Abstract
A Ni60 cladding layer with addition of 6.0% CeO2 was prepared on 35CrMoV steel by laser cladding technology. The prepared sample was placed at 500 °C, 600 °C and 700 °C for 60 min to explore the effects of heat treatment on the tribological properties of the composite coating. The microstructure, phase composition, microhardness and tribological properties of the composite coating were characterized by optical microscopy and scanning electron microscopy (SEM), X-ray diffraction (XRD), micro-Vickers hardness tester and MicroXAM-800 optical surface photometer, respectively. According to the above experimental results analysis, the main components of 6.0% CeO2/Ni60 cladding layer are γ-(Fe,Ni),Cr7C3,Cr23C6,CrB, CrFeB and Cr2Ni3. By calculating the FWHM value and the left shift of the XRD diffraction peak, it is found that the coating grains are remarkably refined and the microstructure uniformity is significantly improved under the condition of heat treatment at 500 °C. The experimental results show that the Ni60 composite coating with 6.0% CeO2 has the best friction and wear performance at 500 °C. The wearing quality of the composite coating at 500 °C was reduced by 43%.
1. Introduction
To work under high stress conditions, 35CrMoV alloy steel is often manufactured as a key component [1,2]. The working life of the parts cannot be guaranteed because the parts are in service under harsh conditions for a long time [3]. The resultant damage of important parts will not only delay the working time, but also make it difficult to guarantee the repair quality even if the damaged parts are repaired by traditional methods [4].
Since laser cladding technology has significant advantages for metal surface modification, the cladding coating on the surface of parts can significantly improve the hardness, wear resistance and corrosion resistance compared with the matrix [5,6,7,8]. The use of laser cladding technology can effectively improve the service life of parts and reduce the production cost [9,10]. Nickel-based alloys have high hardness, good wear resistance and high temperature oxidation resistance, and are widely used in laser cladding, butt welding and spraying surface strengthening technology [11,12]. The nickel-based coatings prepared by laser cladding technology on steel surfaces have excellent mechanical properties, such as high hardness, which is much higher than the matrix wear resistance and excellent metallurgical bonding performance [13]. Although nickel-based materials have excellent mechanical properties, it is difficult to avoid the occurrence of pores, cracks and other defects in nickel-based composite coatings of 35CrMoV matrix due to the distinct difference in physical properties and chemical composition between the steel substrate and nickel-based self-fusing alloy [14]. In recent years, it has been proved that rare earth oxides can effectively lessen the number of cracks and the formation of pores. Wang et al. prepared nickel base coatings with addition of La2O3, CeO2 and Y2O3 by laser cladding on 6063 aluminum alloy. From the perspectives of micro morphology, dendrite density, wear morphology and wear amount, the mechanical properties of the cladding layer with addition of rare earth oxides result in being better than those without rare earth addition [15]. Oh et al. studied the separate action of four rare earth oxides on the refinement of microstructure for nickel-based alloys. With the result that the addition of La2O3 has the greatest refinement effect through sufficient oxide dispersion and delayed recrystallization, and the distribution homogeneity of microstructure is the highest [16]. Xu et al. prepared laser cladding 316L stainless steel coatings with addition of CeO2. The results show that CeO2 facilitates refined grains in the cladding layer. As a consequence, both the hardness and the mechanical properties of the coating were greatly improved [17]. Our previous study also confirmed that adding rare earth elements contributes to the improvement of mechanical properties of the coatings.
It is well known that heat treatment, as a traditional process, it is one of the key means to improve the structure, mechanical properties and internal stress state of materials [18,19]. In recent years, researchers have studied the mechanical properties of laser cladding coatings after heat treatment. Pan et al. investigated the effect of annealing on the mechanical properties of nickel-based coatings cladding on 430 stainless steel at heat treatment temperatures ranging from 0 to 800 °C for two hours. The research showed that with the increase in heat treatment temperature, both the elastic modulus and the yield strength of the coating show downward trends [20]. Wang et al. studied the effects of rare earth element, Ce, and different heat treatment temperatures on the oxidation resistance of steel. The results show that with the increase in temperature, Ce can improve the oxidation resistance of steel and effectively inhibit the shedding of oxides [21]. Guo et al. studied the mechanical properties of iron base laser cladding coatings under the influence of heat treatment. With the result that the optimal wear resistance of the coating can be obtained after 850 °C heat treatment [22]. The above research shows that heat treatment has a positive effect on the mechanical properties of the coating.
The authors’ previous study confirmed the beneficial effect of CeO2 on the microstructure mechanical properties of laser cladding Ni60 coating on 35CrMoV, but the performance variation of the cladding layer after heat treatment was not clear. Therefore, the main purpose of this work is to further explore the effect of the heat treatment process on the mechanical properties of laser cladding Ni60 coating on 35CrMoV steel with 6.0%CeO2 addition on the basis of the original research.
2. Materials and Experimental Procedures
2.1. Materials
In this study, 35CrMoV steel was selected as the laser cladding coating substrate, and the size of the substrate was 100 mm × 60 mm × 20 mm. The cladding material is composed of sub-micron rare earth oxide CeO2 (purity ≥ 99.99%) (20–70 μm) and Ni60 (60–150 μm). Its chemical element composition is shown in Table 1. Before laser cladding, CeO2 powder and Ni60 powder were mixed by ball milling method. Mixing experiment parameters are as follows: ball powder mass ratio of 10:1, ball mill speed of 600 rpm and mixing time of 60 min. The mixed Ni60/6.0%CeO2 (wt.%) powder was dried in a box resistance furnace at 100 °C for 120 min.

Table 1.
Chemical composition of 35CrMoV steel and Ni60 powder (wt.%).
2.2. Coating Preparation Process
The 35CrMoV substrate was cleaned with acetone before laser cladding to purge oil stains. The purpose of polishing the surface of the substrate is to remove the oxide layer and is cleaned with acetone and then dried to prevent being re-oxidized. The mixed power was spread evenly on the substrate. The thickness of powder was controlled by a special laying card groove, and the powder thickness was 1.5 mm.
BS-OF-3000-15-4L general laser heating equipment (Laser-300, Xi’an Beisheng Laser Technology Co., Xi’an, China) was used for laser cladding of multi-channel lapping. The optimal processing parameters are power of 3000 W, spot diameter of 3 mm, scanning speed of 120 mm/min, focal length of 16.0 mm, coating rate of 30% and high purity argon gas flow rate of 15 L/min.
2.3. Heat Treatment Method
The 35CrMoV substrate with laser cladding coating was cut into samples of 15 mm × 10 mm × 10 mm by wire-cutting method. The samples were then divided into three groups, which were placed in a resistance furnace at 500 °C, 600 °C and 700 °C for 1 h and then cooled to room temperature in the furnace. The main parameters of the high temperature sintering furnace are: maximum power 1.2 kW and maximum heating temperature 1100 °C. The temperature in the furnace can be effectively controlled by intelligent PID mode. The heating rate and cooling rate of the samples were 5 °C/min and 5 °C/min, respectively.
2.4. Detection Method
The macroscopic morphology of the cladding layer was characterized using a Nikon MA200 metallographic microscope. The microstructure of the selected cladding area was analyzed by scanning electron microscopy(JEOL/JSM-5610LV, Ishizuka Electronics Corporation, Mitaka, Japan). Energy dispersive spectrometer (EDS, Ishizuka Electronics Corporation, Mitaka, Japan) and X-ray diffractometer (XRD, BRUKER-AXS-D8, BRUKER AXS GMBH, Berlin, Germany) were used to determine the elements’ distribution and phase constitution in the cladding layer. The microhardness of the coating was determined by a micro-Vickers hardness tester (HMAS-D1000SZ, Hardness Precision Instruments Co., Shanghai, China) with a loading force of 9.8 N for 15 s. An MWT-R4000 electrochemical corrosion friction and wear tester (MFT-R4000, Zhongke Kaihua Technology Co., Lanzhou, China) was used to conduct the dry sliding friction test to test the friction and wear properties of the cladding layer. In this friction and wear experiment, A Si3N4 ball with a diameter of 6 mm was used as the friction pair, the loading load was 5 N, the wear time was 20 min, the friction travel was 10 mm and the fixed frequency was 2 Hz. A Microxam-800 optical profilometer was used to measure the 3D morphology of the samples after friction and wear, and the friction coefficient of the cladding layer at different temperatures was characterized and analyzed.
3. Results and Discussion
3.1. Macroscopic Morphology of Composite Coating
Figure 1 shows the macroscopic morphologies of the surface of Ni60 composite coating with the addition of 6.0%CeO2 at different heat treatment temperatures. Figure 1a shows the macroscopic morphology of the composite coating at room temperature. Thus, it may be deduced that the cladding layer is mostly composed of coarse columnar dendrites and the microstructure uniformity is poor. This is because the precipitation of Fe5C2 enhanced phase in the 6.0%CeO2/Ni60 cladding layer is inhibited by excessive rare earth element, Ce, which leads to the reduction of the refining effect of Fe5C2 on the coarse dendritic eutectic in the coating. Under these conditions, the intrinsic microstructure of the cladding zone is mostly composed of Ni and Cr enriched phases, and the dendritic eutectic with increasing size of (Ni, Fe) + Fe5C2 + Cr23C6 eventually leads to the formation of microstructure defects [23]. Under the condition of heat treatment at 500 °C, the dendritic eutectic structure was uniform, and there is obvious tendency for the dendrite structure to be significantly refined compared with the non-heat-treated structure, as shown in Figure 1b. Compared with the cladding zone at 500 °C, the microcosmic organization and homogeneity of the composite coating at 600 °C have different changes, as shown in Figure 1c. First, coarse columnar dendrites coexist with tiny dendrites, and the dendrites have a certain tendency to grow compared with that of 500 °C. Secondly, it can be observed that the uniformity of the microstructure has decreased to a certain extent. When the heat treatment temperature reaches 700 °C, the microstructure is mainly composed of coarse eutectic, which presents a dispersed sparse distribution. According to the analysis of the experimental results, the microstructure of the cladding layer has been refined significantly under the 500 °C heat-treatment condition.
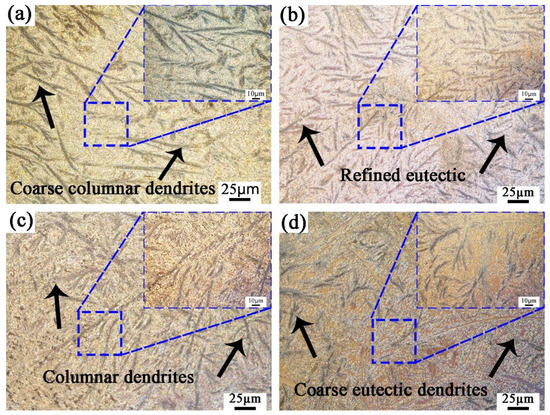
Figure 1.
Macromorphology of Ni60 cladding layer with 6.0% CeO2 at different annealing temperatures: (a) 25 °C; (b) 500 °C; (c) 600 °C; (d) 700 °C.
3.2. Phase Composition
Figure 2 indicates XRD patterns of composite coating with 6.0% CeO2 additive amount at different annealing temperatures. From Figure 2 it can be seen that the main components of the coating are γ-(Fe,Ni),Cr7C3,Cr23C6,CrB, CrFeB and Cr2Ni3. Hard phases Cr7C3, Cr23C6 and CrB fully raise the hardness but also increase the brittleness of the cladding layer. The appearance of Cr2Ni3 phase is a result of the fusion of matrix materials. As we all know, the narrower the half-peak width of the XRD pattern, the larger the grain size. The left shift of the diffraction peak represents the increase in the half-peak width of the XRD pattern. From Figure 2 it can be seen that under the condition of heat treatment at 500 °C, the diffraction peak shifts significantly to the left, which proves that the width of the half-peak increases. It can be inferred that the grain size decreases under such experimental conditions. Under the conditions of 600 °C and 700 °C, the XRD patterns have different degrees of right movement, which shows that the grain size increases under these heat treatment conditions. The FWHM value measured by integral method can be used to compare the half-peak width at different heat treatment temperatures, which can indirectly assess the grain size variation at different heat treatment temperatures. The half-peak widths at 25 °C, 500 °C, 600 °C and 700 °C are 3.49, 3.91, 3.32 and 2.71, respectively. It can be concluded that the half-peak width is the maximum under the heat treatment condition of 500 °C, and it follows from what has been said that the particle size of the cladding coating is relatively small under this condition, which also confirms the conclusion drawn in Figure 1.
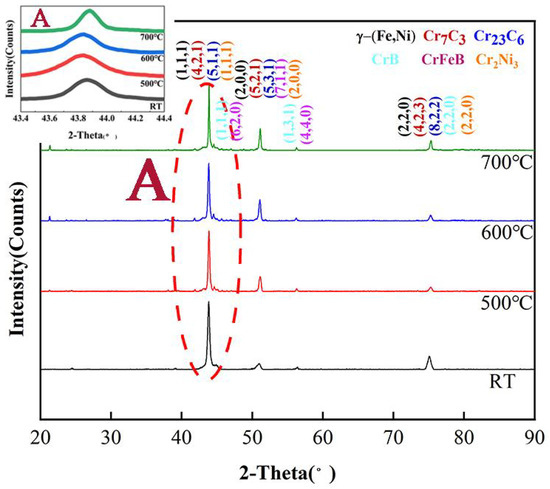
Figure 2.
Micromechanism of the complex coating with different annealing temperatures.
3.3. Microstructures of Cladding Layer
Figure 3 shows the microstructure evolution after different heat treatment temperatures. The micromechanism of the complex coating under 25 °C, that is, without heat treatment, presents obvious coarse and sparse microstructure. The cladding layer is mainly composed of coarse columnar crystals, as shown in Figure 3a. Figure 3b shows the microstructure of the complex coating after 500 °C annealing. The micromechanism consists mainly of components of closely and evenly distributed dendrite crystals and the original coarse dendrites are fully refined. Figure 3c shows that under the experimental condition of heat treatment temperature of 600 °C, the microstructure refinement effect of the cladding layer can be seen to be significantly reduced. Under these conditions, relatively coarse dendrites reappear in the cladding coating, decreased the uniformity of the microstructure. When the heat treatment temperature is 700 °C, it can be found that the cladding layer has obviously coarse dendrites randomly distributed, and obvious segregation phenomenon can be seen in the tissue, as shown in Figure 3d. Combined with the above analysis and the microstructure of the cladding layer shown in Figure 3, it can be seen that the microstructure of the Ni60 cladding layer with 6.0%CeO2 after the heat treatment experiment is improved to different degrees compared with that under 25 °C. When the heat treatment temperature is 500 °C, the particles’ refining effect in the micro-organization is the best, and the homogeneity of the microstructure is obviously improved.
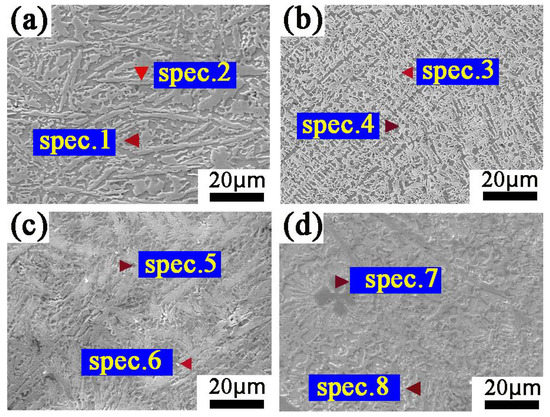
Figure 3.
Microstructure of the complex coating with different annealing temperatures: (a) 25 °C; (b) 500 °C; (c) 600 °C; (d) 700 °C.
Combined with the XRD(Figure 2) and EDS(Table 2) results, it may be deduced that the coarse dendrites of the cladding layer are mainly composed of B, Cr, Fe, Ni and C elements, which are further confirmed as γ-(Fe,Ni) + Cr7C3 + Cr23C6 + CrFeB + Cr2Ni3 solution [3]. The fine compact grain region is consisted of Ni, Fe and Cr elements, which are γ-(Fe,Ni) + Cr2Ni3. The reinforced phase generated by B element can improve the hardness of the cladding layer. In addition, boron also has the effect of self-deoxidizing and reducing inclusions and pores in the cladding layer. Therefore, it can be inferred that the gradual transformation of fine dendrites into coarse columnar crystal in the clad coatings is related to the decrease in B content.
Table 2.
EDS results of the coating(wt. %).
3.4. Element Distribution Analysis
Figure 4 demonstrates the elements distribution of the Ni60 cladding layer containing 6.0%CeO2 at several annealing temperatures. The degree of segregation of each element is different. In the four cases, the segregation severity of Ni, Fe, Si and Cr elements are more intense than that of B, C and Ce elements. In the cladding layer without heat treatment, it can be observed that the segregation of Si and Cr elements is obvious, as shown in Figure 4a0–g0. This is because the excessive addition of Ce in 6.0%CeO2 resulted in the conversion of excess Ce from dissolution and segregation along the crystal boundaries during solidification [24]. The latent heat of phase transition emitted by the second phase compound at the crystal boundaries reduces the degree of supercooling and finally results in the columnar crystals. When the heat treatment temperature is 500 °C, it can be seen that the segregation of each element is significantly improved as can be seen in Figure 4a1–g1. The reason for the improvement of element segregation is that the reasonable temperature increases the diffusion of the elements in the sample, and the inhibition of CeO2 on the segregation of elements in the clad coatings is further enhanced. When the heat treatment temperatures are 600 °C and 700 °C, it can be seen from Figure 4a2–g2 and a3–g3 that the segregation of Ni, Cr and Fe elements causes the uneven distribution of elements in the cladding layer, resulting in the decrease in the uniformity of the cladding layer structure. The above experimental results show that appropriate heat treatment temperature (500 °C) can effectively inhibit the segregation of elements, so as to effectively improve the uniformity of the distribution profile of elements in the clad coatings.
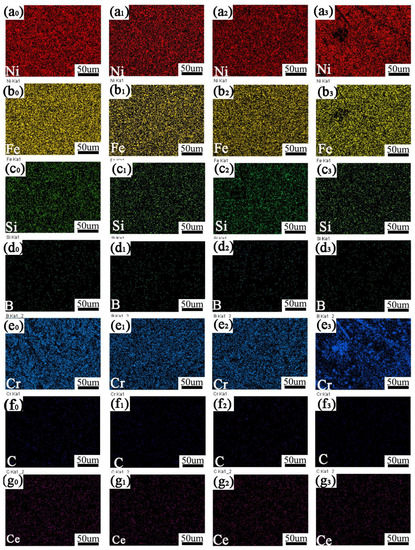
Figure 4.
The element distribution of Ni60-6.0%CeO2 complex coating at different heat treatment temperatures: (a0–g0) 25 °C; (a1–g1) 500 °C; (a2–g2) 600 °C; (a3–g3) 700 °C.
3.5. Microhardness of Cladding Layer
Figure 5 displays the microhardness allocation of 6.0%CeO2 clad coatings at disparate annealing temperatures. The change of microhardness value directly affects the quality of cladding layer [25]. Generally, the microhardness distribution curve of the cladding layer can be divided into three sections, as shown in Figure 5. Along the cross section of the sample from top to bottom, it can be divided into the surface cladding region, the intermediate bonding region between the cladding layer and the matrix and the final 35CrMoV matrix region. In this experiment, the hardness of the coating was characterized by HMAS-D1000SZ micro-Vickers hardness tester. The loading force was 9.8 N and the duration was 15 s. For the accuracy of the test, three points were taken at equal distances to test the hardness. The distance was 0.5 mm apart, and the average value was taken as the final result. Average microhardness of samples after 25 °C, 500 °C, 600 °C and 700 °C heat treatments are 539.45 HV1, 732.37 HV1, 677.41 HV1 and 658.19 HV1, respectively. Microhardness of the clad coatings is the lowest under the heat treatment condition of 25 °C, and the hardness fluctuation is larger at the bonding zone. This is caused by the poor bonding performance. Additionally, the serious element segregation in non-heat-treated samples, which leads to the uneven structure, also contributes to the fluctuation hardness behavior. When the heat treatment temperature is 500 °C, the microhardness of the coverage shows an overall increase and the hardness curve is smoother than at other temperatures. At a reasonable heat treatment temperature, the grains of the coverage including 6.0%CeO2 are obviously refined, and the microstructure uniformity reaches the optimal. As a consequence, the hardness curve of the cladding layer is relatively smooth. The reinforced phase formed by Cr and B in the cladding layer increase the hardness of the cladding layer obviously. Under the experimental conditions of the heat-treatment temperatures of 600 °C and 700 °C, it can be observed that the hardness curve of the cladding layer fluctuates obviously. Combined with microstructure and phase analysis, the effect of grain refinement in the cladding layer is reduced. It can be inferred from the EDS diagram that the reduction of B compounds is one of the reasons for the fluctuation of hardness values. Combined with the above conclusions, the heat treatment can uplift the rigidity of Ni60 coverage containing 6.0%CeO2 to a certain extent. Under the condition of 500 °C, the rigidity of coverage obviously augmented, and the fluctuation range of microhardness is the smallest.
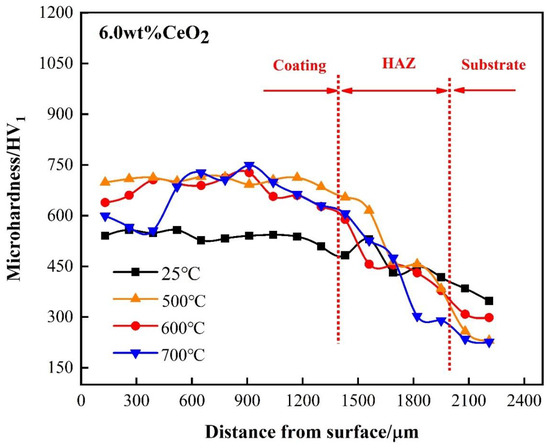
Figure 5.
Microhardness distribution at different heat treatment temperatures.
3.6. Wear Morphology
In order to investigate the three-dimensional morphology change of the 6.0%CeO2/Ni60 cladding layer, MicroXAM-800 optical profilometer was applied to represent the surface profile of the cladding wear marks. The measuring range is 71 × 55 μm, the measuring accuracy is 20 Pa and the resolution is 0.01. Deep grooves appear on the worn surface of the Ni60 cladding layer without heat treatment test, resulting in serious tearing and debris flaking, as shown in Figure 6a. The main wear mechanism that causes this phenomenon is abrasive wear. Figure 6b shows the wear morphology of the cladding layer under the condition of 500 °C heat treatment. The worn surface presents a clear groove track shape, and there is no obvious tearing and spalling phenomenon. The worn surface of the coating is smooth, and no bad slotting is generated after wear, indicating that the formation of the coating is correspondingly homogeneous. Under these experimental conditions the friction mechanism is mostly plastic deformation. The pattern of the coating after wear test when the heat treatment temperature reaches 600 °C is shown in Figure 6c. It can be seen that there are obvious differences in the flatness of the surface topography after wear. Tears and flakes occurred in the worn area. The friction mechanism is mainly adherence wear and grain-abrasion. After heat treatment at 700 °C, the wear morphology of the cladding layer deteriorates further after the wear test. The worn surface is heavily grooved and chipped. The wear mechanism is mainly abrasive wear and adhesive wear. Combined with these analyses, the Ni60 coatings of 6.0%CeO2 can obtain excellent wear morphology and it has better abrasion resistance at the heat treatment temperature of 500 °C. This combined with the wear of the cladding layer shows that the Ni60 cladding layer of 6.0%CeO2 is obviously refined after the heat treatment condition of 500 °C, and the microstructure uniformity is obviously improved, which is also a main cause for the preferable wearability of the coatings.
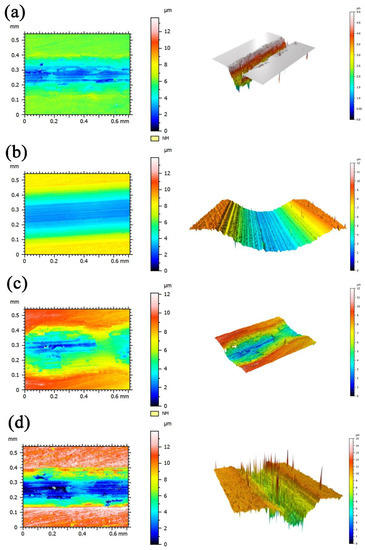
Figure 6.
Wear morphology at different heat treatment temperatures: (a) 25 °C; (b) 500 °C; (c) 600 °C; (d) 700 °C.
3.7. Friction Coefficient and Wear
The friction coefficient can also reflect the wear performance of the cladding layer. In order to better understand the friction coefficient change of the Ni60 cladding layer with 6.0%CeO2 under different heat treatment experimental conditions, wear tests under unified test parameters (the load was 5 N and the test time was 20 min) were carried out on the samples after different heat treatment temperatures. The friction coefficient evolution can be seen in Figure 7. The friction factor of the cladding layer at 500 °C is significantly reduced compared with the other three heat treatment temperatures. The friction factors of coatings at 25 °C and 700 °C are almost the same. The friction factor of coatings at 600 °C shows instability, which is consistent with the characteristics of the three-dimensional morphology.
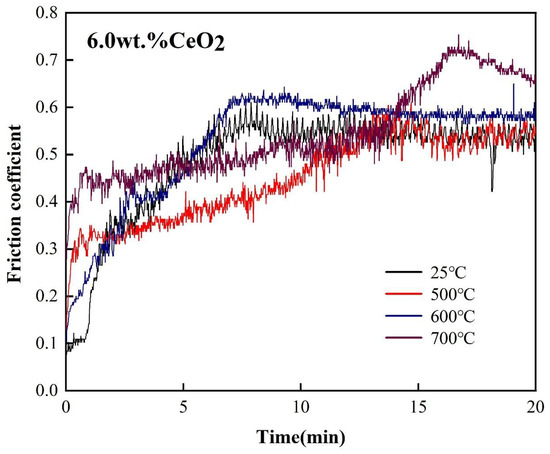
Figure 7.
Friction coefficient of Ni60 coating with 6.0%CeO2 at several annealing temperatures.
The change of wear performance presented by friction coefficient is also directly reflected in the wear quantity and wear depth. Figure 8 shows the wear quantity (a) and wear depth (b) of the Ni60 cladding layer with 6.0%CeO2. Figure 8a clearly shows that the wear quantity of the cladding layer at 25 °C and 700 °C is almost the same, which is 28,646 μm3 and 27,583 μm3, respectively. The wear of the coating at 500 °C is only 16,583 μm3, which is 43% less than that of the coating with no-annealing. The wear loss of coatings at 600 °C is 20,354 μm3, which is slightly higher than that at 500 °C. The variation of wear depth is basically consistent with that of wear quantity, as shown in Figure 8b. In conclusion, the Ni60 cladding layer with 6.0%CeO2 after 500 °C heat treatment has better tribological and wear performance than cladding layers at other heat treatment temperatures; the wear quantity of the coating without heat treatment is reduced by about 43%.
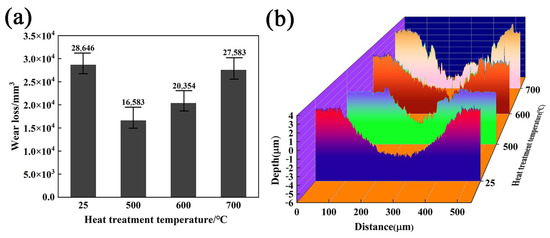
Figure 8.
Attrition rate of Ni60 cladding layer under several annealing temperatures with 6.0% CeO2 addition: (a) Wear quantity; (b) depth of wear.
4. Conclusions
(1) The tribological and wear properties of Ni60/6.0% CeO2 cladding layers with annealing temperatures of 25 °C, 500 °C, 600 °C and 700 °C were investigated. The changes of the macroscopic morphology, microstructure, phase composition, microhardness, friction coefficient and wear quantity of the coatings at several annealing temperatures were surveyed and are briefly summarized as follows:
(2) The Ni60 cladding layer of 6.0%CeO2 is comprised of γ-(Fe,Ni),Cr7C3,Cr23C6,CrB, CrFeB and Cr2Ni3. Hard phases such as Cr7C3, Cr23C6 and CrB significantly raise the hardness and brittleness of the coatings. By calculating the FWHM value and the left shift of XRD diffraction peak at 500 °C, it is found that the grain of the composite coating is obviously refined, the element segregation phenomenon is effectively inhibited and the homogeneity of the microstructure is greatly improved.
(3) The microhardness distribution of the CeO2/Ni60 cladding layer is the most homogenous at 500 °C. The average microhardness of the cladding layer is about 732.37 HV1.
(4) The wear quantities of Ni60 coatings at 25 °C, 500 °C, 600 °C and 700 °C are 28,646 μm3, 16,583 μm3, 20,354μm3 and 27,583 μm3, respectively. The wear quantity of the coating at 500 °C is only 16,583 μm3, which is 43% less than that of the coating without annealing. The change the situation of wear depth and friction coefficient is basically consistent with that of wear quantity. Therefore, the 6.0%CeO2/Ni60 cladding layer obtained the optimal tribological and wear properties at the annealing temperature of 500 °C.
Author Contributions
Writing—original draft, Z.G. (Zhiming Gao), S.Z., H.R. and C.Z.; Writing—review & editing, Z.G. (Zhongtang Gao) All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the National Natural Science Foundation of China (52104384, 51804251), China Postdoctoral Science Foundation (2020M683675XB), NSF of Shaanxi Provincial Department of Education (21JK0761), Science Fund of Shandong Laboratory of Yantai Advanced Materials and Green Manufacturing (AMGM2021F04), and the Planning project of Xi’an Science and Technology (21XJZZ0041).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
All data that support the findings of this study are included within the article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Gao, Z.; Ren, H.; Geng, H.; Yu, Y.; Gao, Z.; Zhang, C. Effect of CeO2 on Microstructure and Wear Property of Laser Cladding Ni-Based Coatings Fabricated on 35CrMoV Steel. J. Mater. Eng. Perform. 2022, 31, 9534–9543. [Google Scholar] [CrossRef]
- Jiang, X.; Zhou, Y.; Shi, C.; Mao, D. Effects of Ultrasonic-Aided Quenching on the Corrosion Resistance of GB 35CrMoV Steel in Seawater Environment. Metals 2018, 8, 104. [Google Scholar] [CrossRef]
- Liu, J.; Li, X.; Bai, J.; Zhang, T.; Xu, Y.; Yu, Y. Effects of Thermal Treatment on Microstructure and Wear Properties of Ni60/CeO2 Composite Coating 35CrMoV Steel by Laser Cladding. Coatings 2022, 12, 1575. [Google Scholar] [CrossRef]
- Gao, Y.; Tong, Y.; Guohui, L.; Lu, P.; Zhang, D. Microstructure and Mechanical Properties of Ni-Based Alloy Composite Coating on Cr12MoV by Laser Cladding. Coatings 2022, 12, 1632. [Google Scholar] [CrossRef]
- Cao, S.; Liang, J.; Wang, L.; Zhou, J. Effects of NiCr intermediate layer on microstructure and tribological property of laser cladding Cr3C2 reinforced Ni60A-Ag composite coating on copper alloy. Opt. Laser Technol. 2021, 142, 106963. [Google Scholar] [CrossRef]
- Cai, Y.; Luo, Z.; Chen, Y.; Ao, S. Influence of CeO2 on tribological behaviour of TiC/Fe-based composite coating. Surf. Eng. 2017, 33, 936–943. [Google Scholar] [CrossRef]
- Liang, J.; Yin, X.; Lin, Z.; Chen, S.; Liu, C.; Yan, S.; Dong, S. Effects of LaB6 on microstructure evolution and properties of in-situ synthetic TiC+TiBx reinforced titanium matrix composite coatings prepared by laser cladding. Surf. Coat. Technol. 2020, 403, 126409. [Google Scholar] [CrossRef]
- Quazi, M.M.; Fazal, M.A.; Haseeb, A.S.M.A.; Yusof, F.; Masjuki, H.H.; Arslan, A. Effect of rare earth elements and their oxides on tribo-mechanical performance of laser claddings: A review. J. Rare Earths 2016, 34, 549–564. [Google Scholar] [CrossRef]
- Liu, J.; Yu, H.; Chen, C.; Weng, F.; Dai, J. Research and development status of laser cladding on magnesium alloys: A review. Opt. Lasers Eng. 2017, 93, 195–210. [Google Scholar] [CrossRef]
- Chen, W.; Yang, X.; Li, X.; Chai, C.; Liu, W. Study on Microstructure and Properties of Nickel-Based Self-Lubricating Coating by Laser Cladding. Coatings 2022, 12, 753. [Google Scholar] [CrossRef]
- Shu, D.; Cui, X.; Li, Z.; Sun, J.; Wang, J.; Chen, X.; Dai, S.; Si, W. Effect of the Rare Earth Oxide CeO2 on the Microstructure and Properties of the Nano-WC-Reinforced Ni-Based Composite Coating. Metals 2020, 10, 383. [Google Scholar] [CrossRef]
- Wang, C.; Gao, Y.; Wang, R.; Wei, D.; Cai, M.; Fu, Y. Microstructure of laser-clad Ni60 cladding layers added with different amounts of rare-earth oxides on 6063 Al alloys. J. Alloys Compd. 2018, 740, 1099–1107. [Google Scholar] [CrossRef]
- Yinghua, L.; Xuelong, P.; Jiacai, K.; Yingjun, D. Improving the microstructure and mechanical properties of laser cladded Ni-based alloy coatings by changing their composition: A review. Rev. Adv. Mater. Sci. 2020, 59, 340–351. [Google Scholar] [CrossRef]
- Liang, C.J.; Wang, C.L.; Zhang, K.X.; Liang, M.L.; Xie, Y.G.; Liu, W.J.; Yang, J.J.; Zhou, S.F. Nucleation and strengthening mechanism of laser cladding aluminum alloy by Ni-Cr-B-Si alloy powder based on rare earth control. J. Mater. Process. Technol. 2021, 294, 117145. [Google Scholar] [CrossRef]
- Wang, C.; Gao, Y.; Zeng, Z.; Fu, Y. Effect of rare-earth on friction and wear properties of laser cladding Ni-based coatings on 6063Al. J. Alloys Compd. 2017, 727, 278–285. [Google Scholar] [CrossRef]
- Oh, Y.; Han, C.H.; Wang, M.; Chun, Y.-B.; Han, H.N. Effect of rare earth oxide addition on microstructure and mechanical properties of Ni-based alloy. J. Alloys Compd. 2021, 853, 156980. [Google Scholar] [CrossRef]
- Xu, Z.; Wang, Z.; Chen, J.; Qiao, Y.; Zhang, J.; Huang, Y. Effect of Rare Earth Oxides on Microstructure and Corrosion Behavior of Laser-Cladding Coating on 316L Stainless Steel. Coatings 2019, 9, 636. [Google Scholar] [CrossRef]
- Lu, X.-L.; Liu, X.-B.; Yu, P.-C.; Zhai, Y.-J.; Qiao, S.-J.; Wang, M.-D.; Wang, Y.-G.; Chen, Y. Effects of heat treatment on microstructure and mechanical properties of Ni60/h-BN self-lubricating anti-wear composite coatings on 304 stainless steel by laser cladding. Appl. Surf. Sci. 2015, 355, 350–358. [Google Scholar] [CrossRef]
- Liu, L.; Xu, H.; Xiao, J.; Wei, X.; Zhang, G.; Zhang, C. Effect of heat treatment on structure and property evolutions of atmospheric plasma sprayed NiCrBSi coatings. Surf. Coat. Technol. 2017, 325, 548–554. [Google Scholar] [CrossRef]
- Pan, Y.; Cui, J.; Lei, W.; Zhou, J.; Ma, Z. Influence of Heat Treatment on the Mechanical Properties of Ni Films on 430 Stainless Steel Substrate. High Temp. Mater. Process. 2017, 36, 855–861. [Google Scholar] [CrossRef]
- Wang, S.; Zheng, Z.; Zheng, K.; Long, J.; Wang, J.; Ren, Y.; Li, Y. High temperature oxidation behavior of heat resistant steel with rare earth element Ce. Mater. Res. Express 2020, 7, 016571. [Google Scholar] [CrossRef]
- Guo, W.; Zhang, L.; Xu, C.; Chai, R.; Gao, Z.; Kogo, B.; Chizari, M.; Zhang, C.; Wang, B. Study on the wear resistance of laser cladding iron-base alloy by heat treatment. Mater. Res. Express 2018, 6, 2. [Google Scholar] [CrossRef]
- Gao, Z.; Ren, H.; Yuan, Y.; Gao, Z.; Liu, E.; Zhang, C. Effect of CeO(2) on the microstructure and microhardensss of laser-cladded Ni60 on 35CrMoV alloys. Micron 2021, 150, 103146. [Google Scholar] [CrossRef]
- Yang, L.; Li, Z.; Zhang, Y.; Wei, S.; Wang, Y.; Kang, Y. In-situ TiC-Al3Ti reinforced Al-Mg composites with Y2O3 addition formed by laser cladding on AZ91D. Surf. Coat. Technol. 2020, 383, 125249. [Google Scholar] [CrossRef]
- Farahmand, P.; Liu, S.; Zhang, Z.; Kovacevic, R. Laser cladding assisted by induction heating of Ni–WC composite enhanced by nano-WC and La2O3. Ceram. Int. 2014, 40, 15421–15438. [Google Scholar] [CrossRef]








Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).