and is plasma flow coefficient. The area has a connection with the droplet radius, and force increases as the droplet radius and plasma velocity increase. The plasma flow force also promotes droplet transfer.
4.4. Surface Tension
The surface tension of the droplet is tension along with the surface boundary, caused by the unbalanced molecular gravity of the droplet surface layer. The role of the surface tension is to promote molten metal to adhere to the tip of the wire, and hinder droplet transfer. The formula [51] is shown in Equation (4),
where is welding wire radius, and is surface tension coefficient. Because the surface tension coefficient has a close connection with the temperature, when temperature rises, the surface tension coefficient is reduced, so the size of the droplet is also reduced. In LAHW process, because of the influence of the laser, the arc temperature rises, and the droplet is wrapped in the plasma, so it is beneficial to droplet transfer, which eventually causes the increase in droplet transfer frequency.
4.5. Metal Vapor Reaction Force
In LAHW, the addition of laser generates a keyhole effect. When the laser heat input casts on the base metal surface, solid metal is rapidly heated, melted, vaporized, formed into a keyhole, and sprays out a great deal of metallic vapor, forming a high-speed gas flow, and the metal vapor hinders the droplet transfer. A mass of metal vapor is sprayed form the keyhole, thus the droplet is subjected to vertical reaction force. The stronger the incident laser energy, the higher the temperature of the molten body, caused by the laser energy absorbed for the material surface, and the stronger reaction force of the metal vapor. The formula [51] is shown in Equation (5),
where is projected area of the droplet which is perpendicular to flow direction, is metal stream eruption speed, and is metal vapor density.
In conclusion, through the droplet transfer under the joint action of laser plasma and arc plasma, the complex force state of the droplet and generation and the action principle of the force source in the LAHW process are deeply investigated. The metal on the top of the welding wire is heated and melted under heat source action to form droplets, which fall off from the end of the solder wire at a certain time under the influence of all kinds of forces. The completion of droplet transfer is due to the insufficient force to maintain the droplet, such as surface tension, so that the droplet can continue to adhere to the tip of the welding wire. The SFBM is to compare the resultant force that promotes the droplet transfer with resultant force that hinders the droplet transfer, such as surface tension. When the resultant force that promotes the droplet transfer, along the axis of the wire, is larger than the resultant force that hinders droplet transfer, such as surface tension, the droplet separates from the end of wire. It can be found that, on the one hand, the laser changes the size and direction of the arc force. Because a large amount of metal vapor jet flow is generated during the violent gasification of materials in the laser welding process, a huge reaction force is formed above the droplet, hindering the droplet transfer behavior. On the other hand, since the plasma generated by laser welding changes the formation path of the original inert gas metal arc welding plasma, the arc plasma absorbs the energy of the laser passing through the arc, and the metallic vapor generated though the laser also has a thermal radiation effect on the droplet, which promotes droplet transfer. Therefore, the droplet transfer of LAHW is the result of this comprehensive effect.
5. The Characteristic of Droplet Transfer Behavior
In the process of LAHW, there are many factors affecting droplet transfer. As shown in Figure 8, this review will concentrate on the influence of four aspects of droplet transfer, including laser-to-arc distance, heat source leading mode, shielding gas composition, and laser power.
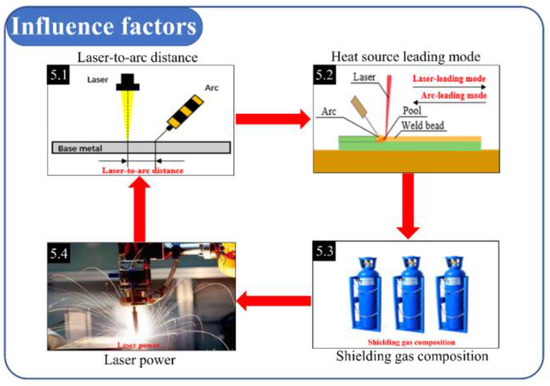
Figure 8.
The main factors affecting droplet transfer.
5.1. The Laser-to-Arc Distance
The welding parameters affect the weld morphology, microstructure, mechanical properties, and welding quality of the joint. Laser-to-arc distance (DLA) is the key factor to determine whether the laser and arc heat sources can be coupled optimally. DLA refers to the linear distance from the center of the laser spot to the point where the welding wire is perpendicular to the plate. As shown in Figure 9, the size of the DLA determines whether the laser and the arc form a molten pool together. It also has an impact on the coupling effect of the two heat sources. It is one of the pivotal parameters in LAHW, and exerts a significant influence on the cooperation effect of the two heat sources. Many scholars have carried out basic research on the heat source interaction in LAHW. Three influential aspects are summarized in Table 1.
Firstly, the DLA has a vital influence on the penetration depth of LAHW. Jokinen and Karhu [52] utilized the LAHW method to weld austenitic steel plates with the thickness of 20 mm, and suggested that the main factor to achieve good welding was the DLA. Song et al. [53] studied the overlap weldability of an AZ31B Mg alloy sheet utilizing the hybrid welding process, considering the DLA as the main factor affecting the penetration depth. Liu et al. [54] found that, with increase in DLA, the penetration depth of welding increased firstly and then decreased. This showed that, as arc current increased, the horizontal distance between the deepest surface of the molten pool and the TIG electrode increased. For the sake of ensuring the synergistic effect in the molten pool, the arc electrode was often close to the laser beam. However, if the DLA was too small, the laser energy would be lost and the penetration depth would be reduced [36]. In the LAHW process, when the coupling distance of laser-to-arc was small, the arc would perturb the stability of the keyhole, and the laser would interfere with the stability of droplet transfer [12]. The laser beam shined on the splashed droplet, which hindered the laser beam irradiation, resulting in shallow penetration of the weld [55,56].

Table 1.
Three influential aspects about DLA in this review.
Table 1.
Three influential aspects about DLA in this review.
| No. | Influence Aspects | Laser Power | Author | Year/Ref. |
|---|---|---|---|---|
| 1 | Penetration depth | 0.4 kW | Song | 2006/[53] |
| 0.4 kW | Liu | 2012/[54] | ||
| 2 | Process stability | 3.5–5.5 kW | M. Moradi | 2013/[57] |
| 5–8 kW | Atabaki | 2018/[58] | ||
| 4 kW | L. Liu | 2018/[59] | ||
| 2 kW | S. Liu | 2012/[49] | ||
| 5 kW | S. Zhang | 2020/[60] | ||
| 3 | Transfer mode and frequency | 4 kW | W. Liu | 2014/[29] |
| 3 kW | G. Campana | 2007/[61] | ||
| 2 kW | S. Liu | 2011/[49] | ||
| 2 kW | H. Huang | 2021/[62] | ||
| ≥8 kW | J. Zhou | 2008/[41] |

Figure 9.
The schematic diagram of the burn-through [59]. Reprinted with permission from [59] 2018 Elsevier.
Figure 9.
The schematic diagram of the burn-through [59]. Reprinted with permission from [59] 2018 Elsevier.

Secondly, the DLA also exerts an important effect on the stability of hybrid welding. Moradi et al. [57] proposed that a short DLA would make laser-arc hybrid welding unstable, because the droplet directly interacted with the keyhole, resulting in extra flow fluctuations. Atabaki et al. [58] reported that in the process of welding high-strength quenched and tempered steel, the DLA played an important role in keyhole stability. By monitoring the welding process, less plasma plume led to higher molten pool stability in comparison to the arc-leading mode. Liu et al. [59] studied the influence of different DLAs on process stability and burn-through defects by HIS and spectrometer, and considered that the DLA influenced keyhole behavior, induction efficiency, and burn-though defects. As shown in Figure 9, continuous burn-through defects occurred in coupling conditions, while local burn-through defects occurred when the DLA was same as the arc length. Liu et al. [49] researched droplet transfer modes and formation processes in hybrid welding, considering that it was beneficial to the stability of the hybrid welding process. High-speed photography was utilized to understand the weld cross-section morphology. When DLA was within the range of 2 mm to 5 mm, the process was stable. Zhang et al. [60] suggested that the DLA had a crucial impact on the stability and defects of the process. In addition, it can be seen from the research report that the DLA played a significant role in commanding the welding state in hybrid welding. Under the situation of constant heat input energy, different heat source states could be obtained by changing the DLA. Therefore, stability of the molten pool could be improved by adjusting the DLA to control the state of the heat source with effect.
Finally, the DLA is of great importance to the mode and frequency of droplet transfer. Liu et al. [29] studied the synergistic effect of laser and arc in LAHW. When the D LA was set to be small, because of a strong synergistic effect, the reduction of welding voltage and welding current caused the transfer mode to change from spray transfer mode to globular transfer mode. Campana et al. [61] considered that the DLA must be kept at 2–3 mm in their research of hybrid welding, avoid the disorder of the molten pool and the instability of the keyhole. At the same time, the synergistic influence of the hybrid heat sources can be realized. The transfer mode of the droplet was very important to the stability and repeatability of the welding process, so pulse transfer and spray transfer modes were preferred. Liu et al. [49] investigated droplet transfer modes and weld formation processes in LAHW. The DLA exerted a great impact on arc characteristics, droplet transfer mode, and final weld geometry. With the increase in DLA and when the DLA was smaller than the arc plasma radius, the weld geometry altered from “cocktail cup” to “cone”, droplet transfer frequency in the welding process increased, and the transfer mode altered from globular transfer to spray transfer. Huang et al. [62] utilized hybrid welding to connect 3 mm low-alloy high-strength steel. The results suggested that the change in the DLA could optimize the weld formation. When the DLA was 0 mm, droplet transfer frequency was the fastest, and droplet transfer mode was a mixture of short-circuit transfer and liquid bridge transfer. When the optimal process parameter of DLA was 0.5 mm, the weld penetration value was best. Zhou [41] studied the complex transmission phenomenon in the keyhole of hybrid welding through the developed mathematical model and related numerical technology. It could be seen that the dynamics of the molten pool, cooling rate, and weld morphology were hugely impacted though droplet impact process in LAHW, and it stressed that the homogeneity of weld composition was influenced by the competition between the rate of mixing and the rate of solidification.
Zhang et al. [60] analyzed the influence of the DLA on the heat source coupling effect of laser-MAG welding in the alloy steel. When the DLA was 0 mm, the droplet transfer and laser keyhole were extremely unstable, as shown in Figure 10. On the one hand, the arc was located on the laser transmission path, which had a strong shielding effect on the laser energy. In the meanwhile, the laser may irradiate the droplet, further increasing the energy loss, and greatly reducing the stability of the keyhole while generating a large number of spatters. On the other hand, the droplet was very close to the keyhole, and metal vapor reaction force was very strong, leading to unstable droplet transfer. When the DLA was within 2–4 mm, the heat source coupling effect was good, and the laser played a role in compressing and stabilizing the arc. In the meantime, the arc captured some metal vapor, which weakened the shielding effect of laser-induced plasma and increased laser transmission efficiency, and droplet transfer was more stable. When the DLA exceeded 6 mm, the heat source coupling effect weakened rapidly. At this time, the arc may still be attracted by the keyhole, but the molten pool was lengthened, and the arc would conduct electricity by lowering the liquid metal, causing the arc to fluctuate violently and the process to be unstable.
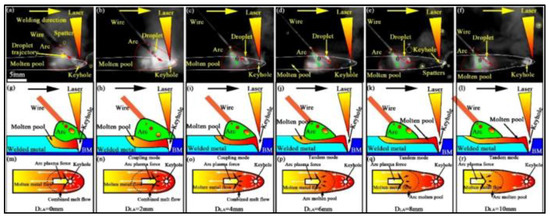
Figure 10.
Influence of DLA on heat source coupling effect. (a–f): high-speed image analysis; (g–l): corresponding mechanisms from cross-section view; (m–r): corresponding mechanisms from top-side view [60]. Reprinted with permission from [60] 2020 Elsevier.
The stability of LAHW relies on droplet transfer mode [63]. In LAHW, droplet transfer plays an important role in deciding arc stability. When the welding current is small or the arc length is short, the droplets do not separate until they contact the molten pool, leading to short-circuit transfer and explosion. In low-current LAHW, the laser can provide extra heating input for the workpiece, so as not to explode in flight. Researchers have carried out much research on LAHW, including the coupling of laser welding process and arc welding process.
5.2. The Heat Source Leading Mode
The location of laser and arc heat sources in the welding direction has a vital influence in LAHW. There are two leading configurations, namely, laser-leading mode [64,65] and arc-leading mode [47,49,61,66], which have a significant impact on welding process, weld geometry, and formation of welding defects [54,59,67]. The different relative positions of the laser and arc have a vital impact on the surface formation and internal performance of the weld. Figure 11 shows the schematic diagram of heat source location. The advantages of different heat source-leading modes are summarized in Table 2.
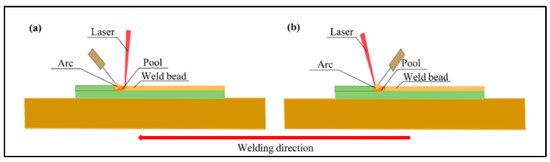
Figure 11.
The schematic diagram of heat source position: (a) Laser after the arc; (b) Laser before the arc.
Table 2.
The advantages of different heat source-leading modes in this review.
Some researchers believed that laser-leading mode was superior to arc-leading mode. When the position of the laser is used for welding before the arc, the laser energy can preheat the workpiece, enhance the fluidity of the molten pool, and make the liquid molten pool easier to spread around. Casalino et al. [68] utilized the laser-leading and arc-leading hybrid welding to weld aluminum alloys, and proposed that the laser-leading mode provided a more solid weld and better penetration depth. The results suggested that the laser-leading mode generated optimal penetration depth and a more complete weld, and it was considered that the laser-leading mode was more convenient than the arc-leading mode. Therefore, under the same welding process parameters, laser-leading mode could achieve greater penetration depth than arc-leading mode. This was because when the position of the laser was before the arc, the laser acted on the front of the molten pool, which was conducive to the formation of greater penetration depth. Huang et al. [69] welded Al alloy in different leading modes in LAHW. The results suggested that a relatively stable arc, low porosity, and good weld appearance were achieved in laser-leading mode, as shown in Figure 12. In addition, in the laser-leading mode, the formation of pores could be effectively suppressed, because there was almost no air in the molten pool, and keyhole was not easy to collapse, so bubbles could easily escape from the molten pool without delay. Zhang et al. [70] utilized LAHW to weld steel to study the influence of leading mode on plasma and metal transfer. The results manifested that the laser-leading mode decreased the arc plasma resistance, as shown in Figure 13. For the identical pulse duration, the transfer mode was spray transfer under the laser-leading mode. Because of the low arc resistance and spray transfer mode, the laser-leading mode provided a stable process. Miao [71] studied LAHW of A7N01 Al alloy with an X-ray device, and observed that dark gray weld morphology occurred under arc-leading mode, while bright and clear weld morphology was presented under laser-leading mode. Cao et al. [72] welded HSLA-65 steel with a thickness of 65 mm. As shown in Figure 14, they proposed that when the position of the laser was before the arc, they achieved better weld quality. They believed that, in comparison to the arc-leading mode, laser-leading mode could form a higher quality weld, because there were fewer filler and pore defects at the bottom. When the heat source mode was laser-leading, the laser energy could preheat the workpiece, improve the fluidity of the arc welding molten pool, and make the liquid molten pool easier to spread around, so the weld width is larger. Zhao [73] used the LAHW method to weld 11 mm SM490A steel. It could be seen that molten metal moved inward during laser-leading mode, improving the uniformity of the weld metal, while the molten metal moved outward during arc-leading mode. It can be seen form the above discussion that huge coupling effects between laser and arc affected the welding thermal cycle and flow of the molten pool in LAHW, thus affecting the microstructure of welding joints.
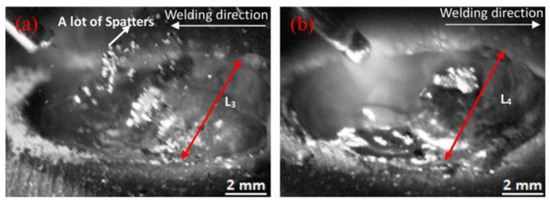
Figure 12.
The dynamic behavior of weld pools: (a) ALHW; (b) LAHW [69]. Reprinted with permission from [69] 2018 Elsevier.
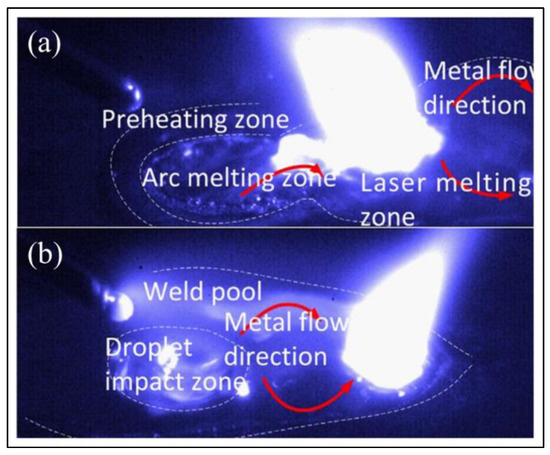
Figure 13.
The information of weld pool: (a) arc leading mode; (b) laser leading mode [70]. Reprinted with permission from [70] 2014 Elsevier.
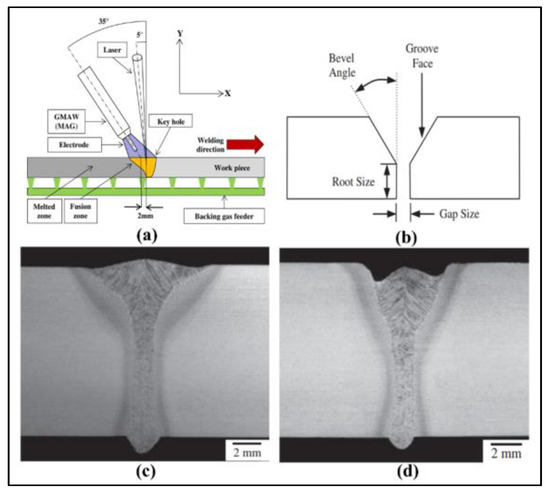
Figure 14.
(a) LAHW system with laser leading mode; (b) Schematic of groove shape; (c) Laser-leading HLAW with joint gaps at a root size of 2 mm; (d) MAG-leading HLAW with gaps at a root size of 2 mm [72]. Reprinted with permission from [72] 2016 Elsevier.
Other researchers considered that the arc-leading mode was superior to the laser-leading mode. When the position of arc is used for welding before the laser, the heating of the arc enhances the use rate of the laser. The addition of laser plays a crucial role in stabilizing and inducing the arc. The mutual attraction of the laser plasma and arc plasma makes the arc compressed and strengthened. The laser always irradiates the molten pool of liquid metal, and the absorption rate of the liquid metal with the laser is far greater than that of solid metal, so effective laser energy for welding and welding penetration depth can naturally increase. Liu et al. [74] studied the leading mode of welding integrity. The results proposed that, in the arc-leading mode, there was superior weld geometry and a better grain size of the joint in the heat-affected zone than that of laser-leading mode. The ALHW (arc-laser hybrid welding) joint had better weld morphology and a more uniform lath martensite structure, while the LAHW (laser-arc hybrid welding) joint had an asymmetrical lath martensite and austenite structure. Li et al. [75] also applied the method of changing the location of the heat source to research the effect of the location of the heat source on droplet transfer in the LAHW process, as shown in Figure 15. Compared with the ultra-high-power laser-leading mode, the ultra-high-power arc-leading mode had formed steady arc characteristics and molten pool flow, and the angle between the droplet radius and conductive surface produced a greater force to promote the separation of the molten droplets, improving welding process stability. Zhang et al. [60] studied the influence of arc morphology and droplet transfer under different heat source modes. The comprehensive comparison of weld morphology suggested that the arc-leading mode was superior to the laser-leading mode.
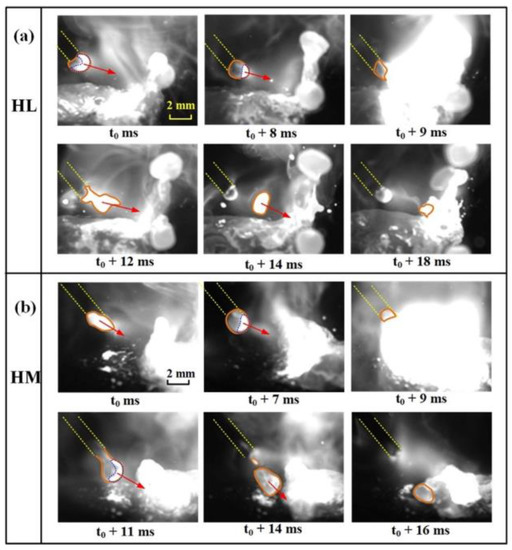
Figure 15.
The influence of different heat source-leading modes in the welding process: (a) HL mode, (b) HM mode [75]. Reprinted with permission from [75] 2022 Elsevier.
The welding process is affected not only by the different positions of the laser and arc, but also by the different DLAs. In LAHW, the thermal radiation effect of the laser plasma on the droplet and the absorption effect of the laser plasma on the arc change the shape of the arc and the corresponding stress state of the droplet, which changes the droplet transfer process. For different welding currents, there is an optimal DLA. Under the optimal DLA, the droplet transfer mode is a single stable spray transfer, and the weld formation is good. Bunaziv et al. [76] proposed that increasing the DLA could optimize the melt flow state in the arc-leading mode. However, in the laser-leading mode, the small DLA was preferred, since the excessive DLA would reduce the previous laser–arc hybrid welding effect. Bunaziv [36] utilized a hybrid welding method to weld 5083 aluminum alloy with a thickness of 5 mm. He proposed that, under the arc-leading mode, the porosity decreased as the DLA increased, while under the laser-leading mode, the situation was opposite. Liu et al. [77] studied DC LAHW in the arc-leading mode. They found that with the increase in DLA, the droplet transfer mode shifted from globular transfer to spray transfer. The difference between the heat source positions of the two processes has a direct impact on the thermal phenomenon of LAHW.
Combined with the changes in plasma shape, electron temperature, and electron density, the laser-arc coupling mechanism of two heat source sequences is different under different laser power. When the heat source is in laser-leading mode, due to the energy density of the laser and the formation of a molten pool prior to the arc, a large number of dispersed electrons are generated, making the plasma shape more divergent. With the continuous increase laser power, the evaporation of molten metal in the molten pool on the surface of the base metal is enhanced, the ionization of metal particles is enhanced, the volume of plasma expands, the electron temperature increases, and electron density increases. When the heat source is in arc-leading mode, laser energy density is small, and there are fewer electrons generated in the welding process. When laser is added, the electrons that maintain the arc are mainly provided by the laser keyhole. In the process of laser-leading mode, due to the lack of preheating effect of the arc, the corresponding laser-induced plasma absorbs more energy and generates higher electron temperature, and the plasma morphology is more divergent. The electron density of the divergent plasma is smaller. When laser power is small, the coupling process is dominated by the arc. With the increase in laser power, the plasma electron density increases, the electron temperature increases, the keyhole effect of the laser is suppressed, and the weld penetration decreases. In the LAHW process, heat source mode has a direct impact on plasma characteristics, the dynamic behavior of the droplet and molten pool, and temperature field, thus affecting the welding process and welding quality. Under different heat source positions, the droplet transfer and transfer frequency in LAHW are very significant.
5.3. The Shielding Gas Composition
In LAHW, the energy absorption of the materials is related to the energy density of the heat source, the thermal conductivity of the materials, hot melting, and other physical properties. The absorptivity of the materials to the arc is affected by electronic circle-circuit, shielding gas, material characteristics, etc. The absorption of laser energy is mainly affected by laser wavelength, workpiece surface state, joint shape, plasma morphology, and properties above the molten pool. Shielding gas is a very important welding parameter. Whether in single laser welding or arc welding, it must be considered that it has an important impact on the joint quality. The advantages of different shielding gases are summarized in this review in Table 3. In laser welding, shielding gas is an effective means to eliminate the plasma shielding effect, improve process stability, and realize deep penetration welding. In arc welding, shielding gas is the key factor to achieve stable arc combustion and determine the arc column heat distribution and droplet transfer mode. Shielding gas is also important for LAHW with two integrated processes. Basic chemical and physical properties of the gases commonly used in LAHW are summarized in Table 4.
Compared with GMAW, the physical process of LAHW is complicated, because mutual influence between the arc and laser-induced plasma affects the arc and droplet transfer mode stability. In LAHW, shielding gas exerts an impact on improving the weld quality [78,79]. For the sake of obtaining better process stability and appearance of the weld, it is necessary to comprehend the interaction of the shielding gas and its influence on droplet transfer. Zhu et al. [80] reported droplet transfer behavior in LAHW under shielding gas, as shown in Figure 16. The results suggested that, when the shielding gas was pure Ar, Ar + 30% He, and Ar + 50% He, the droplet transfer mode was rotary spray transfer. When the shielding gas was Ar + 30% He, the transfer behavior was best. When the shielding gas was pure He, the transfer mode shifted from rotary spray transfer to large globular transfer, which not only decreased stability of the welding state, but also weakened uniformity of weld metal. Therefore, the hybrid influence between laser and arc was improved by adding 30% He, and the matched degree between rotary spray transfer and arc pulse period was improved. When Ar and He were used as shielding gases, their advantages and disadvantages were different. The combination of them made full use of the advantages of “1 + 1 > 2”. When Ar is used as shielding gas, the arc is stable, and the density of Ar is higher than air, so the protection effect is good, but there are many porosities in the weld. When He is used as a shielding gas, the porosity of the weld is low, but the arc stability is poor. The He-Ar mixture gas has the following advantages: stabilizing the arc, increasing the welding speed, increasing the penetration, and reducing the porosity.
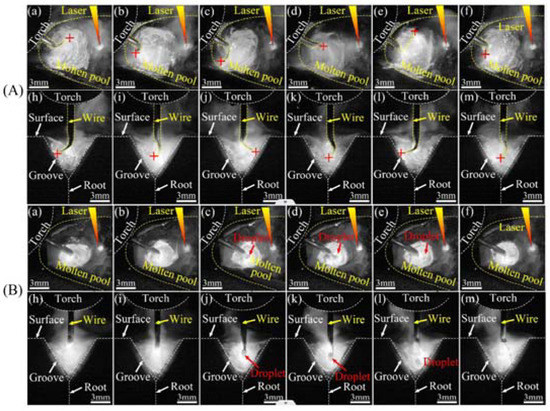
Figure 16.
Droplet transfer with different shielding gas: Ar + 30% He (A): high-speed images in vertical (a–f) and horizontal (h–m) view and pure He (B): high-speed images in vertical (a–f) and horizontal (h–m) view [80]. Reprinted with permission from [80] 2022 Elsevier.
Similarly, Campana [61] discussed the influence of the transfer mode of a CO2 laser-MIG hybrid welding process on the weld morphology under a 40% Ar, 57% He, and 3% O2 ternary shielding gas. They believed that, in the LAHW process, though the harmonious control of the laser and MIG arc, there must be a distance of 2–3 mm to avoid the disturbance of the welding pool and holes, and the focal point of the laser should be in a negative defocusing state. The transfer mode of the droplet directly influenced the weld quality, and the pulse or spray transfer mode was better than the short-circuit transfer mode. Cai et al. [81] proved that instability of the shielding gas and high gas flow rate in laser-arc hybrid welding could lead to precarious droplet transfer behavior with spatter. Pan et al. [82] suggested, in comparison, the impact of 20% CO2 + Ar and 100% CO2 utilized as a shielding gas on defects of welding joints. The results showed that the spatter could be significantly reduced by optimizing the composition of the shielding gas to control the transfer mode. Zhang et al. [83] investigated the influence of CO2 content on droplet transfer during LAHW. The increase in CO2 content enhanced the synergistic effect. The laser energy density continuously increased, and the penetration depth became deep. When CO2 content was low (5% CO2 + Ar), the welding state was fluctuant with spatter, and transfer mode was spray transfer. When CO2 content was high (15% CO2 + Ar), the welding state was not fluctuant, the spatter was small, and transfer mode was spray transfer.
Table 3.
The advantages of different shielding gases in this review.
Table 3.
The advantages of different shielding gases in this review.
| Shielding Gas Type | Advantages | Year/Ref. |
|---|---|---|
| Ar + 30% He | best transfer behavior and welding process stability | 2021/[80] |
| 40% Ar, 57% He, and 3% O2 | achieving better spray transfer mode | 2007/[61] |
| 20% CO2 + Ar and 100% CO2 | reducing spatters | 2016/[82] |
| CO2 content | enhancing synergistic effect of laser and arc | 2019/[83] |
| 50% He | reducing pore defects | 2018/[84] |
| O2 + Ar mixture gas | increasing penetration depth | 2006/[85] |
| He-Ar mixture gas | achieving full penetration depth | 2006/[65] |
Table 4.
Basic chemical and physical properties of the gases commonly used in LAHW.
Table 4.
Basic chemical and physical properties of the gases commonly used in LAHW.
| Type of Gas | Content in the Air/% | Boiling Point at 1.013 × 105 Pa/℃ | Density at 15℃, 1 × 105 Pa/(kg/m3) | Atomic Weight and Mean Molecular Weight Reps | Chemical Activity |
|---|---|---|---|---|---|
| Ar | 0.934 | −185.9 | 1.669 | 39.948 | Inert |
| He | 5.2 × 10−6 | −268.9 | 0.167 | 4.002 | Inert |
| H2 | 0.5 × 10−6 | −252.9 | 0.085 | 2.016 | Reducing |
| O2 | 20.946 | −183.0 | 1.337 | 31.998 | Oxidizing |
| CO2 | 0.033 | −78.5 | 1.849 | 44.011 | Oxidizing |
Continuous optimization of shielding gas can enhance the stability of welding joints and process stability. The shielding gas not only influences the welding line morphology, welding defects and alloy composition of laser-arc hybrid welding, but also has an important impact on the mechanical properties of the weld. Different kinds of shielding gas and volume fractions of the shielding gas can not only improve weld penetration, but also improve welding defects. Cai et al. [84] reported the influence of Helium content within shielding gas on porosity defects. The results suggested that the penetration depth increased and the pore defects were obviously reduced when 50% He was added. Naito et al. [85] found that in the process of LAHW, when O2 was added into the Ar shielding gas, the penetration depth was increased slightly, which might be due to the melt flow caused by the inward surface tension. Gao et al. [65] proposed that full penetration depth could be achieved when He content in He-Ar mixture shielding gas is more than 50% during hybrid welding. Due to the indispensable role of shielding gas, Kah [79] elaborated on the importance of shielding gas on the experiment research. Tani et al. [86] studied the influence of shielding gas in LAHW, and observed that higher He content and gas flow rate in the mixture of shielding gas would gradually lead to unstable an arc. When He content increased to 30%, the plasma formation was restricted and the absorption of laser power was decreased. When the content of He exceeded 40%, the welding process was not stable, and the weld formation was not significantly improved. They also pointed out that high-density gas was a fine opportunity for a good protection effect, rather than enhancing gas flow rate to a greater level [87]. Yang et al. [88] reported that when the gas flow was too large, the process stability of MIG welding was worse than that of LAHW, and the gas flow force hindered the droplet transfer. Increasing shielding gas flow cannot significantly change the shielding gas flow mode in the primary welding region, while high gas flow rate can expand the region with a high Ar concentration, which was conducive to the spread of molten metal and reduced weld oxidation, as shown in Figure 17. Fellman and Kujanp [14] utilized different proportions of He, Ar, and CO2 gas to weld I-type and T-type butt joints. They proposed that the change in shielding gas CO2 affected droplet transfer and arc stability. The optimal result was obtained when shielding gas was Ar + 40%–50% He and Ar + 2%–5% CO2. Gao, Zeng [89], and Tani [86] et al. also obtained similar results.
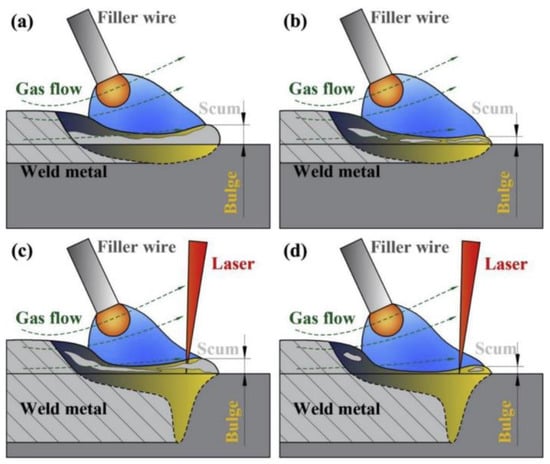
Figure 17.
Schematic diagrams of molten pool: (a) MIG (2.1 m/s), (b) MIG (6.4 m/s), (c) LAHW (2.1 m/s), (d) LAHW (6.4 m/s) [88]. Reprinted with permission from [88] 2019 Elsevier.
Whether laser welding or arc welding, shielding gas is the vital factor affecting the process characteristics. In laser welding, especially CO2 laser welding, shielding gas is an effective means to eliminate the plasma shielding effect, improve process stability, and realize deep penetration welding. In arc welding, shielding gas is the vital factor to achieve stable arc combustion and determine the arc column heat distribution and droplet transfer mode. Moreover, for the welding pool, shielding gas is a necessary means to prevent the oxidation or pollution of the high-temperature welding pool. Therefore, the shielding gas is also important for laser-arc hybrid welding, which integrates two processes. How to choose the suitable shielding gas parameters is a necessary premise for the research of LAHW.
In solid laser LAHW, because the defocusing shielding effect of laser-induced plasma on the laser beam is very small, the stable process and good hybrid effect can be obtained by using pure Ar as the shielding gas. In CO2 LAHW, because of the strong plasma shielding effect, it is necessary to use He to obtain good hybrid welding effect. However, He is not good for arc stability, especially for droplet transfer, and is expensive. Therefore, He-Ar mixture gas is usually used in CO2 LAHW. In the research of the hybrid welding of low carbon steel and stainless steel, adding a small amount of CO2 and O2 and using He-Ar-O2 or He-Ar-CO2 ternary mixed gas was also shown to improve the stability of CO2 LAHW to a certain extent and reduce welding spatter, as shown in Figure 18. The research shows that the volume fraction of He must be higher than 30% for both binary and ternary gas mixtures to ensure effective suppression of the laser-induced plasma shielding effect, and enhance the synergy between the two heat sources and produce greater welding penetration. However, once the plasma shielding effect is effectively suppressed, increasing the He or CO2 content does not significantly help increase the welding penetration, but leads to a decline in process stability and an increase in welding spatter.
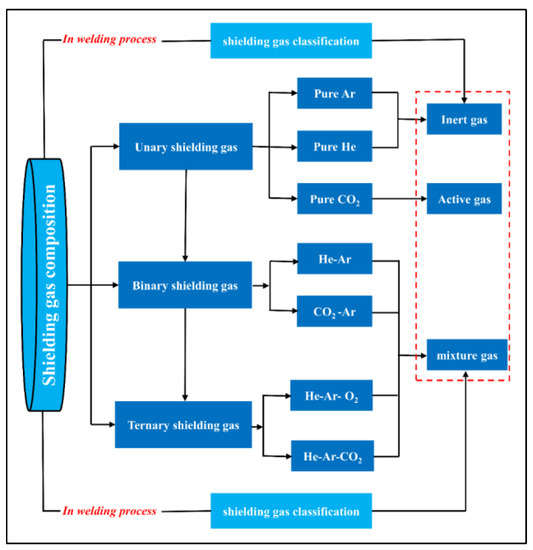
Figure 18.
The flow chart of different shielding gases.
It is generally believed that in order to achieve stable and efficient hybrid welding, the shielding gas needs to meet the following principles: (1) The gas composition is inert for welding materials, but some active gases can be added to improve the arc stability and weld formation. (2) The gas flow can eliminate the shielding effect of laser-induced plasma without blowing away the liquid molten pool. (3) The shielding gas should have high ionization energy so as to inhibit the expansion of plasma and obtain sufficient welding penetration. It is difficult for a single gas to meet the above requirements to enhance the stability of hybrid welding process and increase welding penetration in the meantime. Therefore, according to the characteristics of the laser, arc type, and welding materials, there are great differences in the selection of shielding gas composition and related parameters.
5.4. The Laser Power
Since the addition of laser to GMAW welding causes changes in the arc morphology and molten pool morphology, resulting in changes in the arc force, electromagnetic field, and surface tension of the molten pool, the changes in these factors lead directly to changes in the droplet transfer characteristics. Many experiment scholars have paid close attention to the droplet behavior of LAHW, integrating the deep penetration advantage of laser welding and bridging the gap of arc welding. It can be found that droplet behavior is related to laser-induced plasma. Droplet transfer mode is relevant for processing parameters, including laser power [77], laser-to-arc distance [49,90], shielding gas [86], etc.
5.4.1. The Addition of Laser
In recent years, domestic and overseas researchers have concentrated on the analysis and discussion of laser-arc droplet transfer, welding process characteristics, and the mechanism of effect in hybrid welding. Researchers have discovered that laser can increase the stability of the arc. However, it is still controversial whether the role of the laser is to hinder or promote droplet transfer. As shown in Figure 19, the effect of the laser on droplet transfer in LAHW is summarized in this review.
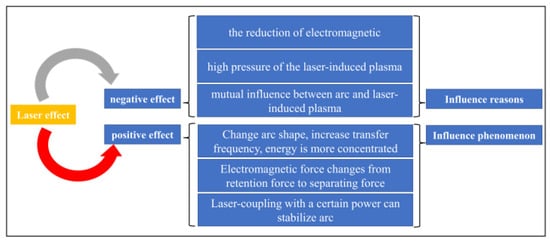
Figure 19.
The effect of laser on droplet transfer in LAHW.
Regarding the influence of laser on droplet transfer, some scholars considered that laser can hinder droplet transfer in hybrid welding. Sugino et al. [91] found that the laser hindered the droplet transfer because of the reduction in electromagnetic force. Fellman et al. [92] studied the droplet transfer behavior in LAHW. They considered that the high pressure of the laser-induced plasma prevented droplet transfer. The droplet would rotate around the tip of the welding wire before transferring to the molten pool. Liu et al. [49] found that, in comparison to arc welding, in globular transfer mode, mutual influence between arc plasma and laser-induced plasma in LAHW hindered droplet transfer, and the separation speed and transfer frequency decreased. The laser-induced plasma was generated by the addition of laser, which increased the plasma concentration on the surface of the workpiece, and the arc was attracted by plasma, thus changing the arc shape, thereby altering the pressure difference between the upper and lower surfaces of the droplet, so that the droplet close to the surface of the molten pool merged, and transfer frequency slowed down.
However, some other scholars believe that laser can promote droplet transfer in LAHW. Ono et al. [93] utilized 3 kW laser power and a current of 100 A in LAHW. They found that the voltage waveform was more stable after the addition of laser. The droplet transfer frequency was increased nearly four times, compared with arc welding. The author thought that the laser plasma could change the arc shape, and its discharge area was within the range of about 1 mm of the laser spot, so that the arc was compressed, energy was more concentrated, and volume was smaller. Gao et al. [94] also concluded that, in comparison to arc welding, as shown in Figure 20, in the large globular transfer mode of hybrid welding, the number and density of plasma increased in LAHW, which changed arc morphology, increased the area of anode spots on the droplet surface, and changed the direction of the ionization force. Therefore, the laser could promote the droplet transfer. In LAHW, due to the addition of laser, the electromagnetic force in arc welding changed from retention force to separating force. At the same time, the increase in arc plasma density increased the size of the ionization force. Therefore, the role of laser promoted the frequency of droplet transfer. Zhang et al. [95] compared the droplet transfer of MIG welding and laser-MIG hybrid welding. The results suggested that laser-coupling with a certain power can stabilize the arc, reduce the arc fluctuation, and reduce the possibility of the droplet flying out of the molten pool to form the spatter, as shown in Figure 21. Through researching droplet transfer frequency in the welding progress, it could be seen that laser generated a lot of thermal radiation in metal plasma, which promoted the droplet transfer. Meanwhile, because of the attraction force of the laser plasma on the droplet and the metal vapor reaction force on the droplet, the transfer mode and frequency of the droplet changed [77].
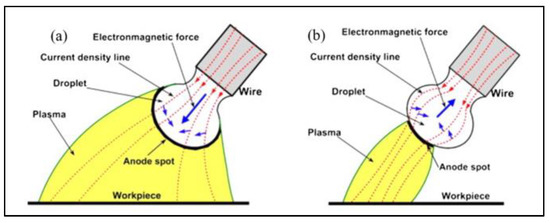
Figure 20.
Variation of electromagnetic force and current density line distribution with plasma state: (a) MIG welding; (b) Laser-MIG hybrid welding [94]. Reprinted with permission from [94] 2012 Elsevier.
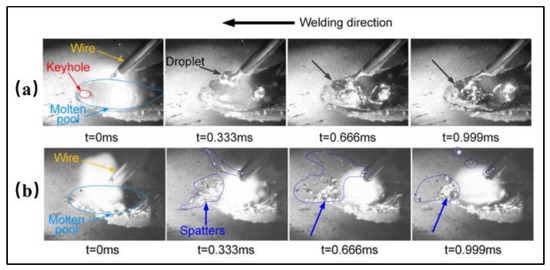
Figure 21.
Droplet transfer behavior of aluminum alloy welding: (a) Laser–arc hybrid welding; (b) Arc welding [95]. Reprinted with permission from [95] 2019 Elsevier.
From the above research, it could be found that numerous research focuses on the influence of CO2 and a YAG laser on droplet transfer behavior in short-circuit and globular transfer modes, but the influence of the laser on the droplet is controversial. In fact, compared with a CO2 laser, a fiber laser can improve photo-electric efficiency and retain the advantages of a YAG laser in aspects of reliability [96,97,98,99]. This has been applied far and wide in LAHW [100,101,102,103]. However, the effect of a fiber laser on droplet behavior in short-circuiting, globular, and spray modes is still indistinct. Cai et al. [104] reported on the impact of laser on droplet transfer behavior in the three transfer modes. As shown in Figure 22, compared with arc welding, it could be found that droplet transfer frequency and the position of the falling point of the three transfer modes in hybrid welding had changed. The results suggested that the addition of laser improved the transfer frequency of short-circuit transfer and droplet transfer modes, but hindered droplet transfer under spray mode. The size and direction of the electromagnetic force and plasma flow force affecting the droplet were the key factors. Therefore, the arc stability mechanism of hybrid welding was attributed to two aspects. Firstly, the coupling of laser and arc boosted globular transfer of the droplet. Secondly, the interaction between laser and arc caused the electromagnetic force to change from separation force to retention force.
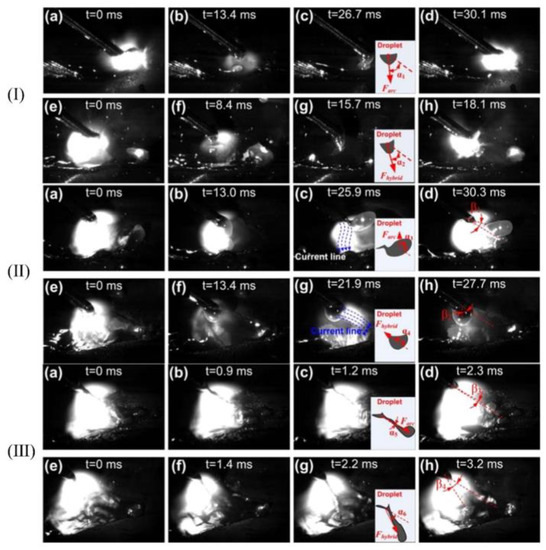
Figure 22.
Short-circuit transfer (I), globular transfer (II), spray transfer (III); order of droplets: (a–d) arc welding and (e–h) hybrid welding [104]. Reprinted with permission from [104] 2016 Elsevier.
In conclusion, as an important parameter, the arc energy determines the droplet transfer mode, and the laser energy has a decisive influence on droplet transfer frequency. The addition of laser in the arc welding process causes changes in the arc shape, temperature distribution, and molten pool shape, which inevitably leads to changes in the droplet transfer characteristics. Compared with the droplet transfer characteristics of individual MIG/MAG welding, on the one hand, the metal plasma generated during the laser deep penetration drives the droplet transfer because of thermal radiation of droplet. On the other hand, the attraction of laser plasma to the droplet and the metal vapor reaction force on the droplet hinder droplet transfer, and their combined effects change droplet transfer mode and frequency.
5.4.2. The Effect of Laser Power
In the LAHW process, the stability of arc morphology and transfer is affected not only by arc parameters, but also by laser parameters. The laser energy affects the arc morphology and the heat conduction of the arc plasma, affects the electron density and current density, and changes the arc length, droplet size, and speed.
With the increase in laser power, the metal vapor reaction force increases. The relation of laser power and blocking effect in this review is concluded in Table 5. Huang et al. [105] reported the influence of the groove constraint of thick plate titanium alloy in LAHW. It was found that groove had a constraint effect on the metal vapor emitted by the laser keyhole. Compared with flat plate welding, the metal vapor forced to escape upwards had a stronger inhibition influence on droplet transfer. The blocking effect continued to increase as laser power increased. Liu et al. [106] thought that the effect of metal vapor reaction force on droplet transfer behavior was based on theoretical calculation. When laser energy increases, the metal vapor reaction force naturally increased. When the DLA exceeded a certain range, its influence on the droplet could be ignored, as shown in Figure 23. Mahmoud Moradi et al. [57] investigated droplet transfer stability in LAHW. It was observed that if laser power was properly increased, the compression influence of the laser on the arc would be stronger, and the arc would absorb more laser energy, which was conducive to a more stable droplet transfer. However, when the laser power increased, the metal vapor reaction force increased, which hindered the droplet transfer. They also studied the stability effect of voltage and laser power in hybrid welding. They discovered high laser energy could lead to instability, and high arc voltage could seriously damage welding state, since spray arc became extremely long and the droplet moved laterally. Liu et al. [77] observed that, in CO2 laser-MAG hybrid welding, the droplet diameter increased and transfer frequency decreased with the increase in laser power. Zhang et al. [107] found that high-power laser-induced plasma altered the droplet’s direction of force. This force led the center of mass of the droplet to deviate from the axis, resulting in a weak shrinkage effect and destroying the transfer mode of one droplet per pulse. Therefore, it could be seen that decreasing the arc length though decreasing voltage could deal with this matter. It was shown that a low-power laser and short arc length could improve droplet transfer stability in LAHW.
Table 5.
The relation of laser power and blocking effect in this review.
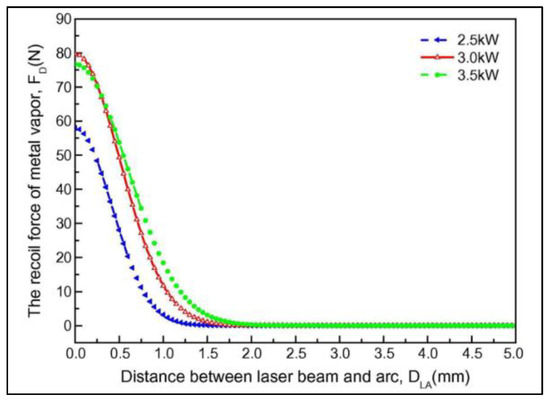
Figure 23.
The connection between DLA and the reaction force of metal vapor [77]. Reprinted with permission from [77] 2013 Elsevier.
In order to obtain smooth and steady droplet transfer and reduce the loss of laser heat input, many researchers changed the conventional process parameters (including laser power and laser-to-arc distance) to solve the problem. Due to the narrowing of the window of process parameters, it is difficult to achieve excellent hybrid welding between a high-power laser and an arc with a small DLA. Therefore, some scholars considered adjusting the laser power to synch the arc current and voltage to cope with the above-mentioned matters. Petring et al. [108] firstly reported the coordinating adjustment technology of laser and arc, and forecasted that this method had plenty of advantages. Chen et al. [109] proposed that adding laser could inhibit arc discharge during negative arc current, which led to a greater penetration depth than adding laser during positive arc current. Sugino et al. [91] discovered that, under the invariable 5 kW laser power, unstable droplet transfer was led though the decrease in the arc current in the period of peak value. Therefore, they adopted the means of adjusting the laser energy to synch the arc current and voltage to promote droplet transfer and restrain spatter. Li et al. [110] realized the synchronization of the arc current by modulating the laser power. There were two coupling modes. In the in-phase coupling mode, adding high-power laser in the period of the peak value of arc current would increase the time of the droplet formation and separation, causing the droplet to deviate from the axis, thus decreasing droplet transfer stability, as shown in Figure 24. In the anti-phase coupling mode, as shown in Figure 25, utilization of a low-power laser with the maximum arc current inhibited the arc length from becoming longer, leading to faster droplet separation, less spatter, and enhanced stability of droplet transfer. It can be seen that many research fellows concentrated on the influence of the synchronous pulse of modulation laser-arc hybrid welding on the penetration and changes in arc current or voltage. They also considered that droplet transfer would reduce the stability of the keyhole for LAHW. Because of the attraction of the laser to the arc, they confirmed through high-speed photography that the droplet might pass through the laser transmission path when passing through the arc space. The droplet absorbed laser energy and explode, resulting in splash. At the same time, the laser keyhole cannot be maintained, the depth decreased, and the fluctuation increased.
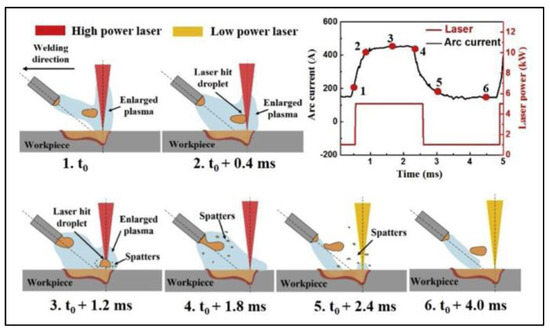
Figure 24.
The droplet transfer behavior in in-phase LAHW [110]. Reprinted with permission from [110] 2020 Elsevier.
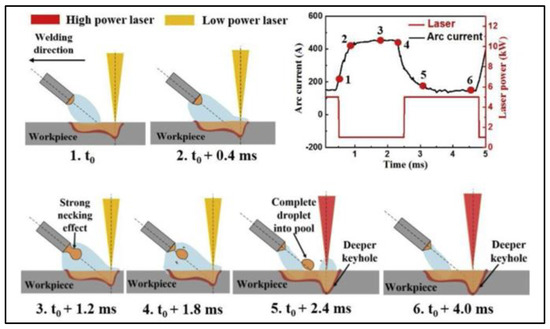
Figure 25.
The droplet transfer behavior in anti-phase LAHW [110]. Reprinted with permission from [110] 2020 Elsevier.
Lei et al. [111] proposed the effect of heat source coupling parameters on droplet transfer behavior in laser-CMT hybrid welding. They observed that, with an increase in laser power, the area of photoinduced plasma was constantly expanding, and the thermal radiation of plasma could accelerate the melting of the welding wire and shorten the growth time of molten droplets. As shown in Figure 26, laser power and DLA were the parameters that had the greatest impact on droplet transfer. Zhang et al. [112] studied the plasma behavior and metal transfer in LAHW, and found that with the increase in laser power, the vapor jet force induced by keyhole plasma increased. It is helpful to generate desired welding quality by understanding welding characteristics between laser power and DLA. Zhang et al. [113] researched the stability of hybrid welding under different heat source coupling conditions. By analyzing the change in weld width, it was found that the improper proportion of heat source power would lead to poor welding quality. When welding current increased, the droplet was likely to fall into the surrounding of the laser keyhole, causing keyhole fluctuation and poor stability. Liu et al. [77] investigated the effect of hybrid welding heat source coupling on arc morphology, and counted the changes in arc root width and height. Because of the compression influence of the laser on the arc, the arc root width decreased, while the arc height increased. Tomkow et al. [114] considered that the temper bead welding (TBW) technique could improve the limited weldability of steel under water. The results suggested that TBW lead to positive microstructure changes and reduced the number of cracks in different areas of welding joints.
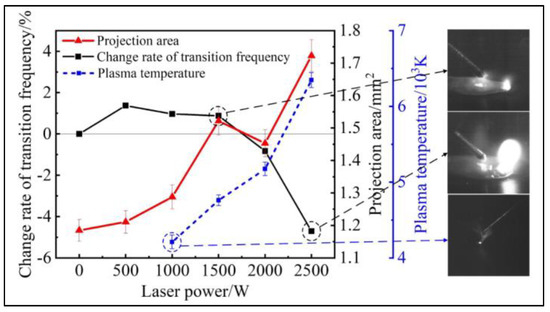
Figure 26.
The effect of laser power on transfer frequency, droplet volume, and plasma temperature [111]. Reprinted with permission from [111] 2019 Elsevier.
When laser acts on the combustion stage of the MIG arc, high temperature plasma attracts and compresses the MIG arc to a laser focal point. The temperature rises sharply, the arc conductivity drops, and electric field intensity drops. At the same time, the arc increases the penetration ability of the laser. The absorption of the laser energy is proportional to the density of the plasma. The high temperature and density plasma produced by individual laser welding has a great absorption effect on the energy. A large amount of low temperature and density plasma is generated during the arc combustion stage, which has a dilution effect on the plasma generated by the laser, decreasing the absorption rate of the plasma on the laser, and increasing laser penetration ability. With the increase in temperature, the laser absorptivity of the material increases, and the preheating effect of the arc also greatly increases the laser penetration ability. The stability of the welding process affects the welding quality, especially in the high-power welding process. The laser beam hitting the material surface causes the material to evaporate rapidly to form a keyhole, which blocks laser energy inside and transmutes it into heat. The process includes huge changes and complex coupling of various physical elements, which causes great challenges in becoming a true stable welding process.
In the LAHW process, the keyhole maintains a high absorption rate of laser energy. Because of high energy density and intense energy conversion, it is easy for energy deviation to occur, affecting the welding stability. In the process of welding, the preheating effect of the backside becomes more obvious, which leads to the occurrence of “quasi-focus reduction”. The preheating effect can increase evaporation, and it is a reason for unstable welding. Therefore, effective control of laser-induced evaporation is considered key to adjusting the distribution and preventing welding instability. It obliges us to take measures to attain welding stability to offset the effects of preheating. Since energy coupling and deviation are pivotal factors affecting welding stability, it is very significant to reveal the rules of energy coupling and deviation in LAHW. The keyhole effect is very important to realizing energy coupling for three main reasons: (1) Multiple reflection and absorption of laser energy in the keyhole. (2) The energy distribution in the keyhole is influenced by the metal plume. (3) The laser energy transfer is affected by the metal plume above.
6. Conclusions and Future Outlooks
6.1. Conclusions
LAHW technology combines laser and arc heat sources, and makes up for their shortcomings. Laser-arc hybrid welding has different hybrid forms according to the differences in heat source combination, relative position, and energy matching. Laser and melt inert/active gas arcs (MIG/MAG) are the most promising hybrid welding modes. It is imperative to further investigate the physical mechanism of hybrid heat sources. At the same time, droplet transfer behavior is also very significant in the hybrid welding process. Droplet transfer behavior can provide accurate information for the welding process, which can judge the stability of the welding process effectively. The droplet transfer behavior is affected by the following factors:
- (1)
- Distance between laser-to-arc: The DLA affects the mutual coupling effect of the heat sources, thus affecting the weld penetration depth, welding stability, droplet transfer mode, and droplet transfer frequency. It is observed that the best DLA can make the droplet transfer mode more stable, improving the weld formation to a greater extent.
- (2)
- Heat source leading mode: The different relative positions of the laser and arc have a momentous impact on the surface formation and internal performance of the weld. The arrangement of heat sources has a great influence on the absorption efficiency of the laser, and exerts an effect on the dynamic behavior of the droplet, the behavior of the molten pool, and the temperature field. Whether one uses laser-leading mode or arc-leading mode plays a vital role on the droplet transfer and transfer frequency in hybrid welding.
- (3)
- Shielding gas composition: Whether in single laser welding or single arc welding, the shielding gas should be considered. The shielding gas can eliminate the plasma shielding effect effectively and enhance the welding process stability. The interaction of different compositions of shielding gas greatly affects the droplet transfer behavior and transfer frequency.
- (4)
- Laser power: The addition of laser can increase the stability of the arc. When the laser acts on the arc burning stage, the arc is attracted and compressed to the laser focal point, increasing the penetration ability of the laser. Under different conditions, laser can both promote and hinder droplet transfer. The laser energy affects the arc morphology and the heat conduction of the arc plasma, affects the electron density and current density, and changes arc length, droplet size, and speed. With the increase in laser power, the metal vapor reaction force is enhanced, and metal droplet transfer is hindered, which leads to an unstable welding process. The stability of droplet transfer can be improved by adjusting laser energy to coordinate the arc current and voltage.
At present, welding technology is developing towards mechanization and automation. In the fields of marine processing, transportation, and oil and gas pipeline processing, laser–arc hybrid welding has achieved ideal results with its excellent welding performance. The GMAW welding method with short-circuit transfer is widely used in the industry because of its advantages, such as concentrated arc energy, small workpiece deformation, and easy automation. However, the short-circuit transfer welding has the issues of spatter and poor formation. Scholars at home and abroad have done much research on spatter and formation during short-circuit transfer in GMAW. LAHW can effectively improve the above issue with the addition of laser. In addition, with the continuous development of visual technology, the technology of observing the droplet transfer phenomenon is constantly updated. It is necessary to combine the current advanced technology to constantly explore the research on droplet transfer and summarize its rules. Combined with numerical simulation technology, it focuses on analyzing the welding mechanism and understanding the causes of welding defects, which is also the direction that current researchers need to continue to study. Finally, due to the large number of process parameters, they have a greater impact on the welding stability, thus affecting the droplet transfer.
6.2. Future Outlooks
At present, the research of droplet transfer behavior in hybrid welding has attracted more and more attention from industry and scholars. Droplet transfer has a vital influence on the stability of the welding process, weld formation, spatter, and the quality of welding joints. Therefore, understanding droplet transfer is very important to master the LAHW process. In recent years, LAHW has gradually been more widely concerned and applied in various fields. In the future, LAHW will have great research significance and broad application prospects regarding droplet transfer characteristics. However, at present, the research of droplet transfer behavior in LAHW is also facing urgent problems, mainly including the following aspects:
- (1)
- With the continuous development of engineering machinery, the thickness of plates is also increasing. To meet the stability of thick plate welding, processing grooves for thick plates is indispensable. Due to the complexity of thick plate grooves, arc stability in the welding process is also damaged to a certain extent, resulting in the generation of welding defects. At the same time, the generation of defects has close connection with droplet transfer, and the droplet transfer behavior in thick plate welding is also facing severe problems.
- (2)
- In high-power hybrid welding, the generation of spatter defect is inevitable. The optimization and progress of numerical simulation technology, which breaks through the limitation of defect detection methods, provides a firm academic basis for the further progress of innovative processes.
- (3)
- Due to plenty of process parameters in LAHW, for the sake of obtaining the best weld formation, the window of process parameters is constantly narrowed, and the change in process parameters also exerts a huge effect on droplet transfer characteristics. Therefore, the continuous exploration of process parameters is of great significance for the breakthrough in the field of droplet transfer behavior in LAHW.
Author Contributions
Conceptualization: Q.L., Methodology: Q.L. and J.Z., Investigation: Q.L., D.W., P.Z., Q.W. and H.Y., Formal Analysis: Q.L. and Z.L., Writing-Original Draft: Q.L., Data Curation: D.W. and M.Y., Supervision: D.W., Writing-Review and Editing: D.W., R.L. and P.Z. Visualization: P.Z. and T.S., Validation: P.Z., Funding Acquisition: P.Z. All authors have read and agreed to the published version of the manuscript.
Funding
Class III Peak Discipline of Shanghai—Materials Science and Engineering (High-Energy Beam Intelligent Processing and Green Manufacturing).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
| projected area of the droplet | LTT | low transformation temperature | |
| ALHW | arc–laser hybrid welding | MAG | metal-active gas welding |
| CMT | cold metal transfer | MIG | metal-inert gas welding |
| Cd | plasma flow coefficient | welding wire radius | |
| DLA | laser-to-arc distance | droplet radius | |
| gravity | TBW | temper bead welding | |
| electromagnetic force | TIG | tungsten inert gas | |
| plasma flow force | plasma velocity | ||
| surface tension | metal stream eruption speed | ||
| metal vapor reaction force | YAG | yttrium aluminum garnet | |
| acceleration of gravity | surface tension coefficient | ||
| welding current | droplet density | ||
| GMAW | gas metal arc welding | plasma density | |
| LAHW | laser–arc hybrid welding | metal vapor density | |
| arc root angle | magnetic conductivity coefficient |
References
- Caccese, V.; Blomquist, P.A.; Berube, K.A.; Webber, S.R.; Orozco, N.J. Effect of weld geometric profile on fatigue life of cruciform welds made by laser/GMAW processes. Mar. Struct. 2006, 19, 1–22. [Google Scholar] [CrossRef]
- Mazar Atabaki, M.; Nikodinovski, M.; Chenier, P.; Ma, J.; Liu, W.; Kovacevic, R. Experimental and numerical investigations of hybrid laser arc welding of aluminum alloys in the thick T-joint configuration. Opt. Laser Technol. 2014, 59, 68–92. [Google Scholar] [CrossRef]
- Shenghai, Z.; Yifu, S.; Huijuan, Q. The technology and welding joint properties of hybrid laser-tig welding on thick plate. Opt. Laser Technol. 2013, 48, 381–388. [Google Scholar] [CrossRef]
- Kurzynowski, T.; Gruber, K.; Stopyra, W.; Kuźnicka, B.; Chlebus, E. Correlation between process parameters, microstructure and properties of 316 L stainless steel processed by selective laser melting. Mater. Sci. Eng. A 2018, 718, 64–73. [Google Scholar] [CrossRef]
- Ascari, A.; Fortunato, A.; Orazi, L.; Campana, G. The influence of process parameters on porosity formation in hybrid LASER-GMA welding of AA6082 aluminum alloy. Opt. Laser Technol. 2012, 44, 1485–1490. [Google Scholar] [CrossRef]
- Wang, J.Y.; Qi, T.; Zhong, C.L.; Zhang, H.; Li, X.R.; Liu, F.D. Study on seam nitrogen behavior of high nitrogen steel hybrid welding. Optik 2021, 242, 167026. [Google Scholar] [CrossRef]
- Heimbs, S.; Engström, H.; Nilsson, K.; Kaplan, A.F.H. Parameter Influence in CO2-Laser/MIG Hybrid Welding. In Proceedings of the Annual Assembly of International Institute of Welding, Stockholm, Sweden, 7 June–7 October 2003. [Google Scholar]
- Steen, W.M. Arc augmented laser processing of materials. J. Appl. Phys. 1980, 51, 5636–5641. [Google Scholar] [CrossRef]
- Campana, G.; Ascari, A.; Fortunato, A.; Tani, G. Hybrid laser-MIG welding of aluminum alloys: The influence of shielding gases. Appl. Surf. Sci. 2009, 255, 5588–5590. [Google Scholar] [CrossRef]
- Gu, X.; Li, H.; Yang, L.; Gao, Y. Coupling mechanism of laser and arcs of laser-twin-arc hybrid welding and its effect on welding process. Opt. Laser Technol. 2013, 48, 246–253. [Google Scholar] [CrossRef]
- Swanson, P.T.; Page, C.J.; Read, E.; Wu, H.Z. Plasma augmented laser welding of 6 mm steel plate. Sci. Technol. Weld. Join. 2007, 12, 153–160. [Google Scholar] [CrossRef]
- Ishide, T.; Tsubota, S.; Watanabe, M. Latest MIG, TIG Arc-YAG Laser Hybrid Welding Systems for Various Welding Products; SPIE: Bellingham, Wa, USA, 2003. [Google Scholar]
- Qin, G.L.; Lei, Z.; Lin, S.Y. Effects of Nd:YAG laser+pulsed MAG arc hybrid welding parameters on its weld shape. Sci. Technol. Weld. Join. 2007, 12, 79–86. [Google Scholar] [CrossRef]
- Fellman, A.; Kujanpää, V. The effect of shielding gas composition on welding performance and weld properties in hybrid CO2 laser–gas metal arc welding of carbon manganese steel. J. Laser Appl. 2006, 18, 12. [Google Scholar] [CrossRef]
- Gumenyuk, A.; Rethmeier, M. Developments in hybrid laser-arc welding technology. In Handbook of Laser Welding Technologies; Elsevier Inc.: Amsterdam, The Netherlands, 2013; pp. 505–521. [Google Scholar] [CrossRef]
- Petring, D.; Fuhrmann, C. Recent progress and innovative solutions for laser-arc hybrid welding. In Proceedings of the PICALO 2004—1st Pacific International Conference on Applications of Laser and Optics, Melbourne, Australia, 19–21 April 2004; pp. 7–10. [Google Scholar] [CrossRef]
- Mahrle, A.; Beyer, E. Hybrid laser beam welding-Classification, characteristics, and applications. J. Laser Appl. 2006, 18, 169. [Google Scholar] [CrossRef]
- Casalino, G.; Campanelli, S.L.; Ludovico, A.D. Laser-arc hybrid welding of wrought to selective laser molten stainless steel. Int. J. Adv. Manuf. Technol. 2013, 68, 209–216. [Google Scholar] [CrossRef]
- Turichin, G.; Kuznetsov, M.; Tsibulskiy, I.; Firsova, A. Hybrid Laser-Arc Welding of the High-Strength Shipbuilding Steels: Equipment and Technology. Phys. Procedia 2017, 89, 156–163. [Google Scholar] [CrossRef]
- Hayashi, T.; Katayama, S.; Abe, N.; Omori, A. High-power CO2 laser-MIG hybrid welding for increased gap tolerance. Hybrid weldability of thick steel plates with a square groove. Weld. Int. 2004, 18, 692–701. [Google Scholar] [CrossRef]
- Le Guen, E.; Fabbro, R.; Coste, F.; Carin, M.; le Masson, P. Analysis of hybrid laser Nd:YAG-MIG/MAG welding processes. In Proceedings of the ICALEO 2008—27th International Congress on Applications of Lasers and Electro-Optics, Temecula, CA, USA, 20–23 October 2008; pp. 1–5. [Google Scholar] [CrossRef]
- Petring, D. Developments in hybridisation and combined laser beam welding technologies. In Handbook of Laser Welding Technologies; Elsevier Inc.: Amsterdam, The Netherlands, 2013; pp. 478–504. [Google Scholar] [CrossRef]
- Chen, M.; Xu, J.; Xin, L.; Zhao, Z.; Wu, F. Comparative study on interactions between laser and arc plasma during laser-GTA welding and laser-GMA welding. Opt. Lasers Eng. 2016, 85, 1–8. [Google Scholar] [CrossRef]
- Zhou, J.; Tsai, H.L.; Wang, P.C. Hybrid laser-arc welding of aerospace and other materials. In Welding and Joining of Aerospace Materials; Elsevier: Amsterdam, The Netherlands, 2012; pp. 109–141. [Google Scholar] [CrossRef]
- Bunaziv, I.; Akselsen, O.M.; Frostevarg, J.; Kaplan, A.F.H. Laser-arc hybrid welding of thick HSLA steel. J. Mater. Process. Technol. 2018, 259, 75–87. [Google Scholar] [CrossRef]
- Pan, Q.; Mizutani, M.; Kawahito, Y.; Katayama, S. High power disk laser-metal active gas arc hybrid welding of thick high tensile strength steel plates. J. Laser Appl. 2016, 28, 12004. [Google Scholar] [CrossRef]
- Mazar Atabaki, M.; Ma, J.; Yang, G.; Kovacevic, R. Hybrid laser/arc welding of advanced high strength steel in different butt joint configurations. Mater. Des. 2014, 64, 573–587. [Google Scholar] [CrossRef]
- Lahdo, R.; Seffer, O.; Springer, A.; Kaierle, S.; Overmeyer, L. GMA-laser hybrid welding of high-strength fine-grain structural steel with an inductive preheating. Phys. Procedia 2014, 56, 637–645. [Google Scholar] [CrossRef]
- Liu, W.; Ma, J.; Yang, G.; Kovacevic, R. Hybrid laser-arc welding of advanced high-strength steel. J. Mater. Process. Technol. 2014, 214, 2823–2833. [Google Scholar] [CrossRef]
- Le Guen, E.; Fabbro, R.; Carin, M.; Coste, F.; le Masson, P. Analysis of hybrid Nd:Yag laser-MAG arc welding processes. Opt. Laser Technol. 2011, 43, 1155–1166. [Google Scholar] [CrossRef]
- Liu, L.; Chen, M. Interactions between laser and arc plasma during laserarc hybrid welding of magnesium alloy. Opt. Lasers Eng. 2011, 49, 1224–1231. [Google Scholar] [CrossRef]
- Song, G. Hybrid laser-arc welding of magnesium alloys. In Welding and Joining of Magnesium Alloys; Elsevier: Amsterdam, The Netherlands, 2010; pp. 229–253e. [Google Scholar] [CrossRef]
- Wang, H.; Liu, L.; Liu, F. The characterization investigation of laser-arc-adhesive hybrid welding of Mg to Al joint using Ni interlayer. Mater. Des. 2013, 50, 463–466. [Google Scholar] [CrossRef]
- Gao, M.; Tang, H.G.; Chen, X.F.; Zeng, X.Y. High power fiber laser arc hybrid welding of AZ31B magnesium alloy. Mater. Des. 2012, 42, 46–54. [Google Scholar] [CrossRef]
- Song, G.; Yu, J.; Li, T.; Wang, J.; Liu, L. Effect of laser-GTAW hybrid welding heat input on the performance of Mg/Steel butt joint. J. Manuf. Process. 2018, 31, 131–138. [Google Scholar] [CrossRef]
- Bunaziv, I.; Akselsen, O.M.; Salminen, A.; Unt, A. Fiber laser-MIG hybrid welding of 5 mm 5083 aluminum alloy. J. Mater. Process. Technol. 2016, 233, 107–114. [Google Scholar] [CrossRef]
- Rao, Z.H.; Hu, J.; Liao, S.M.; Tsai, H.L. Modeling of the transport phenomena in GMAW using argon-helium mixtures. Part I—The arc. Int. J. Heat Mass Transf. 2010, 53, 5707–5721. [Google Scholar] [CrossRef]
- Rao, Z.H.; Hu, J.; Liao, S.M.; Tsai, H.L. Modeling of the transport phenomena in GMAW using argon-helium mixtures. Part II—The metal. Int. J. Heat Mass Transf. 2010, 53, 5722–5732. [Google Scholar] [CrossRef]
- Zhou, J.; Tsai, H.L. Investigation of mixing and diffusion processes in hybrid spot laser-MIG keyhole welding. J. Phys. D Appl. Phys. 2009, 42, 95502. [Google Scholar] [CrossRef]
- Powell, J.; Lamas, J.; Karlsson, J.; Norman, P.; Kaplan, A.F.H.; Yañez, A. The sensitivity of hybrid laser welding to variations in workpiece position. Phys. Procedia 2011, 12, 188–193. [Google Scholar] [CrossRef]
- Zhou, J.; Tsai, H.L. Modeling of transport phenomena in hybrid laser-MIG keyhole welding. Int. J. Heat Mass Transf. 2008, 51, 4353–4366. [Google Scholar] [CrossRef]
- Hu, J.; Tsai, H.L. Heat and mass transfer in gas metal arc welding. Part II: The metal. Int. J. Heat Mass Transf. 2007, 50, 808–820. [Google Scholar] [CrossRef]
- Hu, J.; Tsai, H.L. Heat and mass transfer in gas metal arc welding. Part I: The arc. Int. J. Heat Mass Transf. 2007, 50, 833–846. [Google Scholar] [CrossRef]
- Chen, Y.B.; Feng, J.C.; Li, L.Q.; Li, Y.; Chang, S. Effects of welding positions on droplet transfer in CO2 laser-MAG hybrid welding. Int. J. Adv. Manuf. Technol. 2013, 68, 1351–1359. [Google Scholar] [CrossRef]
- Wang, G.; Huang, P.; Zhang, Y. Numerical Analysis of Metal Transfer in Gas Metal Arc Welding. Metall. Mater. Trans. B 2003, 34, 345–353. [Google Scholar] [CrossRef]
- Fan, H.G.; Kovacevic, R. Dynamic analysis of globular metal transfer in gas metal arc welding-a comparison of numerical and experimental results. J. Phys. D Appl. Phys. 1998, 31, 2929–2941. [Google Scholar] [CrossRef]
- Wu, C.S.; Chen, M.A.; Li, S.K. Analysis of excited droplet oscillation and detachment in active control of metal transfer. Comput. Mater. Sci. 2004, 31, 147–154. [Google Scholar] [CrossRef]
- Planckaert, J.P.; Djermoune, E.H.; Brie, D.; Briand, F.; Richard, F. Modeling of MIG/MAG welding with experimental validation using an active contour algorithm applied on high speed movies. Appl. Math. Model. 2009, 34, 1004–1020. [Google Scholar] [CrossRef]
- Liu, S.; Liu, F.; Zhang, H.; Shi, Y. Analysis of droplet transfer mode and forming process of weld bead in CO2 laserMAG hybrid welding process. Opt. Laser Technol. 2012, 44, 1019–1025. [Google Scholar] [CrossRef]
- Uddin, E.; Iqbal, U.; Arif, N.; Shah, S.R. Analysis of metal transfer in gas metal arc welding. AIP. Conf. Proc. 2019, 2116, 30019. [Google Scholar] [CrossRef]
- Pires, I.; Quintino, L.; Miranda, R.M. Analysis of the influence of shielding gas mixtures on the gas metal arc welding metal transfer modes and fume formation rate. Mater. Des. 2007, 28, 1623–1631. [Google Scholar] [CrossRef]
- Jokinen, T.; Karhu, M.; Kujanpää, V. Welding of thick austenitic stainless steel using Nd:yttrium–aluminum–garnet laser with filler wire and hybrid process. J. Laser Appl. 2003, 15, 220. [Google Scholar] [CrossRef]
- Song, G.; Liu, L.; Wang, P. Overlap welding of magnesium AZ31B sheets using laser-arc hybrid process. Mater. Sci. Eng. A 2006, 429, 312–319. [Google Scholar] [CrossRef]
- Liu, L.M.; Yuan, S.T.; Li, C.B. Effect of relative location of laser beam and TIG arc in different hybrid welding modes. Sci. Technol. Weld. Join. 2012, 17, 441–446. [Google Scholar] [CrossRef]
- Uchiumi, S.; Wang, J.B.; Katayama, S.; Mizutani, M.; Hongu, T.; Fujii, K. Penetration and welding phenomena in YAG laser-MIG hybrid welding of aluminum alloy. In Proceedings of the ICALEO 2004—23rd International Congress on Applications of Laser and Electro-Optics, San Francisco, CA, USA, 4–7 October 2004. [Google Scholar] [CrossRef]
- Thomy, C. Hybrid laser-arc welding of aluminium. In Hybrid Laser-Arc Welding: A Volume in Woodhead Publishing Series in Welding and Other Joining Technologies; Elsevier Ltd.: Amsterdam, The Netherlands, 2009; pp. 216–269. [Google Scholar] [CrossRef]
- Moradi, M.; Ghoreishi, M.; Frostevarg, J.; Kaplan, A.F.H. An investigation on stability of laser hybrid arc welding. Opt. Lasers Eng. 2013, 51, 481–487. [Google Scholar] [CrossRef]
- Mazar Atabaki, M.; Yazdian, N.; Kovacevic, R. Hybrid laser/arc welding of thick high-strength steel in different configurations. Adv. Manuf. 2018, 6, 176–188. [Google Scholar] [CrossRef]
- Liu, L.; Shi, J.; Hou, Z.; Song, G. Effect of distance between the heat sources on the molten pool stability and burn-through during the pulse laser-GTA hybrid welding process. J. Manuf. Process. 2018, 34, 697–705. [Google Scholar] [CrossRef]
- Zhang, S.; Wang, Y.; Zhu, M.; Feng, Y.; Nie, P.; Li, Z. Effects of heat source arrangements on Laser-MAG hybrid welding characteristics and defect formation mechanism of 10CrNi3MoV steel. J. Manuf. Process. 2020, 58, 563–573. [Google Scholar] [CrossRef]
- Campana, G.; Fortunato, A.; Ascari, A.; Tani, G.; Tomesani, L. The influence of arc transfer mode in hybrid laser-mig welding. J. Mater. Process. Technol. 2007, 191, 111–113. [Google Scholar] [CrossRef]
- Huang, H.; Zhang, P.; Yan, H.; Liu, Z.; Yu, Z.; Wu, D.; Shi, H.; Tian, Y. Research on weld formation mechanism of laser-MIG arc hybrid welding with butt gap. Opt. Laser Technol. 2021, 133, 106530. [Google Scholar] [CrossRef]
- Wang, X.; Huang, Y.; Zhang, Y. Droplet transfer model for laser-enhanced GMAW. Int. J. Adv. Manuf. Technol. 2013, 64, 207–217. [Google Scholar] [CrossRef]
- Shinn, B.W.; Farson, D.F.; Denney, P.E. Laser stabilisation of arc cathode spots in titanium welding. Sci. Technol. Weld. Join. 2005, 10, 475–481. [Google Scholar] [CrossRef]
- Ming, G.; Xiaoyan, Z.; Qianwu, H. Effects of gas shielding parameters on weld penetration of CO2 laser-TIG hybrid welding. J. Mater. Process. Technol. 2007, 184, 177–183. [Google Scholar] [CrossRef]
- Bang, H.S.; Bang, H.S.; Kim, Y.C.; Oh, I.H. A study on mechanical and microstructure characteristics of the STS304L butt joints using hybrid CO2 laser-gas metal arc welding. Mater. Des. 2011, 32, 2328–2333. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, G.; Zhou, C.; Jiang, Y.; Zhong, P.; Li, S. Pores formation in laser–MAG welding of 42CrMo steel. J. Mater. Process. Technol. 2017, 245, 309–317. [Google Scholar] [CrossRef]
- Casalino, G.; Campanelli, S.L.; Maso, U.D.; Ludovico, A.D. Arc leading versus laser leading in the hybrid welding of aluminium alloy using a fiber laser. Procedia CIRP 2013, 12, 151–156. [Google Scholar] [CrossRef]
- Huang, L.; Wu, D.; Hua, X.; Liu, S.; Jiang, Z.; Li, F.; Wang, H.; Shi, S. Effect of the welding direction on the microstructural characterization in fiber laser-GMAW hybrid welding of 5083 aluminum alloy. J. Manuf. Process. 2018, 31, 514–522. [Google Scholar] [CrossRef]
- Zhang, W.; Hua, X.; Liao, W.; Li, F.; Wang, M. The effect of the welding direction on the plasma and metal transfer behavior of CO2 laser+GMAW-P hybrid welding processes. Opt. Lasers Eng. 2014, 58, 102–108. [Google Scholar] [CrossRef]
- Miao, H.; Yu, G.; He, X.; Li, S.; Chen, X. Comparative study of hybrid laser–MIG leading configuration on porosity in aluminum alloy bead-on-plate welding. Int. J. Adv. Manuf. Technol. 2017, 91, 2681–2688. [Google Scholar] [CrossRef]
- Cao, X.; Wanjara, P.; Huang, J.; Munro, C.; Nolting, A. Hybrid fiber laser—Arc welding of thick section high strength low alloy steel. Mater. Des. 2011, 32, 3399–3413. [Google Scholar] [CrossRef]
- Zhao, L.; Sugino, T.; Arakane, G.; Tsukamoto, S. Influence of welding parameters on distribution of wire feeding elements in CO2 laser GMA hybrid welding. Sci. Technol. Weld. Join. 2009, 14, 457–467. [Google Scholar] [CrossRef]
- Liu, S.; Li, Y.; Liu, F.; Zhang, H.; Ding, H. Effects of relative positioning of energy sources on weld integrity for hybrid laser arc welding. Opt. Lasers Eng. 2016, 81, 87–96. [Google Scholar] [CrossRef]
- Li, Y.; Geng, S.; Zhu, Z.; Wang, Y.; Mi, G.; Jiang, P. Effects of heat source configuration on the welding process and joint formation in ultra-high power laser-MAG hybrid welding. J. Manuf. Process. 2022, 77, 40–53. [Google Scholar] [CrossRef]
- Bunaziv, I.; Frostevarg, J.; Akselsen, O.M.; Kaplan, A.F.H. The penetration efficiency of thick plate laser-arc hybrid welding. Int. J. Adv. Manuf. Technol. 2018, 97, 2907–2919. [Google Scholar] [CrossRef]
- Liu, S.; Liu, F.; Xu, C.; Zhang, H. Experimental investigation on arc characteristic and droplet transfer in CO2 laser-metal arc gas (MAG) hybrid welding. Int. J. Heat Mass Transf. 2013, 62, 604–611. [Google Scholar] [CrossRef]
- Wahba, M.; Mizutani, M.; Katayama, S. Hybrid welding with fiber laser and CO2 gas shielded arc. J. Mater. Process. Technol. 2015, 221, 146–153. [Google Scholar] [CrossRef]
- Kah, P.; Salminen, A.; Martikainen, J. The analysis of shielding gases in laser-arc hybrid welding processes. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 1073–1082. [Google Scholar] [CrossRef]
- Zhu, Y.; Cai, Y.; Wang, M. Effects of He content in shielding gases on high-efficient hybrid laser arc welding with C-276 filler metal. J. Mater. Process. Technol. 2022, 299, 117367. [Google Scholar] [CrossRef]
- Cai, C.; Li, L.; Tai, L. Narrow-gap laser-MIG hybrid welding of thick-section steel with different shielding gas nozzles. Int. J. Adv. Manuf. Technol. 2017, 92, 909–916. [Google Scholar] [CrossRef]
- Pan, Q.; Mizutani, M.; Kawahito, Y.; Katayama, S. Effect of shielding gas on laser–MAG arc hybrid welding results of thick high-tensile-strength steel plates. Weld. World 2016, 60, 653–664. [Google Scholar] [CrossRef]
- Zhang, S.; Sun, J.; Zhu, M.; Zhang, L.; Nie, P.; Li, Z. Effects of shielding gases on process stability of 10CrNi3MoV steel in hybrid laser-arc welding. J. Mater. Process. Technol. 2019, 270, 37–46. [Google Scholar] [CrossRef]
- Cai, C.; He, S.; Chen, H.; Zhang, W. The influences of Ar-He shielding gas mixture on welding characteristics of fiber laser-MIG hybrid welding of aluminum alloy. Opt. Laser Technol. 2019, 113, 37–45. [Google Scholar] [CrossRef]
- Naito, Y.; Mizutani, M.; Katayama, S. Effect of oxygen in ambient atmosphere on penetration characteristics in single yttrium–aluminum–garnet laser and hybrid welding. J. Laser Appl. 2006, 18, 21–27. [Google Scholar] [CrossRef]
- Tani, G.; Campana, G.; Fortunato, A.; Ascari, A. The influence of shielding gas in hybrid LASER-MIG welding. Appl. Surf. Sci. 2007, 253, 8050–8053. [Google Scholar] [CrossRef]
- Tani, G.; Ascari, A.; Campana, G.; Fortunato, A. A study on shielding gas contamination in laser welding of non-ferrous alloys. Appl. Surf. Sci. 2007, 254, 904–907. [Google Scholar] [CrossRef]
- Yang, X.; Chen, H.; Zhu, Z.; Cai, C.; Zhang, C. Effect of shielding gas flow on welding process of laser-arc hybrid welding and MIG welding. J. Manuf. Process. 2019, 38, 530–542. [Google Scholar] [CrossRef]
- Gao, M.; Zeng, X.Y. Effect of shielding gas on hybrid laser-arc welding. In Hybrid Laser-Arc Welding: A Volume in Woodhead Publishing Series in Welding and Other Joining Technologies; Elsevier Ltd.: Amsterdam, The Netherlands, 2009; pp. 85–105. [Google Scholar] [CrossRef]
- Murakami, T.; Nakata, K.; Yamamoto, N.; Liao, J. Formation of one pass fully-Penetrated weld bead of titanium plate by fiber laser and MIG Arc hybrid welding. Mater. Trans. 2012, 53, 1017–1021. [Google Scholar] [CrossRef]
- Sugino, T.; Tsukamoto, S.; Nakamura, T.; Arakane, G. Fundamental study on welding phenomena in pulsed laser-GMA hybrid welding. In Proceedings of the 24th International Congress on Applications of Lasers and Electro-Optics, ICALEO, Miami, FL, USA, 31 October–3 November 2005; pp. 108–116. [Google Scholar] [CrossRef]
- Fellman, A.; Salminen, A. A study of the phenomenon of CO2-laser welding with filler wire and MAG hybrid welding. In Proceedings of the 24th International Congress on Applications of Lasers and Electro-Optics, ICALEO, Miami, FL, USA, 31 October–3 November 2005; pp. 117–126. [Google Scholar] [CrossRef]
- Ono, M.; Shinbo, Y.; Yoshitake, A.; Ohmura, M. Welding Properties of Thin Steel Sheets by Laser-Arc Hybrid Welding-Laser Focused Arc Welding; NKK Corporation 1 Kokan-cho, Japan; SPIE: Bellingham, WA, USA, 2003. [Google Scholar]
- Gao, M.; Mei, S.; Wang, Z.; Li, X.; Zeng, X. Process and joint characterizations of laser-MIG hybrid welding of AZ31 magnesium alloy. J. Mater. Process. Technol. 2012, 212, 1338–1346. [Google Scholar] [CrossRef]
- Zhang, C.; Gao, M.; Zeng, X. Influences of synergy effect between laser and arc on laser-arc hybrid welding of aluminum alloys. Opt. Laser Technol. 2019, 120, 105766. [Google Scholar] [CrossRef]
- Mei, L.; Yan, D.; Yi, J.; Chen, G.; Ge, X. Comparative analysis on overlap welding properties of fiber laser and CO2 laser for body-in-white sheets. Mater. Des. 2013, 49, 905–912. [Google Scholar] [CrossRef]
- Kwon, H.; Baek, W.K.; Kim, M.S.; Shin, W.S.; Yoh, J.J. Temperature-dependent absorptance of painted aluminum, stainless steel 304, and titanium for 1.07 μm and 10.6 μm laser beams. Opt. Lasers Eng. 2012, 50, 114–121. [Google Scholar] [CrossRef]
- Tu, J.F.; Riley, P.E.B. Low-temperature evaporative glass scoring using a single-mode ytterbium fiber laser. Opt. Lasers Eng. 2013, 51, 696–706. [Google Scholar] [CrossRef]
- Sinha, A.K.; Kim, D.Y.; Ceglarek, D. Correlation analysis of the variation of weld seam and tensile strength in laser welding of galvanized steel. Opt. Lasers Eng. 2013, 51, 1143–1152. [Google Scholar] [CrossRef]
- Unt, A.; Lappalainen, E.; Salminen, A. Autogeneous laser and hybrid laser arc welding of T-joint low alloy steel with fiber laser systems. Phys. Procedia 2013, 41, 140–143. [Google Scholar] [CrossRef]
- Lamas, J.; Karlsson, J.; Norman, P.; Powell, J.; Kaplan, A.F.H.; Yañez, A. The effect of fit-up geometry on melt flow and weld quality in laser hybrid welding. J. Laser Appl. 2013, 25, 32010. [Google Scholar] [CrossRef]
- Chen, Y.; Feng, J.; Li, L.; Chang, S.; Ma, G. Microstructure and mechanical properties of a thick-section high-strength steel welded joint by novel double-sided hybrid fibre laser-arc welding. Mater. Sci. Eng. A 2013, 582, 284–293. [Google Scholar] [CrossRef]
- Casalino, G.; Campanelli, S.; Ludovico, A.D. Hybrid welding of AA5754-H111 alloy using a fiber laser. Adv. Mater. Res. 2013, 628, 193–198. [Google Scholar] [CrossRef]
- Cai, C.; Feng, J.; Li, L.; Chen, Y. Influence of laser on the droplet behavior in short-circuiting, globular, and spray modes of hybrid fiber laser-MIG welding. Opt. Laser Technol. 2016, 83, 108–118. [Google Scholar] [CrossRef]
- Huang, A.; Zhang, J.; Gao, C.; Hu, R.; Pang, S. Effects of groove constraint space on plasma characteristics during Laser-MIG hybrid welding of Titanium alloy. J. Manuf. Process. 2019, 48, 137–144. [Google Scholar] [CrossRef]
- Liu, S.; Zhang, F.; Dong, S.; Zhang, H.; Liu, F. Characteristics analysis of droplet transfer in laser-MAG hybrid welding process. Int. J. Heat Mass Transf. 2018, 121, 805–811. [Google Scholar] [CrossRef]
- Zhang, W.; Hua, X.; Liao, W.; Li, F.; Wang, M. Study of metal transfer in CO2 laser+GMAW-P hybrid welding using argon-helium mixtures. Opt. Laser Technol. 2014, 56, 158–166. [Google Scholar] [CrossRef]
- Petring, D.; Fuhrmann, C.; Wolf, N.; Poprawe, R. Investigations and applications of laser-arc hybrid welding from thin sheets up to heavy section components. In Proceedings of the ICALEO 2003—22nd International Congress on Applications of Laser and Electro-Optics, Jacksonville, FL, USA, 13–16 October 2003. [Google Scholar] [CrossRef]
- Chen, M.; Xin, L.; Zhou, Q.; He, L.; Wu, F. Effect of laser pulse on alternative current arc discharge during laser-arc hybrid welding of magnesium alloy. Opt. Lasers Eng. 2018, 100, 208–215. [Google Scholar] [CrossRef]
- Li, F.; Tao, W.; Peng, G.; Qu, J.; Li, L. Behavior and stability of droplet transfer under laser-MIG hybrid welding with synchronized pulse modulations. J. Manuf. Process. 2020, 54, 70–79. [Google Scholar] [CrossRef]
- Lei, Z.; Li, B.; Bi, J.; Zhu, P.; Lu, W.; Liu, J. Influence of the laser thermal effect on the droplet transfer behavior in laser-CMT welding. Opt. Laser Technol. 2019, 120, 105728. [Google Scholar] [CrossRef]
- Zhang, W.; Hua, X.; Liao, W.; Li, F.; Wang, M. Behavior of the plasma characteristic and droplet transfer in CO2 laser-GMAW-P hybrid welding. Int. J. Adv. Manuf. Technol. 2014, 72, 105728. [Google Scholar] [CrossRef]
- Zhang, F.; Liu, S.; Liu, F.; Zhang, H. Stability evaluation of laser-MAG hybrid welding process. Opt. Laser Technol. 2019, 116, 284–292. [Google Scholar] [CrossRef]
- Tomków, J.; Landowski, M.; Fydrych, D.; Rogalski, G. Underwater wet welding of S1300 ultra-high strength steel. Mar. Struct. 2021, 81, 103120. [Google Scholar] [CrossRef]

























Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).