
Effect of Urea–Formaldehyde Resin–Coated Colour–Change Powder Microcapsules on Performance of Waterborne Coatings for Wood Surfaces

Abstract
:1. Introduction
2. Experimental Materials and Methods
2.1. Experimental Materials
2.2. Experimental Methods
2.3. Testing and Characterisation
3. Results and Discussion
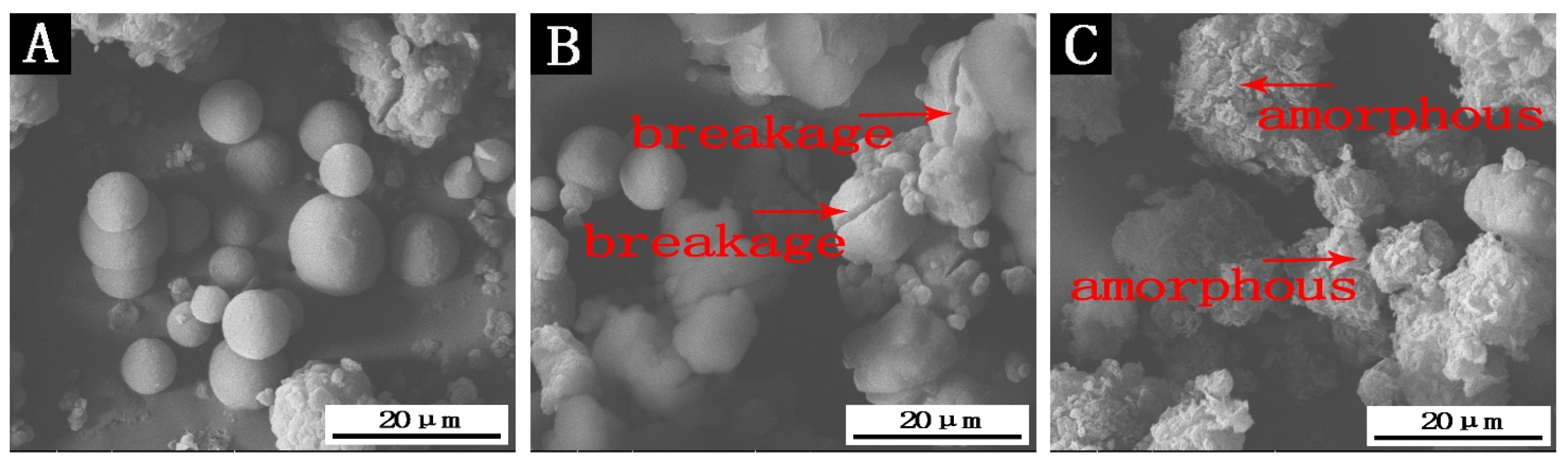
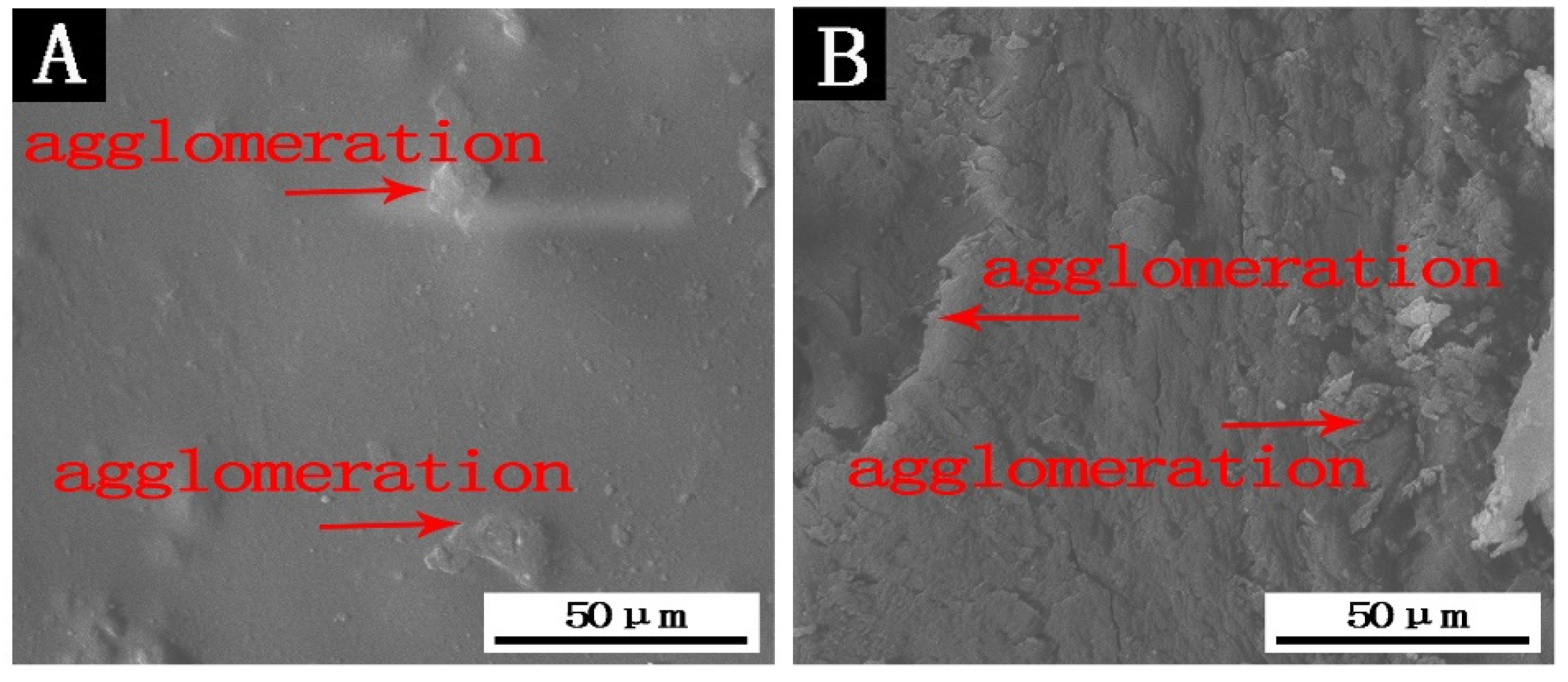
3.1. Microstructural Analysis
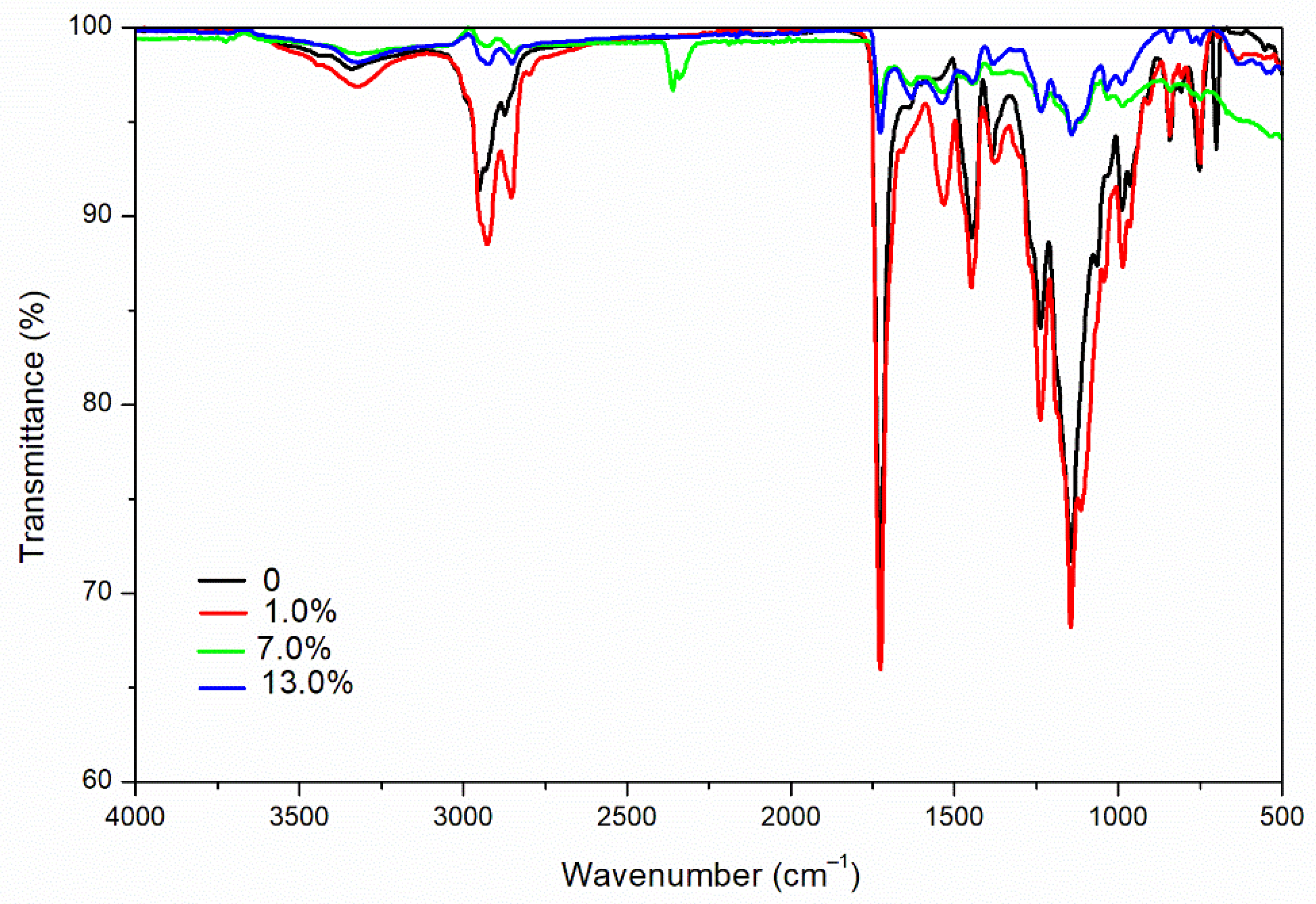
3.2. Infrared Spectrum Analysis
3.3. Influence of the Microcapsule Content of Colour–Changing Powder on the Optical Properties of Waterborne Topcoat Films on Linden Wood Surfaces
3.3.1. Influence of the Microcapsule Content of Colour–Changing Powders on the Colour Difference in Waterborne Topcoats on Linden Wood Surfaces
3.3.2. Influence of the Microcapsule Content of Colour–Changing Powder on the Gloss of Waterborne Topcoats on Linden Wood Surfaces
3.4. Influence of the Microcapsule Content of Colour–Changing Powder on the Mechanical Properties of Waterborne Topcoats on Linden Wood Surfaces
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xu, J.; Jiang, Y.; Zhang, T.; Dai, Y.; Yang, D.; Qiu, F.; Yu, Z.P.; Yang, P. Synthesis of UV-curing waterborne polyurethane-acrylate coating and its photopolymerization kinetics using FT-IR and photo-DSC methods. Prog. Org. Coat. 2018, 122, 10–18. [Google Scholar] [CrossRef]
- Yan, X.; Qian, X.; Lu, R.; Miyakoshi, T. Synergistic effect of addition of fillers on properties of interior waterborne UV-curing wood coatings. Coatings 2017, 8, 9. [Google Scholar] [CrossRef]
- Xu, H.; Qiu, F.; Wang, Y.; Yang, D.; Wu, W.; Chen, Z.; Zhu, J. Preparation, mechanical properties of waterborne polyurethane and crosslinked polyurethane-acrylate polyurethane-acrylate composite. J. Appl. Polym. Sci. 2012, 124, 958–968. [Google Scholar] [CrossRef]
- Lin, X.; Zhang, S.; Qian, J. Synthesis and properties of a novel UV-curable waterborne hyperbranched polyurethane. J. Coat. Tech. Res. 2014, 11, 319–328. [Google Scholar] [CrossRef]
- Wu, Y.; Wang, S.; Zhou, D.; Zhang, Y.; Wang, X.; Yang, R. Biodegradable polyvinyl alcohol nanocomposites made from rice straw fibrils: Mechanical and thermal properties. J. Compos. Mater. 2013, 47, 1449–1459. [Google Scholar] [CrossRef]
- Liu, Y.; Hu, J. Investigation of polystyrene-based microspheres from different copolymers and their structural color coatings on wood surface. Coatings 2021, 11, 14. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, H.R.; Zhou, Q.X. Preparation and characterization of microcapsules based self-healing coatings containing epoxy ester as healing agent. Prog. Org. Coat. 2018, 125, 403–410. [Google Scholar] [CrossRef]
- Yan, X.X.; Wang, L.; Qian, X.Y. Effect of Urea-Formaldehyde-Coated Epoxy Microcapsule Modification on Gloss, Toughness and Chromatic Distortion of Acrylic Copolymers Waterborne Coating. Coatings 2019, 9, 239. [Google Scholar] [CrossRef]
- White, S.R.; Sottos, N.R.; Geubelle, P.H.; Moore, J.S.; Kessler, M.R.; Sriram, S.R.; Brown, E.N.; Viswanathan, S. Autonomic healing of polymer composites. Nature 2001, 409, 794. [Google Scholar] [CrossRef]
- Tao, Y.; Yan, X.X. Influence of HLB Value of Emulsifier on the Properties of Microcapsules and Self-Healing Properties of Waterborne Coatings. Polymers 2022, 14, 1304. [Google Scholar] [CrossRef]
- Qiao, J.C.; Ha, X.L.; Guan, P.; Zhao, Y.; Tian, W. Preparation and development of pharmaceutical microcapsules. Prog. Chem. 2008, 20, 171–181. [Google Scholar]
- Chang, Y.; Yan, X. Preparation and self-repairing properties of MF-coated shellac water-based microcapsules. Coatings 2020, 10, 778. [Google Scholar] [CrossRef]
- Yuan, L.; Gu, A.; Liang, G. Preparation and properties of poly(urea-formaldehyde) microcapsules filled with epoxy resins. Polymer 2006, 47, 5338–5349. [Google Scholar] [CrossRef]
- Ullah, H.; Azizli, K.A.M.; Man, Z.B.; Ismail, M.B.C.; Khan, M.I. The potential of microencapsulated self-healing materials for microcracks recovery in self-healing composite systems: A review. Polym. Rev. 2016, 56, 429–485. [Google Scholar] [CrossRef]
- Schreiner, C.; Scharf, S.; Stenzel, V.; Rossler, A. Self-healing through microencapsulated agents for protective coatings. J. Coat. Technol. Res. 2017, 14, 809–816. [Google Scholar] [CrossRef]
- Scheiner, M.; Dickens, T.J.; Okoli, O. Progress towards self-healing polymers for composite structural applications. Polymer 2016, 83, 260–282. [Google Scholar] [CrossRef]
- Brown, E.N.; White, S.R.; Sottos, N.R. Microcapsule induced toughening in a self-healing polymer composite. J. Mater. Sci. 2004, 39, 1703–1710. [Google Scholar] [CrossRef]
- Pedaballi, S.; Li, C.C.; Song, Y.J. Dispersion of microcapsules for the improved thermochromic performance of smart coatings. RSC Adv. 2019, 9, 24175–24183. [Google Scholar] [CrossRef]
- Zotiadis, C.; Patrikalos, I.; Loukaidou, V.; Korres, D.M.; Karantonis, A.; Vouyiouka, S. Self-healing coatings based on poly(urea-formaldehyde) microcapsules: In situ polymerization, capsule properties and application. Prog. Org. Coat. 2021, 161, 106475. [Google Scholar] [CrossRef]
- Zhou, C.M.; Shi, Z.Y.; Kaner, J. Life cycle analysis for reconstituted decorative lumber from an ecological perspective: A Review. Bioresources 2022, 17, 5464–5484. [Google Scholar] [CrossRef]
- Zhu, X.D.; Liu, Y.; Li, Z.; Wang, W.C. Thermochromic microcapsules with highly transparent shells obtained through in-situ polymerization of urea formaldehyde around thermochromic cores for smart wood coatings. Sci. Rep. 2018, 8, 4015. [Google Scholar] [CrossRef] [Green Version]
- Zhou, C.M.; Dai, Y.Y.; Huang, T.; Zhao, H.X.; Kaner, J. An Empirical Study on the Influence of Smart Home Interface Design on the Interaction Performance of the Elderly. Int. J. Env. Res. Pub. He. 2022, 19, 9105. [Google Scholar] [CrossRef]
- Liu, Q.Q.; Gao, D.; Xu, W. Effect of Polyurethane Non-Transparent Coating Process on Paint Film Performance Applied on Modified Poplar. Coatings 2022, 12, 39. [Google Scholar] [CrossRef]
- Zhou, C.M.; Yuan, F.F.; Huang, T.; Zhang, Y.R.; Kaner, J. The Impact of Interface Design Element Features on Task Performance in Older Adults: Evidence from Eye-Tracking and EEG Signals. Int. J. Env. Res. Pub. He. 2022, 19, 9251. [Google Scholar] [CrossRef]
- Liu, Q.Q.; Gao, D.; Xu, W. Effect of paint process on the performance of modified poplar wood antique. Coatings 2021, 11, 1174. [Google Scholar] [CrossRef]
- Hu, J.; Liu, Y.; Wu, Z.; Pang, X. Construction of bionic structural color coating on wood surface based on polystyrene micro-spheres. J. For. Eng. 2021, 6, 35–42. [Google Scholar]
- Lu, Z.; Hu, J.B.; Zhang, M.H.; Chang, S.S.; Liu, Y.; Zheng, L.; Li, X.J. Research on wettability of wood surface with waterborne-resin priming paint. J. For. Eng. 2021, 6, 178–183. [Google Scholar]
- Yan, C.Y.; Min, Z.R.; Ming, Q.Z. Preparation and characterization of microencapsulated polythiol. Polymer 2008, 49, 2531–2541. [Google Scholar] [CrossRef]
- Samadzadeh, M.; Boura, S.H.; Peikari, M.; Kasiriha, S.M.; Ashrafi, A. A review on self-healing coatings based on micro/nanocapsules. Prog. Org. Coat. 2010, 68, 159–164. [Google Scholar] [CrossRef]
- Zhou, J.C.; Xu, W. Toward interface optimization of transparent wood with wood color and texture by silane coupling agent. J. Mater. Sci. 2022, 57, 5825–5838. [Google Scholar] [CrossRef]
- Liu, Q.Q.; Gu, Y.T.; Xu, W.; Lu, T.; Li, W.J.; Fan, H.B. Compressive Properties of Polyurethane Fiber Mattress Filling Material. App. Sci. 2022, 12, 6139. [Google Scholar] [CrossRef]
- Zhao, Y.; Ren, J.; Zheng, X.; Pan, B.; Leng, W. Effects of three kinds of fungi on color, chemical composition and route of in-fection of Picea sitchensis. J. For. Eng. 2021, 6, 88–93. [Google Scholar]
- Fu, R.; Zhang, W.; Li, D.; Zhang, H. Analyses on chemical composition of ancient wood structural component by using near infrared spectroscopy. J. For. Eng. 2021, 6, 114–119. [Google Scholar]
- Zhang, N.; Mao, Y.Q.; Wu, S.S.; Xu, W. Effects of the Ball Milling Process on the Particle Size of Graphene Oxide and Its Application in Enhancing the Thermal Conductivity of Wood. Forests 2022, 13, 1325. [Google Scholar] [CrossRef]
- Feng, X.; Chen, J.; Wu, Z.; Wu, Y.; Gan, J. The formation mechanism of “skin-tactile” coating and its application and trends in furniture. J. For. Eng. 2021, 6, 167–175. [Google Scholar]
- Yan, X.X.; Peng, W.W. Preparation of microcapsules of urea formaldehyde resin coated waterborne coatings and their effect on properties of wood crackle coating. Coatings 2020, 10, 764. [Google Scholar] [CrossRef]
- Zhou, C.M.; Li, Z.Y.; Kaner, J.; Leng, C.X. Development of a Selection System for the Colour of Wardrobe Furniture. Bioresources 2022, 17, 3912–3928. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Number | Urea (g) | Formaldehyde (g) | Urea–Formaldehyde Resin (g) | Temperature–Sensitive Colour–Change Powder (g) | Water (g) | Dodecylbenzene Sulfonic Acid by (g) | Core–to–Wall Ratio |
|---|---|---|---|---|---|---|---|
| 1 | 20.0 | 27.0 | 30.0 | 1.0 | 99.0 | 1.0 | 0.033 |
| 2 | 20.0 | 27.0 | 30.0 | 2.0 | 99.0 | 1.0 | 0.067 |
| 3 | 20.0 | 27.0 | 30.0 | 3.0 | 99.0 | 1.0 | 0.100 |
| 4 | 20.0 | 27.0 | 30.0 | 4.0 | 99.0 | 1.0 | 0.133 |
| 5 | 20.0 | 27.0 | 30.0 | 5.0 | 99.0 | 1.0 | 0.167 |
| 6 | 20.0 | 27.0 | 30.0 | 6.0 | 99.0 | 1.0 | 0.200 |
| Sample | Colour–Changing Powder Microcapsule Content 0 | 1.0% | 3.0% | 5.0% | 7.0% | 9.0% | 11.0% | 13.0% |
|---|---|---|---|---|---|---|---|---|
| Weight of discolouring powder microcapsules (g) | 0 | 0.03 | 0.09 | 0.15 | 0.21 | 0.27 | 0.33 | 0.39 |
| Weight of water–based topcoat (g) | 3.00 | 2.97 | 2.91 | 2.85 | 2.79 | 2.73 | 2.67 | 2.61 |
| Temperature–sensitive reversible colour–changing water–based paint weight (g) | 3.00 | 3.00 | 3.00 | 3.00 | 3.00 | 3.00 | 3.00 | 3.00 |
| Colour–Changing Powder Microcapsule Content (%) | Colour | 25 °C | 26 °C | 27 °C | 28 °C | 29 °C | 30 °C | 31 °C | 32 °C | 33 °C | 34 °C | 35 °C |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1.0 | L | +58.0 | +58.0 | +56.7 | +56.3 | +56.3 | +56.1 | +56.5 | +56.2 | +56.2 | +56.2 | +57.0 |
| a | +19.9 | +19.9 | +20.1 | +20.7 | +20.7 | +20.5 | +20.4 | +20.8 | +21.0 | +21.0 | +21.2 | |
| b | +33.1 | +33.1 | +33.4 | +32.4 | +32.4 | +32.7 | +32.9 | +33.6 | +32.8 | +32.8 | +32.6 | |
| c | 38.6 | 38.6 | 39.0 | 38.5 | 38.5 | 38.6 | 38.7 | 38.8 | 39.0 | 39.0 | 38.9 | |
| H | 58.9 | 58.9 | 58.9 | 57.4 | 57.4 | 57.8 | 58.2 | 58.2 | 58.3 | 57.3 | 56.9 | |
| 3.0 | L | +68.8 | +68.4 | +67.0 | +67.5 | +67.4 | +62.4 | +66.9 | +66.1 | +68.4 | +69.0 | +67.8 |
| a | +14.6 | +14.9 | +14.8 | +14.9 | +15.3 | +14.3 | +15.4 | +15.3 | +14.8 | +14.1 | +14.9 | |
| b | +29.2 | +27.9 | +28.3 | +27.7 | +27.4 | +27.4 | +27.5 | +27.5 | +27.9 | +28.1 | +28.0 | |
| c | 32.7 | 31.7 | 32.0 | 31.5 | 31.4 | 30.9 | 31.5 | 32.0 | 31.6 | 31.4 | 31.7 | |
| H | 63.4 | 62.7 | 62.3 | 61.7 | 60.8 | 62.4 | 60.6 | 62.0 | 62.1 | 63.3 | 61.9 | |
| 5.0 | L | +66.0 | +63.0 | +62.8 | +62.5 | +62.9 | +62.6 | +63.2 | +62.8 | 63.3 | +62.8 | +62.8 |
| a | +17.9 | +18.3 | +18.3 | +18.4 | +18.5 | +18.8 | +18.6 | +17.8 | +18.1 | +18.7 | +18.2 | |
| b | +28.1 | +28.0 | +27.5 | +27.9 | +27.4 | +27.2 | +26.5 | +26.0 | +26.3 | +26.2 | +26.1 | |
| c | 35.8 | 33.4 | 33.1 | 33.4 | 33.1 | 33.1 | 32.4 | 32.5 | 32.4 | 32.9 | 31.8 | |
| H | 56.6 | 56.7 | 56.3 | 56.5 | 55.3 | 55.5 | 54.9 | 56.7 | 55.9 | 55.2 | 55.0 | |
| 7.0 | L | +65.4 | +64.4 | +64.2 | +63.7 | +63.5 | +63.7 | +64.0 | +65.0 | +63.3 | +65.2 | +64.9 |
| a | +15.8 | +15.6 | +15.4 | +15.3 | +15.8 | +15.1 | +15.4 | +15.2 | +15.4 | +15.2 | +15.5 | |
| b | +26.1 | +25.1 | +25.2 | +25.8 | +24.9 | +24.6 | +24.3 | +24.0 | +24.3 | +24.5 | +24.4 | |
| c | 30.5 | 29.6 | 29.6 | 30.0 | 29.5 | 29.2 | 29.0 | 29.3 | 29.3 | 29.7 | 30.2 | |
| H | 58.7 | 58.1 | 58.5 | 59.2 | 57.6 | 58.8 | 56.9 | 58.6 | 58.3 | 59.1 | 59.0 | |
| 9.0 | L | +65.0 | +66.1 | +66.0 | +66.6 | +66.2 | +65.9 | +67.0 | +66.3 | +67.0 | +66.0 | +67.0 |
| a | +14.2 | +13.4 | +13.6 | +13.6 | +14.1 | +14.0 | +13.3 | +16.3 | +15.3 | +14.3 | +13.3 | |
| b | +22.6 | +22.5 | +22.5 | +21.6 | +21.0 | +21.0 | +21.2 | +21.2 | +21.1 | +20.6 | +20.7 | |
| c | 26.7 | 26.2 | 26.5 | 25.5 | 25.3 | 26.2 | 25.5 | 26.8 | 25.5 | 25.1 | 25.5 | |
| H | 57.9 | 59.2 | 59.0 | 57.7 | 56.1 | 55.5 | 58.3 | 52.4 | 58.3 | 55.3 | 58.3 | |
| 11.0 | L | +70.5 | +70.1 | +70.3 | +70.4 | +70.3 | +70.2 | +70.4 | +70.5 | +69.1 | +70.1 | +70.2 |
| a | +14.3 | +14.0 | +14.2 | +14.1 | +14.1 | +14.1 | +14.2 | +13.9 | +14.4 | +14.2 | +14.0 | |
| b | +24.4 | +24.6 | +24.0 | +23.3 | +23.0 | +22.8 | +22.7 | +22.6 | +22.2 | +22.0 | +22.5 | |
| c | 28.3 | 28.4 | 28.3 | 28.2 | 28.1 | 27.5 | 27.0 | 27.0 | 27.4 | 26.5 | 27.2 | |
| H | 59.5 | 60.2 | 60.1 | 59.3 | 59.5 | 59.0 | 58.0 | 59.0 | 53.3 | 56.9 | 58.9 | |
| 13.0 | L | +66.1 | +66.1 | +66.3 | +66.3 | +66.2 | +66.3 | +65.2 | +65.7 | +66.9 | +65.5 | +66.7 |
| a | +14.1 | +14.1 | +13.9 | +13.8 | +13.8 | +13.8 | +13.2 | +14.5 | +14.6 | +15.1 | +14.4 | |
| b | +21.7 | +21.7 | +21.1 | +21.0 | +21.0 | +20.8 | +20.0 | +20.3 | +19.5 | +19.1 | +19.3 | |
| c | 25.9 | 25.9 | 26.2 | 26.2 | 26.2 | 25.8 | 25.2 | 25.1 | 24.4 | 24.4 | 25.7 | |
| H | 56.8 | 56.8 | 57.3 | 56.8 | 56.8 | 57.0 | 55.6 | 54.5 | 53.1 | 51.6 | 55.8 |
| Colour–Change Powder Microcapsule Content (%) | b–Value (25 °C) | Minimum b–Value | Variation of b–Value |
|---|---|---|---|
| 1.0 | 33.1 | 32.4 | 0.7 |
| 3.0 | 29.2 | 27.4 | 1.8 |
| 5.0 | 28.1 | 26.0 | 2.1 |
| 7.0 | 26.1 | 24.0 | 2.1 |
| 9.0 | 22.6 | 20.6 | 2.0 |
| 11.0 | 24.4 | 22.0 | 2.4 |
| 13.0 | 21.7 | 19.1 | 2.6 |
| Scope | Colour Difference |
|---|---|
| 0–0.25 | Very small or none |
| 0.25–0.5 | Tiny |
| 0.5–1.0 | Tiny to medium |
| 1.0–2.0 | Moderate |
| 2.0–4.0 | There is a gap |
| 4.0 and above | Very large |
| Colour–Change Powder Microcapsule Content (%) | 20° Gloss (%) | 60° Gloss (%) | 80° Gloss (%) |
|---|---|---|---|
| 0 | 7.7 | 31.5 | 48.5 |
| 1.0 | 3.4 | 15.6 | 14.9 |
| 3.0 | 2.5 | 13.7 | 12.4 |
| 5.0 | 2.4 | 11.7 | 6.7 |
| 7.0 | 2.2 | 10.5 | 4.3 |
| 9.0 | 1.8 | 5.0 | 2.0 |
| 11.0 | 1.4 | 4.1 | 1.6 |
| Performance | Microencapsulated Content 1.0% | 3.0% | 5.0% | 7.0% | 9.0% | 11.0% | 13.0% |
|---|---|---|---|---|---|---|---|
| Impact resistance (kg·cm) | 7.0 | 8.0 | 10.0 | 9.0 | 8.0 | 8.0 | 7.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, T.; Yan, X.; Zhao, W. Effect of Urea–Formaldehyde Resin–Coated Colour–Change Powder Microcapsules on Performance of Waterborne Coatings for Wood Surfaces. Coatings 2022, 12, 1289. https://doi.org/10.3390/coatings12091289
Ding T, Yan X, Zhao W. Effect of Urea–Formaldehyde Resin–Coated Colour–Change Powder Microcapsules on Performance of Waterborne Coatings for Wood Surfaces. Coatings. 2022; 12(9):1289. https://doi.org/10.3390/coatings12091289
Chicago/Turabian StyleDing, Tingting, Xiaoxing Yan, and Wenting Zhao. 2022. "Effect of Urea–Formaldehyde Resin–Coated Colour–Change Powder Microcapsules on Performance of Waterborne Coatings for Wood Surfaces" Coatings 12, no. 9: 1289. https://doi.org/10.3390/coatings12091289
APA StyleDing, T., Yan, X., & Zhao, W. (2022). Effect of Urea–Formaldehyde Resin–Coated Colour–Change Powder Microcapsules on Performance of Waterborne Coatings for Wood Surfaces. Coatings, 12(9), 1289. https://doi.org/10.3390/coatings12091289