
Design and Analysis of a Robotic End-Effector for Automated Hi-Lok Nut Installation



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Process of Hi-Lok Installation
3. Fastening Tool and Screwing Model
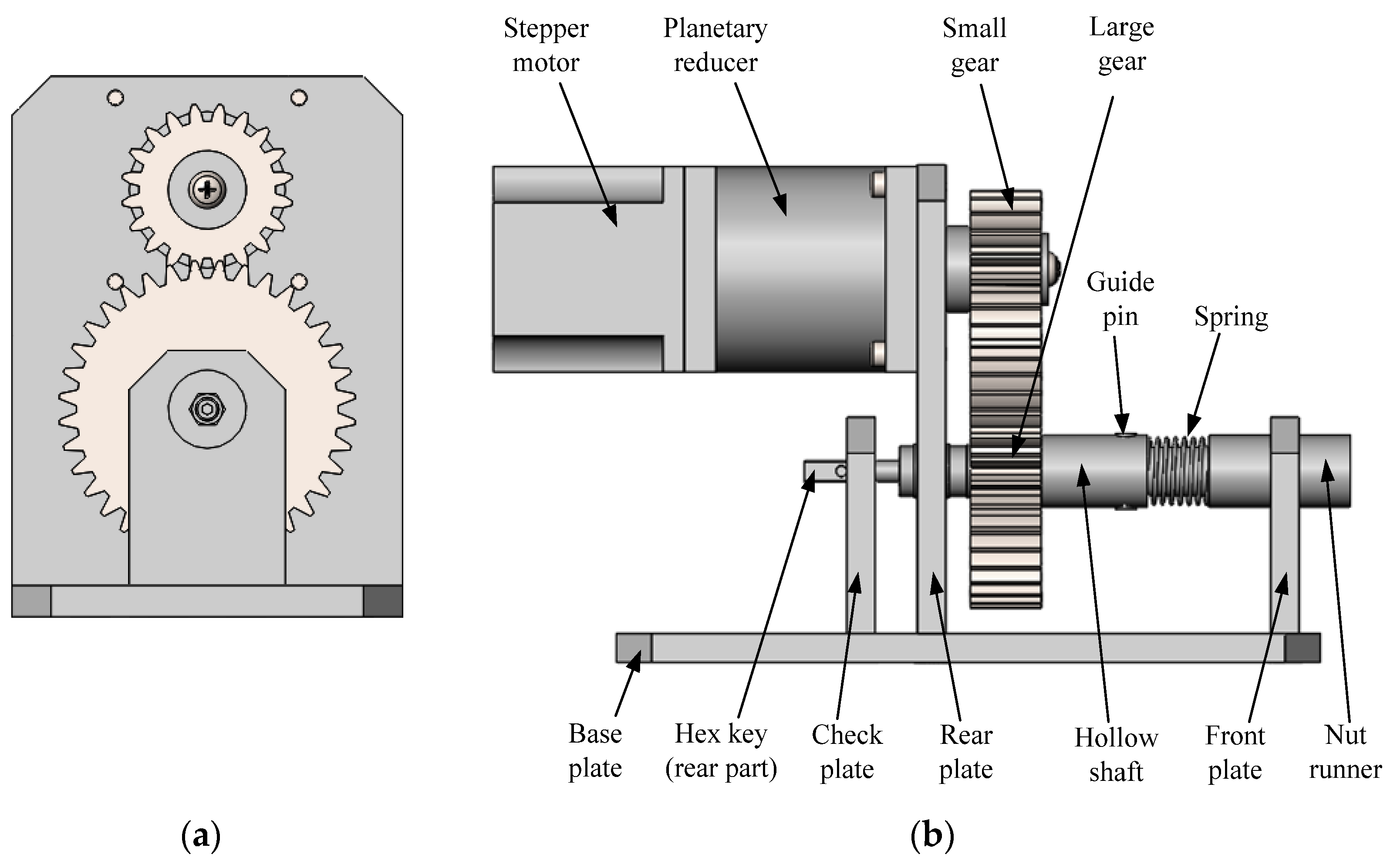
3.1. Design of Fastening Tool
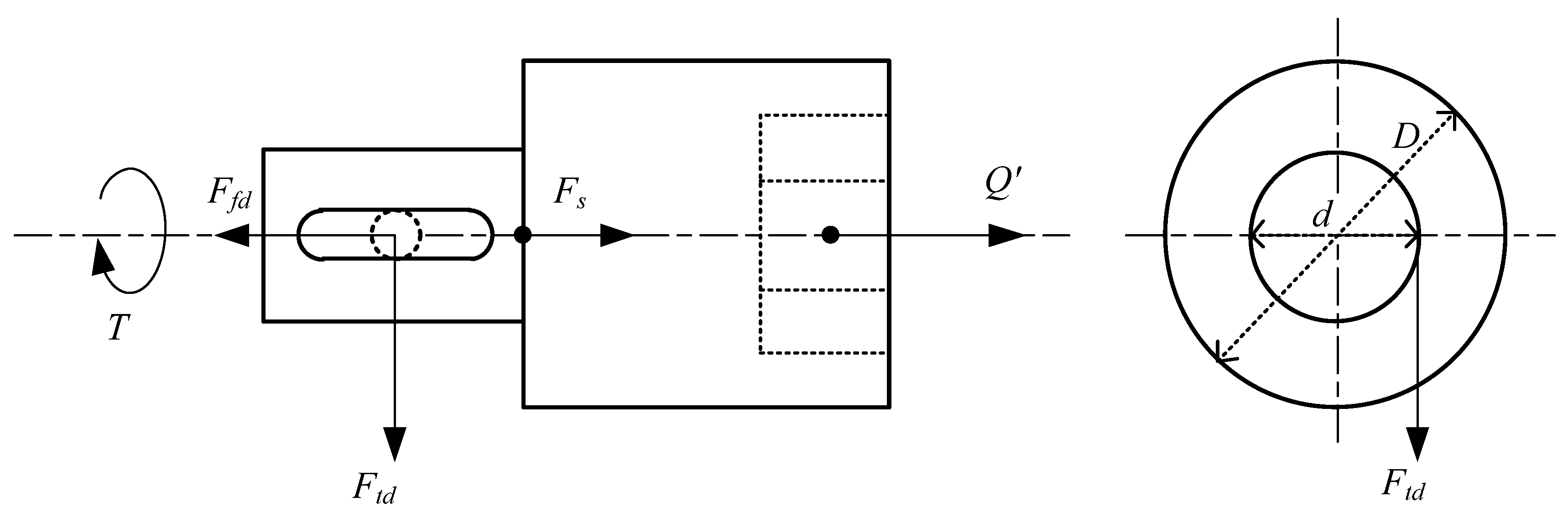
3.2. Modeling of Nut Screwing
4. FA Device and Alignment Method
4.1. Design of Feeding-Alignment (FA) Device
4.2. Modeling of Nut Alignment
5. Experiment and Results
5.1. Experimental Platform and Automated Installation
5.2. Results and Discussion
6. Conclusions
- Automation of hi-lok nut installation requires a robot and a tool end-effector, the latter includes the feeding-aligning (FA) device and the fastening tool.
- The FA device should be designed with two functions: the nut clamping by the gripper, and the hex alignment of the nut with the nut runner. The alignment model shows that it is realized by proper selection of the finger material with high friction.
- The fastening tool should be designed with two parts: the front nut runner and the rear shaft. Mechanical model presents the nut runner not only for the torque transfer but also for the axial feeding of the nut into the bolt.
- Automated installation experiments were implemented successfully. The results have demonstrated the proposed hi-lok installation method is feasible and the designed end-effector is valid.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jia, Y.; He, J. Modern Aircraft Manufacturing Technology, 2nd ed.; Beihang University Press: Beijing, China, 2020; p. 135. [Google Scholar]
- Jiang, J.; Bi, Y.; Dong, H.; Ke, Y. Influence of interference fit size on hole deformation and residual stress in hi-lock bolt insertion. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2014, 228, 3296–3305. [Google Scholar] [CrossRef]
- Ali, M.H.; Kuralbay, Y.; Aitmaganbet, A.; Kamal, M.A.S. Design of a 6-DOF robot manipulator for 3D printed construction. Mater. Today Proc. 2022, 49, 1462–1468. [Google Scholar] [CrossRef]
- Vyas, D.R.; Markana, A.; Padhiyar, N. Economic 6-DOF robotic manipulator hardware design for research and education. Mater. Today Proc. 2022, 62, 7179–7184. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Rabik, M.M.; Saravanakumar, D.; Jaswanth, K. Sensor integration based approach for automatic fork lift trucks. IEEE Sens. 2018, 18, 736–740. [Google Scholar] [CrossRef]
- Rabik, M.M.; Muthuramalingam, T. Tracking and locking system for shooter with sensory noise cancellation. IEEE Sens. 2018, 18, 732–735. [Google Scholar] [CrossRef]
- Webb, P.; Eastwood, S.; Jayaweera, N.; Chen, Y. Automated aerostructure assembly. Ind. Robot. Int. J. 2005, 32, 383–387. [Google Scholar] [CrossRef]
- Ple, P.; Gabory, J.; Charles, P. Force controlled robotic system for drilling and riveting one way assembly. SAE Int. J. Aerosp. 2011, 4, 785–788. [Google Scholar] [CrossRef]
- Bullen, G.N. Automated Mechanized Drilling and Countersinking of Airframes; SAE International: Warrendale, PA, USA, 2013; pp. 73–90. ISBN 978-0-7680-7995-1. [Google Scholar]
- Liang, J.; Bi, S. Effects of drill end effector’s mounted method on the robot performance. Chin. J. Mech. Eng. 2010, 46, 13–18. [Google Scholar] [CrossRef]
- Zhu, W.; Qu, W.; Cao, L.; Yang, D.; Ke, Y. An off-line programming system for robotic drilling in aerospace manufacturing. Int. J. Adv. Manuf. Technol. 2013, 68, 2535–2545. [Google Scholar] [CrossRef]
- Xi, F.; Yu, L.; Tu, X. Framework on robotic percussive riveting for aircraft assembly automation. Adv. Manuf. 2013, 1, 112–122. [Google Scholar] [CrossRef] [Green Version]
- Huan, H.; Cheng, L.; Ke, Y. Dynamic modeling and sensitivity analysis of dual-robot pneumatic riveting system for fuselage panel assembly. Ind. Robot. Int. J. 2016, 43, 221–230. [Google Scholar] [CrossRef]
- Jiang, J.; Xi, F.; You, J.; Xue, Q. Mechanical design of a new anthropomorphic robot for fastening in wing-box. In Proceedings of the ASME 2021 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference (IDETC-CIE2021), Virtual, Online, 17–19 August 2021. [Google Scholar]
- Chu, B.; Jung, K.; Ko, K.H.; Hong, D. Mechanism and analysis of a robotic bolting device for steel beam assembly. In Proceedings of the International Conference on Control, Automation and Systems, KINTEX, Goyang, Gyeonggi-do, Korea, 27–30 October 2010. [Google Scholar]
- Tani, E.; Yamada, H.; Kato, R.; Kurabe, K.; Yamashita, K.; Tatsuno, K. Development of the tightening nut task skill using a power distribution line maintenance experimental robot. In Proceedings of the IEEE/SICE International Symposium on System Integration, Meijo University. Nagoya, Japan, 11–13 November 2015. [Google Scholar]
- Muller, R.; Horauf, L.; Vette, M. Robot guided bolt tensioning tool with adaptive process control for the automated assembly of wind turbine rotor blade bearings. Prod. Eng.-Res. Dev. 2014, 8, 755–764. [Google Scholar] [CrossRef]
- Nozu, K.; Shimonomura, K. Robotic bolt insertion and tightening based on in-hand object localization and force sensing. In Proceedings of the 2018 IEEE/ASME International Conference on Advanced Intelligent Mechatronics (AIM), Auckland, New Zealand, 9–12 December 2018. [Google Scholar]
- Ali, M.A.H.; Alshameri, M.A. An intelligent adjustable spanner for automated engagement with multi-diameter bolts/nuts during tightening/loosening process using vision system and fuzzy logic. Int. J. Adv. Manuf. Technol. 2019, 101, 2795–2813. [Google Scholar] [CrossRef]
- Liu, M.; Liang, X.; Wang, C.; Wang, J. A robotic hi-lite bolts/nuts assembly system and control strategy. In Proceedings of the 2017 IEEE International Conference on Robotics and Biomimetics, Macau SAR, China, 5–8 December 2017. [Google Scholar]
- Jiang, J.; Bi, Y. Design of robotic end effector for hi-lock nut automated installation. Manuf. Technol. Tools 2019, 8, 73–76. (In Chinese) [Google Scholar]
- Liu, Y.; Li, J.; Xu, Q.; Zhang, Y.; Yan, X.; Chen, Y.; He, H. Microstructure and wear behavior of TC4 laser cladding modified via SiC and MoS2. Coatings 2022, 12, 792. [Google Scholar] [CrossRef]
- Siciliano, B.; Sciavicco, L.; Villani, L.; Oriolo, G. Robotics Modelling, Planning and Control; Springer Limited: London, UK, 2010; pp. 73–74. [Google Scholar]

















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, J.; Xi, F.; Bi, Y. Design and Analysis of a Robotic End-Effector for Automated Hi-Lok Nut Installation. Coatings 2022, 12, 904. https://doi.org/10.3390/coatings12070904
Jiang J, Xi F, Bi Y. Design and Analysis of a Robotic End-Effector for Automated Hi-Lok Nut Installation. Coatings. 2022; 12(7):904. https://doi.org/10.3390/coatings12070904
Chicago/Turabian StyleJiang, Jiefeng, Fengfeng (Jeff) Xi, and Yunbo Bi. 2022. "Design and Analysis of a Robotic End-Effector for Automated Hi-Lok Nut Installation" Coatings 12, no. 7: 904. https://doi.org/10.3390/coatings12070904
APA StyleJiang, J., Xi, F., & Bi, Y. (2022). Design and Analysis of a Robotic End-Effector for Automated Hi-Lok Nut Installation. Coatings, 12(7), 904. https://doi.org/10.3390/coatings12070904